Preface Separation processes in gas (vapour) - liquid systems, like absorption, desorption and rectification, are estimated to account for 40%-70% of both capital and operating costs in process industry [1]. A significant part of the costs are connected with the packed bed columns used for these processes. The employment of these apparatuses also for direct heat transfer between gas and liquid, including utilization of waste heat from flue gases, enlarges their importance. Packed bed columns are the best type of apparatuses, from thermodynamical point of view, for carrying out of mass and heat transfer processes between gas and liquid phase. It is because of all types of highly effective apparatuses, they operate as near as possible to the conditions of countercurrent flow, i.e., at maximum driving force for given initial and end concentrations of the two phases and a given ratio between their flow rates. The history of packed bed columns has begun with absorption and desorption processes. The first apparatus of this type was proposed by Gay-Lussac in 1827 who at this time was a consulting chemist of Saint Gobain Company [2]. The column, called by his name, was designed to absorb NOX after the nitrosyl method for production of sulphuric acid. 10 years later, filled up with coke, it was implement in industry. After 1980 a gradual displacement of the tray-type contactors by packet columns began in the distillation plants, and until 1990 it was considered the greatest novelty in the area of distillation [42]. Because of high efficiency, low pressure drop, and high admissible flow rates, packed bed columns are now largely used in chemical and food industry, environmental protection and also for carrying out of some processes in thermal power stations such as water purification, flue gas heat utilization and SO 2 removal. This book is intended for chemical and heat engineers working in these industries and also especially for chemical engineers and scientists working on development of new technologies which include absorption, desorption, distillation, and direct heat transfer processes in gas-liquid systems. It is especially proper for designers of such types of apparatuses.
N. Kolev
Vll
Acknowledgements My thanks to the Alexander von Humboldt foundation for supporting my scientific carrier and especially for the financial support during the writing of this book. Many thanks to Dr. Daniela Dzhonova-Atanasova for her assistance, language correction and discussions. I am grateful to my colleagues Prof. Reinhard Billet from the Ruhr-University of Bochum and Prof. Johann Stichlmair from the Technical University of Munich for the cooperation in the area of packed bed columns. The results of these works are used in this book. My thanks also to my former PhD students Prof. Rumen Daraktchiev, Assoc. Professors Krum Semkov and Svetoslav Nakov, Dr. Dimitar Kolev and Dr. Elena Razkazova-Velkova, to Dr. Daniela Dzhonova-Atanasova, and to my PhD student Borislav Kralev for the long and useful cooperation in the development of the theory and practice of packed bed columns. Many of the results of this cooperation have been used in writing the book. I would like to thank Dr. Michael Schultes from Raschig Ltd and Dr. Lothar Spiegel from Sulzer Chemtech Ltd for the technical information about the packings and column internals of these companies which was very useful. I am also grateful to Dr. Dimitar Kolev, Dr. Elena Razkazova-Velkova and Borislav Kralev for helping me with this book.
IX
About the author Prof. Kolev is leading the laboratory of "Heat and mass transfer processes in gas-liquid systems" at the Institute of Chemical Engineering of the Bulgarian Academy of Sciences. He was born in 1933. In 1957 he graduated from the University of Chemical Technology and Metallurgy in Sofia. For two years he worked as shift engineer in a plant for ammonia production. From 1959 to 1962 he was an assistant professor at the Department of Chemical Engineering of the same University. His Ph.D. thesis (1967) is about the influence of surface-active agents on hydrodynamics and mass-transfer in packed bed columns. His D.Sc. thesis (1980) is "About some basic problems of chemical engineering in creation of highly effective packed bed columns". In 1970 he became an associate professor. Since 1982 he has been a full professor. From 1967 to 1969 he specialized at Prof. Brauer's institute at the Technical University-Berlin, funded by the Foundation Alexander von Humboldt. He has published about 128 papers and has 51 patented inventions, most of them in the area of packed bed columns. On the basis of his patented inventions about uniform liquid phase distribution over the whole cross-section of the apparatus, and by using his own mathematical model, he succeeded to introduce in industry new own packings and new processes without any pilot plant investigations for a given system. His team has developed 18 types of installations for different processes, such as absorption, desorption, rectification and direct heating. The whole number of his apparatuses, operating in chemical industry, food industry, power stations, and environment protection, is over 750.
Table of Contents Chapter 1. Basic Information Chapter 2. Investigation of the Main Performance Characteristics of Packed Bed Columns Chapter 3. Industrial Packings Chapter 4. Marangoni Effect and its Influence on the Mass Transfer in Packings Chapter 5. Mass Transfer in Packed Bed Columns Accompanied by Chemical Reaction Chapter 6. Fouling on Packings Chapter 7. Column Internals Chapter 8. Distribution of the Liquid and Gas Phase over the Cross-Section of a Packed Bed Column Chapter 9. Examples
Chapter 1
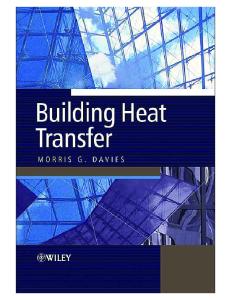
Basic information 1.1. Basic information about packed bed columns Up to now more than 5000 papers and patents connected with packed bed columns have been published. Some of the best books related to these apparatuses are given in the references [3-10], 1.1.1. Short description of a packed bed column A principle scheme of a packed bed column is presented in Fig. 1 [4]. The apparatus consists of the body 1, in a cylindrical or parallelepiped form, in which on the support grid 3 the packing 2 is installed.
4
1
y
/\
/%
/\ 2
5
/A \
3
i i i i i i r
3
Fig. 1. Principle scheme of a packed bed column
A distributor 4 for the liquid phase is mounted over the packing. The gas phase enters the apparatus trough pipeline 5, it flows trough the packing 2,
and exits the column through pipeline 6. In the packing the gas is treated with liquid, mainly in a eountercurrent flow. The last enters trough pipe 7 in the distributor 4 distributes over the packing and leaves the column through pipe 8. The distillation (rectification) columns are more complicated. A principle construction of these apparatuses is given in Fig, 1 of Chapter 7. /. 1.2. Some terms largely used in the field of packed bed columns A packing has three important geometrical characteristics: size dp, specific surface area a, and void fraction (free volume) e. The specific surface area of the packing is its area related to 1 m3 of the packing volume. The packing void fraction is the volume of the free space of the packing related also to 1 m of its volume. Obviously, the value of the packing specific area is equal to the value of the sum of the perimeters of the channels formed in the packing related to 1 m2 cross-section, and that value of e is equal to the cross-section of these channels related also to 1 m2 of the cross-section of the packing. Another important value is the equivalent (hydraulic) diameter of the packing dh. There are two different possibilities to define this value. The first of them comes from the consideration of the packing structure in terms of the so called inner problem, i.e. when the packing is considered as a system of connected channels with different dimensions. The equivalent diameter by this model is equal to the average hydraulic diameter of these channels which is equal to 4 times the hydraulic radius, or: dh = 4efa.
(1)
E is the packing void fraction in m3/m3, and a -the specific packing area in m2/m3. The second model for defining the equivalent diameter is the so called outside problem. By this model the equivalent diameter is determined as a diameter of a spherical packing element ensuring the same values of specific surface and void fraction as those of the real packing. To distinguish the two equivalent diameters, the second one is marked later as Da and is usually called arithmetical. Simple calculations show that it is determined by the equation
Da=6(l-e)/a
(2)
The great disadvantage of the second definition is that the hypothetical spheres with the arithmetical diameter are quite smaller than the real packing
elements and are not touching each other. To make the equations with the arithmetical diameter useful, in the presented equations the arithmetical £
diameter is multiplied additionally by
. Thus, an equation with equivalent 1-e and with arithmetical diameter gives practically the same results by compensating the difference between them with a constant.
D
1-e
a
1-e
a
The effective surface area of the packing ae, through which the mass transfer process takes place, is the wetted area of the packing aw and also the surface of the liquid drops and jets trickling through the free space of the packing. In case of small packing elements, especially at very high liquid loading, it is possible that the area between the gas and the liquid phase is smaller than the wetted area of the packing, i.e. it is possible that
The dimension of ae and a** is m2/m3. The liquid superficial velocity L in m3/(m2s) is the liquid flow rate for the whole column divided by its whole cross-section. The liquid holdup Hf, is the volume of the liquid in the packing related to the whole packing volume. Its value is important for strength calculation of the support grid of the column, and especially for determination of the residence time for the liquid phase, a value very important for thermo-unstable liquids. The total liquid holdup Hi, consists of two components: static and dynamic liquid holdups. The static holdup Hs is mis part of the holdup which remains in the packing because of the capillary forces when the irrigation is stopped. It depends on the wettability of the packing, the surface tension and density of the liquid and increases with the packing specific surface. The dynamic holdup Ha is the difference between total and static holdup of the packing. It is the liquid in the packing held by the resistance forces. In case of large industrial packings, and they are more important, the value of the static holdup is to be neglected. The dynamic holdup increases with the liquid superficial velocity and packing surface, and decreases with increasing of the liquid density.
The gas velocity, or to be precise, the superficial gas velocity wo, in m/s, is the average value of the gas velocity defined as volumetric gas flow rate related to 1 m2 of the whole cross-section of the column. The real gas velocity w in the dry packing is calculated with the real cross-section for the gas flow equal to e, that is
(4)
Because the cross-section of the irrigated packing is smaller than that of the dry one with the holdup, the real gas velocity in this case is calculated by:
(5)
1-B-H k
An important hydrodynamic parameter of the packed bed column is the packing pressure drop AP equal to the difference between the pressures at inlet and outlet of the packing. To characterize the packing, the pressure drop related to a unit of packing height is used. The concentrations of the phases are given in two principle ways, in kg/m3 (kmol/m3) and kg/kg (mol/mol). In the first, the concentrations are denoted by CQ (for the gas phase) and by Q (for the liquid). In the second, they are denoted by Fand Xalso for the gas and for the liquid phase. The rate of mass transfer is given by the equation: WA = KG .FACG = Kt .FACt,
(6)
or WA = KY .FAY = Kx .FAX,
(7)
where WA is the quantity of substance transferred through the interface per unit of time in kg/(m2s) or kmol/(m2s); ACG in kg/m3 (or kmol/m3) and AY in mol/mol - driving force of the mass transfer process calculated as a difference between the concentration of the transferred component in the bulk of the gas phase and the equilibrium
concentration of the same component corresponding to its concentration in the bulk of the liquid; ACL in kg/m3 (or kmol/m3) and AX in mol/mol - driving force of the mass transfer process calculated as a difference between the concentration of the transferred component in the bulk of the liquid phase and the equilibrium concentration of the same component corresponding to its concentration in the bulk of the gas; .KG and Ky- overall mass transfer coefficients, when calculating the driving force with the concentration in the gas phase in m/s and mol/(m2s) respectively; Ki and Kjr overall mass transfer coefficients, when calculating the driving force with the concentration in the liquid phase in m/s and in mol/(m2s) respectively; F- interfacial mass transfer area, m29 calculated by the equation; (8)
Vp is the volume of the packing in m3. The methods for calculating the overall mass transfer coefficients and the driving forces are considered below. The products KGa = KG.ae,
(9)
KYa = KY.ae,
(10)
respectively KLa = KLja9,
(11)
Kxa = Kx.ae,
(12)
are called volumetric mass transfer coefficients for the gas (vapour), and for the liquid phase. 1.1,3. Hydrodynamic regimes of packed bed columns The liquid phase influences the hydrodynamics of the gas phase in two different ways. The first of them is by the liquid holdup, according to Eq. (5) it leads to increasing of the gas velocity. The second one is because the pressure
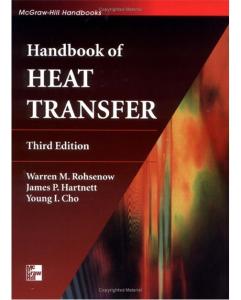
drop is connected directly not with the gas velocity, but with its relative value equal to the gas velocity w» only in case of dry packing, In case of irrigated packing, it is the algebraic sum of the gas velocity and the liquid velocity at the contact surface with the gas phase. That is why there is a difference in the influence of the liquid phase on the gas hydrodynamics for co-current and countercurrent flow. Because usually the gas velocity is many times greater than the liquid one, in many cases the second effect can be neglected. In Fig. 2 in double logarithmic coordinates, three typical lines for the packing pressure drop AP versus the gas velocity Wo are presented.
logw. Fig. 2, The influence of the gas velocity on the pressure drop of the packing in double logarithmic coordinates: 1- not irrigated packing; 2- irrigated packing- co- current flow; 3- irrigated packingcountereurrent flow.
The first of them is for L=0, the second two - for irrigated packing with constant value of liquid superficial velocity. Lines 2 and 3 are respectively for co-current and countercurrent flow. In a wide range of w0, between points A and B, (Fig. 2), the lines for dry and irrigated packing are parallel. The main influence of the liquid phase in this region is trough covering of a part of the free cross-section of the packing with liquid. The effect of friction between gas and liquid on the liquid holdup is to be neglected in comparison to the gravity force. That is why the liquid holdup in this regime is practically constant, independent of the gas phase velocity. It means that the real cross-section for the gas phase between points A and B is
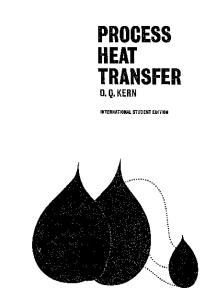
constant at constant liquid superficial velocity and the lines for dry and irrigated packing in double logarithmic coordinates are parallel. The lines for co-current and countercurrent flow coincide. Under point A the gas velocity is very low and the influence of the liquid velocity on the relative gas velocity cannot be neglected. In case of countercurrent flow the effect of the liquid superficial velocity leads to significant increasing of the relative gas velocity and, that is why, to increasing of the ratio of the pressure drop of irrigated packing to the pressure drop of dry packing. The increasing of the liquid superficial velocity leads to increasing of this ratio. The opposite effect is observed at a co-current flow. Over point B the influence of the friction force between gas and liquid in case of countercurrent flow leads to increasing of the liquid holdup, i.e. to additional increasing of the real gas velocity and of the pressure drop. That is why after point B, called loading point, the slope of the line for irrigated packing is greater than that for dry one. Just on the contrary, in case of cocurrent flow, the friction between gas and liquid acts in the gravity direction, i.e. in direction of decreasing of the holdup. That is why the slope of the line for irrigated packing in this case is lower than that for dry one. The increasing of the liquid holdup with the gas velocity for countercurrent flow, and the increasing of the gas velocity with increasing of the liquid holdup lead to additional increasing of the slope of the lines for the pressure drop. For countercurrent flow in point C, called flooding point, this leads to transition of the disperse phase into disperse medium and vice versa. In case of co-current flow it leads to additional decreasing of the line slope in comparison to that for dry packing. As already mentioned, the greatest advantage of the packed bed column is the possibility for carrying out the processes in a countercurrent flow. The flow rates in case of a co-current flow, as expected and seen from Fig. 2, are not limited by loading and flooding points. But this regime is not proper in case of equilibrium because of the strong reduction of the driving force. However, in industry there are a lot of processes for which the equilibrium is not of importance. Just for these processes the co-current packed bed columns are very proper. The maximal gas and liquid superficial velocity for these apparatuses are limited only by economical considerations, namely by the strong increasing of the pressure drop when increasing the gas velocity. Besides the countercurrent and co-current flow regimes, the packed bed column can operate in a crossflow. A principle scheme of such a column [41] is presented in Fig. 3.
«
liquid flow
<
Gas flow
.Screen mesh
imm
deflection plate Top mem
—Packing
AL and AQ Fig. 3. Principle scheme of a crossflow cascade packed column.
It is to be expected, and it is experimentally proved [41], that the loading and flooding point for this arrangement are at higher gas velocity than in case of countercurrent flow. Nevertheless this construction has a significant disadvantage in comparison to the countercurrent and co-current flow, namely its loading is lower than that in co-current flow and ite driving force in case of equilibrium processes is lower than that in countercurrent regime. Another disadvantage of this apparatus is the more complicated construction. For comparison of the hydrodynamics of different packings based on data obtained with different systems, usually instead of the gas velocity Wg, the gas capacity factor C, is used defined by the equation
Pa
(13)
PL-PG
This factor is obtained by equating the pressure drop, which in turbulent flow is proportional to the term w$ pG, with the weight of the liquid held in the packing because of friction with the gas phase. This weight, taking into account the buoyancy, is proportional to Pi~PaEquation (13) is obtained after equating the two terms and root extraction.
Because when the pressure is low the value of pG is very small in comparison to the liquid density, and because the values of <sjpl for practically all liquids, except mercury, are similar, equation (13) can be simplified to the expression: (14) The value FG is also called vapour (gas) capacity factor. The maximal permissible value of the capacity factor depends on a dimensionless flow parameter iff * equal to the ratio of values proportional to the dynamic pressures of the liquid and the gas phase, or to be precise, to the square root of this ratio.
f
Gg and Lg are the mass flow rates of gas and liquid phase in kg/s; Ggs, and Lm - the mol flow rates of gas and liquid phase in kmol/s; and M& - the average mol masses of gas and liquid phase in kg/kmol. In practice the following relation Fg_
f(Wf)
(16)
is often used. In literature the pressure drop is one of the most important characteristics for comparison of different packings. It is because the cost of the energy necessary for the ventilator for the gas phase to cover the pressure drop is usually the main part of the energy operating costs for the absorption process. In case of distillation when thermo pumps are used for reduction of energy consumption, the increasing of the packing pressure drop leads also to proportional increasing of the energy consumption. Usually the pressure drop is presented as a function of the gas superficial velocity, or better, as a function of the gas capacity factor.
10
(17)
1.2. Basic differential equations in the theory of hydrodynamics and transfer processes A very important part of our knowledge in the area of hydrodynamics and heat and mass transfer are the respective differential equations, namely the hydrodynamic equations of conservation of momentum, energy and mass and also the differential equations of convective heat and mass transfer processes. 1.2.1. Differential equations of momentum, energy and mass transport 1.2.1.1. Hydrodynamic equations 1.2.1.1.1. Equation of continuity The equation of continuity takes into account that the mass of the flow in a given volume of fluid flowing trough a given cross-section can be changed only by changing the flow density in this volume. The equation can be written as follows:
dp dt
|
8(pwJ 8x
t
d(pwy) By
|
d(pwJ=Q dz '
where p is the density in kg/m3; t - time in s; w - flow velocity in m/s; x, y and z—the coordinates in m. In case of a steady state flow when the density is not dependent upon time, Eq. (18) is transformed into:
dx
dy
dz
11
1.2.1.1.2. Motion equations - equations of Navier-Stokes The differential equations of Navier-Stokes are basic equations in fluid dynamics. By solving them together with the equation of continuity for each of the phases of a multi-phase flow system with the corresponding boundary conditions, theoretically, it is possible to describe the hydrodynamie processes in all technical and nature systems. The equations, written on the basis of a balance of the forces of viscosity, gravity and inertia, are as follows. For JC axis:
Dw,
dp
(^
dt
dx
{
. dt
.
,
,
180
(20)
3
,
,
.
,
(21)
For z axis: $2W
^,
. „ , , . ,
„ ,
2
+l£^\
(22)
3 8z ' .
-Dw.
The left-hand sides oi the equations p
Dw
-, p dt
Bw,
— and p
-
dt
dt Dw
express the product of the mass of a volume unit and its acceleration
.
dt On the right-hand sides of the equations, p.g expresses the influence of the gravity force on the moving of the fluid. The partial derivatives — , — a n d — denote the change of the fluid hydraulic pressure in direction dx 8y dz and the of the corresponding coordinate axis. The term w V2wx -I \ 3 dx) corresponding terms for y and z coordinates take into account the friction forces and the resulting contractive and tensile forces in viscous fluid.
12
The expressions V wx, V w and V2wzare the second derivatives of the velocities on the corresponding coordinate axis. So for example, for the z axis the corresponding term is:
dx2
By1
82w. dz2
( 23 )
The product of these sums (the Laplace operator) and the viscosity ju is the friction force per unit of fluid volume. . . . . . . 80 90 ,_ t n J 80 _, The partial derivatives — , — and — denote the change of the dx dy dz velocity on the corresponding axis connected with the contraction and tension in the fluid because of its movement. 8 is expressed by
dx
dy
dz
This sum marked as div w is the divergence of the velocity vector in direction of the coordinate axes. Its product with the viscosity /J is the force for unit of fluid volume because of contraction and tension of the fluid. As already mentioned by solving the equations of Navier-Stokes together with the equation of continuity for each of the phases of a multi-phase flow system at the corresponding boundary condition theoretically, it is possible to describe the hydrodynamic processes in all technical and nature systems. Practically, it is possible to solve these equations only in some simple cases which usually are not of great practical importance. A possibility to solve these equations for practical purpose is given by the similarity theory and the dimensional analysis considered in part 1.3 of this chapter. 1.2.1.2. Heat transport equations There are three mechanisms of heat transfer: heat conduction, heat radiation and heat convection. Usually they take place together but for better understanding they are considered separately. Because the heat radiation is of importance at temperatures much higher than those in the packed bed column, this phenomenon is not considered in this book.
13
1.2.1.2.1. Heat conduction Usually, the rate of the processes in the field of chemical engineering is presented as a product of two important parts, kinetic constant and driving force. In the case of heat conduction these values are the thermal conductivity and the temperature gradient correlated by Fourier's law:
dFdt
(25,
dn
where dQ is the quantity of heat transferred through the surface dF for time dr, — is the temperature gradient and X - the thermal conductivity. It is easy to dn see from equation (25) that the dimension of X is J/(m.s.QC). The minus on the right hand side of the equation is for taking into account that the heat is transferred in direction of decreasing of the temperature gradient. The value of X for the liquid phase is a function of its specific heat, density and mol mass, depending also on temperature. It can be taken from different reference books. The value of X for gases can be calculated using the equation:
(26)
where A is the value of X at zero QC and C* -experimental constant. In Table 1 the values of Xg and C* for different gases are presented.
Table 1. Values of Xg and Q for different gases [33, p. 284]
Gas
Xg W/(m.K)
Ck
Gas
Xg W/(rn.K)
c*
Nitrogen
0.0243
102
Oxygen
0.0234
156
Ammonia
0,0200
626
Carbon oxide
0.0215
144
Hydrogen
0.1590
94
Sulfur dioxide
0.0076
396
Air
0.0234
122
Chlorine
0.0072
351
14
Equation (25) describes the steady state conductive heat transfer process in immovable medium. To obtain the differential equations of conduction, let us consider the parallelepiped presented in Fig. 4 with edge dimensions dx, dy and dz. Its volume is a part of the volume of the eonsidered medium, solid, gas or liquid. Let us assume that the specific heat Cp, the density p, and the conductivity A, of the medium remain constant.
Fig. 4. Imaginary parallelepiped.
The quantity of heat Q passing through the walls of the parallelepiped per unit of time in direction of the x, y and z axis is as follows: along x axis trough wall dy.dz (27)
along y axis trough wall dx,dz
Q = -A—dythdr ; dy
(28)
along z axis trough wall dy.dz
Q =
-X—dydzdt. dz
(29)
15
For me same time interval dr trough the opposite walls of the parallelepiped, the following quantities of heat go out:
-X—dydzdt + - A—f — \dxJy.dzdt dx \_ 8x\8xJ -A—dydzdt dy
. d(&}, , , , — \dx.dy.az.dT
- 1 —
l—dydzdT
did) dzidz)
(30)
(31)
(32)
The difference between the quantity of heat passing in and leaving the parallelepiped through its opposite walls is: on x axis =QX-
'dx!
(33)
on y axis
dQv=Qv-Qv+a
8h_
'ay
(34)
on z axis
dQ.=Q,-Q^,=-
8 2t
(35)
The total increase of the heat in the parallelepiped for time dr is (36)
or
16
dQ = if 0 + B "^+ ^)dx.dy.dz.dt.
(37)
Since = dV,
(38)
where rfF is the volume of the parallelepiped, Eq, (38) can be written also as follows:
The expression in brackets is the Laplace operator
ebea
4dy 4dz 2
2
=V',.
(40)
Thus 3
(41)
According to the low for conservation of energy the change of the energy in the parallelepiped leads to a change of the temperature in it.
c.p.dV—dt dr — d t is the change of the temperature of the parallelepiped for time dr. dt From Eqs. (41) and (42) it follows:
(42)
17
c.pJV—dt
= AV2t,dV.dT
(43)
8
1
After simplifying and introducing the symbol aa =
, called c.p
coefficient of temperature conductivity, from Eq. (43) it is obtained ^
= aaV"t
(44)
The equation (44) is called Fourier differential equation of conductivity in immovable medium. 1.2.1.2.2. Differential equation of heat convection Convective heat transfer is the transfer of heat from a moving fluid flow to a solid surface. Because the viscosity of the liquid is many times greater than that of the gas phase, the same phenomenon takes place also at the interface of two phases moving with different velocities. There are two types of convection, forced one at which the moving is due to the action of outside mechanical energy, and free convection due to temperature difference in the fluid volume and resulting difference of the fluid density. The buoyancy force per unit volume in this case is (45)
where pand p , are the fluid density in two points with two different temperatures t and tj. The acceleration due to this force is (46) Pi
To obtain the differential equation of convective heat transfer, let us consider a parallelepiped in the moving fluid with edge dimensions dx, dy and dz. Let us assume that this is a steady state process without changing of the
18
system state of aggregation and the value of the specific heat Cp is constant. Let the components of the fluid velocity in direction of the coordinate axes be w*, wy and wz and the fluid density and temperature - p and t respectively. The heat balance for the parallelepiped is composed below. Because the heat transfer takes place in a moving medium, the heat is passing in and leaving out by means of the fluid flow. The quantity of heat passing for unit of time in x direction trough wall efy ck of the parallelepiped is (47) The quantity of heat going out through the opposite wall is
= Qx + dQx = CpJ.p.WxJy.dz + C.
8(wx.pl
dx dt
= c £.p.wx.dyjk + c
&
dxjiy.dz = (48)
dx.dy.dz
From Eqs. (47) and (48) the difference between entering and outgoing heat is
(wx.p dx
dt .dx.dy,dz. + wx.p— dx
dy
By
(49)
For the other two axes:
.dx.dy.dz
(50)
.dx.dy.dz.
(51)
and dt
dz
dz
19
The total difference between the quantity of entering and outgoing heat
is
= cpit
d{wxp) dx dt
d(wyp | g(wz dy dz
[
dt dy
{
dt) dz
From the equation of continuity (18) in case of a steady state flow, it can be written
d(pwj
8(pwy)
a.
a.
m
dy
dz
_
* '
From Eqs. (52) and (53) it follows:
d
Q=
dt dx
dt
v^p— labc.dy.dz
(54)
In case of a steady state process the quantity of heat in the hypothetical parallelepiped remains constant and thus the heat according to Eq. (54) is equal to the heat transferred by conduction through its walls. According to Eq. (35) written for a steady state process:
dy
dz
From Eqs. (54) and (55) after simple transformations it follows:
20
(56)
where aa =
is the coefficient of temperature conductivity. Cp'P
Equation (56) is called the Fourier-Kirehhoff equation or the differential equation of conductivity in a moving medium. In this equation besides temperature, variables are also velocity and density. That is why it must be considered together with the equation of continuity and the Navier-Stokes equations. 1.2.2. Diffusion lows 1.2.2.1. Diffusion in immovable medium The mass transfer between gas and liquid phase in packed bed columns is taking place by diffusion of the transferred component through the interface between the two phases. That is why for understanding and calculating of this process, the lows of diffusion have to be known. Diffusion is evening of the concentration in a phase due to the movement of the molecules. The process passes from higher to lower concentration. Its driving force is the concentration gradient, or, strictly speaking, the gradient of the chemical potential. Because at the conditions in packed columns the chemical potential gradient is dependent mainly on the concentration gradient, later only the latter is considered as a driving force of the diffusion processes. The diffusion rate is defined as quantity of substance G transferred by diffusion per unit of time f and unit of surface F. According to Fick's low this dC . . , 3. rate is proportional to the concentration gradient . dx
Fdr
dx
(57)
The coefficient of proportionality D is called diffusion coefficient, or simple diffusivity. The minus sign takes into account that the diffusion process passes against the concentration gradient, i.e. from higher to lower concentration.
21
It is easy to see from Eq. (57) that the dimension of the diffusivity
The diffusivity characterizes the property of the substance to penetrate in a given medium. Its value depends on the type of diffusing substance and the medium in which the diffusion lakes place, on the temperature, pressure, and concentrations. For the liquid phase especially for not very high pressures the influence of the pressure is to be neglected. According to the kinetic theory the diffusivity of the ideal gases is proportional to their viscosity and Is12 and inversely proportional to the square root of the molar mass. For real gases this dependence can be considered approximate. Their diffusivity values varied from 10'5 to 10"4 m2/s. The diffusivity of liquid solutions is 104- 10s times lower. It is also inversely proportional to the viscosity. Some simple methods for determination of the diffusivity in gas and liquid phase taken from [40] are presented in the appendix of this chapter. Data for determination of diffusivity in gases and liquids can be found in [52, 53] and other reference books. 1.2.2.2. Diffusion in movable medium The diffusion rate in immovable medium is too low. That is why in the industrial apparatuses the diffusion processes pass in movable medium. To obtain the differential equation for the diffusion process in movable medium (convective diffusion), let us consider an imaginary parallelepiped with edge dimensions dx, dy and dz, situated immovably in the flow, as it is presented in Fig. 5.
//
Fig. 5. Draft for deriving the differential equation of diffusion in moving medium [33],
The quantity of the diffusing component which enters for time dt through wall dxdz by diffusion is:
22
ac Gx = -D.—dy.dz.dt dx
.
(58)
,
(59)
Trough wall check it is 8C Gv = -D.—dx.dz.dT By
respectively trough wall dxdy it is BC D.—dy.dz.dT. &
(60)
The quantities of the component diffused through the opposite walls are as follows:
=GX+ dGx = -D—.dy.dz.dx 8x
- D—i^Adx.dy.dz.dt dx \ dx )
=Gy + dGy = -D^-.dx.dz.dr dy Gg+lb =GZ+ dGz = -D^.dx.dy.dT dz
(61)
D^-(~) dy{dy)
- Df-\ %. Wdx.dy.dt 8z\8z J
The increasing of the mass quantity diffused in the volume of the imaginary parallelepiped on each coordinate axis is;
dGx =GX- Gx+dx = D^-dx.dy.dz.dr ox dGy =Gy- Gy+ety = D-jdx.dy.dz.dz dy
(62)
(63)
23
dGz = Gz -Gz+dz = D^dx.dy.dz.dr oz
(64)
The total increasing of the diffused component for the parallelepiped volume is:
dG = dGx + dG + dG, = D| ^ " T + ^ r + ^ r \dx.dy,dz.dT ^& dy & )
(65)
At steady state conditions the quantity of the diffused component in the parallelepiped is constant. That means, the mass transferred by diffusion in it is equal to the mass transferred outside with the moving fluid. Therefore, the quantity of the component transferred through the walls is: for dy dz Gx = wxC.dy.dz.dT ;
(66)
for dxdz Gy=wyC.dx.dz.dt;
(67)
for dxdy Gz = wCdx.dy.dr.
(68)
Thus, the quantities transferred through the opposite walls are: d(w C) —dx.dy.dz,dt dx 8(w C) Gv+dv =GV+ dGv = wCdx.dz.dr+ — dy.dz.dx, dt
Gx+dx = G, + dG = wCdy.dz.dx ^
y
y
y
y
y
Sy
(69)
(70)
24
;
Gz+dz =GZ+ dGz = w2C.dx.dy.dT +
' r W dz.dx.dy,dr dz
(71)
Hereupon, the quantify of the component transferred with the flow from the parallelepiped is: , d(wC) dG = ——^-^-dx.dy.dz.dr, 8x
(72)
(73)
dy
(74) dz For the whole parallelepiped:
dGx+dGy+dGz
d(wxC)
=
dx
|
d(wyC)
|
dy
8(wzC)
.dx.dy.dz.dt ;(75)
dz
or dG =
+
I I
x
c
dx dC dx
y
+
dy dC dy
.dx.dy.dz.dr +
c z
dz dC dx.dy.dz.dt dz
(76)
According to the equation of continuity of the flow dw. dx
+
dy
therefore
+
dwz dz
(77)
25
wr— + wv — + w. — \dx.dy.dz.dT . & By oz )
(78)
In case of unsteady state diffusion, the following term dC
dr
dc.dy.dz
has to be added to equation (78). With this term from equations (65) and (66) to (68) it follows
Jd2C 32C B2C\ D\—- + — - + — H 2
I 8x
2
dy
2
dz )
8C
= WT —
* dx
8C dC 8C + wv — + w 2 — + — y
dy
' dz
(79)
dr
Equation (79) is the differential equation of diffusion (or mass transfer) in a moving flow. In it, besides the concentration, the flow velocity is also variable. That is why this equation must be considered together with the equations of Navier-Stokes (20) to (22) and the equation of continuity (18). Eq.(79) is the second Fick's low. Its structure is the same as that of the differential equation of the convective heat transfer (in case of a steady state process Eq. (56)). This gives the possibility, as shown later, to calculate the heat transfer processes by means of experimental data or equations for mass fransfer. The basic methods for these calculations are the similarity theory and the dimensional analysis. That is why before considering the theory of mass transfer processes, we present these important methods largely used in chemical engineering and in particular in the area of packed columns. 1,3. Similarity theory and dimensional analysis 1.3.1, Similarity theory Chemical technology uses different physical and chemical processes. Applying the basic laws of the corresponding science areas it is possible to describe these processes with differential equations like the equation of continuity of the flow and the Navier-Stokes equations. These equations describe a whole class of similar phenomena. To use them for a single concrete
26
phenomenon, it is necessary to limit the differential equation by additional uniqueness conditions [33], The uniqueness conditions can be: -geometrical sizes of the system (installation) in which the processes take place; -physical constants of the substances in the system; -characteristics of the initial conditions as initial temperature, initial concentration, initial velocity etc.; -boundary conditions of the system. The uniqueness conditions can be given in the form of equations which connect the physical values important for the process. These conditions not only separate the given phenomenon from the general class, but also supplement the differential equation for more complete characterization of the process. Moreover, the differential equations could be solved only together with the uniqueness conditions at the boundary. The solutions of the differential equations are analytical expressions correlating the characteristics of the given phenomenon. They are usually used as equations for calculating the apparatuses in chemical and similar branches of technology. Unfortunately very often, tiiere are no mathematical methods to solve the differential equations at the corresponding uniqueness conditions. The simplest method, which can be used in this case, is to carry out experiments and based on the obtained data to receive relations for calculation of the apparatuses and processes. The disadvantage of this method is that the obtained equations are valid only for the condition at which they are obtained. Such types of equations are used in chemical engineering, but it is quite better to be able to extend the results of the single experiment on a larger area of phenomena. This possibility is given by the similarity theory and the dimensional analysis. The similarity theory proposes a method for obtaining of arithmetical equations for calculation of a given class of processes. It is largely used in the area of chemical engineering and similar branches of industry and reduces strongly the necessary experimental information. One of the basic principles of the similarity theory is separation of a group of similar phenomena from the big class of phenomena described by a general low, for example processes of fluid flow motion, diffusion processes, heat conductivity, and so on. According to the similarity theory, similar are these phenomena for which the ratios between the similar characteristic values are constant. The similarity can be geometrical similarity, time similarity, similarity of the physical values, and similarity of the initial and boundary conditions.
27
Geometrical similarity exists when the corresponding angles of two similar objects are equal and the ratios between the values of each two similar sizes are the same for all of them. If the geometrical sizes of two objects are respectively: L h L2, L3...
Ln ,and lh /* 4
/, ,
(80)
in case of geometrical similarity the following conditions are fulfilled:
(81)
where a, is a dimensionless parameter called similarity constant or scale multiplier. In case of geometrical similarity of movable systems, their similar points move on similar trajectories. In case of time similarity the similar points of the geometrically similar systems, move on similar trajectories for time intervals the ratio between which is constant for all points T
T
T
- ^ = - ^ =....... = - ^ = ar = const.,
(82)
where TT and t are the time intervals of the two similar systems, and aT is the respective similarity constant. The physical similarity requires that in the similar points of similar systems the ratios between the physical values are constant too, ^ =^ = u, u2
= ^L = au= const, «„
(83)
where U and w are the physical values in the two similar system, and au is a similarity constant, e.g. constant of viscosity, density, and so on. Consequently, in similar systems the respective fields of physical properties are also similar.
28
The similarity of the initial and boundary conditions requires the initial conditions and the conditions at the boundaries of the similar systems to be similar too, i.e. all mentioned above similarities to be Mfilled for them. Very important values in the similarity theory are the invariants of similarity or criteria of similarity. If all similar values determining the state of the similar systems are given in relative units, these dimensionless values for both systems are equal. The values are made dimensionless by dividing all of them by values of the same system similar for both of them. -L = J- =.... = il= const.
(84)
= it= const.
(85)
U, u. -!- = -*- =..... = iu= const f/2 u2
(86)
rf = — = *2
T
2
Thus the ratio between the geometrical sizes, times, and physical values in a given system are equal to the corresponding ratios of the similar system. That is, the equality of the constant itiiT and iu for two or more different systems guarantees that these systems are similar. The dimensionless numbers i, defined in Eqs. (84) to (86) are called invariants of similarity and are written as i = idem. The invariants of similarity which are ratios of simple homogeneous values are called simplexes. The invariants of similarity could be also expressed not only as ratios of simple homogeneous values but also as ratios of more complicated heterogeneous values. For example, according to Newton's law the resultant force 0 acting on a given body is equal to the product of its mass (m) and acceleration —
:
29
,
dw
f = m—.
J
dT
The invariant of similarity which corresponds to this law is:
= idem.
(87)
m.w Such invariants of similarity expressing the ratio of heterogeneous values are called criteria of similarity or numbers. Usually, they are called by the names of eminent scientists. For example, the above written criterion is called the Newton number. ft
Jj— = Ne = idem.
(88)
m.w It is worth noting that all variants of similarity, simplexes, and criteria are always dimensionless. The criteria of similarity express the very nature of the physical phenomenon. To obtain them using the theory of similarity, it is necessary to know the analytical description of the process. The theory of similarity is based on three theorems. The first of them determines the relation of the constants of similarity and gives the expressions of the criteria of similarity. It states that the similar phenomena have equal criteria of similarity. Because the criteria of similarity in similar systems have equal values, their ratios are always equal to 1. For example, for the Newton criterion
fi.h 1, ft* 2 m2t2
or
(89)
30
(90)
Taking into account Eqs. (81) to (82), it can be written: T
fi — — f2
i _ flp -oT; T 2
m
i -am"' m 2
w
i
~ aw
W
2
That is why equation (90) can be presented as a dependence of the similarity constants -J-L
(91)
The value Q is called indicator of similarity, Eq. (91) gives the possibility to define the first law of the similarity theory also in the following way: for similar phenomena the indicators of similarity are equal to unity. The first law allows to transform the differential equations which describe physical phenomena and to present them as functions of criteria, passing over the analytical solution. If the constants of similarity are obtained from the conditions of uniqueness, the criteria obtained from these constants are called determining criteria. The second theorem of the similarity theory solves the problem how to present the solution of the differential equations as functions of similarity criteria. According to this theorem, any dependence between the variables which characterize the phenomenon can be presented as a function of similarity criteria KpK3,K3....,...Kn, called generalized criterion (dimensionless) equation
f(K,.K2.K3,
KJ = 0.
Instead of similarity "criterion" usually "number" is used.
(92)
31
The third theorem of similarity theory solves the problem for the necessary and sufficient conditions determining the similarity of the phenomena in two systems. According to this theorem similar phenomena are these for which the uniqueness conditions are similar and the determining criteria composed of them are equal too. As already mentioned the similarity theory gives the possibility to transform the differential equations into functions of similarity criteria by the following steps: 1. The uniqueness conditions are formulated, i.e. the similarity constants are given. 2. Each of the terms of the differential equation is multiplied by the corresponding similarity constant and these constants are taken out before the differentiation operator, for example:
dx"
a" dx"
This transformation leads to obtaining of a system of equations describing a group of similar phenomena. 3. The coefficients standing before equal terms of the initial and the transformed equations are equated. The obtained equations or indicators of similarity correlate the similarity constants. 4. In the obtained equations the similarity constants are replaced by the respective ratios of values and the criteria of similarity are obtained as illustrated in the following example. Let us write Newton's law
(94)
The uniqueness similarity of two similar liquid flows gives the scale multipliers for the physical values in equation (94). They are as follows: aj- for the force, am- for the mass, aw- for the velocity, and a^- for the time. Multiplying each of the members of the equation by the respective scale multiplier, we obtain:
32
< 95 >
The scale multipliers being constants are taken before the differentiation operator as follows: ^
^ . a. at m
(96)
X
From Eqs, (95) and (96) it is obtained
a. arCl=-J-^
=L
(97)
By replacing in the similarity indicator (C») the scale multipliers with the respective ratios of physical values, we obtain: ft
(98)
mw where the index (1) is for the similar system. The comparison between Eqs. (88) and (98) shows that the obtained ratio is the Newton number, 1,3.2. Dimensional analysis As already mentioned the similarity theory gives the possibility to obtain equations for calculation of a given class of phenomena based on differential equations. Unfortunately, in industrial practice there are many cases, especially the more complicated, for which it is impossible or very difficult to write these equations. The theory of dimensional analysis helps to solve the problem in these cases. For this analysis it is necessary to know only what
33
parameters influence the value to be calculated. For example we know that the partial heat transfer coefficient or is a function of the following parameters: (99) The dimensional analysis is a very powerful method not only to find the form of the necessary equation, but also to give information about the limits of its validity. The basic theorem of the dimensional analysis is the n theorem of Buckingham which states that the general dependence between » values at m basic dimension units can be presented as a function of (M-»I) dimensionless ratios of these values, and in case of similarity, of (n-m) criteria of similarity. If for example a given phenomenon can be described as a function of five values
f(a,fl,r,T,fi). and if these values are expressed using e.g. 3 basic units, £-for size, T- for time, and M- for mass, based on the n theorem the number N of the dimensionless ratios is N=m-n-=5-3=2.
I.e., the necessary equation can be presented in the form of a function of two terms.
A simpler example of the application of dimensional analysis can be given in case of 4 values with 3 basic units.
f(a,p,Y.t),
(100)
or a = f1(j3,y,T),
(101)
34
when the described value is a. According to the JT theorem the number of the dimensionless ratios is N=3-2=L If all values are expressed in one system of measurements, for example the international system of units (SI), the dimensionless form of a can be presented as yy.T') ,
(102)
where x, y and z are the powers at the respective values. Later it is shown how to determine them. Let the dimensions of the values in Eq. (102) be respectively: [aJ = [LaTbMcJ
(103)
= [LdTeMf]
(104)
= [LsThMiJ
(105)
[Tj = [LaT"Mrj
(106)
From Eqs. (101) to (106) it follows [IfTbMc] = [L
(107)
or FIfTbMC
J = jfx+gy+nz
Jiex+I'y+P2 j>fi+ty+rz
f 108)
Because the equation (105) is dimensionless, the following conditions should be fulfilled: a=dx+gy+nz
(109)
b=ex+hy+pz
(110)
35
c=fa+fy+rz.
(Ill)
In this system of 3 equations x, y and z are unknown and it is easy to determine them and to obtain the dimensionless number using Eq.(102), It must be mentioned that if n=m the use of dimensional analysis is impossible because at least one important value is forgotten. It must be also always taken into account that the dimensional analysis requires knowing all values important for the phenomenon, not only the variable ones. For example, for many processes the influence of gravity is important and must be taken into account thought it is a constant. The equations obtained by dimensional analysis describe the phenomenon for which they are obtained and, in case of similarity, the whole class of similar phenomena. The disadvantage of the dimensional analysis is that it is not helpful in determining the uniqueness conditions. The dimensionless numbers important for packed bed columns are considered later in the respective parts of mis book. 1.3.3. Some additional remarks about the similarity theory and the dimensional analysis Here we discuss two important problems connected with the use of the similarity theory and the dimensional analysis. 1. Is it obligatory to vary all parameters important for the process during the experiments to be sure that the obtained equation describes the phenomena? 2. Is it possible to use these methods for obtaining equations also in case when full geometrical similarity does not exist? For example, is it possible to use them for obtaining equations for calculating packings which are not geometrically similar? The first of these questions is very important because in literature there is no generally shared view in this area. For example in [33, p.51-59] it is stated that in order to obtain a valid equation, all physical parameters including those in the similarity criteria have to be changed during the experiments. Practically in case of similarity in the dimensionless equations dimensionless criteria are used instead of simple physical parameters. That is why to obtain a criterion equation valid in a given area, it is necessary to change just these numbers no matter how, by changing only one or all of the physical parameters in them. As already mentioned before, there are values, for example the gravity constant, which practically cannot be changed. It is very important and we must always keep in mind that no parameter that influences the process can be omitted.
36
On the second question the similarity theory gives the possibility to obtain equations for geometrically similar objects. Often in case, for example, of random packings the factors important for the process are not just the form of the packing elements but values like specific surface area and free volume. The experience shows that by using these values instead of some geometrical parameters or together with some of them, it is possible to obtain criterion equations describing well a group of packings with elements which are not geometrically similar. Of course, this must be always experimentally proved. It is also a case of importance when the packings are with the same kind of form but, because of different free volumes or height to hydraulic diameter ratios, they are not similar. Theoretically, in this case the similarity theory is not valid. But by the same considerations as for the example above, it follows that the only difference in the equations for all such not similar packings is the difference in their experimental constants. It means that if they are replaced by relations of the dimensionless geometrical parameters of the packings, theoretically, the obtained equation describes the processes not only in geometrically similar, but also in geometrically not similar systems of the same kind. Of course, to obtain simple equations for the constants, the difference in the packing form should not be too great. Otherwise, this approach is not possible or leads to errors, not always very great. For example there are equations for calculating the mass transfer coefficient of Raschig rings, Berl saddles and Intalox saddles although their forms are not of the same kind. 1.4, Equilibrium in gas (vapour) - liquid systems At condition of equilibrium the concentration in each of the phases is a function of the concentration in the other one: (112)
where CG and CL are the equilibrium concentrations of the transferred component in the gas, respectively in the liquid phase, for example, in kg/m3. The function is always monotonously increasing and can be obtained experimentally. The equilibrium problems are very complicated and are subject of special books which can be found in internet, as for example [13-15]. Hereafter only some basic equations, used in case of absorption (desorption) and rectification, are given. In case of absorption in ideal solutions, Eq. (112) in a useful form can be obtained easily from the equation of Henry:
37
pA=He.XA,
(113)
where p A is the equilibrium partial pressure of the absorbed component A, XA - concentration of this component in the liquid phase in kmol absorbed gas per kmol liquid and He is the so called Henry constant. Taking into account that YA=pA/P,
(114)
where Y*A is the equilibrium concentration in the gas phase in kmol/kmol, and P- the pressure, from Eq. (110) it can be obtained: YA=mjfA,
(115)
where m = He IP is the equilibrium constant of the process. Because the concentration of the phases can be expressed in different ways, the equilibrium constant depending on this expression is also different for the same system, pressure, and temperature. For example if the concentrations in both phases are in kg/m3 the respective equilibrium constant mc is
(116)
If CG and CL are in kmol/m3, it is
It is easy to find that the dependence between the different equilibrium constants is as follows:
38
(118)
m
=
where Mi and MG are the mol mass of the liquid phase and of the gas phase in kg/mol; R- universal gas constant; T- temperature in K; pir liquid density in kg/m3; P- pressure in bar. The vapour - liquid equilibrium (in case of rectification) for a two component ideal mixture can be calculated using the simple Raul equation, equivalent to Henry's law. According to this equation: PA=PA*A-
(120)
where PA is the partial pressure of the component A at a given temperature in bar; PA - equilibrium pressure of the pure component A at the same temperature in bar. The same equation can be written for the other component of the mixture (B), p B = PB.XB
(121)
Taking into account that: XA+XB=1
(122)
and that the pressure P is a sum of p^ andpa, from equations (114) and (120) to (122) it can be easy obtained:
39
YA=-
PA PB+PA
l-(a-l)XA
•PB(*-XA
(123)
where a} = — is called relative volatility. PB
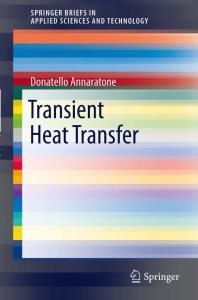
The curve corresponding to Eq. (123) for a mixture of benzene (component A which is highly volatile) and toluene at atmospheric pressure is presented in Fig. 6. The diagonal corresponds to YA = XA. 100
®
I
90 80
5 : 70
1 |3 0
/ A
/ /
II
/ 10
/
/ /// /
y / /
•S 0
10
20
30
40
SO
60
70
80
90 100
Concentration of highly volatile benzene in the liquid phase, X,, % mol
Fig, 6. X-Y diagram for the two component system benzene-toluene.
1.5. Basic models for mass transfer processes The complicated form of the packings, the difficulties to describe theoretically the distribution of the phases, and the fact that the mass transfer surface area is a sum of the area of the film flowing on the packing elements and the surface of the drops and jets trickling in the free volume, make practically impossible the purely theoretical calculation of the hydrodynamics and the mass transfer in these apparatuses. When speaking of purely theoretical calculation we mean calculation based only on the general lows of physics without using any data obtained by experimental measurements in packed bed
40
column. Nevertheless, the existing purely theoretical equations based on a simple model could be very important for the development of these apparatuses. Therefore, only the basic theoretical models which could be used for development and calculations of industrial packed bed columns are presented below. These models could be divided into two types: models describing the elementary act of the mass transfer process through the interface, and models describing the mass transfer in the apparatus as a whole. The mass transfer is connected with transfer of molecules or elements of fluid flow caused by difference in concentrations, or to be precise in chemical potentials, which is a driving force of this process [10], It can be divided into four large and important phenomena [10]: molecular diffusion in immovable medium, diffusion in liquid in case or laminar flow, mixing in free turbulent flow, and mass transfer between the phases. Speaking for mass transfer we mean further first of all the last of these processes. The rate of all mass transfer processes can be present as a product of two main values which take into account the statics and the kinetics of the processes. These values are the driving force (difference between the real and equilibrium concentration) and the mass transfer coefficient. 1.5.1. Mass transfer coefficients 1.5.1.1. Partial mass transfer coefficients The equation of mass transfer between the bulk of the fluid and the interface can be written as follows: for the gas phase Nd=kG,Al3
(124)
for the liquid phase NA=kL.AL,
(125)
where NA is the mass flow of substance G transferred for unit of time trough unit of interface in kg/(m2s) or kmol/(m2s); AGl and ALi are driving forces of the process in kg/m3 or kmol/m3. More precisely it is the difference between the chemical potentials of the transferred substance in the fluid bulk and at the interface with the gas, respectively for the liquid phase. Because of the difficulty to use the chemical potential it is expressed by the corresponding
41
concentrations of the transferred substance. At the conditions in packed bed columns both types of driving forces give practically the same results, ka and kL are the coefficients of proportionality, called partial mass transfer coefficient, respectively for the gas and for the liquid phase in m/s. 1.5.1.2. Overall mass transfer coefficient The usage of Eq.(112) needs information about the concentration of the transferred substance at the interface which is usually unknown. So to calculate the value of G without data for the interface concentration this concentration has to be excluded. This is possible by presuming that the two phases at the interface are in equilibrium. The results of this presumption correspond perfectly to the experimental data for a great variety of processes and its adequacy is doubtless. So when the mass transfer through the interface is in direction from gas to liquid phase, it can be written: NA=kc(CG-C*Ci), NA=*L(
(126) (127)
where CGi and CLi are the equilibrium concentrations of the gas and liquid phase at the interface in kg/m3 or kmol/m3. The concentration profiles on the two sides of the interface are presented in Fig. 7. The values of CG and C £ are connected by the equilibrium constant mc, Eq. (116). From Eq. (126 and 127) it follows: (128)
C
(129)
According to Eq. (113):
<4,
(130)
42
(131)
where CG is the concentration of the gas phase, which is in equilibrium with the bulk concentration of the liquid phase CL. The index " f stands for interface. gas
liquid
Fig. 7. Principle change of the absorption component concentrations on the two sides of the interface in direction perpendicular to it.
The values of l/ko and \/kL determine the mass transfer resistance of each phase. From equations (129) to (130) it follows; (132) where:
(133)
Because KG takes into account the mass transfer from both sides of the interlace it is called overall mass transfer coefficient. From equations (127) and (129) it can be easily obtained:
43
C L
° r
—C* k L «=^s p k
(134)
fc
( 1 3 5 )
CL~CGi/m c Equation (134) gives the possibility to calculate the concentration at the interface. In a similar way from Eq. (130) and (131) the following expression can be obtained;
NA=KL(CLt-CL), KL=
j
! l
(136) ,
(137)
_ JL _ _
mckG
k
where CL is the concentration of the liquid bulk in equilibrium with the concentration of the gas phase. It is easy to see that:
(138)
In all cases when mc is a function of the concentration which is different in the bulk of the fluid and at the interface, its value in the equations has to be calculated as average. From equation (133) it can be seen that in case of very soluble gases for which mc tends to 0, KQ is practically equal to ko, that means the mass transfer resistance of the liquid phase is to be neglected and the process is gas side controlled. By analogy, from Eq. (137) it follows that for poorly soluble gases, for which mc tends to infinity Ki is practically equal to fe. In that case the process is liquid side controlled. From Eqs.(6) and (8) it follows:
44
G = K G a B V f^
= KLa,Vp\
,
(139)
where G is the quantity of the transferred substance per unit of time. 1.5.2. Physical models for calculation of the mass transfer coefficient 1.5.2.1. Molecular diffusion at interface The first step in calculating the mass of the transferred substances G per unit of time, using equation (132), (133), (136) and (137), is to obtain the partial mass transfer coefficients ki and fe. There are two possibilities to transfer the substances from the bulk of the fluid to the interface, diffusion and convective mass transfer. Independently of the convection effect the great diffusion effect on the mass transfer processes always exists. According to the first Fick's law of diffusion the molar diffusion flux NA (mol/m2s) of the component A in a two-component system (A and B) is proportional to the concentration gradient of this component dCu/dx . (140) where the diffusivity DAB, depends on both substances A and B, their concentration, and the temperature. In the same way for the component B it can be written: ^
(141) dx
In case of equimolecular diffusion from Eq. (140) and (141) it follows;
dx
dx
The equimolecular diffusion takes place usually when the substance is transferred through the interface in two directions. For example in case of rectification, the component with higher boiling temperature condenses, i.e. diffuses in the gas phase towards the interface. The component with lower
45
boiling temperature evaporates, i.e. diffuses from the interface to the bulk of the gas flow. When one of the components is transferred towards the interface without transfer in opposite direction of the other component, we speak of one side diffusion. Examples for this process are absorption, desorption, condensation and evaporation, including drying. The building up of a conveetive flow in direction of the main diffusion process is specific for this kind of processes and leads to increasing of the overall mass transfer. For better understanding of the phenomena, let us consider, for example, absorption of a component A mixed with the component B which is not soluble in the absorbent. Let us accept that the equilibrium concentration at the interface is zero. Because the sum of the partial concentration of the two components is equal to 1, the decreasing of the concentration of the component A leads to increasing of the concentration of the component B. This increasing, according to Fick's law, leads to a diffusion flow opposite to the diffusion flow for A. Both of these flows take away substance from the volume near the interface. To compensate the substance taken away, a conveetive flow with opposite direction is automatically induced. The explanation of these phenomena is offered by Stefan [25] and the above mentioned conveetive flow is known by his name. It must be mentioned, that there is no theoretical difference between Stefan's flow in the liquid and in the gas phase. Usually the partial volume of the absorbed component in the liquid phase is many times lower than in the gas phase. That is why Stefan's flow in the liquid phase usually can be neglected. To take into account the effect of Stefan's flow in the gas phase instead of diffusivity D the expression
D——
(143)
P
is to be used, where P is the pressure, and p^ is the partial pressure of the absorbed component. In details the problems connected with Stefan's flow are discussed by Brauer [34]. To describe the mass transfer rate from the bulk of the fluid to the interface some physical models are presented. Later the more important of them are considered.
46
1.5.2.2. Models for determining the partial mass transfer coefficients 1.5.2.2.1. Model of immovable film Lewis and Whitman [16,17] based on the data for solution of solid in liquid phase accept that on bom sides of the interface between gas and liquid, an immovable or laminar film is build up, which separates the interface from the fluid bulk. The concentration in the bulk is constant and the mass transfer to or from the interface takes place only due to molecular diffusion. The value of N4 according to this model can be obtained by integrating of Eq. (140). Therefrom, for the film at the gas phase side it follows: — (CG-C*Gi),
(144)
where DQ is the diffusivity in the gas phase, and zo is the corresponding film thickness. Respectively at the liquid phase side it can be obtained: jy\ =ziL.fc*t
-C, )
fHSI
Di is the diffusivity in the liquid phase and zL is the corresponding film thickness. The comparison of the Eq. (144) end (145) with equations (126) and (127) shows that according to the film model kG=-B-
(146)
and 047) z
i
The disadvantages of the film model are that the value of z (% and z£) cannot be predicted, and especially that the power at D is equal to 1 for both liquid and gas phase, which is in contradiction with the experimental results.
47
According to them this power is equal to 1/2 for the liquid side control mass transfer, and about 2/3 for the gas side controlled process. 1.5,2,2.2. Penetration model The penetration model, proposed by Higbie [18] is oriented first of all to the liquid side mass transfer. It is accepted that in industrial apparatuses the period of exposure of the gas and liquid at the interface is very short. The second assumption is that the liquid can be considered consisting of many identical small liquid elements and that at the interface there is no action of shear forces upon them. That is why it is possible to consider these elements as solid particles. Before and after the contact at the interface these elements are mixed with the liquid in the bulk and have the same concentration. The same situation is assumed also for the gas phase. The time of exposure 0O, for example, for bubbles is: eo=db/ub.
(148)
where <4 is the diameter of the bubble, and ttj,- its velocity. In case of absorption in a packing 0o=dJuL.
(149)
where dp is the packing size, and ife-the liquid velocity. For a steady state mass transfer process in immovable liquid the second Fick's low (equation (79)) can be written as follows
8x2
80 T '
where 0T is the time from the moment of appearance of the element on the surface. The boundary conditions are: (151)
48
z>O,0f=O,
CL=CLb,
z=Ot0r^O,Ci=Cfu.
(152) (153)
Where z is the distance from the interface (current coordinate), and Cy, is the concentration in the liquid bulk. Integrating Eq. (149) at the boundary conditions (150) to (153) the following equation is obtained:
(154)
where G is the mass of the transferred substance per unit of interfece in mol/m2, or kg An2 and F- the mass transfer area in m2. From Eq. (150) it is easy to see that with increasing of time the mass transfer rate decreases. The average mass flux N^av can be obtained by integration of Eq. (154) taking into account the distribution of the elements by time of exposure.
(155)
Hereupon, the partial mass transfer coefficient for the liquid phase can be obtained as:
(156)
where/is a function depending on the distribution of the contact time. Higbie [18] has taken the contact time constant for all elements. For this case
49
/ = J - (0t <0O) and f = 0 (0T>0O),
(157)
From (156) and (157) it follows:
(158)
1.5.2.2.3, Model of Danckwerts The model of Higbie [18] accepts that the exposure for all liquid particles at the interface is the same. It is clear, that such an acceptation is too rough to be true. Danckwerts [19] defines/by the equation: (159) where s in s"1 is the rate of renewal of the interface, i.e. the part of the surface renovation per unit of time which is constant, independent of the age of the surface. From Eq. (156) and (159) it can be obtained:
kL=4Ds.
(160)
Because of very small difference between the results obtained after the models of Higbie [18] and Danckwerts [19], it is offered [20 p.20] for both of them to use equivalent diffusion time 0D calculated by the equation:
k,=—
0
(161)
50
1.5.2.2.4, Model ofKishinevski Kishinevski accepts [275 39] that the mass transfer is carried out mainly by turbulent diffusion assuming that the coefficient of the turbulent diffusion Dt is independent of the distance from the interface. 1.5.2.2.5. Model of diffusion boundary layer This model is developed in the works of Frank-Kamenetzki [21], Levich [22], Sherwood [23], Ruekenstein [24] and others and is based on the simultaneous consideration of the equations of hydrodynamics and convective diffusion in moving medium. Because of very small thickness of the diffusion film, it is enough to take into account only the diffusion in direction to the interface. Thus, the equation of the convective diffusion of the liquid phase can be written as follows.
8C
2
n8
CL
dCL
= D—r--w—8dt
8z3
f,^
(162)
By
where w is velocity. The boundary condition at the interface is:
(163)
At steady state conditions from Eq.(79)it follows:
^ =w ^ ,
(164)
From the solution of the equation given above it follows that far from the interface Ci=const. and near to it the concentration sharply changes. The mass is transferred in the layer by molecular and convective diffusion. The turbulent diffusion is absent at these conditions. The solving of the equations shows also that the thickness of the boundary layer increases with increasing of its length. That is why the increasing of the length of the interface leads to reduction of the mass transfer rate.
51
The main difference between the model of Lewis and Whitman and the models of Higbie, Danekwerts and Kishinevski is that the first model is based on the first Fiek's low and the rest of the models — on the second Fiek's low. This leads to different exponents at the diffusivity predicted by them. So as already mentioned, the model of Lewis and Whitman leads to an exponent equal to 1 both for gas and liquid phase. The other three models predict an exponent value of 0.5 for the liquid phase. The model of Levich gives an exponent equal to 0.5 for liquid side controlled processes and equal to 2/3 for gas side controlled ones. In details the problems of the mass transfer models are discussed in the appendix written by Rosen A.M., B.A Kaderov and B.C. Krilov at the end of the Russian edition of Astarita's book [20]. 1.5.3. Other dimensions of the partial and overall mass transfer coefficients and the driving force From all of the theoretical models it follows that the dimension of title mass transfer coefficients, both partial and overall, is equal to the dimension of the velocity, m/s. As already mentioned the dimension of the driving force, both for gas and liquid phase, is equal to unit of mass per unit of volume, i.e. kg/m3 or kmol/m3. In this book the above mentioned dimension is always used. Besides them, other units of measure are also used in literature for the driving force and the corresponding mass transfer coefficients. In some cases the driving force is given in bar, or even in mm HG. Then the dimension of the mass transfer coefficient is kmol/(m2.h.bar) or kmol/(m2.h.mm HG). As a unit of measure for time here h instead of s is used. In case of dimensionless driving force, for example kg/kg, kmol/kmol, kg/kg of the inert component or kmol/kmol of the inert component, the dimension of the mass transfer coefficient is kg/(m2s) or kmol/(m2s). Theoretically in all kinds of driving forces except this given as kg/m3 or 3 kmol/m , the mass transfer coefficient is a function of the concentration. That is why it is to be recommended to calculate the mass transfer rate using this dimension. Nevertheless, in some cases the mass transfer coefficient depends on the concentration. The reason can be as follows: 1. Influence of the concentration on the parameters which the mass transfer coefficient depends on, such as diffusivity, viscosity and density; 2. Instead of the real driving force with chemical potential using that with concentration. Both influences can be token into account when calculating industrial columns:
52
First, the influence of the concentration on the diffusivity, viscosity and density is considered in the mathematical models. Second, a proper equation for calculating of equilibrium concentration is used, taking into account the difference between concentration and chemical potential. 1.5.4. Basic mathematical models of the mass transfer processes in industrial packed bed columns 1.5.4.1. Generally about the models The first step for describing of the mass transfer processes in industrial apparatuses, as already mentioned, is to describe the elementary act of transfer trough the interface. The second one is, using the knowledge for this elementary act and the hydrodynamic situation in the apparatus, to describe the total mass transfer in it. There are a lot of models for describing of the mass transfer in the industrial apparatuses in chemical and related branches of industry. The more important of them are presented in the monograph by Levenspiel [53]. Generally the models could be divided into two groups. Models, which accept a homogenous structure of the flows in the apparatus as a whole, and other by which the apparatus is considered as divided into parts with different flow structures. The construction of the packed bed column usually corresponds to the first group of models. The main representatives of this group are the piston flow model and the diffusion model. According to the first of them, the velocity of any elementary part of gas or liquid flow in the column in a given cross-section is constant and has one and the same direction for a phase, Fig. 8(a). In the diffusion model an additional movement of micro volumes comprising the main piston flow of each phase is considered, Fig. 8 (b).
i (a)
(b)
Fig. 8. Scheme of the structure of the flows: (a), piston flow model; (b) diffusion model.
The direction and the velocity of the micro volumes is continuously changing being different for each micro volume of the flow. This leads to axial
53
mixing in every phase. The chaotic movement of the micro volumes in comparison to their average velocity gives the possibility to express the axial mixing by equations analogous to these for the diffusion processes. The coefficient corresponding to the diflusivity in this case is called axial mixing coefficient. Practically the axial mixing leads to reduction of the driving force of the heat and mass transfer processes, and thus to reduction of their efficiency. In the piston flow model this reduction is not taken into account or, more precisely, it is taken only partially trough the mass transfer coefficients. More details about the possibility to use the model, regardless of this disadvantage, are given in Chapter 8 (8.5 and 8.6). 1,5,4.2, Piston flow model According to the way of explaining of the driving force and the kinetics of the mass transfer processes, the piston flow model has three versions considered below. 1.5.4.2.1. Piston flow model with mass trmsfer coefficient For description of multi-component absorption accompanied with chemical reaction the piston flow model can be written as follows: _
in
Gi
_ L dClt K&ae(Ca CGt)
~ I T ~ ^r~ dtr
" '
dt,
^
*
(165)
,dG,
Pa Potfi dh ft,
(167)
(168)
where pG and pL are the densities of the gas and the liquid in kg/m3; win is the inert gas velocity related to the whole cross-section of the apparatus in nm3/(mzs); Wo- the gas velocity related to the whole cross-section of the apparatus in m3/(m2s);
54
CGin- the concentration of the absorbed gas in the gas phase in kmol/nm3 inert gas and in kmol/m3; as - effective surface area in m2/m3; cp and cL - the specific heat of the gas and the liquid phases in J/(kgK); L- liquid superficial velocity in m3/(m2s); f - the heat of absorption in J/kmol; tG and tt - temperature of gas and liquid in °C; N - number of absorbed components; i - index for the absorbed component. To the balance equation above the following equations must be added: - Eq. (131) for additive interfacial resistance; - equation for calculation of the effective surface area aB; - equations for calculation of the partial mass transfer coefficients kG and fa; - equations for determination of the equilibrium and of the physical properties of the two phases. In case of absorption accompanied by chemical reaction Eq. (133) is transformed into:
where K is an enhancement factor, coefficient of acceleration due to chemical reaction. The methods of its calculation are given in Chapter 5. In details they are presented through examples in the books by Danekwerts [19] and Astarita [20]. In case of simultaneous mass and heat transfer processes, for example when cooling of flue gases containing water vapours for utilization of their heat, or in case of packed bed cooling towers, the piston flow model can be written as follows: The basic equation of mass transfer (evaporation and condensation): Ghdxh /dh = Kcae (CG -CG*); The basic equation of heat fransfer:
(170)
55
w0. pa. cp(dta/h) = Kae (tG -1^ ;
(171)
Balance of the heat transfer through the interfacial area: L. (h .*, (dti/dh) = K.a0 (tG - fJ + r & (dxt/dh) ;
(172)
Material balance through the interfacial area: (173) where Wg and the concentration of the evaporated or condensed component are given by: w0 ^(hO+xJ/po, xJ.
(174) (175)
Gk is the mass flow of the dry gas - kg/(m2.s); Xf, - humidity of the gas related to the dry gas, kg/kg; KG - mass transfer coefficient, m/s; pa and pi - gas and liquid density, kg/m3; cp and ci - gas and liquid heat capacity, J/(kg K); % and ti - gas and liquid temperatures, °C; K - heat transfer coefficient W/(m2. K); r- evaporation heat, J/kg. The boundary conditions are: h=0, fe=te/» tL=ti2, xh= xu;
(176)
h=H,tG=tm,
(177)
Instead of Eq. (177), the following condition can be also used: h^Hj^tu, where the indices 1 and 2 are for the inlet and outlet.
(178)
56
The equations above reflect the following: 1. The heat and mass transfer are entirely gas-side controlled. 2. The effect of the axial mixing in the gas phase is negligible. 3. The gas and liquid phase are uniformly distributed over the crosssection of the apparatus. The complicated systems of partial differential equation can be used only by means of a complicated computer program. In many cases in practice the existing problems are quite simpler. For one component transfer between gas and liquid phase, equation (165), in terms of Kr and Y can be written as follows:
(179)
an or dG = KYae(Y - Y*).dh ,
(180)
The concentrations of the gas and the liquid phase are replaced respectively by
dY = dG G,'
(181)
fflu
dX =
dG
(182)
where GY and Grare the molar flows of gas and liquid phase in kmol/(m2,s). In case of a linear equilibrium Y* = mX*.
(183)
From Eq.(182) and (183) it follows:
(184)
57
or AV ^v* J/V v* ) dG dY — dY = d(Y — Y ) =
mdG
Oy
Gy
1 = dG(—
m
Cj Y
Gy
J = n.dG ,
(185)
where n= Gr
— Gx
(186)
From Eqs. (185) and (186) it follows:
(187)
n Setting dG in Eq. (180) we obtain:
ie.dh ,
(188)
or Y-Y Wherefrom:
(190)
where the indices 1 and 2 are for the undermost and for the uppermost packing cross-section respectively. Taking into account that (191)
58
and Y3-Y3*=AY3,
(192)
equation (190) can be written as:
= n.KT.ae.H
(193)
From the mass balances for the two phases it follows: G = Gf(Y1-Y3)
(194)
and G = GX(X1 -X2) = -.GX.(Y; - 7 ; j n
(195j
From equations (186), (194) and (195) it can be obtained:
Gx or (197) From (194) and (190) it follows:
,
AY2
(198)
59
or G = KY.ae.HAYm,
(199)
where L
(200)
AY2 is the average driving force of the mass transfer process. In the same way the corresponding equation for the mass transfer can be obtained with the driving force taken for the liquid phase. G = Kx.ae.H.AXav,
(201)
where Kxis the mass transfer coefficient for the liquid phase, £±Xm is calculated by the equation;
(202)
fa Here: AX,=X*-XIt
(203)
and AX2=Xj-X3.
(204)
Following the above given deriving of equations (200) and (202) when the concentrations are in kg/m3 or in mol/m3, the following equations can be also developed:
60
G = KGaeH.ACGm>
(205)
where
ACG3 G = KL.ae.H.ACLav,
(207)
where AC,,-AC,,
In Ll ACL2
-^-
(208)
It is worth emphasizing that the condition for obtaining equations (200), (202), (206) and (208) is that both the equilibrium constant and the overall mass transfer coefficient can be considered constant over the whole height H of the packing. It is easy to see that the flow rates of the liquid and of the gas phase have to be constant too. 1,5.4.2,2, Piston flow model with height of a mass transfer twit Other values often used instead of the mass transfer coefficient and the average driving force are the height of a mass transfer unit and the number of mass transfer units. To definite them, let us proceed from equations (194) and (198) and from the equation of the mass balance of the apparatus. From these equations it follows:
K¥.ae
AYav
(209)
or H = HTUOY.NTUOY,
(210)
61
where
HTU Y=
(211)
° YV
is the overall height of one mass transfer unit, calculated for the gas phase, and
(212)
is the overall number of mass transfer units in the apparatus calculated for the gas phase. According to equation (210) the height of the packing is a product of the number of mass transfer units and the height of one mass transfer unit. In the same way from equations (198) and the mass balance for the liquid phase G = GX.(X2-XI)
,
(213)
it can be obtained: #*"*
H =
^ W
~yr
v 2
——L,
(214)
A V
m
or H = HTUm.NTUox,
(215)
where
f=^—
(216)
62
is the height of one mass transfer unit, calculated for the liquid phase, and
^
(217)
is the overall number of mass transfer units in the apparatus calculated for the liquid phase. The number of the mass transfer units and the height of a mass transfer unit can be defined also for any equilibrium equation. From the equation = KYae(Y-Y
)Jh
(218)
it follows:
KY.a€ Y-Y
(219)
or after integration
H = # - • C ' T ^ T = HTUor.NTUm .
(220)
I.e. in the general case the number of mass transfer units for the gas phase is defined by the equation
A/77/
m
0 —l
jv
r
<, Y - Y
For the concentrations given for the liquid phase it can be written:
dG = GxdY = Kxae(X* -X).dh
(222)
63
Consequently: AY
(223)
Kx.ae 'X*-X* or after integration
So in the general case the number of mass transfer unite for the gas phase is defined by the equation
NTUm = f' f^ m
k2X
.
(225)
-X
Because of the simple relation between HTUOY and Ky.am respectively between &Ym and NTUOY, for practical purposes either of the models, with Kf,ae or with HTUr, can be used. The same is valid also when the concentrations are given for the liquid phase. Instead of indices KX" and "Y" at HTU and NTU often the respective indices, HLn- for liquid, "G"- for gas, and "V- for vapour, are used. It is possible to calculate the number of mass transfer units for each of the phases, gas and liquid, using the respective driving force as a difference of concentration in the bulk and the equilibrium concentration at the interface. In these cases the overall mass transfer coefficients have to be replaced by the partial ones. Thus for the number of mass transfer units of the gas phase NTUa and of the liquid phase NTUi, it can be written:
NTU
and
£'_*?_ = is£
(226)
64
(227)
NTUQL,
Taking into account equation (133), the relation between NTUOG on one side, and NTUQ and NTUL on the other, can be obtained
.
NTUG
l0 NTUL
NTUG
A.NTUL
(228)
and >
NTUL
>
m NTUG
+
^ = ^
NTUL
+
NTUG
^
(2M)
NTUL
or NTUOL =yNTUOG
4
=^ S S . , A
(230)
where A = — is called absorption factor. The value 4 is the ratio between the molar flow rates of the liquid and of the gas phase. By analogy with equation (224), it can be written
H = NTU^Jmj^ = NTUol.HTUOL = = NTUG.HTUG=NTUl.HTUl where
La
-5- ,
kaa
(232)
(233)
65
(234)
From equations (228) and (229) and equations (232) to (234), it can be easily obtained:
HTUm
= HTUG +—HTUL A
(235)
HTU0L = A.HTUa + HTUL
(236)
HTUOL=A.HTUOG
(237)
1,5.4.2.3. Piston flow model with number of theoretical stages and height of a theoretical stage Another value largely used for calculation of the packing height, and which has not lost its importance yet, is the height equivalent to a theoretical stage, often called also theoretical plate, A theoretical stage corresponds to a part of the apparatus volume in which the concentration of the component at the outlet is equal to the equilibrium concentration at the inlet. It is clear that in case of a not equilibrium process, a packed bed column has less than one theoretical stage. The theoretical stage is used by McCabe and Thiele [35] for calculation of a binary distillation in plate and packed columns for systems with components for which the molar heat of vaporization and liquid heat capacities are almost the same for both components and the heat losses can be neglected. Under these conditions the operating line of the distillation column can be represented by the material balance equations. For a column with a total condenser, the overhead vapour and distillate are of the same composition. The operating line, i.e. the line of the concentration of the light component in the gas phase versus its concentration in the liquid phase at these conditions, is straight one. For the rectifying section its line passes through the distillate composition. If a partial condenser is used, the reflux composition can be considered as a liquid in equilibrium with the condenser outlet vapour composition. The partial condenser usually provides an additional theoretical stage. In this case the condenser outlet vapour constitutes at least some of the distillate products. Usually, the re-boiler is considered as one theoretical stage so that the vapour at
66
the bottom of the column is in equilibrium with the liquid bottom product. The operating line of the stripping section passes through the bottom composition. In a binary distillation, the feed liquid should be introduced into the column at the equilibrium stage represented by the intersection of the two operating lines. The theoretical stages are determined using a stepwise procedure between the operating lines and equilibrium curves. Fig. 9 demonstrates a separation requiring three theoretical stages rectifying and four theoretical stages stripping.
0.2
0.4
x
0.6
XD
Mai Fraction in Liquid Fig. 9. McCabe-Thiele diagram.
The height of the packing is calculated by the equation
= NTP.HETP ,
(238)
where NTP is the number of theoretical stages (theoretical plates) determined by Fig. 9 and HETP is the height equivalent to one theoretical stage (theoretical plate). The data for determining of HETP for different packings are presented in Chapter 3. It is easy to see that the maximal value of NTP in case of co-current flow is always less than 1, tending to 1 when the height of the packing is
67
tending to infinity. Obviously, the number of mass transfer units which corresponds to a theoretical plate in countereurrent flow can be calculated by the equations: for concentrations of the gas phase
MTTJ ill
= —Si
(239)
UTe —
for concentrations of the liquid phase
(240)
The concentrations of both phases are explained in Fig. 10.
Xm
Fig. 10. Theoretical stage.
Where k2=Gx/Gf, In integral form instead of Eq. (239) and (240), it can be written
NTUre=
J
dY Y*-Y
(241)
68
1
NTUXcXc=
.A/
f 1
fJY
(242)
jr-jr* Y —Y*
At given initial and end concentration of the transferred component, the number of theoretical stages in the column NTP in case of a linear equilibrium equation can be calculated analytically. It is the quotient of division of the number of transfer units NTUr to the number of transfer units of one theoretical stage. ,
NTUr_ NTU Yc
(243)
For the packing height it can be written H = NTPf .HETP .
(244)
From Eqns. (210), (243) and (244) it follows:
H = HTUyjmiy
= HETPY.
¥
,
(245)
or HETPY = HTUY.NTUYc
(246)
I.e., the height equivalent to one theoretical stage HETP is equal to the height of a mass transfer unit multiplied by the number of theoretical stages, or HETPr=-^—NTUYc KG.ae
(247)
In case of a linear equilibrium according to Eq. (241), the number of mass transfer units corresponding to one theoretical stage NTUYc is not a
69
function of the concentration and for every concrete case is a constant depending on the slope of the equilibrium straight line and the slope of the working straight line. In Fig. 11 taken from Stringle and Rukovena [43], a principle diagram of HETP as a function of the vapour capacity factor C$ (called also entrainment parameter) is presented. This factor is introduced instead of the gas velocity to account for the effect of vapour and liquid density.
cs=-
(248)
0.S
ft
Ia. FLOOD POINT
§ 93
IS CD
Q
A
B G MEC POINT, Cscl
i
§ 3
SYSTEM BASE HETP
EFFICIENT CAPACITY
Vapour Rate, Cs Fig. 11, Height equivalent to a theoretical plate [43, page 145]).
The figure is given for constant reflux ratio, i.e. in case when the liquid rate increases in direct proportion to the vapour velocity. The region from point B to the loading point C exhibits constant separation efficiency typical for the packings. As Cs increases further, the vapour rate becomes great enough to begin to interact with the liquid phase. This interaction increases the interfacial area beyond point C which leads to increasing of the packing efficiency too. The increasing continues to the point E where HETP has a minimum. The
70
reduction of the efficiency after point E is connected with additional axial mixing of the liquid phase because of the strong friction forces with the gas. The column can operate actually up to the flooding point F. But it is easy to see, that the maximal efficient capacity (MEC or Csc) is reached in point G. That is why the determination of this point is very important. The rate in it provides perfeetly stable operation because it has been determined from the separation efficiency. This approach to packed column capacity has been verified by the investigation of Kunesh et al. [49]. The maximum hydraulic capacity of the packing is about 20% higher than this in point G [3, p. 145]. The form of the line HETP as a function of Cs is not always identical to that presented in Fig. 11 as it can be seen in [3, p. 145, 43, 44]. It depends not only on the packing but also on the investigated system. Nevertheless, in all cases the value of Csc is well determined. Hauch and Petshauer [45] offer instead of Csc to use Co defined by a standardizing equation developed by Dolan [46],
r
=
OJS /
)
20000)
x-fti/
()
{200)
1.5.4.3. Diffusion model In the case when the piston flow model is not applicable for description of the processes in the packed bed column, the diffusion model can be used.
H d'Y BoG dh
2
dY dh
K G ae
*
-Y)
(250)
H d3X
Bah dh1
dh
The boundary conditions offered by Danckwerts [26] are: at h=0: ^- = 0, dh
(252)
71
H dX = Xe-X; BoL dh
(253)
at h=H: dX = 0, dh
(254)
H dX = Y-Y. BoG dh
(255)
Xe and Ye are the initial concentrations of the absorbed component in the liquid and in the gas phase respectively in kmol/kmol; Gm and Lm molar velocities of the gas and liquid phase in kmol. m"2. s"1; w H BoG = ;— Bodenstein number for the gas phase; e(l-Hd).DG T ff BoL = r - Bodenstein number for the liquid phase; e - free volume of the packing- m3/m3; DG and DL - axial mixing coefficients for the gas and for the liquid phases in m2/s; Because the axial mixing coefficients are depending on the packing dimensions, they are determined in the dimensionless equations as Peclet numbers defined for the two phases by: Peclet number for the gas phase:
pe
=
^-^
(256)
E(l-Hd).DG
Peclet number for the liquid phase: n L HLd dJ>
(257)
72
It is easy to see that the Bodenstein numbers can be obtained by multiplying the corresponding Peclet numbers by H/dp. In fact the piston flow model, as well as the diffusion model, gives too ideal picture of the structure of the flows. They take into account neither the diffusion boundary layer nor the real movement of the phases. These models are especially far from the real situation in the apparatus in respect to the liquid phase which moves not like a piston flow but in the form of film, drops and jets which are not only separate in space but have also different and continuously changing velocities. Nevertheless, not only the diffusion model but in some cases also its simpler variant, the piston flow model, gives often very good description of the mass transfer processes in industrial apparatuses. This can be explained with the comparatively weak influence of the real structure of the flows on the mass transfer. On the other side using in the model such experimentally obtained values as mass transfer coefficient, effective surface, and Peclet number, it is possible to take into account the important for the mass transfer rate characteristics of the flows structures. In Chapter 8 the cases when it is possible to use the simpler piston flow model, and when it is necessary to use the diffusion model are considered and specified. Theoretically it is possible to write the differential equations for the mass transfer in case of a nonuniform distribution of the phases over the column cross-section. As boundary conditions in this case also the initial distribution over the column cross-section for both of the phases and the conditions on the column wall should be given. Of course, the equations for calculating the Bodenstein or Peclet numbers in radial direction have to be also known. The determination of the necessary additional conditions in comparison to the simpler model, Eqs. (250) to (257), is very complicated and together with the difficulties to solve the system make the whole model unusable. Nevertheless, in literature there are some investigations on calculating the Peclet number in radial direction. 1.6. Principle types of equations for calculation of the performance characteristics of the packing The similarity theory and the dimensional analysis give the possibility to obtain equations for calculation of the performance characteristics of the packings in dimensionless form. Each equation has two important characteristics, the type of the function and the experimental constants. The complete equations, with their experimental constants are presented in Chapter 3 together with the description of the respective packings. Besides the dimensionless equations valid for different dimensions and often for different types of packings, there are a lot of equations with experimental constants valid not only for one packing type but also only for one
73
packing size. Such equations are also presented in Chapter 3. Usually their precision is higher than that of the equations of wider validity. Their disadvantage is that, especially in case of random packings, such very important values as specific surface area and void fraction depend not only on the packing construction and dimensions but also on the dumping of the packing in the column. That is why their constants, at which they have their higher precision, are obtained not only for a given size of the elements, but also for a given specific surface area and void fraction. It is well known, for example, that the pressure drop of random packings varied from experiment to experiment about 10% only because of the refilling of the packing. Without refilling the difference in parallel experiments, at least under the loading point, is not more than 1%. Since there is information general for the most of the dimensionless equations for one performance characteristic of different packing types, it is useful to gather this information in one place which is done in this part of the book. 1.6.1. Pressure drop 1.6.1.1. Pressure drop of dry packing The most of the equations for calculation of the pressure drop of irrigated packings need knowledge for the pressure drop of dry one. The main form of the equation is:
W = f(ReG,eJi.JJ,
(258)
where y/ = —-—^—r- is the dimensionless pressure drop, often called Euler H.pG.w0 number (Eu); ReG = W°" A"^° - Reynolds number; pG - gas density in kg/m3; juG - dynamic gas viscosity in Pa.s; e - free column cross-section, equal to the free volume of the packing; //.../„- dimensionless geometrical parameters of the packing. In some cases to Eq. (258) as a dimensionless geometrical parameter, the so called way factor (Fi) offered by Kast [28] can be added. This factor is
74
experimentally determined to take into account the different way for the gas phase due to different form of the packings. As geometrical factors for some structured packings also the maximal and the minimal free cross-section can be also used. 1.6.1.2. Pressure drop of irrigated packing The irrigated liquid affects the pressure drop as follows: 1. By occupying a part of the free cross-section of the packing and thus increasing the gas velocity; 2. By smoothing the rough surface of the packing or its edges; 3. Due to the velocity of its free surface, it increases the relative gas velocity essential for the pressure drop. It is practically impossible to take into account in the form of the equation all the above mentioned phenomena. That is why the equations take directly into account only the first one. The rest of them influence through the proper determined experimental constants. Using a simple model of irrigated parallel tubes Zhavoronkov, Aerov and Umnik [29] offered the equation:
AP=
**" . .
(259)
(1-Af where A is a dimensionless value related to the liquid holdup. Theoretically, when having one vertical pipe with surface folly wetted by a film of equal thickness, the value of A is equal to the liquid holdup. A can be presented formally [30] as a sum of two values: A = A0+M,
(260)
where Ag is the value of A under the loading point and AA - the increasing of A over the loading point. The types of equations for describing Ao and AA [30,31] are: Ao = f(ReL,FyL,Ed,e,ll...JJt
(261)
M = f(-^-,^^,^1Eo,sJ,.Jn),
(262)
gdh
g
L
75
where ReL =
4L
is the Reynolds number for the liquid phase;
a.vL FrL = — : — Froude number for the liquid phase; g Ed=—*z— -EStvos number;
a a
pL - liquid phase density in kg/m3; vh - liquid phase kinematic viscosity in m2/s; In equation (262) the viscosities of both phases are omitted because at developed turbulence the effect of the viscous forces is negligible. In case of a fully wetted packing, like some packings with vertical walls, Ed can also be omitted. 1.6.2. Liquid holdup As already mentioned the value of A is closely connected with the liquid holdup. The last can also be divided, some formally, into two parts; Hd=Hd0+AHd,
(263)
where Hat is the holdup under the loading point and AHd - its increase over this point because of the forces between the gas and the liquid phase. The equations for these two parts are similar to the equations for A and Ad, namely: Hd0 = f(ReL,FrL.E6,e,lr.JJ, — f(
1
~,——iEd,e,l,....L).
(264) (265)
1.6,3. Effective staface area The effective surface area ae is the surface of the interface between the gas and the liquid phases per 1 m3 of the packing volume. It is a sum of the effective wetted surface of the packing and the surface of the jets and drops
76
trickling in the free volume. According to the dimensional analysis, under the loading point it can be presented as follows:
L,Rel,Ed,e0tl1.JJ
,
(266)
a where Bg is the angle of wettability of the packing material, called also contact angle. The influence of three important physical parameters on the effective area of the packing are discussed below. They are the wettability of the packing material expressed through the angle of wettability, the liquid surface tension, and the liquid viscosity. 1.6.3.1, Influence of the contact angle ofwettability The forces responsible for the holding of the liquid phase on the surface of the packing are the intermolecular adhesion forces. Their effect can be measured through the angle ofwettability presented in Fig. 12.
solid Fig. 12. Angle ofwettability
Upon contact of three different phases, solid, liquid and gas (or vapour), on the phase boundary line, three different boundary surface tensions act. They are: 1. Boundary surface tension between the liquid and the solid phase aLS, 2. Boundary surface tension between the liquid and the gas phase c ^ , 3. Boundary surface tension between the solid and the gas phase crSG. These three boundary surface tensions, the values of which are dependent on the chemical properties of the phases, the temperature, and the pressure, are in equilibrium according to the equation of Young [49]. °~m = ^LS +cm
B
e®w
(267)
77
The angle of wettability varied from zero (fully wetted) to 90° (not wetted material). The difficult measuring of this angle, dependent on the packing material and its preliminary treating, and also on the gas and liquid phase properties, is the reason why, in many equations in literature for calculating the effective packing area, this angle is not taken into account. The other reason is that this angle is partially related to the liquid surface tension, Eq. (267). As already mentioned the wettability is connected with the intermolecular forces. A simple rule of chemistry says that the similar dissolves in a similar. The rule can be expanded for wettability. I.e., if the packing material is a not polar one, it is better wetted by not polar liquids, and vice versa. For example, good results are achieved in improving the wettability of a plastic packing by treating with oxidants. Moreover, it is well known that after some time of operation the wettability of a plastic packing improves. The reason is the chemical reaction on its surface. The investigation of Kolev [47], carried out with a very wettable ceramic packing and PVC Raschig and Pall rings which have been under the influence of atmospheric air for a long time, has achieved a good coincidence with the data for all packings without using the angle of wettability in the equations. All 16 different packings (Raschig rings, Pall rings, Intalox saddles and shorten rings) with sizes from 15 to 50 mm, made of ceramic and PVC, obtained by 4 authors, have good agreement with the obtained correlation which does not include the angle of wettability. Only the data of Danckwerts and Rizvi [48], obtained for polypropylene newly produced Intalox saddles not preliminary treated, show quite smaller effective area than the predicted one. The reason is that the difference in the angle of wettability is not taken into account. Besides the contact angle, defined by the equation of Young which is not depending on the surface geometry, there is another contact angle which is depending on it and which can be measured in the same way. This angle is responsible for the wettability of the surface important for the effective area of the packing. The existing of this second angle of wettability is connected with the following. Let us assume that the surface is covered with small sharp channels, Fig. 13, with width and distance between them quite less than the dimension of the liquid drop. When the channels are crossed, the liquid phase, fallen on the surface, spreads in the channels thus wetting the whole surface. As it is easy to see from Fig. 13 (a), the real value of the angle of wettability, in relation to the horizontal plane, is less than zero, i.e., the material is fully wetted. There are different ways to obtain small crossing channel structure on the packing surface,
78
for example treating with sand or using of sintered porous materials. Especially proper is the sintered PVC [51-53].
(b)
Fig. 13. Filling up with liquid of the channels on a solid surface; (a) single channel; (b) many channels.
In details the problem of wettability of materials with rough (textured) surfaces is investigated by Palzer et al. [50]. 1.6.3.2. Influence of the swfaee tension The liquid surface tension influences the effective area of the packing through its effect on the contact angle, Eq. (267), and also directly on the surface of drops and jets trickling in the free volume of the packing. It is clear that the reduction of the surface tension leads to increasing of the effective packing area. 1.6.3.3. Influence of the viscosity The forces which are responsible for the holding of the liquid phase on the surface of the packing are the intermolecular adhesion forces. That is why there is no physical reason to expect any direct effect of the liquid viscosity, at least under the loading point. Nevertheless, there are a great number of equations in which the effective surface is presented as a function only of ReL, assuming that the effect of viscosity is equal to that of the liquid superficial velocity. Moreover, according to this type of equations the increasing of the viscosity leads to reduction of the effective surface. By simple physical considerations, it is to be expected that the increasing of the dynamic holdup can lead to some increasing of the wetted and also of the effective surface area. Because the two values are not proportional and the liquid holdup depends weakly on the viscosity, the expected effect is very small being of the experimental error magnitude for this type of investigations. In case of small packing elements, there is a reason to expect also some reduction of the effective surface area with increasing of the viscosity. It is because of some reduction of the ratio of wetted packing area to
79
the gas-liquid interfacial area with reduction of the packing size and at high liquid superficial velocity. As already mentioned, there are a lot of experimental equations according to which the effective surface is presented as a function only of Rei. But there is not any investigation with changing of the liquid viscosity, where this is experimentally proved. It is noteworthy that these wrong equations are a result of an incorrect use of dimensional analysis. 1.6.4, Partial mass transfer coefficients The similarity theory and the dimensional analysis give the following types of equations for the partial mass transfer coefficients; for gas phase controlled processes ShG=f(ReG,ScGllJJ,
(268)
for liquid phase controlled processes
ScJ^lJ,
where: ShG =
(269)
kGd * - Sherwood number for the gas phase; DG
kd ShL = —-— Sherwood number for the liquid phase; «.d3 GaL =^—z—the number of Galilei; v
i
ScG — —— - Schmidt number for the gas phase; ScL = —^- - Schmidt number for the liquid phase; Li
vL - the gas kinematic viscosity; d- the diameter of the packing elements or other characteristic geometrical value of the packing in m.
80
1.6.5. Peclet numbers As a geometrical characteristic in Bodenstein numbers, used by the diffusion model (Eqs.(250) to (255)), the height of the packing is employed. Because the axial mixing is a hydrodynamic process, the axial mixing coefficients are functions of the geometrical parameters of the packing, important for the hydrodynamics, like its specific surface area, but not its height. That is why for the dimensionless equations taking into account the axial mixing coefficients, the Bodenstein number is not proper. Instead of it, similar number called Peclet number is used. It can be obtained for the gas and for the liquid phases as follows:
Per =Bor
= aH
PeT =Bo, L aH
=
^ r , e(l-Hd).a.Dc r• Hd.a.DL
(270)
(271)
The dimensional analysis gives the following types of equations for determination of the Peclet numbers: for the gas phase 2
Per =f(Re,,Rer,Gar,——,—,£,l,..L),
(272)
for the liquid phase f
.
(273)
The equation for the gas phase is especially complicated because it should reflect the influence not only of the gas hydrodynamics, but also of the liquid phase. Because of the small effect of the axial mixing in the gas phase on the mass transfer in the packing and the great experimentel difficulties in this area, the number of investigations in M s field is insufficient. The problem is discussed in details in Chapter 3.
81
To obtain equations for calculating of industrial apparatuses using the similarity theory and the dimensional analysis theory we should have reliable experimental data for any given value. The methods for investigation of the packings to obtain the necessary data are considered in Chapter 2. 1.7. About the possibility of purely theoretical calculation of the performance characteristics of a packed column The development of the computational methods and the computers put the question whether the time of a calculation without any experiment of the performance characteristics of the packed bed column is already coming, or whether it is possible to come. Some circumstances in this area are discussed below. The first step of any model of this type is to make a mathematical model of the packing form. For random packings this problem can be solved only as a statistical task. It is impossible to know for sure whether this statistical description of the form of the packing reflects the real hydrodynamic and mass transfer situation in the column, especially having in mind the great capital investments for an industrial column. In case of some types of structured packings, especially these with smooth walls, the mathematical description of the packing form is easier. But in all cases the industrial packings operate at gas velocity for which the gas flow is turbulent. To be more precise, they operate in an area where the influence of Reo is not to be neglected, and it cannot be described theoretically without any experimentally obtained constants. The prediction of the hydrodynamics of the liquid phase is some easier when the wetted area of the packing is known, i.e. again in case of smooth packings with vertical walls. The determination of the surface of the drops and jets, trickling in the packing, without any experiment is also a problem with no solution, at least until now. At the same time the similarity theory and the dimensional analysis, as already mentioned, give the possibility, by using experimental data, to obtain dimensionless equations which are solutions of the differential equations of the corresponding processes. Nevertheless, in the literature there are purely theoretical solutions [51] of the problems. In all eases the obtained results should be validated by comparison with independent experimental data. Nomenclature Latin A- dimensionless number in Eq (259) related to the liquid holdup;
82
Ar value of A under the loading point; a- specific packing area, m2/m3; ae- effective (interface) area, m2/m3; att =
coefficient of temperature conductivity, m2/s;
c.p a,- dimensionless parameter, constant of similarity or scale multiplier; a*,- wetted packing area m2/m3; aT - similarity constant for time; BoG = BoL =
"w U
e(l-Hd).DG
; —Bodenstein
number for the gas phase;
r - Bodenstein number for the liquid phase;
Hd.DL C- concentration, kg/m3 or kmol/m3; CG - concentration of the gas phase, kg/m3 or kmol/m3; CGiH- concentration of the gas phase, kg/nm3inert gas or kmol/nm3inert gas; CL - concentration of the liquid phase, kg/m3 or kmol/m3; CLb - concentration of the absorbed component in the flow bulk, kmol/m3; CG - equilibrium concentration of the gas phase, kg/m3 or kmol/m3; CL - equilibrium concentration of the liquid phase, kg/m3 or kmol/m3; Cr indicator of similarity; Or constant given in Table 1; Co*- equilibrium concentration of the transferred component in the gas, for example kg/m3; CL- equilibrium concentration of the transferred component in the liquid phase for example in kg/m3; Cr coefficient of radiation of grey material, W/m2; 0.5
Cs =
—-—JJ - capacity factor to account for the effect of vapour and
liquid density, m/s', cL - liquid heat capacity, J/(kg.K); cp - gas heat capacity at constant pressure, J/(kg.K); D- diffusivity, m2/s; DAB- diffusivity in system A-B m2/s; DQ- diffusivity for the gas phase, m2/s;
83
Di- diffusivity for the liquid phase, m2/s; DG - axial mixing coefficient for the gas phase, m2/s; DL - axial mixing coefficient for the liquid phase in m2/s; Da = 6(1 — e) / a - arithmetical hydraulic diameter of the packing, m; d- diameter of the packing elements or other characteristic geometrical value of the packing, m; dt - bubble diameter, m; de = 4 e/a- equivalent (hydraulic) packing diameter, m; dp- packing size, m; dt temperature gradient, K/m; dn -Edtvos number; Ed=z£iJL a a F - mass transfer area in m2; FrL = — : — Froude number for the liquid phase; g FG = WQ^PG - vapour (gas) capacity factor, without taking into account the liquid density, kg^m'^s" 1 ; F"w-waJ—
vapour (gas) capacity factor, taking into account the
liquid density, m/s; / = se~s0 - function depending on the distribution of the contact time; G - mass of the transferred substance, kg/m2s or mol /m 2 s; GaL = — z — Galilei number for the liquid phase;
n
Gj- mol flow of liquid phase, kmol/(m2.s); Gr- mol flow of gas phase, kmol/(m2.s); Gg — mass flow rates of the gas phase, kg/s; Gm - mol flow rates of the gas phase, kmol/s; Gm - mol velocities of the gas phase, kmol. m"2. s"1; Gk - mass flow of the dry gas - kg/(m2.s); g- gravity constant, m/s ; H- packing height, m;
84
HTUX =
—— height of one mass transfer unite, calculated for the liquid
phase, m; HTUY = — - — height of one mass transfer unite, m; KrMe Hj - dynamic liquid holdup, m3/m3; Hat - liquid holdup under the loading point, m3/m3; Hk - liquid holdup of the packing, m /m3; Hs - static liquid holdup of the packing, mVm3; He- Henry constant, Pa; HETP - height equivalent to one theoretical stage (theoretical plate); HETPx - height equivalent to one theoretical stage {theoretical plate) for the liquid phase; HETPY - height equivalent to one theoretical stage (theoretical plate) for the gas phase; Hh - liquid holdup, m3/m3; Hs - static liquid holdup m3/m3; h- packing height, current coordinate, m; a - index for the absorbed component; K- overall heat transfer coefficient, W/(m2 °C); KG- overall mass transfer coefficient for the gas phase, m/s; Ky overall mass transfer coefficient for the gas phase, kg/(s,m2) or kmol/(s.m2); KGa = KG.ae - volumetric mass transfer coefficient for the gas phase, 1/s; Ki~ overall mass transfer coefficients for the liquid phase, m/s; Kx- overall mass transfer coefficients for the liquid phase, kg/(s.m2) or kmol/(s.m2); KLa = KL.ae - volumetric mass transfer coefficient for the liquid phase, 1/s; Kg- coefficient of radiation of an absolutely black body; her partial mass transfer coefficient, for the gas phase, m/s; kL- partial mass transfer coefficient for liquid phase, m/s; L- liquid, superficial velocity in m3/(m2s); £/, L2, L3 Lm - geometrical sizes, m; Lg - flow rates of the liquid phase in kg/s; Zga, - mol flow rates of the liquid phase in kmol/s; Lm - mol velocities of the liquid phase, kmol m"2. s"1; la - ratio between the molar flow rates of the liquid and of the gas phase; //, I2,13, 4-geometrical sizes, m; ML -mol mass of the liquid phase;
85
MOG and Mai- average mol mass of the gas and of the liquid phase in kg/kmol. m = He/P - equilibrium constant; mc- equilibrium coefficient given with the equation me= CG I C £ ; N- number of kmols in 1 m3 liquid and number of absorbed components; NA- mass flux of substance A, transferred for unit of time trough unit of interface in kg/(m2s) or kmol/(m2s); Ndm - average mol flux of the component A, kmol/m .s; Ne- criterion of Newton; X ~X NTfJm = — — - overall number of mass transfer units defined with the concentration in the liquid phase; - overall number of mass transfer units for the gas phase; NTP- number of theoretical stages (theoretical plates); Y —Y NTUfe = — — - number of mass transfer units for one theoretical stage for the gas phase; 'xc= — 2 T^7—~ number of mass transfer units for one theoretical stage for the liquid phase; P- pressure, Pa, bar: PA -equilibrium pressure of the pure component A, Pa, bar; Pg -equilibrium pressure of the pure component B, Pa, bar; p A - equilibrium partial pressure of absorbed component A, Pa, bar; p B - equilibrium partial pressure of absorbed component B, Pa, bar, PeG — BoG
= aH
PeL = BoL
=
p -Peclet number for the gas phase; e(l-Hd).a.DG r - Peclet number for the liquid phase;
aH Hd.a.DL Q- transferred heat, J, or heat flux, J/mzs; q - the heat of absorption in J/kmol; R- universal gas constant; ReG = °" h G - Reynolds number for the gas phase;
86
4£ Re, =
Reynolds number for the liquid phase; a.vL r - evaporation heat- J/kg. ScG = —— - Schmidt number for the gas phase; DG ScL = —— - Sehmidt number for the liquid phase; ShG =
kG dh
- Sherwood number for the gas phase;
A?
ShL = —-— Sherwood number for the liquid phase; s- rate of renewal of the interface, i.e, the part of the surface renewed, s"1; T- absolute temperature in K; t- temperature, °C; tG - temperature of the gas, °C; tt - temperature of the liquid phase, °C; Uh - bubble velocity in equation (148), m/§; UL- liquid velocity in equation (149 ), m/s; V- volume and gas volume in m3; Vp- packing volume in m3; w- real gas velocity (flow velocity), m/s; w
87
y- coordinate in m. z- coordinates in m; Z(r thickness of the diffusion layer in the gas phase, m; Zi- thickness of the diffusion layer in the liquid phase, m; Greek a - partial heat transfer coefficient, W/(m2 °C); P Ofj = — - relative volatility; PB A- driving force of the process, kg/m3 or mol/m3; AQ- driving force of the mass transfer process calculated with the concentrations for the gas phase as a difference between its bulk concentration and its equilibrium concentration calculated with the bulk concentration in the liquid phase, kg/m3 or kmol/m3; AL- driving force for the mass transfer process calculated with the concentrations for liquid phase as a difference between its bulk concentration and its equilibrium concentration calculated with the bulk concentration in the gas phase, kg/m3 or kmol/m3; AQt- driving force for the mass transfer process calculated with the concentrations for the gas phase as a difference between its bulk concentration and its equilibrium concentration at the interface, kg/m3 or kmol/m3; ALi- driving force for the mass transfer process calculated with the concentrations for liquid phase as a difference between its bulk concentration and its equilibrium concentration at the interface, kg/m3 or kmol/m3; AA - increase of A over the loading point; AHd - increase of the liquid holdup over the loading point, m3/m3; At - difference between the gas and the liquid temperatures, °C; AP- pressure drop, Pa; AYm - average driving force of the mass transfer process, for the gas phase, kg/m3 or mol/m3; AYV- difference between the concentration of the gas phase and the corresponding equilibrium concentration determined for the concentration of the liquid phase, kg/m3 or mol/m3. e - packing void fraction, m3/m3;equal to the free column cross-section, m2/m2; H - enhancement factor (coefficient of acceleration as a results of chemical reaction); 1 - thermal conductivity, J/(m.s.°C)
Ag - value of 1 at zero °C // G -dynamic viscosity of the gas phase, Pa.s; fiL -dynamic viscosity of the liquid phase, Pa.s; vG - gas kinematic viscosity, m2/s; vL - liquid phase kinematic viscosity, m2/s; p - density in kg/m3; PG- -gas density in kg/m3; PL- liquid density in kg/m3;
0 = div w 0D - equivalent diffusion time, s; 0g - exposure time, s; 0r - time from the moment of appearance of the element on the surface, s; 0g - angle of wettability; t - time in s; er - surface tension, N/m; a
LS" boundary surface tension between the liquid and the solid phase, N/m;
aLG - boundary surface tension between the liquid and the gas phase, N/m; °SG' boundary surface tension between the solid and the gas phase, N/m; AP0,dhe2 iff = —-—=—z- -dimensionless pressure drop, often called Euler number (Eu); H.pG.w0 if/f = — V^- = —£-. \2-G- - dimensionless flow parameter;
wo\pG
G g] p t
2
V - Laplace operator. •
References 1. F. Notaro, AICHE Journal, 47, No 5 (2001) 966. 2. G. Lunge, Handbuch der Schwefelsacurcfebrikation, Zweite Band. Drack und Verlag ¥on Friedr. Viewe^Sohn, Braunschweig, S. 81S3. 3. V. V. Kaferov, Bases of mass transfer, Visshaia stola, Moscow, 1962 (in Russian). 4. R. F. Strigle, Random packings and packings towers, Gulf publishing Company, Houston, London, Paris, Tokyo. 1987. 5. W. M. Ramm, Gas absorption, Himia, Moskwa, 1966 (in Russian). 6. H Brauer, Grundlagen der Einphasen-und MehrphsenstrOmungen, Verlag Sauerlflnder Aarau und Frankfurt am Main, 1971.
89 7. R. Koch, Stoffaustausch in Absoorptionskolonnen, Deutsch. Verlag fllr Grundstoffmdustrie, 1969. 8. T. K, Sherwood, R, L. Pigford, Ch. R, Wilke, Mass transfer,McGraw-Hill, New York, 1975. 9. R. Billet, Packed column analysis and design, Monography, Ruhr university Boehum, 1989. 10. I Stichlmair, J. R. Fair, Distillation, Principles and Practices, Wiley-VCH, 1999 11. J. Machkowiak, Fluiddynamik von Fullkftrpem und Packungen. Springer, 2003. 12. R, Billet, Packed Towers in Processing and Environmental Technology, VCH publishers 1995. 13. J. Gmehling, Vapor-Liquid Equilibrium Data Collection, Part. lib ff., 8 Parts Dechema Chemistry Data Series, Frankfurt ab 1978 3) J, Gmehling, U. Onken, P.Grenzheuser, www.uni-oldenburg.de/tchemie/gmehling2.htni - 21k. 14. J. Rarey, Vapor-Liquid Equilibrium Data Collection, Part lb Dechema Chemistry Date Series, Frankfurt (1988). 2. J. Gmehling, U. Onken, J. Rarey-Nies, www.unioldenburg.de/tchemie/Member_JRarey.htm - 37k 15. W.Arlt, Vapor-Liquid Equilibrium Data Collection, Dechema Chemistry Data Series my.net-link.net/~wdkovats/therscrn.htm - 6k 16. W.G. Whitman, Chem. Metallurg. Engng. 29 (1923) 241. 17. W.K. Lewis, W.G. Whitman, Ind. Eng. Chem. 16,12 (1924) 1215. 18. R. Higbie, Trans. Amer. Inst Chem, Engrs. 31(1935) 365, 19. Danckwerts P.V. Ind. Eng. Chem. 43,6 (1951) 1460. 20. G. Astarita, Mass transfer with chemical reaction, Elsevier Publishing Company, Amsterdam- London- New York (1967). 21. D. A. Frank-Ramenezkii, Diffusion and heat transfer in chemical kinetics. Publishing house of AN SSSR, 1947 (in Russian). 22. W. G. Levich, Physico-chemical hydrodynamics, Fitmasgis 1950 (in Russian) 23. R, Viem, J. H. Porter, T. K. Sherwood, 2, Nr. 1,(1963)1. 24. E. Ruckenstein, Chem. Eng. Sci. 7, No 4, (1958)265; 18, No 4(263)233. 25. J. Stefan, Versuche fiber aber die Verdampfung, Site. Ber. Akad. Wiss. Wien 68(1873)385., 26. P. V, Danckwerts, Chem. Eng. Sci., 2, No 1(1953)1. 27. M, X. Kishinevski, A, W. Panfilov, Journal Prikladnoi Chimii, 22, (1949)1173 (in Russian) 28. W. Kast, Chem. Ing. Techn., 36, 5 (1964)464. 29. N. M. Zhavoronkov, M. E. Aerev, N. N. Umnik, Chim. Prom,, 10 (1948).294, 30. N. Kolev, Verfahrcnstechnik, v.3, No 4 (1969) 163. 31. KolevN., Chem.-Ing.-Technik,v.48, No 12 (1976) 1105. 32. F. Notaro, AICHE Journal, 47, No 5 (2001) 966. 33. A, G. Kasatkin, Basic processes and apparatuses in the chemical technology, Gosudarstvenoe nauchno- teehnieheskoe isdatelstvo himieheskoi literatury. 1960 (In Russian). 34. H. Brauer, Stoffaustausch, Einschliefllich Chemischer Reaktion, Verlag Sauerlflnder, Aarau und Frankfurt am Main, 1971. 35. W. L. McCabe, E. W. Thiele, Ind. And Eng. Chem., 17 (1925) 605. 36. R. F. Strigle, Chem. Eng. Progress, 81, No 4 (1981) 67. 37. J. E. Kunesh, L.L. Lahm, T. Yanagi, "Liquid distribution studies in packed beds", American Institute of chemical engineers Meeting, Nov. 1985. 38. R. Schmidt, Institution of Chemical engineering Symposium Series, 2, No. 56, (1979) p. 3.1/1. 39. M. X. Kishinevski, Journal Prikladnoi Chimii, 24, (1951)542 (In Russian)
90 40. K. F. Pavlov, P. G. Romankov, A. A. Noskov, Examples and problems to the course of processes and apparatuses in the chemical technology, Chemistry, 1969. (in Russian) 41. Y, Hayashi, T. Kavanishi, T. Uda, Y. Akiama, N. Kageyama, Ind, Engd. Chem, Res, 32(1993)652. 42. J. R. Fair, Chem. Process, Sept.(1990) 23. 43. R. F. Stringle, F. Rukovena, Chem. Eng. Prog. March (1979) 86. 44. F. Rukovena, T. Koshy, In. Eng. Chem. Res., 32(1993)2400-2407. 45. G. W. Hauseh, F. J. P. C. Patshauer, "Based packed tower design program", presented at the AIChE Summer national meeting, August 1991. 46. M. J. Dolan, "Predicting packing capacity". Internal Norton Comunieation, Norton, 1980, also Norton Bulletin IHP, 1987. 47. N. Kolev, Verfihrenstechnik, v.7, No 3 (1973) 71-76. 48. P. P. Danckwerts, F. S. Rizvi, Trans. Inst Chem. Engng. 49,2(1971)124. 49. H. DSrfier, Grenzflachengleiehgewiehte - Grundlagen zur Messungen der Ober - und Grenzfltchenspanmingen von Flussigkeiten, in: Grenzflflchen und Kolloidchemie (Hersg.: H. Dflrfler), VCH Verlagsgesellschaft, Weinheim 1994, s. 13-42. 50. St. Palyer, Ch. Hibl, K. Sommer, H. Lechner, Chem. Ing. Teehn,, 73, 81( 2001)1032. 51. M. Parsons, K. E. Porter, Gas Separation & Purification, 6,4 (1992) 221. 52. R, Perry, D. W. Green, Pery's Chemical Engineer's Handbook, Me Grow-Hill Companies, 1999. 53. O. Levenspiel, Chemical reaction engineering, John Wieley and sons, Inc., New York, London 1965.
91
Appendix
Simple methodi for determination of the diffusivity in gas and liquid phase In diffusion of gas A in gas B, or the opposite of gas B in gas A, the value of diffusivity DG can be determined using the equation
D
0.00155Ts/3
a=
]
MA
MB
where T is the absolute temperature in K; P- the pressure in bar; MA and Mg- mol mass of the components A and B; VA and Vg - mol volume of the components A and B, determined as a sum of the atom volumes of the elements in the gas molecules. The values of VA for some atoms and molecules are presented in Table 1 A, [40]. In case of more complex compounds for calculating the mol volume, the respective structure constants, given below, must be added to the sum of the atom volumes. Structure Benzene ring Naphthalene Anthracene
Structure constants
15 30 47.5
From Eq. (1A) is easy to see, that if the diffusivity for a given system Dai is known to a temperature Tt at a pressure Pi, the diffusivity DG2 for the same system at temperature T3 and pressure J°j can be calculated by the equation.
(2A)
92 Table 1A. Volume of some atoms and molecules volumes Mol volume, cm3/moi
Atom volume, enrVatom
B
27.0
H2
14.3
C
14.8
o2
25.6
Cl
24,6
N2
31.2
H
3,7
Air
29.9
N in primary amines
10,5
CO
30.7
N in secondary amines
12.0
CO2
34.0
N with saturated valence
15,6
SO2
44.8
0 with saturated valence
7.4
NO
23.6
0 in aldexydes and ketones
7.4
N2O
36.4
O in esters
9.1
NH3
25.8
0 in simple ethers
9.9
H2O
18.9
0 in esters and simple ethers
11.0
H2S
32.9
O in acids
12.0
COS
51.5
O in compounds with S, P, N
8.3
Cl2
48.4
S
25.6
Br2
53.5
I
37.0
h
71.5
The diffusivity of some gases and vapours in air are given in Table 2A [40]. Table 2A. Diffusivity of some gases and vapours in air at 0°C and 1 bar Substance
Aj.lO'nrVs
Substance
Da,l06rn1/s
Oxygen
17.8
Benzene
7.7
Nitrogen
13.2
Methanol
13.3
Hydrogen
61.1
Ethanol
10.2
Carbon dioxide
13.8
CS2
8.9
Sulphur dioxide
10.3
Diethyl ether
7.8
Ammonia
17.0
HC1
13.0
Water vapour
21.9
SO3
9.4
93
The diffusivity of liquid DL can be calculated using the approximate equation:
DL =
/ 10 T
I / / , m2/s, w, — + —
(3A)
where ft - is the viscosity in Pa.s; VA and Fg- mol volume of the dissolved substance and the solvent; MA and Ma- mol mass of the dissolved substance and the solvent; A and B- coefficients depending on the property of the dissolved substance and the solvent. Their values for some substances are given below. The value of A for some substances dissolved in water: For gasses 1 Forethanol 1.24 For methanol 1.19 For acetic acid 1.27 The value of B: For water For ethanol For methanol For acetone For non-associated
4.7 2.0 2.0 1.15 1.0
The diffusivity of a gas in liquid Di2o for 20°C by the equation
can be calculated from its value
(4A) where the temperature coefficient h can be determined by the empirical equation:
"
94
fiL is the liquid viscosity at 20°C; p L is the liquid density in kg/m3. The diffiisivity of some gases dissolved in water is given in Table 3 A. For determination of the diffiisivity at temperature t (in °C), the following equation can be used A. = DLX[l + 0.02(t-20)J.
(5A)
For calculation of the diffiisivity of dilute solution, the following equation is proposed:
DL=7.4x ltr" &M)T 1
iooojiy
rf/g.
06
(6A)
Here Mis the mol mass of the solvent; V- mol volume of the diffusing substance; fiL - liquid viscosity, Pa.s; /?- parameter which takes into account the association of the solvent molecule. Its value for different solvents is given below. The value of /?: For water 2.6 For methanol 1.9 Forethanol 1.5 For non-associated such as benzene, ether, heptane and so on, 0 = 1.
Table 3 A. Diffiisivily of some gases in water at 20°C Gas
D,2o.l09m2/s
Gas
D/ 3 n.l0 9 m 2 /s
co 2
N20
1.8 1.8
H2 N2
5.3 1.9
Ci2
1.6
Oj
2.1
H2S
1.6
NH3
1.8
HC1 2.3
95
Chapter 2
Investigation of the main performance characteristics of packed bed columns The chemical engineering couples together theory and experiment to calculate the industrial apparatuses. For obtaining the necessary experimental data, special installations are used. These installations can be dividing in two types: 1. Installation for obtaining the information necessary for deriving equations for calculation of the performance characteristics (cold stand). 2. Rectification installation (hot stand) for obtaining experimental data for comparison of different packings. Of course, in the first type of installations also data for comparison of different packings can be obtained. In the second type the pressure drop, the holdup, and the HTU, respectively HTP, data can be measured. A good development of the theory of mass transfer processes, together with creating of apparatuses able to operate under conditions of uniform distribution of both phases over the cross-section, enabled calculation of the apparatuses based on the knowledge obtained only in the first type of installations. The second type was necessary when the calculation, in all cases based only on the data obtained in the first type, was not possible. Nevertheless, the second type is also considered at least because it is a part of the history of the investigations in this area and especially because the capital investments in rectification plants are very great and need reliability assurance. 2,1, Investigations in cold stand 2.1.1. Experimental installations The experimental installations of this type must include the following: - Column for investigation of the packing; - Pump and ventilator for feeding the gas and the liquid phase; - Measurement devices for the flow rate, the concentrations of the phases, and the pressure drop.
96
The installations must ensure stable inlet concentrations of the gas and liquid phase. 2.1.1.1. Classical installation A classical installation for absorption and desorption experiments with packings is Prof. Billet's installation described in his latest book [86]. The installation presented in Fig. 1 includes an absorber with a distributor and the investigated packings, two vessels for preparing of absorbent, respectively saturated liquid for desorption, a gas analyzer, manometers, a blower, a humidifier, a gas bottle, a column for mixing of the absorbed gas from the bottle with air, and the necessary rotameters for measuring the flow rates of gas and liquid. The only disadvantage of the installation presented in Fig. 1 is very big volumes of the vessels. For example in ease of a 500 mm column diameter, at liquid superficial velocity 200 m2/(m2h), the volume of each vessel insuring 1 hour operation of the column is
4
,200 = 39.54
The providing of a constant concentration in the whole volume of such a vessel needs significant time (the necessary pump or agitators are not given in Fig. 1). The volumes of the vessels can be reduced up to four times by preparing absorbent only for one experiment. The increasing of the level height of the liquid during the experiment requires using automatic regulation of the liquid flow rate. The mixing of the gases can be provided better in a long pipe which has quite smaller residence time. To escape the mentioned disadvantages, in his experiments the author of the present book uses the installation presented in Fig. 2 built at his laboratory at the Institute of Chemical Engineering of the Bulgarian Academy of Sciences.
97
Fig. 1. Column for absorption and dcsorption experiments at Prof. Billet's laboratoiy at Ruhr University in Bochum [86].
2.1.1.2. Technological scheme of the experimental installation at the author's laboratory The technological scheme of the experimental installation for measuring liquid holdup, pressure drop, loading and flooding points, effective
98
surface area, and gas- and liquid-side controlled mass transfer coefficients is presented in Fig. 2. The gas (air) from the ventilator (1) is measured by the diaphragm (2), connected to the differential manometer (4). The gas enters the column (7) through the gas distributor (6), The air is mixed at about 3 m before the diaphragm with the absorbed gas. In case of measurement of the effective surface area, the gas (CO2) is coming from the gasholder (31) connected to the water tank (30). The flow rate of the absorbed gas is measured by the rotameter (29) and is regulated by the valve (28), respectively (33). The absorbed CO2 is fed from gas bottles (27) to the gasholders (31). To prevent formation of ice in the rotameter (29) the gas is heated preliminarily by means of a regulated electrical heater (37). The device (32) is used to keep the pressure in the gasholder constant. In case of investigation of gas-side controlled mass transfer the absorbed gas, SO2 or NH3 is fed from the gas bottles (27) (filled with the respective gas) through the valve (33). There are two principle types of possibilities to prepare the absorbent, respectively the saturated liquid, in case of investigation of desorption. The first of them is to prepare it in a large tank in quantity enough for a given experiment, as it is made in the installation presented in Fig. 1. Because in some cases the liquid superficial velocity is very great, the volume of the tank has to be very great too. To avoid throwing out of a large amount of polluted water and mounting of very big tanks in the installation presented in Fig. 2, it is accepted to recireulate the absorbent, eventually adding concentrated solution, to maintain the concentration within the necessary limits. The disadvantage of this method is that in some cases more analyses of the initial concentration of the liquid phase are necessary. Its great additional advantage is that the liquid flow rate is not changing because the quantity of the liquid in the tank is kept constant. That is why it is easier and cheaper to work with recirculation. The absorbent is pumped (22) from the column bottom towards the liquid phase distributor (8) through the valves (19) and rotameters (18) and irrigates the packing. The temperatures of the two phases at the apparatus inlet and outlet are measured with ordinary thermometers (t) having a precision of 0.1°C. There are 3 points for taking samples from the liquid phase for analysis (AL) and 2 points for the gas phase (A©). The level of the liquid phase at the column bottom is observed through a Plexiglas tube (12).
99
Fig. 2. Technological scheme of the experimental installation: 1- ventilator, 2-mesuring diaphragm; 3- valve; 4, S- differential manometers; 6- gas distributor; 7experimental column: 8- liquid phase distributor; 9-gas outlet pipe; 10- supporting grid; 11- liquid sampling device; 12- Plexiglas tube; 13-weir pipe; 14 - 16- laps; 17- Mariott vessel; 18rotameters; 19- valves; 20- rotameter; 21- valve; 22- circulation pump; 23, 24 pipes for liquid phase; 25- head tank; 26- pipe for input of CO2; 27- gas bottles; 28- regulating valve; 29rotameter; 30- water tank; 31- gasholder; 32- device used to keep the pressure in the gasholder constant; 33- pipe for input of absorbed gas (SOa or NH3); 34, 35, 36- valves: 37- electrical heater.
100
In investigation of the liquid-side controlled mass transfer using desorption of CO2 from water as model system, the small head tank (25) is used. The liquid after the pump (22) enters the pipe (23), where through the valve (26) CO2 from the gas bottles (27) is fed. (The respective pipe is not presented in Fig. 2.) The carbon dioxide is separated in the head tank (25). Through the pipe (24) the saturated water flows to the ratameters (18). The surplus water overflows through the pipe (13) in the bottom of the column (7). A photograph of the experimental column with a diameter of about 500 mm is presented in Fig. 3.
Fig, 3, Photograph of the experimental column with a diameter of about 500 mm at the author's laboratory at the Institute of Chemical Engineering of the Bulgarian Academy of Sciences.
In some experimental installations [86] it is proposed to humidify the air before entering the investigated column in an additional packed bed column. I have never used such a column in my investigations on the basis of the following considerations:
101
1. The absence of preliminary humidifying practically does not influence the absorption and desorption processes at room temperature. 2. Because the humidifying is a very rapid process, the air is humidified in the space under the packing and in the first half meter of the packing height. 3. The preliminary humidifying of the air with pure water leads to reduction of the solution concentration in the experimental column because of water vapour absorption. That is why the preliminary humidifying can be not only without avail, but in some cases even harmful. 4. In the industrial columns, for the calculation of which the experimental data are intended, preliminary humidifying of the gas phase is not provided. 2,1.1.3. Construction of the experimental column The experimental installations are two types, pilot plant installations built to proof the apparatus suitability for a given industrial process, and installations developed to obtain experimental data for the performance characteristics of the packings. The date obtained in the latter type of installations are used directly to design industrial columns, or to obtain equations necessary for their designing. In this chapter only the second type of installations is considered. They are proper for investigation of the following performance characteristics of the packings: - pressure drop; - loading and flooding point; - liquid holdup; - effective surface area; - gas- and liquid-side controlled mass transfer coefficient. There are some important differences in the requirements to the industrial and the experimental installations. The industrial columns are designed to achieve, as cheap as possible, some important technological and economical parameters, i.e. to take part in lower-cost production of high quality products keeping ecological conformity. The experimental installation is designed to obtain, as precisely as possible, the necessary data for calculation of industrial columns. The most important characteristics of the experimental installations are column diameter, packing height, and liquid phase distributor construction. To avoid the influence of the ratio of the column diameter to the packing diameter, respectively its characteristic dimension, on the obtained data, this ratio should not be lower than 8 [1]. The height of the packing should be determined in every case, so that the accuracy of the results is the highest The determination of the effective surface area and the mass transfer coefficient is connected with chemical analysis of the initial and end
102
concentrations of the gas and liquid phases. With increasing the height of the packing, the end concentration of the gas phase decreases, and the accuracy of its determination is reduced. On the other side, the reduction of the packing height leads to increasing of the influence of the effects connected with initial distribution of the phases and influence of the mass transfer on the drops and jets between the liquid phase distributor and the packing, and after the packing in the bottom of the column. That is why the experimental columns are to be built in sections of different heights to provide the optimal height. The more important parts of the column are the liquid phase distributor, the supporting grid, the gas distributor, the separator of the liquid from the gas phase entering the impulse pipes for measuring the pressure drop and the gas phase concentrations, and the sampling device for the liquid phase under the packing. 2,1.1.3.1. Design of the liquid phase distributor The construction of the distributor should provide uniform distribution of the liquid phase with a distance between the drip points not more then 3 times the diameter of the packing elements, or the diameter of the channels in the packing. For small packing elements and a small column diameter, up to 250 mm, most proper is the shower-form distributor presented in Fig, 4 [2, 3], The distributor (1) is mounted in the enlargement (2) of the column. The crosssection of the distributor is equal to the cross-sections of the column (3), of the section between the enlargement (2) and the distributor (1) and of the imaginary cylinder which is the extension of column (3) to distributor (1). This equality ensures not changing of the superficial gas velocity in the area of the distributor, and hence its slighter influence on the distribution of the gas phase. The orifices5 pressure drop He, calculated in a liquid column, can be determined by the equation:
(1) Fis the liquid flow rate trough each of the orifices in m3/s; d- diameter of the orifices in m;. g- gravity constant in m/s2. Usually the value of Hc should be kept between 20 and 300 mm. At a lower value the uniformity rate of distribution is lower, at a higher - there are problems with obtaining small drops in the gas phase.
103
Liquid inlet
A
Gas outlet
Fig. 4. Shower type liquid phase distributor: 1- shower distributor; 2- column enlargement; 3column.
The rotating distributors give the possibility to ensure uniform distribution using smaller number of drip points. Schneider and Stichlmair [4] used such a device for an experimental column with a diameter of 630 mm. The distributor consists of 3 perforated rotating tubes at angles of 120° to one another and rotation speed 3 min"1. The whole number of the drip points of the arms is 116. The rotation of the drip points insures complete wetting of the top of the packing, but at the same time leads to some nonstationarity of the process. Other construction proper for investigations in a wide range of column diameters and liquid superficial velocities is presented in Fig. 5 [5]. The construction was made for the column with a 500 mm diameter (Fig. 2) but can be easy transformed for greater diameters. It has a free cross-section amounting to 71%. It comprises of 4 pipes (1) of a rectangular cross-section. All the pipes are connected by the ring-form space (2). Two barriers (6) and (7) divide each one of the pipes (1) and the ring-form space into three parts. Each one of them can operate as a separate distributor. The number of the orifices of each separate distributor is 160, or calculated for 1 m2 column cross-section - 923 orifices per
104
m . Because the corresponding orifices of every of the three distributors are on one and the same vertical axis, the overall number of the orifices for the distributor as a whole can be considered 923 orifices per m2.
Fig. 5. Three-stage liquid phase distributor.
The liquid leaves the rectangular pipes through three rows of orifices (3, 4 and 5) on both sides of the pipes, placed equidistantly in horizontal direction. Two vertical plates (8 and 9) cogged in their lower ends are placed on each side of pipe (1). The plate (8) near the pipe has two times smaller number of orifices than the corresponding pipe. This allows the half of the jets from the pipe to reach the second plate (9). The other half of the jets meets the first vertical plate, and then they also flow downwards. The diameter of the orifices of the lowest row (5) of the pipes is 1.5 mm (for liquid superficial velocity Lh from 5 to 10 m3/(m2h)), that of the middle row (4) is 3 mm (for Lh from 20 to 40 m3/(m2h)), and that of the upper row is 5.5 mm (for Lh from 80 to 200 m3/(m2h)). In order to avoid the interference of a part of the liquid phase flowing onto plate (8) at the highest liquid superficial velocities which could hinder the jets passing through the orifices of the same plate, small tubes are pressed onto these orifices, reaching the corresponding rectangular pipes. The distributor design ensures the following:
105
- uniform distribution over the whole column cross-section in the operational range of the distributor from 5 to 250 m3/{m3h); - no small droplets are formed in the gas phase. The uniform distribution is determined by the fact that the pressure drop of the pipes and the dynamic pressure of the flow in them can be neglected in comparison to the pressure drop of the orifices. 2.1.1.3.2, Supporting grid for the packing A very important requirement to the supporting grid is that its free cross-section should not be smaller than the free cross-section of the packing. Usually it is built of vertical strips with a distance between them some smaller than the packing diameter. If the two above mentioned conditions cannot be fulfilled by a simple construction, it is possible to divide the grid into two grids, lower, that supports the weight of the packing, and upper, that ensures the necessary small distance between the strips. 2.1.1.3.3, Gas distributor To ensure a uniform gas distribution even at the beginning of the packing, the experimental installation should have a special distributor for the gas phase. A construction for such a type of distributor for a 500 mm diameter column is presented in Fig. 6. The gas distributor consists of two cylinders, (1) and (2). There are 15 rectangular orifices (3), uniformly distributed in the wall of the inner cylinder with a diameter equal to the column diameter. The height of the orifice is 275 mm and the width is 18 mm. The distance between these orifices and the column supporting grid is 205 mm. For another diameter of the column, the dimensions mentioned above have to be changed proportionally to the column diameter. 2.1.1.3.4, Gas/liquid phase separator at the points of measuring of the pressure drop. For correct measuring of the pressure drop of the packing it is important to avoid the getting of the liquid drops into the impulse pipes connecting the differential manometer. The same is also important for the impulse pipes to the gas analyzer. The separator represented in Fig. 7 solves this problem. To avoid the influence of capillary forces, the diameter of the orifice (2) connecting the column with the separator should not be smaller than 10 mm. The diameter of the separator space is between 30 and 50 mm.
106
7\
-6 \
Illllllllllllllll
5
h
-t
A-A
Fig. 6. Gas distributor. 1- inner cylinder; 2-outer cylinder; 3- rectangular orifices; 4- gas inlet pipe; 5- supporting grid; 6packing.
Fig. 7. Gas liquid phase separator to prevent from the hit of liquid in the impulse pipes 1- column wall; 2- orifice; 3 - separator space; 4- exit pipe to the impulse pipe.
107
2,1.1.3.5. Sampling device for the liquid phase under the packing. Nevertheless that the column is constructed to ensure uniform distribution of both phases over the cross-section of the apparatus, some deviation of the liquid phase concentration from the average value is possible. To reduce the influence of this deviation and to ensure that always a fresh sample is taken for analysis, the device presented in Figs. 8 and 9 is offered. The condition for the fresh sample is especially important when the process in the column, for some reason, is not exactly steady state. The liquid phase is collected in the triangular channel (1), the tap of which reaches the vertical axis of the column. The distance R is the radius of the column. The channel is placed in box B welded to the body of the column. The section A-A of the channel is represented in Fig. 9. The sample liquid exits the channel through pipe A. The rest of the collected liquid passes through the channel slits C and flows downwards to the bottom of the column providing always a fresh sample.
A-A
AL2
TLout
Fig. 8. Construction of the sampling device. 1- triangular channel; B- box; A^- pipe for taking samples of the liquid phase; Ttm- thermometer; Cchannel slitfThe dimensions are in mm,)
TLout Fig. 9. A-A section from Fig. 8.
The thermometer TLout measures the outlet temperature of the liquid. To avoid difficulties in entering of the gas in the packing over the sampling device, the distance between the supporting grid and the triangular channel should not be very small. It should not be very big either, to avoid significant change in the sample concentration because of mass transfer between
108
the packing and the sampling device. A distance about 100 mm is a good choice. 2.1.2. Determination of the performance characteristics of the packings 2.1.2.1. Pressure drop, loading and flooding point The packing pressure drop is measured by a differential manometer (5), Fig. 2. When the pressure drop is less than 200 Pa, a special construction of a differential manometer with a precision of 0.1 Pa can be used. The height of the packing is determined, so that the measurement accuracy is high enough. The real accuracy of determination of the pressure drop is usually connected not with the accuracy of the measurement of the flow rates and pressure drop, but rather with the difficulty in reproduction of the same structure of the packing in the column at refilling. It is especially true for random packings. According to the investigations of Kolar [6] in refilling of the column with the same packing, the difference in the obtained results is up to ± 10%. Our not published investigations confirm these results. It is to be expected, that the difference in case of structured packings is smaller. The investigations of the irrigated packing are carried out at constant liquid superficial velocity with changing of the gas velocity. It is convenient to plot the obtained results in double logarithmic coordinates. As mentioned in Chapter 1 the loading and the flooding points are turn points of the lines for the pressure drop in these coordinates. That is why by measuring the pressure drop, the data for the loading and flooding points are also obtained. In some cases there is a difference in the results obtained at increasing of the liquid superficial velocities and at its reduction to a given value. This must be always taken into account when repeating the experiments. There are also some packings at which in the area of the loading and flooding point, a hysteresis exists. This is easy seen from the experiments taken from [7] obtained for the packing Holpack, consisting of horizontal sheets of expanded metal. The data are presented in Fig. 10. It must be mentioned that a hysteresis in the same range of gas and liquid velocities for the same packings is to be expected also for the effective surface area and for the liquid- and gas-side controlled mass transfer coefficients. In Fig. 11 the hysteresis curves for the liquid-side controlled volumetric mass transfer coefficient are presented [7]. Such type of a hysteresis is well known [8-10] in case of some types of perforated plates. It means that the presence of this phenomenon is to be expected also for other packings of horizontal perforated plates.
109
0,03
rO.02
0.01 . 0.2 04 0,6 0J
1 1.2 1.4 1.6 1.8
Fig. 10. Hysteresis of the pressure drop of Fig. 11. Hysteresis curve for the liquidthe packing of horizontal sheets of side controlled volumetric mass transfer expanded metal [7]: 1- 1= UxlO"3 coefficient at!=5.7xlO'3 m3/(m2s). m3/(m2s); 2-1= 1.2xlO"2 m3/(m2s).
2.1.2.2. Liquid holdup The liquid holdup is the volume of the liquid held in the packing per unit of packing volume. The knowing of this value could be especially important for calculating mass transfer accompanied with slow chemical reaction. But the packed bed columns are not proper for such kind of processes. The data for the liquid holdup are necessary for the following; 1. Strength calculations of the supporting grid of the column; 2. To understand better the phenomena in the column, because the holdup is connected with the pressure drop and with the effective surface area. The liquid holdup can be divided in two types: static and dynamic holdup [14,15]. The static holdup gives the liquid remaining in the packing volume because of capillary forces. That is why it is depending only on the type, the dimension, and the material of the packing and on the type of the liquid. This value is significant only for very small packing elements which are not of importance for industrial packed bed columns. Nevertheless, it is investigated in the literature first of all in connection to some catalytic processes. The dynamic holdup represents the liquid flowing in the packing in the form of films, drops and jets. To determine the liquid holdup, the following methods can be used: 1. Weigh method; 2. Method of cutting the liquid flow; 3. Volumetric method of measurement of the liquid in the bottom of the column; 4. Tracer method;
110
5. Method using x- or y-rays. According to the first method [11-12] the whole column is weighted with dry and with irrigated packing. The difference between the two measurements gives the weight of the liquid phase in the packing, i.e. the holdup. The method allows determining precisely both static and dynamic holdups. Its disadvantages are difficulties connected with operating with a big column, and lower measurement accuracy in presence of gas flow. In this case the product of the pressure drop and the column cross-section is force acting against the gravity. According to the second method [1,14-16], called also draining method [87], the liquid phase inlet and outlet are stopped abruptly. When the liquid level in the bottom of the column stops changing, it is measured. The level is measured also before the stopping. From the two measurements the volume of the liquid in the packing is obtained. To be precise, not only the liquid volume in the packing is obtained, but also that in the form of jets and drops between the liquid distributor and the packing, and between the packing and the liquid surface in the bottom of the column (end effect). To take into account this liquid end effect, measurements are made at two different heights of the packing for a given liquid superficial velocity. The dynamic holdup is calculated easily from the two measurements as follows:
=
Vj
-V2
v -V
,
(2)
where F/ and Vj are the volumes of the liquid measured in the two experiments inm 3 ; Vpi and VP2 — the corresponding packing volumes in m3. From Eq. (2) it is easy to see that to increase the exactness of the experiment we should provide greater value of Vpi and smaller value of Vp2, From the same experimental results it is possible to obtain also the end effect He using the equation:
H^Vt-V^H,,
(3)
or He=V3-Vp2Hd.
(4)
Ill
The difference between the second and the third method is that by the third one the level of the liquid in the bottom of the column is measured without stopping the inlet and the outlet liquid flow at each flow rate. Of course, in every experiment it must be waited until the level of the liquid in the bottom stops changing. The third method is used for the first time in [17], where no detailed description is given. The first measurement of the level in the column bottom is made before feeding the liquid. In both the second and the third method the liquid phase distributor should be constructed so that after stopping the liquid it is completely full. One of the possibilities to fulfil this requirement is to make the orifice for the liquid phase small enough, for example 1.5-2 mm. At this diameter, when stopping the liquid phase by the corresponding tap, the liquid is not dripping from the orifices. In the measurement of the liquid holdup as a function of the gas velocity, the evaporation of the liquid in the gas phase should be taken into account. This effect leads to increasing of the measured holdup in comparison to the real one. To eliminate, or at least, to reduce the effect of the evaporation, there are two possibilities: 1. to saturate the air, for example in a preliminary column, before entering the experimental column; 2. to make a correction for the initial liquid level at the bottom of the column, after each one or several experiments. The impulse tracer method is proposed by van Swaaij et al. [88] for simultaneous measurement of the holdup of the liquid phase and the residence time distribution. The investigations show a good coincidence between the experimental data, obtained by this method, and the draining one. Several researchers [89-91] use step decrease timcer approach to study static and operating holdup. In these investigations it is found that the static holdup determined by the draining method is greater than that determined by the tracer method. The fifth method for determination of the liquid holdup [18] measures the intensity of x- or y-rays passing through not irrigated and irrigated packing. The method is based on the Beer-Lambert law for absorption of rays in substance. The advantage of the method is that it gives the possibility to determine the liquid holdup at different heights of the packing. Its disadvantages are that the absorption of rays is not directly proportional to the liquid holdup and to obtain trustworthy results the method must be corrected using data obtained by another experimental method. The considered methods allow determination of the average value of the liquid holdup in tire packing. It means that the effect of the liquid distributor design cannot be studied in this way. To obtain the distribution of the liquid
112
holdup over the volume of the packing, the tomography method is presented. In different variants of the method x-rays [92] or y-rays [87, 93-99] are used. The gamma method is especially useful for investigations of industrial column damages. In detail the investigations using this method are described by Wang et al. [100]. The experimental installation is similar to that presented in Fig. 2. Additionally it includes a gamma-ray emitting and detecting system, presented in Fig. 12, mounted around the column on the investigation plane. Source head
Sienai amp ifier
H
Data collecting system
Track
1—
Detector Power
—•»» |S£r) Terminal controller
Fig. 12. Sketch of a gamma-ray emitting and detecting system.
When the gamma-ray passes through a medium, its intensity is reduced from Io to / due to absorption of the radiation flux by the medium. The relationship between land /„ is given by the low of Beer-Lambert
113
(5)
where fa is the attenuation coefficient of the medium; /- length of the attenuating medium. From Eq. (5) it follows:
(6)
Depending on the constituting material of the attenuating medium, the attenuation A can vary spatially across the column cross section. From the measured spatial variation of A, the spatial variation of attenuation coefficient jUj can be reconstructed by the tomographic reconstruction algorithm. When the gamma-ray passes through a column filled with dry packing, the measured attenuation can be expressed in terms of the attenuation coefficient as
f*air air
f*p*p
f*w w"
v'J
The indices air, p and w correspond to air, packing, and column wall, and Imfd - the intensity of the gamma-ray after the dry column. In case of irrigated column the equation for calculation of the intensity of the gamma-ray / re j after the column is:
-U-M
-
where the index / corresponds to liquid, and reft- to irrigated packing. Subtracting Eq. (6) from Eq.( 8) we get
114
(9)
Such type of equation can be easy obtained for an empty column filled only with air, and also for the ease when the column is filled only with water. At a fixed radiation source head and detector position, the radiation intensity transmitted trough the medium is recorded by the detector. A series of such measurements are obtained along a series of chords in one horizontal plane. This data comprise a projection for the tomographic reconstruction. To obtain the special holdup distribution, the cross-section area is divided into a given number of small cells, assuming that within each cell the value of the local holdup is constant. The obtained results are calculated by means of a special computer program to obtain the distribution of the holdup over the cross-section of the column. Thus, its distribution in the column volume can be also determined. It is noted in [101] that x-ray computed tomography is a nonintrusive method which provides quantitative information about both the small- scale and the large-scale liquid maldistribution in any section of a bed consisting of structured packing, essential for development and validation of rigorous predictive models. Very thin flowing liquid structures may be evident and visualized. The possibility to locate high liquid holdup zones might lead to modifications of present commercial structured packings. 2.1,2.3. Determination of the axial mixing coefficients There are two possibilities for determination of the axial mixing coefficients, respectively the Peclet numbers. The first is to obtain them from mass transfer experiments and the dispersion mass transfer model using optimization procedure. The second is to determine them separately using tracer methods. By the first method the Bodenstein, respectively Peclet, numbers for both phases are calculated together with the volumetric mass transfer coefficients for the gas and the liquid phases. This leads to enormously great influence of the primary experimental error on the obtained results. The error is especially great for the cases when the influence of the respective obtained values on the mass transfer in the packing is comparatively slight. That is why the so determined values are reliable only for the cases they are obtained in, for example for automation purpose. They are not the best solution for calculation of new apparatuses and new processes. That is why in this book only the tracer method is considered. The theory of mixing in industrial apparatuses is described in details in the monograph of Levenspiel [71]. The best of the models presented mere, for
115
industrial packed bed columns, is the so called double closed model. In principle, these types of models can take into account not only the residence time distribution, but also the stagnant zones of the packing. The investigations of Vilermaux and Swaaij [72] show that the effect of these zones is smaller than the experimental error, while its description leads to significant complication of the model. That is why, determination of the Peelet, respectively Bodenstein, number only for the simplest dispersion model, presented in Chapter 1, Eqs. (250) to (255), is considered here. 2.1.2.3.1. Axial mixing in the liquid phase The mixing in a column apparatus, respectively the axial mixing coefficient, can be determined by measuring before and after the packing the distribution of a tracer fed in the flow. There are different types of tracers and different types of tracer methods. [71 pp. 241-277, 84, pp 36-61]. The substances usually used as tracers are electrolytes, radioactive substances, and more seldom colouring agents. The methods used can be stationary, quasistationary and nonstationary. The tracer inlet signal can be delta (unit) impulse, steplike impulse, or can have an arbitrary form, for example sinusoidal. It is especially proper in the investigation of the axial mixing of the liquid phase to use an electrolyte solution as a tracer and to feed it in the form of a delta function in the liquid flow. The initial concentration of the electrolyte should be determined so that in the measured range of concentrations the conductivity of the solution is proportional to the concentration. In this case, it is possible to use the conductivity of the liquid instead of the concentration. Good results are also obtained by using of radioactive tracers [111], for example water with 10 mCi brome - 82 isotope as NELjBr, The axial mixing coefficient DL is determined from the experimentally obtained value of the Bodenstein number defined as follows:
HdDL
(10)
where JJHa is the average axial velocity of the liquid phase. Practically in the mathematical model not DL, but the Bodenstein number is necessary. For determination of BoL the following equation is used:
116
Bo,
(11)
Bo2
The Peclet number PeL is determinant from the Bodenstein number BoL by the equation:
Pe
-
aH where a is packing specific surface area, m2/m3. Pei, and also Peelet number for the gas phase is a characteristic of the type and dimension of the packing, and of its hydrodynamics, and is independent of its height. That is why it is used in the dimensionless equations for calculation of the axial mixing coefficient. Because the mathematical model use BaL, and also BoG, the latter can be obtained from the dimensionless equations for Pe using equation (12). The dispersion of the tracer retention time O" can be determined using the equation:
-
\C(t)dt ,
(13)
)TC(T)
where C ( r ) is the concentration of the tracer after the packing as a function of the t i m e r , measured from the moment of feeding the tracer in the form of a S function. At very low concentrations it is proportional to the electric conductivity of the solution. It is easy to see from Eq. (13) that if the conductivity instead of the concentration is put, the coefficient of proportionality can be eliminated by cancellation. That gives the possibility under this condition to use the conductivity of the liquid phase, instead of the concentration C. The integrals in Eq. (13) can be obtained using either analog or digital computer operating online with the experimental installation. The analog devices give good results when the integration time is less than 100 s.
117
To eliminate the initial conductivity of the liquid, when operating with tap water, the following equations for determination of the integrals in Eq. (13) can be used [73]:
\T2C(T)dt
= JT2 [C(t) + CE Jdr - ]r2CBdt ,
0
0
(14)
0
]r C(t)dT = ]x[C( T) + Cs Jdr -fadt,
(15)
T)dT = ][C(T) + CE JdT - ]CEdt ,
(16)
0
0
where Cg is the conductivity of the liquid without tracer. Because the liquid velocity in the column is high, the integration time is short, usually about 1 minute. This time has to be found experimentally for each type and height of the packing until C(t)
\xiCEdx,
changes no more with t , The integrals o
jrCgdr and \CFdt are determined with the same time as the other o o integrals in Eq, (14), (15) and (16). To ensure regular distribution of the tracer solution, it is offered [73] to feed it in the form of many jets using identical syringe needles bound together. For columns with diameters to 250 mm, it is better to use a shower liquid distributor with a built-in distributor for the tracer, as shown in Fig. 13 taken from [73]. The distributor is constructed of two chambers, one for the liquid phase and another for the tracer. To ensure exact measuring of the time in the integrals, the following must be taken into account: 1. Simultaneous switching on of the tracer valve and the conductivity measurement device; 2. Placing the needles into coaxial short pipes, mounted to the distributor to prevent the irrigation liquid to reach the needle, and in this way small quantity of the tracer to flow after switching off the tracer valve; 3. Hard construction of the tracer distributor and the pipes for supplying the tracer in it to avoid changing of their volume during the experiment
118
J
HjO
Fig. 13. Installation for determination of the axial mixing in the liquid phase, a- packed bed column; b- packing; c~ column bottom; d- regulation valve for water flow; e- liquid flow meter; f- liquid phase distributor, g- ventilator, h- gas flow meter; i- valve; k- tracer pressure tank; 1- tracer valve; m- tracer distribution; n- conductivity measurement cell; conductivity meaiurement device.
The signal for measuring of the conductivity of the liquid is taken by a sensor of two platinum rings, mounted in a special measurement cell, Fig, 14, constructed to ensure a small liquid phase volume in it, and thus to reduce the influence of the cell on tr , Eq. (13), for the packing. This is because practically the value of the dispersion of the tracer retention time is measured not only for the packing but for both packing and measurement cell.
119
Fig. 14. Cell for measurement of the liquid conductivity. 1- gasket; 2- platinum electrodes; 3- electrodes support; 4- eoipus; 5- collecting plate; 6openings; 7- flowing liquid; 8- dividing orifice; 9- horizontal plate.
The liquid is gathered on the collection plate (5) and enters the cell. In the space before the dividing orifice (8), the bubbles carried in the liquid are separated. Then the liquid goes around the platinum electrodes (2) and leaves the cell through the openings (6). The increasing of the height of the packing in the experimental column leads to increasing of the accuracy of the results. A height between 1000 and 3000 mm is suitable. The effect of the axial mixing in the measurement cell is significant, especially at low liquid superficial velocity. For taking into account this effect, the following method is offered [74]. According to it, two types of measurements of the dispersion are made: 1 .Measurements only in the measurement cell; 2.Measurements in the system packing + measurement cell. Schematically the two devices are presented in Fig. 15. The Bodenstein number Boa for the measurement cell can be determined from the measured dispersion <jfk and the integral residence time TEk by the equation;
BoUc
BoIk
-[l-exp(-BoUc)]\>h=Ti Ek
(17)
120
Bo,,
A cr^; A T Ek
H
AT
(a)
(b)
Fig. 15. Values determined from the impulse answer of the whole system (a) and of the measurement cell only (b).
The signal from the delta function at section 1, Fig. 15 is independent of the measurement cell, but cannot be measured without it. After Bishoff [85] the change of the dispersion and of the residence time because of the measurement cell can be described by the equations:
• +
BoIk
(18)
4 exp(-BO
Lk
exp(Bou )-5]\
and
=
tJl—J—[l-exp(-Boa)i. [ Bon J
(19)
The values of 4 and Bon are obtained by the measurements with the measurement cell using equations (17) and (18). The values of tSk, AtEk
cr^,
and A<j2tk for the measurement cell, shown in Fig. 14, are presented in Fig. 16.
121
\ \
\ \ \ -X-\\ * \\ A\ s1
"b t of s
\
i
N*
JtP
4
«8K)'J
<
I
I
I'
L, nf/frrfs) If
Fig. 16. Experimental data for Tgk,ATEk, in Fig. 14.
3
(20) (21) For a S function initial signal after Van der Laan [75], the dispersion and the a¥erage residence time can be determined also using the following equations.
BoL
Bo]
[l-exp(-BoL)]+ (22)
122
and
(23)
where /? = —f-, and Dc is the axial mixing coefficient in the measurement cell.
A,
The equations presented above give the possibility to determine the Bodenstein number for the liquid phase by means of an iteration procedure. For determination of fi, it is necessary to carry out an experiment for obtaining the value of Bodenstein number for the cell only. The investigations are carried out on the same installation but without the cylinder with the packing. The value of fi can be calculated [74] by the equation:
(24)
4 is the way of the liquid phase in the measurement cell in m; Tm~ measured average integral residence time for the system packing and measurement cell, s; T Ek ' ^v^rage integral residence time for the measurement cell, s; Boifc - Bodenstein number for the measurement cell. The average integral residence times ( r ^ a n d TSk) can be determined by the equation:
]t.C(t)dt JO
(25)
x
\C(t)dt
123
The problems with the measurement cell can be eliminated using a radioactive substance as tracer. The difficulties connected with the radioactivity are usually greater. 2,1.2.3.2. Axial mixing in the gas phase As already mentioned, the gas phase flow in a packed bed column is closer to the piston flow conditions than the liquid flow. That is why the effect of the axial mixing in the gas is many times smaller and taking it into account is not so important. Nevertheless, the information about this phenomenon is substantial. Since the gas velocity is significantly higher than the liquid one, the influence of the residence time in the measurement cell in this case is more important. That is why the usual analytical methods for measuring the tracer concentration are not appropriate, and the best possibility is to use as a tracer a radioactive substence, fed in the gas phase before entering the column. The data of the end concentration are processed in the same way as in the measurement of the axial mixing coefficient in the liquid phase. The radioactive method and its application are described in details by Blet et al. [110s 111]. For example in [111] the gas phase is marked with 2 mCi argon 41 isotope. Due to the fast phenomena occurring in the column, the sampling period is reduced to 10 ms for the first 30 s of the experiment. It must be mentioned that the quantity of radioactive argon injected in the air flow is very small and does not change the total partial pressure of argon and its quantity initially dissolved in water. 2.1.2.4. Determination of the mass transfer coefficients As already mentioned the mass transfer coefficients used for calculations in chemical engineering are rather parameters in the calculation model than physical values. That is why speaking of methods for determination of these coefficients we should distinguish methods for determination of the mass transfer coefficients for the piston flow model and for the diffusion model. Since for the latter model these coefficients are connected with the axial mixing coefficients in gas and liquid phase, the methods for their determination are discussed after the methods for determination of the axial mixing coefficients. All methods for determination of the mass transfer coefficient give the possibility to obtain directly only its product with the effective surface area. In principle, there are methods for determination of more than one performance characteristics of the packing by one and the same type of experiment, using optimization procedures. These are, for example, the gas- and liquid-side mass transfer coefficients, or these coefficients and the axial mixing coefficients for gas and liquid phases. To increase the accuracy of the
124
experiment, it is more expedient to use methods giving the possibility to obtain the necessary value only by one experiment. 2.1.2.4.1. Mass transfer coefficient for the piston flow model 2.1.2.4.1.1. Liquid-side controlled mass transfer coefficient As systems for obtaining the liquid-side partial mass transfer coefficient, all processes of absorption or desorption of poorly soluble gases in pure liquid can be used. So for example at the beginning of the investigations in this area, to examine the influence of the diffusivity on the volumetric mass transfer coefficient, Sherwood and Holloway [67] used 02, CO2, Ar and He. From point of view of convenience and accuracy of the experiment, CO2 desorption from water is the best of these systems. For determination of the liquid-side mass transfer coefficient, the experimental installation (Fig, 2) can be used. The liquid from the bottom of the column (7) enters the pump (22) and thought pipe (23) enters in the upper part of the head tank (25). In the vertical part of the pipe (23) the liquid is saturated in CO2 entering from the bottles (27). (The respective pipe is not shown in the figure). In (25) the liquid is separated from the gaseous CO2 and through the pipe (24) and rotameters (18) enters the liquid phase distributor (8) of the column (7). The superfluous liquid overflows trough pipe (13) in the bottom of the column. The gas (air) from the ventilator (1) measured by the diaphragm (2) and its differential manometer (4) enters the column (7), As well known, under the loading point the gas velocity does not influence the liquid-side controlled processes. A proper velocity value is about 0.5 m/s Samples for analysis are taken at A u and Au- The analysis can be made by means of modem analysers, or by transforming CO2 into NaHCOj, and applying the well known analytical methods of Winkler [68], to obtain the initial CO2 concentration. Using this method samples with volume about 200 ml are taken in flasks full right up. In a sample about 2 ml 0,2 N NaOH is added by a pipette on the bottom of the flask. The sample is mixed. According to the ratio of NaOH to CO2, only the first or both of the following reactions take place. CO2 +NaOH= NaHCO3
(26)
NaHCO3+NaOH = Na2CO3+H2O
(27)
According to the classical method of Winkler [68], the sample is titrated with a strong acid, for example solution of salt acid with concentration 0.1 N.
125
The titration is carried out consecutively with two indicators, &st with phenolphthalein, and second with methylorange. The reactions in titration with the first indicator are as follows: H2O
(28)
Na2CO3 + HCl=NaHCO3 + NaCl
(29)
Na2CO3 + HCl=NaHCO3 + NaCl
(30)
To increase the accuracy of the analyses it was offered [69] instead of phenolphthalein to use a mixed indicator consisting of cresol red and thymol blue [70]. The advantage of this indicator is that it changes colour in very small interval of pH, 8.2-8.4, which correspond very well to the pH of the reaction (30). In titration with the second indicator the following reaction takes place: NaHCO3+HCl=NaCl +COa +H2O.
(31)
The concentration CL of the absorbed COj in kmol/m3 can be calculated by the equation: CL= VHa2NHC/Vs.
(32)
Where VHCU is the volume of the titrating salt acid between first and second equivalence point in ml; Nffcr normality of the salt acid in g mol/liter = mol/m3; Vs- difference in ml between the volume of the sample and the volume of the added NaOH solution. It is easy to calculate that at concentration of COj in the air, usually about 0.03%, and at the given experimental gas and liquid superficial velocities, the equilibrium concentration in the liquid phase is to be neglected. Under this condition the mass transfer equation of the desorption process can be written as follows:
126
(33) '13
where G is the absorbed (desorbed) component per 1 m2 of the column crosssection per unit of time in kmol/(m2s); H- height of the packing in m; Cu and Cu - initial and end concentration of CO2 in the water in kmol/m3. To take into account the influence of the end effect AK a in Eq. (33), i.e. the mass transfer over and under the packing, instead of KLaH in equation (33), the expression KLaH' + AKta
must be used.
With this expression Eq. (33) can be written as follows:
AKia=Lln-
(34)
Kia
Writing Eq. (34) for two different values of if, Hj and H^ it can be obtained:
(35) •'U.I
and 'U.2
(36)
-12.2
where the additional indices 1 and 2 are for the first and for the second height of the packing. From Eqs. (35) and (36) it follows:
(37) 'Lll
and:
'12,2
.
127
(38)
2.1.2.4.1.2. Gas-side controlled mass transfer coefficient The best type of processes which can be used for determination of the gas-side controlled mass transfer coefficient is nonequilibrium absorption accompanied with instantaneous chemical reaction. Such processes are, for example, the absorption of NH3 in water solution of strong acids, or absorption of SO2 in NaOH or KOH. To be sure that the liquid-side mass transfer is completely eliminated, the concentrations in the gas phase have to be as low as possible and the concentration of the reagent in the liquid phase has to be higher. Taking into account the above mentioned and for reduction of the inaccuracy from analytical point of view, the following concentrations can be recommended: - for acid or for alkali hydroxide in the liquid 0.3N; - for NH3 and SO2 in the gas phase, about 0.2- 0.3%. For carrying out the experiments, the installation presented in Fig. 2 can be used. Under the loading point 3-5 minutes are enough to reach steady state. Because the concentrations in the gas phase are very low the mass transfer equation can be written as follows:
G = wo(CG1 -CG2)
= KGaHCai
CG2
,
(39)
where w§ is the gas velocity related to the whole cross-section of the apparatus in m3/(m2 s); and Car the initial and end concentrations of the absorbed gas in mol/m3. Because the values of CG are very low it is easy to see that instead of kmol/m3, without reducing the accuracy of the experiment, we can use the concentrations in %. Eq. (39) does not take into account the influence of the mass transfer on the surface of the drops and jets flowing before and after the packing. To obtain this end effect, investigations at two different packing heights, Hi and H2, should be carried out. Based on the results, an equation similar to that for liquid-side controlled mass transfer can be written:
128
KGa= wo(ln^--ln^)
.-(11,-11,)
(40)
and
r (41)
Here AKoa is the end effect for the gas-side controlled mass transfer and the additional indices, 1 and 2, are for the first and for the second packing height. The mass transfer coefficient Kaa in Eq. (40) is free from the influence of the end effect. Before the method of Danckwerts for determination of the effective surface area of the packings, the gas-side controlled mass transfer coefficient was measured using sublimation of naphthalene from packings covered with this material. The quantity of the sublimated naphthalene can be determined measuring the weight of the elements before and after the experiments [80] and measuring the concentration of the naphthalene [26, 81] by a spectrophotometer. Another type of a model system, used for determination of the gas-side controlled mass transfer coefficient, is evaporation of liquids (usually water) in a gas stream [82]. The disadvantage of this method is the strong dependence of the equilibrium partial pressure of the evaporated liquid on the temperature, and the fact that because of the high value of the evaporation heat, it is practically impossible to carry out the process isothermally and therefore to determine precisely the equilibrium partial pressure of the liquid. This leads to a significant error of this method, especially in comparison with that of nonequilibrium absorption accompanied by instantaneous chemical reaction. 2,1.2.4,2. Determination of the mass transfer coefficients for the equations of the diffusion model To determinate the mass transfer coefficients in a given model the experimental results have to be calculated using the same model. The method [74, 77] proper for packed bed columns for dispersion model is based on the analytical solution of Sleicher [78], and Miyauchi and Vermeulen [79]. This solution gives the possibility to calculate the concentration profile in the packing, knowing the Bodenstein numbers and the mass transfer coefficient. Using an iteration procedure, it is possible, at given initial and end concentrations, to obtain also the respective mass transfer coefficient. The
129
accuracy is higher when the process is controlled only by the side of one of the phases. The method gives also the possibility to calculate the mass transfer coefficient for the diffusion model with the corresponding data from the piston flow model. 2.1.2.5. Wetted and effective staface area of the packing The effective surface area ae is the suffice area of the packing per 1 m3 of its volume, effective for the mass transfer processes. Because it is related with the wetted area of the packing am both values are usually considered together. Their dimension is m /m3 or m"1. Actually, there are some significant differences between these two values, namely: 1. Not all the wetted surface area is effective for the mass transfer processes. It is well known that a part of the wetted area is not movable first of all because of capillary forces at the places of touching of neighbour packing elements. After saturation the immovable area does not take part any more in the mass transfer process and should not be taken into account in calculation of the apparatuses. 2. The surface area of the drops and jets trickling in the free volume of the packing is not a part of the wetted area, but in some cases it is a significant part of the effective surface of the packing. For example the effective surface area of Holpack, a packing of horizontal sheets of expanded metal, is up to three times larger than its specific surface area [19]. The effective surface area of the Raschig Super Rings No 3 is also more than two times larger then their specific surface area, which is 74.9 m2/m3. Both wetted and effective surface areas depend on the wettability of the material of the packing, the liquid properties and especially the surface tension, and on the liquid superficial velocity. Over the loading point, they depend also on the gas velocity. Some of the methods used to determine the wetted and the effective surface area of the packings are presented below. 2.1.2,5.1, Colour method According to this method [13, 104, 113-115], the liquid phase is coloured with a substance able to colour the packing elements. After every flow rate the packing is taken out and the coloured surface area is measured. Because the liquid streams in the packing change their direction, the coloured surface area is some greater than the actual surface area in a given moment. Another disadvantage of the method is the great labour consumption. That is why nowadays the method is not of importance.
130
2.1,2.5.2, Methods based on determination of the holdup The method [1, 16, 24] is based on the acceptance that the whole quantity of liquid in the packing is distributed in the form of a liquid film, and the thickness s of this film can be determined by the theoretical equation:
S=3
(42)
where L{ is the ratio of the liquid superficial velocity to the wetted perimeter of the packing in 1 m2 cross-section equal to aw; juL is the liquid dynamic viscosity in Pa.s, and pL is its density in kg/m3. Otherwise, at these conditions the liquid holdup can be determined by the equation: Hd = aws
(43)
where s is the thickness of the liquid film on the packing. From Eq. (42) and (43) it follows:
(44) or
aw=Hd
(45)
The disadvantage of this method is that equation (42) is theoretically obtained only for a vertical film and hence it is only an approximation for the real packings. 2.1.2.5.3. Method using sublimation of naphthalene According to this method [25, 26] the packing elements are made of naphthalene or are covered with it by immersing in melted naphthalene. The experiments are carried out by sublimating the naphthalene in two steps, first
131
from dry packing, and second from irrigated packing. In both cases the sublimation is a gas-side controlled process. In the first case the whole surface area of the packing takes part in the mass transfer, in the second - only not wetted surface. From the data for the volumetric mass transfer coefficient, respectively in the first case (Kcia) and in the second case (Kasd), the wetted surface area can be obtained.
Krta
a-a,
—^— = KG2a
a
,
a,
•- = !—•a
(46)
2.1.2.5.4. Method of van Krevekn The effective surface area according to this method [27] is determined based on the assumption that over some value LQ of the liquid superficial velocity, the volumetric mass transfer coefficient, in case of a gas-side controlled processes at a given gas velocity, is no more depending on L, and ae is equal to the specific surface area of the packing. Assuming that Kg of the irrigated packing is not depending on L, from the assumption above it can be written:
*-•£"*-. a
(47)
KGah
where KGaL is the value of KQO at Lg. The main assumption of the method is true only for a packing with vertical walls made of very wettable material. That is why recently the method is used only in that case [28-30]. 2.1,2.5.5. Method using naphthalene sublimation and gas-side controlled absorption process The method is presented by Shulman et al. [31] and successfully used also by Zhavoronkov et al. [32]. According to this method the experiments are carried out in two stages, first, naphthalene sublimation, and, second, gas-side controlled process, for example absorption of NH3 in a dilute solution of strong acid or of SO2 in solution of NaOH. In both cases the concentration of the reactant in the liquid phase is not lower than 0.3 N to prevent the influence of
132
the mass transfer in the liquid. The effective surface area «e is calculated by the equation:
— =—M— a KGa0 {DG )
(48)
KGa and DG are the volumetric mass transfer coefficient and the diffusivity of the absorbed gas or evaporated liquid. KGa0 and Do are the corresponding values for naphthalene sublimation. 2.1.2.5.6. Method using data from evaporation of liquid from completely wetted packing and from absorption of very soluble gases The method [33, 34] is similar to that given above. The difference is that instead of naphthalene sublimation, the experiments are performed with evaporation of liquid soaked in a packing made of porous material. 2.1.2.5.7. Method for determination of the effective surface area from data obtained in a packed bed column and a laboratory column with spheres The method is developed in two variants differing in the kind of the laboratory column used. In the first one, this is a column with a single sphere [35, 36], and in the second - with a vertical column of spheres [37]. In both cases the mass transfer process is liquid-side controlled absorption. The method accepts that the mass transfer coefficients in a packing and on spheres are the same, and that the effective surface of the spheres is equal of their geometrical surface. Because the mass transfer coefficient depends on the hydrodynamics of the liquid phase, and the hydrodynamics - on of the form of the packing, the first acceptation is doubtful. 2.1.2.5.8. Method of Danckwerts The method of Danckwerts [38, 39] is based on the fact that in ease of absorption controlled by a fast chemical reaction in the liquid phase, the mass transfer coefficient is independent of the gas and liquid phase hydrodynamics. It can be calculated by the equation: kr= (nD)™
(49)
kr is the mass transfer coefficient in absorption controlled by a first or pseudofirst order fast chemical reaction, in m/s;
133
rj - rate constant of the reaction - 1/s; D- diffusivity of the absorbed component, CO2, in the liquid phase, m2/s. The conditions determining that the rate of the absorption is independent of the hydrodynamics of the gas and liquid phase are given by the equations: (50) and kr«mkc.t
(51)
where ki is the liquid-side controlled mass transfer coefficient, m/s; kg- gas-side controlled mass transfer coefficient, m/s; m- equilibrium constant of the absorption process, not accounting for the chemical reaction. More precise investigations [66] show that expression (50) can be replaced with: (52) Different variants of the method of Danckwerts use different types of chemical reactions. Especially proper is the absorption of CO2 from air in NaOH solution, used by many investigators [40, 41-59]. The method is practically free from disadvantages. An additional advantage is that the rate of absorption of CO2 in NaOH is a packing characteristic used some times for comparison of different packings [60]. That is why the method is described in details. In case of pseudo-first order chemical reaction in absorption of CO2 in NaOH solution, the constant rj is given by the equation: ri = rn. COM
(53)
Here r# is the rate constant of a second order chemical reaction and CQH is the concentration of the chemically active component in the solution, in our case NaOH, or more precisely, the OH ions. It has been found out [61, 62], that rn can be calculated by the equation: (54)
or
134
T is the absolute temperature of the liquid phase in K, and ju - the ionic strength of the solution. In our case ju can be calculated by the equation:
(56)
where Ct is the ion concentration and Zt is its valence. In case of absorption of CO2 in NaOH solution: +
CcNa2COS r
(57)
where Cmm and CNa3coi are the molar concentrations of NaOH and Na2 The effective surface area can be calculated as follows: 1. The flow rate of the absorbed CO2 (Go) is calculated from the mass balance GG= [VG CGin- (VG CG(J (l-CGln)f(l-CGcJ]/22.4,
mol/s5
(58)
where VG is the inlet flow rate of the gas in the column in nm'/s; CGin and Ccout - the inlet and outlet concentrations of the carbon dioxide in the gas phase in nm3/nm3; 22.4- the volume of 1 mol gas in nm3/mol. 2. The volumetric mass transfer coefficient ^ a r is determined by the equation: (59) where K^a is the volumetric mass transfer coefficient in s"1; H- packing height- m;
is the logarithmic average concentration difference of CO2 in the gas phase, mol/m3; CGmk and Caoutk- inlet and outlet CO2 concentrations in the gas phase, mol/m3;
135
The values of CGUA and Camtk can be obtained from Com and COM multiplying them by the expression: Z= {(Pa/Pa) [273.16/(273.16 +t)]}/22.4,
(60)
where Pa is the atmospheric pressure in bar; Po- normal atmospheric pressure at sea level, in bar; 273.16 normal temperature in K; t- temperature at which the gas analyses are carried out in °C; 22.4- the volume of 1 mol under normal conditions, m3/mol. The value of ACmt can be calculated by the equation: = ACm,Z,
(61)
where ACm = fCoorQW^fQa/CWI is the average logarithmic concentration difference of CO2 in the gas phase, m3/m3. 3. Because the absorption process is controlled by a first order chemical reaction, occurring in the liquid phase, the value of Go can be presented also by the equation: GG = fir.ae H.F. AQ.,
(62)
where ae is the effective surface area of the packing in m2/m3 and AQ is the average concentration difference of CO2 in the liquid phase in kmol/m3 at equilibrium with the CO2 concentration in the gas phase, not taking into account the chemical reaction with NaOH. 4. According to Henry's law: Pp=KHeCL,
(63)
where Pp is the partial pressure of the absorbed component in bars and KHe is the Henry constant in bar/(kmol/m3). Dividing both sides of equation (63) by the atmosphere pressure Pa, the following equation can be obtained: Cm=(P/PJ= Kned/Pa
(64)
or (65)
136
From equations (58)-(64) it follows: a.= K&LZKO/F*
ft.
(66)
Where from equations (66) and (59 ) it follows: ae = KGa.KHe.273.16/(Po. fr T. 22.4)
(67)
Using data from [63] and [64] the following equation is offered [40]: ^KHe=7.6Jffs.(Co^0JJ(fMm-a0mf'
(68)
From (67) and (68) it follows: ae =Kaa. 273.16/(Po TJ2,4x7,6.1(r5.(Coli)0JJ(fM87t'0M76»).
(69)
Equation (69) was used [40] for obtaining experimental data for different random packings. The values of fi, (Con)0"5 a n d t in equation (69) are calculated as arithmetical average, based on the initial and end magnitudes of each of them, 2.1.2.5.9. Method for investigation of the effective surface area at different properties of the liquid phase The above discussed methods allow determination of the effective surface area of the packings for irrigation with water or solution of similar properties. To study the effect of the liquid phase properties, the following method is proposed [83]. 1. Using the method of Danekwerts, the effective surface area is obtained. 2. By means of absorption of ammonia in dilute strong acid, or of SO2 in dilute NaOH, the gas film controlled volumetric mass transfer coefficient is determined. 3. Taking into account that the liquid phase properties for the experiments in point 1 and 2 are practically the same, from the obtained data it is possible to calculate the gas-side controlled mass transfer coefficient. 4. Investigations of evaporation of liquid with the necessary viscosity and surface tension in an air stream. The properties of the chosen liquid insure
137
equilibrium concentration, small enough to be sure that the process is gas-film controlled, and great enough to be precisely analyzed in the gas phase. 5. The mass transfer coefficient obtained in point 3 is recalculated for the different value of the diffusivity of the evaporated liquid in the gas phase, taking into account that the gas-film controlled mass transfer coefficient is proportional to the diffusivity to the power of 2/3. 6. Knowing the volumetric mass transfer coefficient obtained in point 4 and the mass transfer coefficient obtained in point 5, the effective surface area can be obtained. 2.1.2.5.10. End effect of effective surface area Similarly to the liquid holdup, the effective surface area has also its end effect. In this case it is the surface of the drops and jets over and under the packing. Calculating the value of ae using for example Eq. (69), we take into account also the end effect. Practically, at a given value of the packing height Hi the real end effect can be obtained by the equation: (70)
where ae/ is the effective surface area calculated using Eq. (69) at a height Ht without correction for the end effect, ae is the real effective surface area and Aethe end effect. In the same way for experiments carried out with another packing height Hi, quite smaller than Hi, it can be written (71) ae2 is also the effective surface area calculated using Eq. (69) at a height Hi without correction for the end effect. From the two equations the real value of ae can be obtained: a
H a
e
=
' "-H'a*
H,-H2 From Eq. (70) it follows:
(72)
138
A,=Hlael-Hla.
(73)
2.1,2.5.11. Comparison of the methods for determination of the effective surface area The comparison of the methods for determination of the effective surface area of packed bed columns shows that the best of them is the method of Danckwerts [39], and especially the variant with absorption of CO2 in solutions of NaOH (or KOH). Good results are also obtained using the method of Schulman [31]. It was found [40] that the results obtained using both these methods are practically the same. The comparison is made at comparatively low liquid superficial velocities when the effective area of the jets and drops in the packing void fraction can be neglected. This is important mentioning because an investigation with modern packings carried out at very high liquid superficial velocity, up to 200 (m2/m2h) [5] shows, that the effective surface of the packing is quite greater, up to two times, than its specific surface. It is clear that no method, based on the wetted or effective surface of the packing elements, can be useful for predicting the effective area of the packing at such conditions. That is, the only method useful for all hydrodynamic regimes in packed bed columns is that of Danckwerts [39]. Nevertheless, at low liquid superficial velocities the other methods, like those of van Krevelen et al. [27], and Shulman et al. [31], can be also used. The methods for determination of the wetted surface area do not have now any practical importance. New information about the problem connected with prediction of the effective surface by physical absorption, using the method of Danckwerts, is given by Last and Stichlmaier [102,103]. Their investigations are carried out with one and the same packing and liquid superficial velocity for absorption accompanied by two different chemical processes. The first of them is absorption of CO2 from air in 1 N KOH solution (the Danckwerts method), and the second - absorption of CO2 in water solution of methyldiethanolamin (MDEA). The authors [102,103] show that the effective surface area determined by the first reaction is up to 5 times greater than in case of physical absorption. In case of CO2 absorption in MDEA, the difference is 50%. In their investigations Last and Stichlmaier [102-103] used own results [105, 109] for determination of mass transfer parameters in chemical absorption. The big difference in the effective surface for different processes is explained with presence of stagnant zones of absorbent on the packing surface. In case of nonequilibrium reaction (Danckwerts method), the liquid in these zones is saturated for longer time with the absorbed gas than in case of physical absorption. This results in determination of higher effective surface area. The same reason explains also the difference in the second chemical reactions.
139
Principally the results of Last and Stiehlmaier [102, 103] are in contradiction with the investigations of Kolev [40, 50, 69, 77, 83, 108] and Kolev et al. [106, 107] which show that it is possible to use the Danckwerts method for calculation of the effectiYe surface area not only in a pilot plant but also in industrial scale. Moreover, without the assumption that the effective area is independent of the mass transfer process, it is impossible to use the principle for additivity of the interface resistance. Otherwise, it has to be accepted that the processes from the two sides of the interface pass at different effective areas. That is why it is useful to discuss in details the reason for the results obtained in the investigation of Last and Stiehlmair [102,103]. Undoubtedly, the difference in the rate of saturation of the stagnant zones exists and has its influence on the experimentally determined effective surface in a packed bed column. At the same time, without doubt, such an effect can be important only in ease of extremely small ratio of the effective to the total surface. Last and Stiehlmair [102, 103] carried out their experiment with Mellapak 500Y, i.e. a packing with a very large specific area, equal to 500 m2/m . At the same time the liquid superficial velocity is very low, only 2.63 m3/(m2h), i.e. 5.26 liter/h per 1 m packing perimeter. Under such conditions only a very small part of the packing specific area is wetted. Of course, just under these conditions the investigated effect can be best demonstrated. But just at this condition it is not possible to determine the influence of the stagnant zones on the mass transfer in an industrial packed bed column operating at usual liquid superficial velocity. Perrin et al, [112] described a flexible pilot plant installation to evaluate the performance of different packings using dynamic methods. 2.2. Investigations using hot stand The investigation at cold stand gives the possibility to determine the effective packing surface area, the mass transfer coefficients for gas phase and liquid phase controlled process, and also such hydrodynamic parameters as pressure drop, liquid holdup, loading and flooding points, and Peclet number for the gas and for the liquid phase. Though it is possible when knowing all these values to calculate an hidustrial column, the calculation needs knowing different physical- and -chemical properties of the system, and first of all the diffusion coefficients. That is why in many cases it is easier to obtain the necessary height of a mass transfer unit or the height of a theoretical plate not by calculation but by a direct experiment. As shown later in Chapter 8, with a proper liquid phase distributor of the industrial apparatus and when avoiding the effect of the liquid spreading to the column wall, it is possible to prevent the scale effect. That is, it is possible to transfer the results from the laboratory (pilot plant) experiment
140
directly to the industrial apparatuses. That is why even with a refined calculating procedure, the use of experimental data for rectification obtained at hot stand remains an important problem. In Fig. 17 the technological scheme of the installation of Prof. Billet, taken from [86] is presented.
Fig. 17. Installation for rectification experiments at the laboratory of Prof. Billet [86] at Ruhr University.
141
To prevent the condensation of vapours in the impulse lines connecting the column with the manometers, respectively the differential manometer, small coolers are used. The electric reboiler ensures evaporation of the liquid and obtaining of vapour. The vapour flow rate is regulated by the consumed electric power. Cooled samples are taken from the bottom and the top of the column. Mixing the reflux after the reflux condenser with the liquid from the column bottom, it is possible to carry out the experiment without using a big tank. The rotameters after the pump and the corresponding valves give the possibility to regulate the flow rate of the inlet liquid in the distributor and also the composition of the reboiler inlet For this type of installation the liquid phase distributor can be simple perforated-pipe distributor, Fig. 18, capillary distributor, Fig. 19, profiled-slot distributor, Fig. 20, and other devices. The distributor presented in Fig. 5 used for cold stand investigations is also proper for hot stand if there is a need of liquid superficial velocity changing in a wide range.
—©
© I
'
dc=450 mm d =300 mm
Ns=7301 /m a N=13501/m a
d=220mm
N=21501/m 2
Fig, 18, Perforated-pipe distributor for pilot columns [86].
142 dc=22Q mm
N,=21501/m 2
Fig. 19. Capillary distributor for pilot columns [86].
dc=450 mm
N,=24001 / m 2
Fig. 20. Proflled-slot distributor for pilot columns [86].
N,=3801 /m 2
143
Ni in Figs. 18-20 is the number of drip points per mz. Because the experimental installation operates at condition of a total reflux, the operating line coincides with the diagonal in the X-Y diagram, Fig. 9, Chapter 1. The number of mass transfer units and the number of the theoretical stages can be determined according to paragraph 1.5.4.2.3. Physical properties of some test systems, largely used for experiments in hot stand, are presented in Table 1 [86].
Table 1. Physical properties of some test systems largely used for experiments in hot stand System
P
PG
%xl0s
PL
v £ xl0 8
mbar
kg/m3
H1 2 /S
kg/m3
m2/s
1000
1.30
8.5
738
0.52
Ethanol/water
1000
1.29
8.4
791
0.50
Chlorobenzene/ethylbenzene
33
0.14
46,0
963
0.60
CMorobenzene/ethylbenzene
67
0.27
28.9
949
0.52
Chlorobenzene/ethylbenzene
133
0.51
15.9
926
0.54
Chlarobenzene/ethylbenzene
266
0J6
8.8
905
0.39
Chlorobenzene/ethylbenzene
532
1.8
4.9
886
0.34
Chlorobenzene/ethylbenzene
1000
3.28
2.9
866
0.30
Toluene/n-octane
100
0.35
20.8
839
0.52
Toluene/n-octane
133
0.46
16.4
833
0.49
Toluene/n-octane
266
0.90
8.5
763
0.43
Trans-/eis- Decahydronaphtalene
13
0.06
105.8
844
1.24
1,2 Diehloroethane/toluene
1000
3.22
2.9
924
0.38
Ethylbenzene/styrene
133
0.48
15.9
833
0.45
Methanol/ethanol
Nomenclature
- attenuation; a- packing specific surface area, m2/m3;
144
ae- effective specific surface area of the packing, m2/m3; Boc- Bodenstein number for the measuring cell. BOQ- Bodenstein number for the gas phase; rrj
BoL =
r - Bodenstein number for the liquid phase; Hd.DL CG1 and CGr the initial and end concentrations of the absorbed gas in mol/m3; COH- concentration of OH ions; CLi and Cu - the initial and end concentration of CO2 in the water in kmol/m3; C\t)- concentration (or conductivity) of the tracer after the packing as a function of the time t measured from the moment of feeding of the tracer in form of a S function; CE - conductivity of the liquid without tracer, S/m; D- diffusivity of the absorbed component, CQ2, in the liquid phase, m2/s; DL - axial mixing coefficient, m2/s; Dc - axial mixing coefficient in the measurement cell, m2/s; d- diameter of the orifices in m;. g- gravity constant, m/s2; H- packing height, m; Hc~ pressure drop as a column of liquid in m; Ha- liquid holdup; Io and I- gamma-ray passing through a medium, before and after the absorption of the radiation flux by the medium, counts/s; Hae - end effect in the measurement of the liquid holdup; Kca- volumetric mass transfer coefficient for the gas phase -1/s; k? - mass transfer coefficient in absorption controlled by a first or pseudo-first order fast chemical reaction, in m/s; kL - liquid-side controlled mass transfer coefficient, m/s; kc - gas-side controlled mass transfer coefficient, m/s; L- liquid superficial velocity, m3/(m2s); /- length of the attenuating medium, m; 4- the way of the liquid phase in the measurement cell in m; m- equilibrium constant of the absorption process, not accounting for the chemical reaction; Nj~ number of drip points per m2; Pa- atmospheric pressure, bar; PQ- normal pressure, bar; Pea- Peclet number for the gas phase;
145
PeL = —— - Peclet number for the liquid phase; aH rr rate constant of the reaction, 1/s; ra - rate constant of a second order chemical reaction, m3/(s.mol); V- liquid flow rate trough each of the orifices of the distributor, m3/s; V] and Vj- volumes of the liquid measured for the two experiments in measuring the end effect of the liquid holdup, m3; Vpi and Vpj- corresponding to Vj and Fj volumes of the packing, m3. Greek letters
a2 - dispersion of the tracer retention time; T - time measured from the moment of feeding of the tracer in the form of a
References 1. D N . M . Zhavoronkov, Hydrodynamics and heat transfer in scrubbers, Sowetskaia nauka, 1944 (In Russian). 2. D. Elcnkov, N. Kolev,, Bulgarian Academy of Scienses, Communications of the department of chemistry, 3, (1965) 119 (in Russian). 3. N. Kolev, R.Daraktschiev, Verfahrensteehnik, v.7, No 7 (1973)214. 4. O. Schneider, J. Stichlmair, ,,Maldistribiitian in Packed columns", European Congress of Chemical Engineering 2001 ECCE 3,26-2S Jun 2001, Nuremberg. 5. N. Kolev, Sv. Nakov, L. Ljudcanov, D. Kolev, Chem. Eng. And Proces. 45,6(2006) 429 6. V. Kolar, Private communication 7. N. Kolev, G. Paskalev, Comunications of the department of chemistry, Volume X, Nr 2(1977)200-207(in Russian), 8. Hobler, R. Krupieka Chem stosow. 5(1955)232. 9. J. G.Selinskii, W.W. Kafariv. J. of Applied Ghem. 35 (1962) 1989{In Russian). 10. W.W.Kafarov, Bases of mass transfer, Moskwa, 1962 p 376 (In Russian). 11. H. L. Shulman, C. F. Ulrieh, N. Wells; AIChE Journal, 1, Nr. 2 (1955)247; Shuhnan, C. F. Ulrich, N. Wells, A. 2 . Proulx, AIChE Journal, 1, Nr. 2 (1955)259. 12. N. M. Zhavoronkov, I. A. Gildenblat, W. M. Ramm., Tr. Mosk. Khim. Techn. Inst, 40 (1963)19-34 (in Russian).
146 13. 14. 15. 16. 17. 18. 19. 20. 21. 22.
G. Bolshakov, A. T. Grinevich, Chim. Mash.,No 3(1962)14. W. Jesser, I C . Elgin, Trans Amer. Inst. Chem. Eng. 39, Nr 3(1943) 277. J. C. Elgin, F. B. Weiss, Ind Eng. Chem., 31, Nr 4 (1939) 435. N. M. Zhavoronkov, Chim.Prom. Nr 10 (1949) 298 (In Russian). N. Kolcv, D.EIenkov, MitteiLd.InstAllgem.Anorg.Chem.-Bulg.Akad.Wiss., v.3 (1965) 97. G. Mayo, T.C. Hunter, A. W. Nash, J. Soc. Chem. Ind., 54, Nr 46 (1937) 375T. S. Fujita, S. Sakuma, Chem. Eng. (Japan)18, No 10(1954)64. H. Xikita, T. Kataoka, Chem. Eng. (Japan), 20, No 10 (1956)528. K. Onda, T. Okamoto, H. Honda, Chem. Eng. (Japan), 24, No 7 (1960)490. T. Grinewich, PHD Thesis of the polytechnic Inst of Donezk (1962). G. Bolshakov, A. T. Grinewich, Chim. Mash. No 3, (1962)14 (in Russian) 23. T. Bolshakov, Grinewieh, Nauchnie zapiski odeskogo politechmcheskogo institute, 32, 3(1961) 12.40,15(1962)20 (in Russian). 24. S. S. Grimley, Trans Inst. Chem. Eng. (L), 23 (1945) 22S. 25. H. L. Shulman, J. J. De Houft Ind. Eng. Chem., 44, No 8(1952)1915. 26. H. L. Shulman, C. F, Ulrich, A. Z. Prouk, J. O. Zimmermann, AIChE Journ. 1, No 2, (1955)253. 27. D. W. Van Krevelen, P. J. Hoftjzer, C. J. Van Hooren, Rec. Trav. Chim. 66, (1947)513. 28. Sv. Nakov, N.Kolev, Chem. Eng. and Process, 33 (1994) 443. 29. N. Kolev, E. Razkazova-Velkova, Chemical Engineering and Processing 40 (2001) 471, 30. N. Kolev, E. Raskasova, P.Lozanov, Chem. Eng and Process. 43,1(2003) 1. 31. H.L. Shulman, C. F. Ulrich, A. Z. Proulx, J. O Zimmerman, AIChE Journal 1, Nr 2 (1955) 253. 32. N. M. Zhavoronkov, I. A. Giidenblat, W. M. Ramm, Trudi MXTI, 40, Nr 5 (1963) 19 (In Russian). 33. J. Weisman, C. F. Bonilla, Ind Eng, Chem, 42, Nr 6 (1950) 1099. 34. F. Yoshida, T. Koyanagy, AIChE. Journal, 42, No 3(1950)1099. 35. H. Hikita, T. Kataoka, K. Nakanischi, Chem. Eng. (Japan), 24, No 1(1960)2. 36. H. Hikita, Y. Ono, Chem. Eng. (Japan), 23, No 12(1959)808. 37. F. Yoshida, T. Koyanagy, Ind. Eng. Chem., 59, No 3(1958)365. 38. P. V. Danekwerts, Chem. Eng. Sri., 22 (1967) 472. 39. P. V. Danekwerts, Chem. Eng. ScL, 22 (1967) 472. 40. N. Kolev, Verfahrenstechnik, 7, No 3 (1973) 71. 41. M. M. Sharma, A. S. Jhaveri, Chem. Eng. ScL, 24 (1969) 189. 42. G. M. Richards, G. A. Ratcliff, P. V. Danekwerts, Chem. Eng. Sci., 19 (1964) 325. 43. W. Heinrich, "Zur vorausberechnung des Benetaingrades in Fuellkoerperkolonnen", Dissertation, TO, Merseburg, DDR, (1971). 44. E. Krell, Heinrich W., Chem.Teehnik, V.29, No 11 (1977) 615. 45. S.S. Puranik, A, Vogelpohl, Chem.Eng.Sei.,29 (1974) 501. 46. V, Linek, Z, Krivsky, P. Hudec, Chem.Eng.Sci,, 32 (1977) 323, 47. H. M. De Brito, U.von Stokar, A.Mendez Bangerter, P.Bomio, IndEng.Chem.Res, 33 (1994)647. 48. H.Brauer, Grundlagen der Einphasen- und Mehrphasenstoemungen, Sauerblaender, Aarau, (1971). 49. T. Weimer, K. Schaber, Chem, Tech., 48, Nr5 (1996) 237. 50. N. Kolev, Verfahrenstechnik, 8, No 5 (1974) 145. 51. R. Pochorecki, Proceed. Intern.Summer School, Warsaw, 17-24.09.( 1978) 141. 52. E. Novella, G. Escudro, M. Zamorano, C.Gomez, Inter.Chem.Eng. 323, No.2 (1992) 292. 53. Gianetto, S. Sicardi, Quad. tag. Chim. ItaL 8, No.6 (1972) 181. 54. J. M. P. Guillen, M. A, O. Pilarch, F. L. Mateos, Ing. Quim (Madrid), No 14 (1982) 179. 55. S. Jhaveri, M.M. Scharma, Chem. Eng. Sci., No.23 (1968) 669.
147 56. 57. 58. 59. 60.
H. Josten, P.V, Danckwerts, Chem. Eng, Sci., 28 (1973) 453. W.K. Lee, Y. H. Kim, Hwahak Konghak ( J Korean Inst. Chem. Eng.) 55 (1977) 13. V. Linek,V. Stay, V. Maehon, Z. Krivsky, Chem. Eng. Sci. 29 (1974) 1955 V. Linek, P. Petricek, P. Benes, R. Braun, Chem. Eng. Res. 62 (1984) 13. R. Perry, D. W. Green, Pery.s Chemical Engineer's Handbook, Me Grow-Hill Companies, 1999. 61. R. A. T. O. Nysing, H. Kramers, Chem. Eng. Set, 8 (1958) 81. 62. R. A. T. O. Nysing, R. H. Hendriksz, H. Kramers, Chem. Eng. Sci., 10 (1959) 88. 63. D. Roberts, P. V. Danckwerts, Chem. Eng. Sci., 17 (1962) 961. 64. K.O. Pavlov, P.G. Romankov, A. A. Noskov, Examples and problems to processes and apparatuses of the chemical technology, Chemistry, Leningrad, 1969 (In Russian), 65. P. V. Danckwerts, A. M. Kennedy, D. Roberts, Chem. Eng. Sci.» 18 (1963) 63. 66. M. M. Sharma, P. V. Danckwerts, Chem. Eng. Sci,, 18 (1963) 729. 67. T.K.S.Sherwood, F.A.L. Holoway ,Trans. Am. InstChem. Eng.,36 (1940) 39. 68. N. Penehev, B. Zagorchev, Textbook of analitical chemistry, Sofia, Technika, 1963 (In Bulgarian). 69. N. Kolev, Chem. Ing.Technik,v,48, No 12 (1976) 1105. 70. Spravochnik himika, 1965, Himia, v.4 p. 367 (In Russian). 71. O. Levenspiel, Chemical reaction engineering, Jon Wiley and sons, Inc., New YorkLondon.1965. 72. J. Villermaux,W.P.M Van Swaaij, Chem. Engng. Science 24 (1969) 1097. 73. D. Eienkov, N. Kolev, Chem. Ing. Technik, v.44, No 13 (1972) 845. 74. N. Kolev, Kr.Semkov, Verfahrenstechnik, v.17, No 8 (19S3) 474. 75. E. T. Van der Laan, Chem. Eng. Sci., 7 (1958) 187. 76. F. De Maria, R. R. White, A.I.Ch.E. Journal, 6,3 (1960) 473. 77. N. Kolev, Kr. Semkov, Bulgarian Academy of Sciences. Communications of the department of chemistry. 2, XU, Nr. 2 (1979) 291 (in Bulgarian). 78. C.A. Sleicher, Ai.Ch.E. Journal, 5 (1959) 145. 79. T. MiyaueM, T. Vermeulen, Ind. Engng. Chem, Fundam,, 2,2 (1963) 113. 80. M. E. Aerov, N. N. Umnik, Jurnal of technical physic, 26, Nr 6 (1956) 1233. 81. N. M. Zhavoronkov, I. A. Gildenblat, W. M. Pamm, Zhurnal Prikladnoi Chimii 33, No 8 (1960) 1790; Trudi MXTI, 33(1961) 52.(In Russian). 82. R. G. Taecker, O. A. Hougen, Chem. Eng. Progr., 45, No 3(1949) 188. 83. N. Kolev, Verfahrenstechnik, v.8, No 5 (1974) 145. 84. N. I. Gelperin, W. L. Pebak, A. I. Kostanian, Flow structure and affectivity of apparatuses in the chemical industry, Chemistry, Moscow, 1977. (in Russian). 85. K. B. Bishoff, Gas-liquid reactors, McGan Hill Book Company 1970. 86. R. Billet, Packed Towers in Processing and Envronmental Technology, VCH, Weinheim, New York, Basel 1995. 87. F. Yin, A. Afecan, K. Nandakumar, K. T. Chuang, Chem. Eng. And Process., 41 (2002) 473. 88. W. P. M. van. Swaaij, J. C. Chaepantier, J. Villlermaux, Chem. Eng, Sci. 24(1969) 1083. 89. Bennett, F. Goodridge, Trans. IchemE 48(1970) T232. 90. N. Schubert, J. R. Lindner, R. M. Kelly, AICHE J. 32(1986)1920. 91. K. B. Kushbalkar, V. G. Pangarkar, Chem. Eng. Sci. 45(1990)759. 92. D. Toye, P. Marchot, M. Grine, A. M. Pelsscr, G. L'Homme, Chem. Eng. Process. 37(1998)73. 93. M. J. Fulham, V. G. Hulbert, Chem, Eng. Prog. 71(1975)73. 94. W. A. N. Servance, Chem. Eng. Prog. 77(1981) 38. 95. W. A. N. Servance, Chem. Eng. Prog. §1(1985) 48. 96. M. E. Harrison, Chem. Eng. Prog. 86(1990) 37.
148 97. 98. 99. 100. 101. 102. 103. 104. 105. 106. 107. 108. 109. 110.
111. 112. 113. 114. 115.
D. Bowman, Chem, Eng. Prog. 87(1991) 25. J. D. Bouman, Chem. Eng. Prog. 89(1993) 34. M. Perez, R. Duarte, L. Fless, Oil Gas J. 97(1999)44. Z. C. Wang, A. Afaeatt, K. Nandakumar, K. T. Chuang, Chem. Eng. Process. 40(2001) 209. P. Marehot, D. Toye, A.-M. Pelsser, M. Crine, G. L'Homme, AIChE Journal 47 No 6 (2001)1471. W. Last. J. Stiehlmair, Chemie Ing. Techn. 73(2001)13. W. Last. J. Stiohlmair, Chem. Eng. Technol. 25(2002)1075. K. Gnda, T. Okamoto, H. Honda, Chem. Eng.(Japan), 24, No 7 (1960)490. W. Last, J. Stiehlmair, Chemie Ing. Teehn, 72(2000)1362. N. Kolev, R, Darakchiev, L. Kolev, Energetika, v. 24, No 10 (1973) 15-19, (In Bulgarian). N. Kolev, R, Darakchiev, L. Kolev, Teploenergetika, No 8 (1975) 91 (In Russian). N. Kolev, Chem.-Ing.-Techmk, v.47, No 16 (1975) 685. W. Last, J. Stiehlmair, Chem. Eng. Technol. 25(2002)385. V. Blet, C. Chaussy, F. Narp, X. Vitart, R. Vincent, Application of radioactive tracers for the study of ventilation in industrial premises, Proceedings of The Ist European Congress on Chemical Engineering, Vol. 3(1997)2287. V. Blet, Pchweich, Chem. Eng. Sci. 54(1999) 91. S. Perrin, S. Chaudorne, C. Jaliut, J. Lieto, Chem, Eng. Sci. 57(2002) 3335. G. Mayo, T. C. Hunter, A. W. Nash, J. Soe. Chem. Ind. 54, No 46 (1937)375T. S. Fujita, S. Sakuma, Chem. Eng. (Japan), 18, No 2(1954)64. H. Hikita, T. Kataoka, Chem. Eng.(Japan), 20, No 10(1956)528.
149
Chapter 3
Industrial packings The most important part of a column is its packing. In this chapter the industrial packings for column apparatuses are considered. Some experimental data for their performance characteristics are presented and equations for calculating these values are given. A comparison between some important packings is also presented. The chapter is written based on the data published in the literature including the prospectuses of some producers of highly effective packings. The investigations of Billet and his team [94,170-174,177, 223, 231238] and these of the author's team are largely used. 3.1. Requirements of the mass transfer theory to the packing form From economical point of view the good packing must insure low capital investments and low operating costs. The capital investments are connected with the intensity of the mass transfer processes in the packing, the operating costs - first of all with its pressure drop. As a measure of the mass transfer intensity, the quantity of substance transferred in a unit of packing volume per unit of time can be used. The possibility to increase this quantity is easy to be seen from the basic equation of mass transfer in packed bed columns, Eq. (136), in Chapter 1, written again below. G = KGaeVpAG=KlaeVpAl,
(1)
where G is the quantity of the transferred substance per unit of time, Kcsnd KL the overall mass transfer coefficients for gas- and liquid-side controlled mass transfer, ae- the effective packing surface area, Vp- the packing volume, AQ and AL- the driving forces of the mass transfer process calculated by the concentration of the gas, respectively of the liquid phase. From the equation follows that to increase the value of G for a unit of packed volume Vp, at least one of the values Kg (or KL), ae, and AG (or AL) must be increased.
150
Because the overall mass transfer coefficients increase with the partial mass transfer coefficients, the increasing of the efficiency of the packing is connected with the increasing of its partial coefficients. For each industrial apparatus the flow rates of the gas and liquid phases are preliminary fixed. In case of uniform distribution of the phases over the cross-section of the column, these values determine completely the average concentration difference. That is why the driving force cannot be used for intensification of a given process in a good column with uniform distribution of the phases. The problems of the uniform distribution are discussed in Chapter 8. The values of the partial mass transfer coefficients ka and feand of the effective surface area ae depend on the physico-chemical properties of the system, the velocities of the flows, and the form and dimensions of the packing. Because the physico-chemical properties are connected with the system for which the apparatus is designed, their change cannot be used for intensification of the processes in this apparatus either. The increasing of the gas and liquid velocities leads to strong increasing of the respective partial mass transfer coefficients and of ag9> and this increasing is not only limited by the loading and flooding points but also leads to strong increasing of the pressure drop, namely of the energy loss. That is why for every technological process and type and dimension of the packing, the gas and liquid velocities optimal from economical point of view are firmly determined. Therefore, the only possibility for significant intensification of the processes in the packed bed column is the changing of the oldest, not so effective packings, with new more effective constructions. Thus the problem for intensification of the packed bed columns is usually transformed to a problem of creating of new more effective packings and their proper selection for every concrete technological process. The models, discussed in Chapter 1, of the elementary act of the mass transfer processes are able to predict the mass transfer coefficient only for a limited circle of hydrodynamic regimes and types of interface, which are usually far away from the conditions of the industrial packed bed columns. Nevertheless, they allow tracing the ways for creation of new, more effective packings. According to the models of Higbie [1], Danckwerts [2], and Kischinevsky [3], the increasing of the mass transfer coefficient is connected with the reduction of the average contact time on the interface. This time decreases with increasing of the flow velocity and with reduction of the length of the liquid film, respectively the length of the packing element on which the film is flowing down. The model of the diffusion boundary layer [4-7] also leads to the same conclusion. According to this model, both the increasing of the flow rate and the
151
reduction of the length of the film lead to reduction of the diffusion layer and in this way to increasing of the mass transfer coefficient. Consequently from the point of view of the mass transfer theory, the intensification of the packed bed column can be achieved in the following two ways: 1. Creating packings which allow operation at high gas and liquid superficial velocities at small hydraulic diameter of the packing; 2. Creating packings which promote frequent breaks of the liquid film, and coalescence and break of the drops and jets in the packing free volume. From economical point of view the packings must have also low pressure drop, low price, corrosion stability, and so on. Usually the packings are compared on the base of their pressure drop per one mass transfer unit as a function of FG:
NTUG
= f(FG)-
(2)
A more useful comparison is presented by Elenkov et al. [144], given principally in Fig. 1. Kca at the abscissa of the figure is reverse proportional to the packing volume of the column. The ordinate
HTUG is the pressure drop per one mass transfer
unit. For a given process it expresses the pressure drop independent of the height of the packing, but dependent on its type. It is easy to see that of the two lines for different packings in these coordinates, the line No. 1, Fig. 1, corresponds to the packing with higher pressure drop at a given volumetric mass transfer coefficient, and lower mass transfer coefficient at a given pressure drop. Le. the packing of line No. 2 is characterized by lower operating cost for covering the pressure drop at given capital investments, and by lower capital investments at a given operating cost. Of course, such a conclusion is true assuming that the price of 1 m3 of the column is practically the same for the compared packings. A very important possibility for intensification of the column is to use the best from economical point of view dimensions of the packing elements. It is easy to see, that the reduction of the element dimensions leads to respective increasing of the specific surface area, which leads to increasing of the effective surface of the packing. At the same time it leads to reduction of the hydraulic diameter and in this way to increasing of the gas-side controlled mass transfer,
152
and to reduction of the gas and liquid velocities at the loading and flooding points. The reduction of the packing element dimensions leads also to increasing of the pressure drop. That is why the selection of the dimensions of the packing elements can be made only through an optimization procedure, taking into account not only the process type and the concentrations of the flows, but also the loading of the apparatus.
Fig 1. Principle comparison of different packings in coordinates
NTUQ
as a function of
H
The possibility to increase the efficiency of the packing by applying the results of the mass transfer theory was proved by us experimentally in 1969 [8, 9] using ceramic 25 mm Rasehig rings whit a height equal to their diameter and also rings with smaller height of the element. The ratio of the height to the diameter varied from 0.43 to 1. The results showed [8] that the volumetric liquid-side controlled mass transfer coefficient in case of shorter elements was up to 45% higher. In case of gas-side controlled process, the increasing was up to 35%. It must be mentioned also that the reduction of the height of the elements leads not only to increasing of the mass transfer rate but also to reduction of the pressure drop, the value of which can be reduced up to 20%.
153
The effect is connected with reduction of the real way of the gas phase through the packing and therefore with reduction of the real gas velocity. It could be interesting to mention that at the same time when the above described experiments were carried out in Bulgaria, Dr. Reichelt [10] in Germany, who is the author of a good book [11] in the area of packed bed columns, came to the same idea and obtained the same results for both mass transfer coefficient and pressure drop. Since he obtained lower pressure drop for shorter packing elements, contrary to his expectation, he was not quite sure in his experimental data and delayed their publication [9]. His idea was that the pressure drop increased because of increasing of the number of changes of the flow direction per 1 m of the packing without taking into account that the real way of the gas flow is shorter for the shorter packings. The results of Kolev [8, 9] are confirmed by Ellis [340] in case of rectification and also by Rao [190] and by James Jobling et al. cited by Ellis [340] as a private communication. 3.2. Types of packings Since 1827 when Gay-Lussac has offered the first packed bed column filled with coke [12] till now, hundreds of packings of different types have been proposed and patented. At the end of 19 century the first of the ring form packings were implemented as arranged packing in sulphuric acid manufacture. Some later, in 1914, Raschig patented the well known Raschig ring [13] which was one of the most widespread packings to about the middle of 20th century, used either as random or arranged. It is characterised by equal height and diameter of the packing element. As already mentioned, a packing with a smaller height is more effective. For a long time Berl [21, 96, p. 372] and Intalox [15] saddles (Fig. 2) were also largely used. In 1953 the Pall rings (Fig. 3) were patented [16]. The existing now packings can be divided into two big groups: random and structured packings. A group of packings operating in the inversion regime over the flooding point and moving together with the liquid phase can be consider as an additional third group. These packings have very high pressure drop and are proper, first of all, for cases when the usual mass transfer processes of absorption, desorption, or rectification are accompanied with crystallization on the packing walls or with purification from dust. These types of packings are not considered in this book.
154
3.2.1, Random packings 3.2.1.1. Description of the random packings The random packings consist of elements with a given form dumped in the column over its supporting grid. By form they can be divided into rings, saddles and packings with other form. Another possibility is specification into packings with continuous surface and packings with surface divided into connected lamellas with small heights. The oldest type of elements, for example Raschig rings, Berl saddles, Intalox saddles and others do not answer the requirements following from the theory of the mass transfer processes. The first packing construction that partially corresponds to these requirements is the Pall ring [16]. In 1970 Eckert, comparing different packings largely used at this time, wrote [293] that it exceeded all other packings (Intalox and Berl saddles, and Raschig rings too). Now we can be sure that its advantage is connected just with the fact that its constraction fulfils the requirements of mass transfer theory better than that of any other packing at this time. For the last thirty years of the last century practically there is no patented random packing not corresponding more or less to these requirements. Another requirement to the lamellas of the random packing elements is that their width must not be greater than about 5 mm, at least for liquids with properties similar to these of the water. This requirement follows from the results of the experiments of Kolev and Razkazova-Velkova [242] who measured the leakage of liquid flowing on a vertical well wetted plate. It was found that at the bottom edge of the plate a long "drop" with a height of about 5 mm, in case of irrigation with water, is formed. It is able to lead away the liquid in horizontal direction without leakage. I. e., if the width of the lamellas is not greater than 5 mm, they can be completely wetted with moving liquid at extremely low liquid superficial velocity. As shown later this phenomenon can be used for creation of special structured packings able to operate at practically fully wetted surface at extremely low liquid superficial velocity. At the same time this phenomenon gives the possibility to create more effective random packmgs too. The packing elements are produced of ceramic metal and plastic. The metal usually used is stainless steel. A mechanical or chemical treatment of the plastic elements leads to increasing of their wettability. A small group of packings are made of net which is wetted significantly better than the net material itself. In some special cases of corrosive systems, carbon packings are used. Some of the most popular and widely used packing elements are presented in Figs. 2 to 5. The first two of mem, figures 2 and 3, are taken from
155
the book by Reichelt [11] published in 1974. The most of them are not in use any more. Main Forms of Cylindrie Packings
0 Pall Ring Rings with connecting strips
Mesh Ring (with and without a strip)
}—
Spiral
Pertb-Ring Spiral Rings
• Spring Spiral Expanded Metal Ring Ring with a corrugated ^surface
Fig. 2. Some ring form packing elements [II].
Main Form
Bert Saddle
Me Machon Saddle
Super Saddle
Intalox (Novalox) Saddle
Fig. 3. Some saddle form packing elements [11].
156
As packings which correspond very well to the requirements of the mass transfer theory, the following packings can be specified; Hiflow Ring, Ralu-Flow, IMTP, Nutter ring, and especially Raschig Super Ring. They are presented in Figs. 4, 5, 6, 7 and 8. Metal Packings
Mini Ring
Top Pak
Hiflow Ring
VSP Ring
Plastic Packings
Nor Pac Ring
Hackette
Hiflow Ring
SuperTorus Saddle
RBIU Ring
Pall Ring
ENVIPAC
Ceramic Packings
Hitlow Ring
Pall Ring
Intalox Saddle
Fig. 4. Typical examples of random packings taken from Billet [177],
157
Fig, 5. Geometry of metal Nutter ring [214].
Fig. 6. Metal Rasehig Supper Ring.
Fig. 7. Intalox metal tower packing (IMTP).
Fig. 8. Plastic Ralu-Flow.
The advantages of the random packings are easy production using highly effective technology and easy dumping in the column. Their great disadvantages are poor distribution of the phases over the cross-section of the apparatus in comparison to the structured packings and often higher pressure drop. The geometrical characteristics of some of these packmgs are presented in Table 1.
158 Table 1. Geometrical characteristics of some random packings after Billet [177] Packing
Pall ring
Pall ring
Material
Metal
Plastic
Size dp
N
a
E
mm
3
1/m
m /m
3
m'/m 1
50
6242
112.6
0.951
0.763
38
15772
149.6
0.952
1.003
35
19517
139.4
0.965
0.967
25
53900
223.5
0J54
0.957
15
229225
368.4
0.933
0.999
50
6765
111.1
0.919
0.698
35
17000
151.1
0.906
0.927
25
52300
225.0
0.877
0.865
2
Pall ring
Ceramic
50
6215
116.5
0.783
0.662
Muring
Plastic
50
5770
95.2
0.938
0.468
SOhydr.
7720
95.2
0.939
0.439
50
5000
92.3
0.977
0,421
25
40790
202.9
0.962
0.689
90
1340
69.7
0.968
0.276
50
6815
117.1
0.925
0.327
SOhydr.
6090
118.4
0.925
0.311
25
46100
194.5
0.918
0.741
75
1904
54,1
0.868
0.435
50
5120
89.7
0.809
0.538
35
16840
108.3
0.833
0.621
20,4 webs
110741
261.2
0.779
0.628
20,6 webs
110688
265.8
0.776
6050
82.0
0.942
0.414
82.0
0.942
0.414
Hiflow ring
Hiflow ring
Hiflow ring
Metal
Plastic
Ceramic
Hiflow ring Super
Plastic
50
Hiflow saddle
Plastic
50
NORPAC ring
Plastic
50
7330
86.8
0.947
0.350
35
17450
141.8
0.944
0,371
25, type A
52356
211.0
0.951
25, type B
50000
202.0
0.953
25, type C
47619
192.0
0.922
0.397
159 Table 1. Geometrical characteristics of some random packings after Billet [177] Packing
NORPAC ring
Bialecki ring
Material
Plastic
Metal
Size dp
J¥
cp
e
a 3
2
3
3
3
mm
1/m
m /m
25,10 webs
48920
197.9
0.920
0.383
22
69274
249.0
0.913
0.397
15
167729
309.8
0.920
0.365
50
6278
121.0
0.966
0.719
m /m
35
18200
155.0
0.967
1.011
25
41353
210.0
0.956
0.891
Bialecki ring
Plastic
50
3900
100
0,956
Rasehig ring
Ceramic
SO
5990
95.0
0.830
38
13275
118.0
0,680
25
47700
190.0
0.680
15
189091
312.0
0.690
13
378000
370.0
0.640
10
672000
440,.
0.650
8
1261000
550.0
0.650
6
3022936
771.9
0.620
1.329
Rasehig ring
Metal
15
260778
378.4
0.917
Rasehig ring
Carbon
25
50599
202.2
0.720
13
378000
370.0
0.640
50, No 2
7841
104.6
0.980
25,Nol
33434
199.0
0.975
38
60744
174.9
0,974
25
158467
232.5
0.971
16
553950
340.0
0.951
13
560811
356.8
0.955
80, No 3
2000
60.0
0.955
0.358
60, No 2
6800
98.
0.961
0.338
32, No 1
53000
138.9
0.936
0.549
29039
135.3
0.921
307.9
0.894
VSPring
Glich, CMR ring
Envi Pack ring
Metal
Metal
Plastic
Dinpac ring
Plastic
45, No 1
Raflux Rings
Plastic
15
0.595
160 Table 1. Geometrical characteristics of some random packings after Billet [177] Packing
Intalox saddle
Material
Plastic
Size dp
N
a 3
cp
e 3
mm
1/m
rtfW
nrVm
50
9422
133.0
0.900
35
25867
169.0
0.910
114.6
0.761
0.758
0.747
Intalox saddle
Ceramic
50
Malax saddle; grid
Plastic
50
12429
108.0
0.950
Telerete
Plastic
25
37037
190.0
0.930
0.538
Hackete
Plastic
45
12000
139.5
0.928
0.399
Sphere
Glass
25
66664
134.5
0.430
13
561877
282.2
0.400
38
24928
164.0
0.700
25
80080
260.0
0.680
13
691505
546.0
0.650
106.6
0.956
Berl saddle
Top-pak
Ceramic
Alum.
50
0.604
Abbrev.: hydr.=hydrofllized
dp is the nominal size of the packing, N- number of packing elements in 1 m35 aspecifie surface area in m2/m3, and e -void fraction in m3/m3. The data in Table 1 are taken from 4 tables given by Billet [177]. Small differences in some of the values are observed in them, but since they are in the range of the differences from experiment repetition, including re-dumping of the packing, they are not discussed later. By simple stereometrieal examination of geometrically similar packings, it is easy to obtain the following expressions, independent of their type: -const.,
(3)
dnM = const.,
(4)
N.d3p - const.,
(5)
e
161
where the corresponding constants depend on the form of the packing, and dp is the nominal packing size, respectively its diameter. Among the contemporary packings, the Raschig Supper-Ring of metal and plastic, the metal packing IMTP, and the plastic Ralu-Flow, presented in Figs. 6 to 8, investigated at the author's laboratory, are especially effective. The geometrical characteristics of these packings measured by us are presented in Table 2. It is well known that these characteristics depend on the column diameter and are not perfectly reproducible. That is why in Table 3 the corresponding data for metal Raschig Super-Ring after the prospectus of Raschig Company [17] at ratio of the column diameter dc, to the packing size dp equal to 20 are also presented.
Table 2. Name
Material
freeVol
Nom. diam.
m /m
%
mm
Surface area 2
3
Raschig Super Ring No.0.5
Metal
236.2
96
20
Raschig Super-Ring No. 0.7
Metal
175.9
97
25
Raschig Super-Ring No. 1
Metal
155.5
98
30
Raschig Super Ring No. 1.5
Metal
105J
98
38
Raschig Super Ring No. 2
Metal
100.6
98
50
Raschig Super Ring No. 3
Metal
74.9
98
70
IMTP 25
Metal
242.8
97
25
IMTP 40
Metal
171.6
97
40
IMTP 50
Metal
107.1
98
50
IMTP 70
Metal
69.1
98
70
Ralu-Flow No. 1 PP
Plastic
177
95
25
Ralu-Flow No.2PP
Plastic
98.4
95
50
Raschig Super Ring No. 0.6
Plastic
206.3
96
25
Raschig Super Ring No. 2
Plastic
117.2
96
50
162 Table 3. Technical dala for various Raschig Super-Rings
Material
Name
Surface area nrAir
Free Vol.
Nominal diameter
mm
Raschig Super-Ring Nr. 0.3
metal
315
96
15
Raschig Super-Rmg Nr. 0.5
metal
250
97
20
Raschig Super-Ring Nr. 0.7
metal
ISO
98
25
Raschig Super-Ring Nr, 1
metal
150
98
30
Raschig Super-Ring Nr. 1.5
metal
120
98
38
Raschig Super>Ring Nr. 2
metal
100
98
50
Raschig Super-Ring Nr. 3
metal
SO
98
70
Raschig Super-Ring Nr. 2
plastic
100
96
50
In Fig. 9 a compensation for the "decrease in volume" for dumped packings is presented after the same prospectus [17]. 12 rt- = diameter of the vessel • = diameter or nominal sisle
8 IB |
-8
Q
/ /
8
1'
/
is e S 5
/
i
/ /
I1
/
£ o ^
20
30
40
50
60 70 80 DiamatBr ratio tijdp
90
100
Fig. 9. Compensation for the "decrease in volume" for dumped packings after [17].
110
120
163
3,2.1.2. Performance characteristics of random packings As already mentioned in Chapter 2, the investigations on the performance characteristics are carried out in two types of installations, one for obtaining of experimental data necessary for determination of constants in the equations for calculation of the columns, and another for investigation of rectification to obtain first of all the values of HTUand HETP. The latter can be used for design of industrial rectification columns, and also for comparison of the efficiency of different packings. Of course in the second type of installations, data for holdup, pressure drop, and loading and flooding point can be obtained. That is why for easier comparison, it is expedient to consider separately the performance characteristics of the packings obtained in every type of experimental installation. 3.2.1.2.1. Performance characteristics of random packings obtained in cold experimental installations 3.2.1.2.1.1. Pressure drop 3.2,1.2.1.1.1. Experimental data Investigations on the pressure drop of random packings are carried out by Mach [21], Zhavoronkov [20, 22], Kafarov and Bliachman [23], Glaser [24], Schrader [25], Brauer [26], Teutsch [27], Leva [28, 29], Kast [30], Reichelt [31], Kolev [B]s Billet [177] and others. Data for the pressure drop of some highly effective packings versus the gas capacity factor are presented in Fig. 10 and Figs, 1A to 9A in the appendix of this chapter. The investigations are carried out [18] in a column with a 470 mm diameter with system air- water. The geometrical characteristics of the packings are presented in Table 2. Data for some performance characteristics of other highly effective random packings are also presented there. From the figures it is seen that the increase of the packing size leads to a significant reduction of its pressure drop. In Fig, 11, taken from Schultes [321], the history of development of the random packings after the time of Gay-Lussac is presented schematically. Nevertheless that the classification of packing generations is offered by Schultes [321], the author of the Raschig Super-Ring marked by him as a forth generation packing, this classification corresponds very well not only to the time of development but also to the real advantages of the best variants of M s packing. This can be seen later from the comparison of this packing with other highly effective ones.
164 2000
Lh=10, m3/(m2h) • •
Lh=20, m3/(mah) Lh=40, m3/(mzh) Lh=B0, m3/(m2h) L=120. ma/m2h
10 0.3 0.4
0.6 0.8 1
Fig, 10, Pressure drop of metal Rasohig Super Rings No. 3 4>=7Q mm versus the gas capacity factor FQ.
165 Raschig Super-Ring
Third Generation (Late 1970's- 199O's} CMR Ring Nutter Ring IMTP Ring Fleximax
Second Generation (Late 1950' s- Early 1970'si Pall Ring Intalox Saddle
First Generation {1895 - 1950) Raschig Ring
Beri-Saddle
Fig. 11. Scheme of the history of development of the random packings after the time of GayLussac [321].
3.2.1.2.1.1.2. Equation for determination of the presswe drop 3.2.1.2.1.1.2.1. Presstire drop of dry packings The pressure drop of a dry packing can be calculated using the equation:
(6) dk
2
where AP0 is the pressure drop in Pa;
166
£ - coefficient which characterizes the type of the packing; w = —— - real gas velocity in m/s; s w0 - gas velocity determined for the column cross-section in m/s; e - bed void fraction (free packing volume, equal to its free cross-section); pa- gas density in kg/m3; 4e dh = hydraulic diameter of the packing in m; a a- packing specific surface area, m2/m3. Eq. (6) can be written also as follows:
APB = ffl™ " " 8e3
.
(7)
The coefficient f takes into account the pressure drops both from friction of the gas on the packing surface and from changing of its direction and velocity of moving trough the packing. Ergun [104] proposed the equation
VE=-Z-
+ *-75,
(8)
where the dimensionless pressure drop (friction factor ysE ) is defined as
' •
H I - .
*p
'
(9>
or:
H
WE G
° e3Da
The Reynolds number Re0 is given by the expression:
(10)
167
The arithmetical diameter of the packing Da is the diameter of a spherical packing with the same value of e and a as the real packing in the column. It is easy to see that it is calculated by the equation: Da=6(l-B)/a.
(12)
For determination of £ in Eq. (7), Aerov [103] recommended equation like that of Ergun [104]. ^ + 2.34, ReG
(13)
where S
*o=-
s
•
HQ - dynamic gas viscosity in Pa.s. For determination of the pressure drop of ring random dry packings, Zhavoronkov et al. [20] presented the equations: at Rea<40
eG
2
04)
atReo>40
= —j}
1—•
The average deviation of this equation is 17%.
(15)
168
The equation presented by Kast [30] takes into account that plotted in double logarithmic coordinates the relation of the pressure drop is not exactly a straight line. The equation is as follows: Ws
=Kw.(64/ReG+2.6/Re^),
(16)
where Kw is the so called way factor depending on the packing type and taking into account the ratio of the average way of the gas phase in the packing to its height. In Table 4 the values of this constant for different types of packings are presented. For practical calculation of the pressure drop Billet [177] proposed the equation
„
=
(")
where FG = w o y/? G is the factor of vapour (gas) velocity. The experimental constants Cj and e , presented in Table 5 for some highly effective packings, depend on the packing construction. Billet [177] mentioned that they depend also on the column diameter. The comparison of experimental data for different packings shows that this dependence is very weak and can be neglected. It must be mentioned also that the constants take into account the influence of the packing dimensions and especially of the void fraction B. That is why they have different values for packings made of different materials which determine also the value of e, The data are obtained for system air-water at 1 bar, temperature 293 K in a column of 300 mm in diameter with a packing size 50 mm. Billet [177] noted that his equation for calculating the pressure drop was tested on different systems for 3300 experimental points both for dry and irrigated packings.
169 Table 4. The way fector for different packings Packing
Size, mm
e
Berl Saddle
50x50
0.725
1.93
Kast
[30]
35x35
0.705
1.8
Kast
[30]
35x35
0.750
1J5
Teutsch
[27]
25x25
0.750
1.8
Maeh
[21]
Malax Saddle
Pall Ring
Rasehig Ring
Ceramic Ring
Reference
15x15
0.758
1.95
Mach
[21]
50 x 50
0.780
2.05
Kast
[30]
35x35
0.740
1.95
Kast
[30]
35x35
0.760
1.90
Teutsch
[27]
35x35
0.978
2.04
Teutsch
[27]
25x25
0.732
1.80 Teutsch
[27]
50 x 55 x 5
0,770
2.20
Kast
[30]
35x35x4
0.755
2.50
Kast
[30]
35
0.773
2.10
Teutsch
35
0.950
1.90
Teutsch
[27] [27]
25
0.742
1.75
Teutsch
[27]
50 x 55 x 5
0.770
3.35
Kast
[30]
35 x 35 x 4
0.755
3.60
Kast
[30]
35
0.773
3.20
Teutsch
[27]
30
0.755
3.10
Teutsch
[27]
25
0.705
3.10
Mach
[21]
15
0.690
3.60
Mach
[21]
15
0.657
3.10
Brauer
[26]
25.3 x 25.3 x 3.5
0.750
3.40
Kolev
[8]
25x15.9x3.5
0.743
3.50
Kolev
[8]
23.3 x 19.9
0.750
2.85
Kolev
ffl
23.3x10.9x3.5
0.750
2.85
Kolev
[8]
Billet and Schultes [316] offered the following equation for predicting the pressure drop of the dry packing:
170
(+
c where 1 +
Kr
3 Is
dc
dr,=6—.
(21)
The values of Cpi0 for different packings are presented in Table 6. Table 5, Constants in Eq. (17) for random packings Packing
Material
Q
e
JV, 1/m3
Pall ring
Metal
S.5
1.850
6358
Plastic
6.15
1.864 6765
Ceramic
8.8
1J96
Nor Pac ring
Plastic
2.15
1.83
7119
Hiflow ring
Metal
2.6
1,86
4739
Plastic
2.6
1,96
6723
Ceramic
4.50
1.89
4630
Hiflow Saddle
Plastic
2.32
1.95
9939
TopPak
Metal
4.3
1.91
6950
Dinpak
Plastic
2.35
1.95
6700
RaluRing
Plastic
2.35
1,99
5913
Intalox Saddle
Plastic
7.0
1.98
8656
Ceramic
7.0
188
8180
6455
171
172
173
174
175
176
3.2.1.2.1.1.2.2, Pressure drop of irrigated packings In literature there are some graphic methods for determination of the pressure drop of irrigated packings such as this of Teutsch [27]. Because of the wide employment of computers for calculations of industrial apparatuses these methods are no more used and will not be considered. Good results for many different types of packings are obtained with equations in the form of that of Zhavoronkov, Aerov and Umnic [33], Eq.(259)Chapter 1. To calculate the value of A in this equation under the loading point, the authors offered the expression:
3 \U48_lll
They showed that by Eq. (259)- Chapter 1 and Eq. (22), it is not possible to describe all experimental data and to use them for all the cases existing at their time. So they changed the theoretical equation (259) of Chapter 1, by introducing in it two experimental constants «i and b. The new equation is: AP =
^—r.
(23)
(at-bA? The values of fl/ and b are as follows: Ceramic Raschig rings Less than 30 mm More than 30 mm at A < 0.3 More than 30 mm at A > 0.3 Steel Raschig rings
1 - 1.65xlO"loa/e 1 1.129 1
1 1 1.43 1.39
For theoretical calculation of the value of A by using the experimental equation of Hikita and Kateoka [69] for the wetted surface area of the packing, Kolev [70] offered the equation:
177 f%K 0.1 0.433 0.044 TO,71 O .96^ a pL L
e{5a)
(sin a)
where a is the average angle of the packing walls which for a random packing can be taken equal to 45°. For elements with vertical walls it is 90°. Eq. (24) together with Eq, (259) (Chapter 1) describe all experimental data as well as Eq. (23). The disadvantage of equation (24) is that it is not dimensionless, which is owing to the dimensional equation of Hikita and Kataoka [69]. In later investigations Kolev [34] obtained a dimensionless equation for using together with the theoretical equation (259), (Chapter 1). This equation is: 4 =3.21 Re-L0JFrlJ8Ed0Me-u.
(25)
Ag is the value of ^4 under the loading point; 4L is the Reynolds number for the liquid phase; Rel = a.vL FrL = — : — Froude number for the liquid phase; g Ed =
'
era
- EStvos number;
pL - liquid phase density in kg/tn3; vL - liquid phase kinematic viscosity in m2/s; This equation described the experimental data available at that time for different random packings, presented in Table 7. All the data are under the loading point. In Fig. 12 a comparison between the experimental data and date calculated by Eq. (259), (Chapter 1) and Eq. (25) is presented. All data are for gas velocity under the loading point. To calculate the pressure drop also over the loading point, Eqs.(259) and (260) from Chapter 1, can be used. According to [34] the value of AA in Eq. (260), Chapter 1, can be calculated by the equation: M = 0.0021 FrlM (w0 / L)LS Edl8e'10
(26)
178 Table 7. Geometrical characteristics of the packings used for obtaining the experimental constants inEq.(25).
No
Symbol
Packing type and size, mm
Specific surface area
Free volume
Reference
mz/m3 1
o •
Ceramic Rasehig Ring* 14.5x14.5x2.5
330
0.70
Zhavoronkov [158]
Ceramic Rasehig Ring* 24x26x3.5
204
0.74
Zhavoronkov [158]
CD
Ceramic Rasehig Ring* 33x33x3.5
140
0.78
Zhavoronkov [158]
c e
Ceramic Rasehig Ring* 49x48x5.5
87.5
0.785
Zhavoronkov [158]
Steel Rasehig Ring* 50x50x0.5
104
0.97
Zhavoronkov [158]
6
9
Ceramic Rasehig Ring* 15x15
331
0.70
Maeh [21]
7
Ceramic Berl Saddle* 25
203
0.74
Maen [21]
8
eQ
Ceramic Berl Saddle* 10
750
0.67
Mach [21]
9
¥
Ceramic Rasehig Ring* 15.2x15.2x2.3
315
0.74
Saveanu [324]
10
X
Ceramic Rasehig Ring* 23.5x23.9x3.7
204
0.40
Saveanu [324]
11
®
Cylindrical Graphite Element* 14.3x14.3
204
0.40
White [215]
12
a
Graphite Rasehig Ring* 30.2x30.2x2.4
153
0.80
13
A
Ceramic Rasehig Ring* 25x25x3
204
0.70
Alt [277]
14
•
Ceramic Pall Ring* 25x25x3
215
0.70
Alt [277]
Ceramic Rasehig Ring* 35x35x4
140
0.70
Alt [277]
•
Ceramic Pall Ring* 35x35x4
145
0.70
Alt [277]
Shortened Ring Element* 10.5x25.3x3
215
0.75
Kolev [8]
2
3 4 5
15 16 17
B
White [215]
179 Table 7. Geometrical diaracteristics of the packings used for obtaining the experimental constants in Eq. (25). No
Symbol
Packing type and size, mm
Specific surface area
Free volume
Reference
m 2 /m 3 18
in
Shortened Ring Element* 15.9x25x3
201
0.74
Kolev [8]
19
©
Ceramic Raschig Ring* 25.3x25,3x3
189
0.76
Kolev [8]
20
Ceramic Raschig Ring* 25
175
0.69
Sarchet [314]
Ceramic Raschig Ring* 25
175
0.67
Furnace [337]
22
ffl IS 0
Ceramic Raschig Ring* 15x15
330
0.70
Uchida [191]
23
A
Ceramic Raschig Ring** 25
175
0.69
Schoenborn [234]
24
•
Ceramic Raschig Ring*** 25
175
0.69
Schoenborn [234]
25
H
Ceramic Raschig Ring* 25
175
0.69
Schoenborn [234]
Plastic Pall Ring* 50x50
110
0.85
Kolev [«\
Ceramic Malax Saddle* SO
118
0.79
Kolev [8]
Ceramic Intalox Saddle* 70
84
0.79
Kolev [8]
21
26 27 28
-K >
-system air-water -system air-machine oil with viscosity 0.0108 Pa.s and density 889 kg/m3 -system air- machine oil with viscosity 0.0373 Pa.s and density 900 kg/m3
In Fig, 13 a comparison between the experimental data for the packings presented in Table 7 and these calculated by equations (259) and (260), Chapter 1, and Eqs. (25) and (26) for the same conditions is presented. It is worth noting that the equations (259) and (260) from Chapter 1, and (25) and (26) described well also the data of Reichelt [35] obtained for short ceramic rings filled not only in a column but also in vertical tubes. The geometrical data for the corresponding packings are presented in Table 8.
180
15 \ 10 S 8 7
\
\\ \ \ \
\U
8
+20%
^30%
A
0
\\ 10
w
3
0
-30%\
V
V
a
°
s
6
A
2
"IF
4 1
04
0.6
0.8
1
Fig. 12, Comparison between the experimental dHte for the packings given in Table 7 and the calculated line obtained using Eq. (259), Chapter 1, and Eq. (25).
0.2
0.4
0.6 0.8 1
Fig. 13. Comparison between the experimental data and those calculated by Eq. (259) and (260) from Chapter 1 and equations (25) and (26) for the pressure drop over the loading point of the packings given in Table 7.
To calculate the pressure drop of the irrigated packings under the loading point, Bemer and Kalis [245] proposed the equation:
AP
(27)
APn where % is an experimentally obtained construction factor based on the mean diameter of the packing channels. Its value is as follows [245]: for Raschig rings - % = 0.435; for Pall rings - % = 0.485.
181
The value of the constant^ is determined experimentally. It is as follows [245]: for Raschig rings - $ = 0.6; for Pall rings- ^ = 0 J . The comparison of the calculated data and the experimental ones shows a significant disagreement in some cases. For example, for 12.5 mm Raschig rings and system dichloroethanol-benzene, the difference is up to 2.5 times. For the most of the experiments the difference is less than 30%. Simplifying Eq. (27) and taking into account the influence of the liquid superficial velocity on H4 according to Eqs. (79) and (80), Billet [177] proposed the equation
Table 8. Geometrical characteristics of the packings investigated by Reichelt and used for testiog of equations (25) and (26) Sizes mm
Diameter mm
Free volume 3
3
m /m
Specific surface area
Material
Symbols
itftta3 26.08x25.1x0.5
15.4x15.1x0.5
11.85x12.05x0.3
8.5x8.05x0.3
15.95x1410x2.65
9.73x10.06x1.685
41.5
0.9®
127
m§
0.962
155
41.5
0.933
277
79J
0.024
314
41.5
0.944
377
79.8
0.941
404
139.0
0.939
416
41.5
0.921
494
79.8
0.913
543
139.0
0.913
543
41.5
0.746
210
79.8
0.698
250
41.5
0.6S5
437
79.8
0.652
471
139.0
0.655
475
Steel
O •
Steel
X
Steel
A • CD
Copper
•
Porcelain
Q »
e
O Porcelain
+ ©
182
where the factor Cw expresses the hydraulic status of a wetted packing
Cw can be found experimentally either directly by pressure drop tests or by evaluation of Co by means of the following expression: y/j
on the basis of holdup measurements and by determination of the values of ^ and x -vo i § the kinematic viscosity of reference liquid (water), m2/s. For calculating the pressure drop of irrigated packings, Billet [177] offered the following equation:
(31)
where the resistance factor of the irrigated packing is given by the equation
(32)
where Cp is a constant called "packing factor for pressure drop" depending on the type and dimensions of the packing. Its values for different packings are presented in Table 1. The wetting factor W, in the equation is given by the expressions:
183
for regimes under the loading point
W = expl —^-1 ;
(33)
{200J for regimes over the loading point
»T= —*•
expl-^-}.
(34)
The Reynolds numbers for the liquid and for the gas phase are defined as follows:
= ^
and Rem =6^^
a.ftL
ajuG
]
,
(35)
l + 4/(dca)
where dc is the column diameter. For the liquid holdup over the loading point H& Billet [177] proposed the equation
X-\
•
06)
where the index UF" is for the flooding point. The value H^F can be calculated by the equation
HdF =0.3741 e \ ^ \
.
(37)
From equations (31) to (35) it is easy to see that the effect of the column diameter is to be neglected for big columns. The above presented equations for determination of the pressure drop of irrigated packings are suggested only for a liquid which does not form froth. The investigations [74, 75] show that the presence of froth can increase many
184
times the pressure drop even under the loading point. The reason is that the formed froth occupies a significant part of the column free cross-section, which leads to significant increasing of the gas velocity and therefore of the pressure drop. The investigation shows the following: 1. The froth is formed because of the transformation of a part of the kinetic energy of the liquid flow in energy of foam connected with its larger surface. That is why the generation of froth increases with increasing of the liquid velocity, respectively of the liquid superficial velocity. But the increase of the liquid velocity leads also to destroying of the already existing froth in the packing. 2. The foam stability, or the froth life, depends not only on the composition of the liquid, but also on the hydrodynamie regime in the apparatus. It is found, for example, that when we have two foam forming liquids and two methods of measurement of their foam stability, if the stability for the first liquid according to one of these methods is higher, according to the other it can be measured as lower. 3. The increasing of the gas velocity also acts in direction of forming and destroying of the foam, 4. A mechanism and a mathematical model for calculating the pressure drop of foam forming liquids is presented and experimentally proved. 5. It is predicted and experimentally proved that in a packing with long vertical walls on which the liquid is fed with proper low velocity almost parallel to the packing surface, froth is not formed. Nevertheless that it is possible to build a packed bed column able to operate in presence of from forming substances, it is better to use anti-foaming agents to prevent foaming than to construct the column so as to operate with foam forming liquids. For calculation of the pressure drop under and over the loading point of irrigated packings Billet and Schultes [316] offered the following equation:
4F
(64 13300
1.8
)(S-Htf(HtT
185
FrL =
L2a
is the Froude number, and Ha is the total holdup under the loading g point. Ht is the total holdup for the corresponding regime. The value of Cpg is given in Table 6. 3.2.1.2.1.2. Loading, flooding and maximum efficient capacity In the area of the critical points in loading and flooding, a great number "W
of investigations are carried out [22, 36-39]. Usually, they use the ratio —-, or 0 in the critical points as a function of the ratio of the friction to the L.pL gravity forces, A dimensionless number equal to the ratio of the packing pressure drop to the weight of the liquid per m2 of the packing cross-section is offered by Zhavoronkov [22]. The following equation is proposed:
_
AP
gpLH
where FrrG =
W jp
2
PG G
w2 gdk
pL aw 4ge>'
In his method for determination of the loading and flooding, Zhavoronkov used the value of y/ for dry packings (Eq. (15)) and the equation:
(40)
In [22] Zhavoronkov presented the equation (40) in graphical form. Later [4] he proposed the equation: T = B,(1-B2A?
,
(41)
186
where A is the dimensionless parameter calculated by Eq. (22). The values of the constants Bi and B^ depending on the type and dimensions of the packing and also on A are presented in Table 9. Eq. (41) in comparison to Eq. (40) has the advantage that on the righthand side there are no terms including the gas velocity, which makes it easier to determine w§. So calculating Fby Eq. (41) using Eq. (39), we can easy obtain wg at the loading or flooding point. For determination of the flooding point Sherwood et al. [41] have offered the equation:
(42) Pi
The equation is used by Labo et al. [42] who offered a diagram based on it, presented in Fig. 14. It is noteworthy that the differences between the experimental points and the curve in the figure in some cases are more than 300%.
Table 9, The values of A, B, and B2 in Eq. (41) for different packings A
B,
Bt
Loading point
0-07
0.046
1.0
Flooding point
0-0.2
0.168
1.83
Flooding point
0.2-1
0.081
1.22
Loading point
0.2 - 0.7
0.0243
1.165
Flooding point
0.3 - 0.7
0.118
1.22
Loading point
0.3 - 0.55
0.081
1.44
Flooding point
0.55 - 0.8
0.067
0.96
Ceramic Raschig rinp (<30 mm)
Ceramic Raschig rings (>3Q mm)
Steel Raschig rings (25 - 50 mm)
187 187
Fig. 14. Correlation of the data for flooding. 1-system water-air; 2- system water - H2; 3- system water - CO2; 4- system glycerol - air; 5system butter acid - air; 6- system methanol - air; 7- system turbine oil - air; 8- system transformer oil B100 - air; 9- system oil B100 - air; 10- system oil IOC - air; 11- system oil No. 1 - air; 12- system oil No. 1 - COj; 13- system oil No. 1 - H2; 14- system oil No. 2 - air; 15- system oil No.3 - air.
The curve in Fig. 14 can be described by the equation: y = 0J922x3 + 0.2Q41X + 0.5584 = 0 ,
where y^J^BLfA
and ,«2+ J± J&).
Similar equation is published in [71];
(43)
188
y'+0.2422x2 -L9461x + 4.6457 = 0 ,
(44)
(L2a \ where y'=lg\ —jMi Eq. (44) gives the possibility to obtain the gas velocity at the flooding point:
(45)
KH-*'
where igFj = -4.12881$ ^tul
2
OJ
1-8.622
Another possibility to determine the loading point is connected with its definition and with the employment of equations (259) and (260) from Chapter 1 and (25) and (27). By definition the loading point is the point where the line of the irrigated packing pressure drop as a function of the gas velocity, in double logarithmic coordinates, changes its slope and is no more parallel to the respective line for dry packing. In other words, it is the point in which the influence of AA on A cannot be neglected any more, that is the point in which the ratio
(46)
is significantly greater than 1. Investigations carried out with different packings show that the value of fa can be taken equal to 1.03 for all of them. As it has been already mentioned the presence of foam building substrates (surfactants) in the liquid phase leads to increasing of the pressure drop which causes also reduction of the gas and liquid superficial velocities at the loading and flooding points [74, 75]. Using foam destroying agents the harmful effect of such substances can be eliminated. For calculation of the gas velocity at the loading point Billet [177] proposed the equations:
189
(47) Pa
and J/3
f)
a
i/e
(48)
1/6
where
g -o.es
(49)
U Obviously, the last three equations are not dimensionless. The values of Cs for different random packings are presented in Table 10. For calculation of the gas velocity in the flooding point Billet [177] proposed the equation
(50)
J/2
where
g 0,2
1-0,39
(51)
190 Table 10, The values of the constant Q, C, C r a CL and Crfor different packings [177] Dumped packings
Material
Pall ring
Size, mm
Ch
cs
CFl
Q
Cy
50
58.70
2.725
1.580
1.192
0.410 0.341
38 Metal
Pall ring
Plastic
2.597
1.76
1.227
35
43.12
2.629
1.679
1.012
25
31.74
2.627
2.083
1.440
0.336
15
20.17
2.550
2.081
50
67.95
2.816
1.757
1.239
0.368
35
49.18
2.654
1.742
0.856
0.310
25
22.23
2,696
2.064
0.905
0.446
1.227
0.415
1.520
0.303
1.481
0.341
1.168
0.408
Pall ring
Ceramic
50
70.29
2.846
1.913
Pall ring grid
Plastic
50
70.29
2.846
1.913
Raul ring
Plastic
50
2J43
1J12
50, hydr Raul ring Raul ring
Metal Plactic
50
81.71
2.702
1.626
25
42.93
2.918
2.177
2,853
1.597
2.894
1.871
90 50
73.03
50, hydr Raul ring
Hiflow ring; Super NOR PAK ring
Ceramic
Plastic Plastic
0.402 1.487
0.345
1.553
0.369
1.577
0.309
1.377
0.379
25
2.842
1.989
75
2.903
1.565
50
2.819
1.694
35
2.664
1.667
2.875
2.410
1.744
0.547
20,4wb
58.05
20,6wb
45.53 2.886
1.702
1.219
0.342
50
143.96
2.959
1.786
1.080
0.322
35
57.62
3.179
2.242
0.756
0.425
3.419
2.656
0.862
3.277
2.472
0J83
2.990
2.156
0.888
50
25,typA 25, typ B 25, typC
41.01
0.366
191 Table 10. The values of the constant C* C, Cm, CL and C>for different packings [177] Dumped packings
Bialecki ring
Raschig ring
Material
Metal
Size, mm
c,
Ca
CL
Cv
25,10 wb
2.865
2.083
0.976
0.410
22
2.893
2.173 0.302
15
21.7
2.911
2.406
50
44.04
2.916
1J96
1.721
35
44.92
2.753
1.885
1.412
25
32.23
2.521
1.885
1.461
2.558
1.540
1.798
2.482
1.574
1.416
0.210
1.536
0.230
1.361
0.412
1.276
0.401
1.367
0.265
1.303
0.272
Plastic
50
Metal
15
Ceramic
50
10.60
38 25
54.04
15
29.61
2.454
1.899
13 10
Carbon
28.16
8
1.210
6
1.130
25
1.379
0.471
1.419 13 VSPring Glich, CMR ring
Envi Pac ring
Dinpac ring
Metal Metal
Plastic
Plastic
50, No 2
94.17
2.106
1.689
1.222
0.328
32, No 1
33.90
2.755
1.970
1.376
0.387
38
121.62
2.697
1.841
25
13.97
2.703
1J96
16
54.4
13
11.04
80, No.3
152.60
2.846
1.522
1.603
0.257
60, No.2
111.50
2.987
1.864
1.522
0.296
32, No.l
279.21
2.944
2.012
1.517
2.929
1.991
45, No.l
192 Table 10. The values of the constant Ch Cm CFh CL and C r &r different packings [177] Dumped packings
Material
Size, mm
C,
Intalox saddle
Plastic
50
2.382
1.548
35
2.317
1.600
2.675
1.657
2.913
2.132
Intalox saddle; grid
Plastic
50
Tellercte
Plastic
25
Sphere
Glass
25
32.21
0.899 1.335
13 Haekette
Plastic
45
Berl saddle
Ceramic
38
59.91
1.364 L568
0.244
25
53.25
1.246
0.2387
13
37.07
1.416
0.232
Abbrev.: hydr.= hydrophilized
(theoretical liquid holdup at the flooding point) is given by the equation:
(52)
8 It is easy to see that the last three equations are not dimensionless either. The values of CFI for different random packings are presented in Table 10. For calculating the maximum efficient capacity factor which determines the value of the gas velocity at maximal mass transfer efficiency of the column for the packing IMTP, Rukovena and Koshy [291] presented figure IS. Here the value of Co for packings with different dimensions is presented as a function of the flow parameter
193
In details the problem with the maximum efficient capacity factor CS€ (called also maximum entrainment parameter) is considered in Chapter 1, Fig. 11, and equation (249). 0.3
*15 IMTP-i 0.2 •—
^_
—
1
mm —
B
=
=
_
»25 IMTP-r
«<0 WTP-j
/ ifc i
»50 MTP-j
/
*»•
' III— —
-
—
0.1
-
' 0.08
^
^
*
«70 IMTP-T
/ J ^^ •^
I
/ /
I
0.06
*^»
%^ ^^ V,
0,04 0.03 0.01
0.02
0.03
0.04
0.06
0.08
0.1
0.2
0.3
0.4
a6
0.8 10
FLOW PARAMETER, X
Fig. 15. Capacity correlation for IMTP packing.
As shown in Chapter 1, equation (249), the parameter Co is related to Cse by the equation:
\0J6
)
20000)
/
(53)
{{200
Iliuta et al. [305] proposed a theoretical model based on the model of Ergun for predicting the pressure drop of dry and irrigated random packings, the wetted area, and also the liquid holdup. The model used two experimental constants different for different packing types and dimensions. The prediction accuracy of the pressure drop is ± 3 0 % , but many of the data show up to 3 times greater error. The prediction accuracy of the liquid holdup and of the wetted area is about 20%. For calculation of the gas velocity at the loading point (ws), Billet and Schultes [316] offered the following equation:
194
1/6
jr. a
(54)
1/6
8 Pi)
\PG
is the liquid superficial velocity at the loading point. The function y/s is given by the equation:
f UJ f
g C2
\0.4
-2n,
(ML)
(55)
(56)
^L l£e_£0.4 V
ns=-0.326
from Table 6.
0,1588
For
±L
Bt
ns= -ft723
Cs2 = 0.695CJ&-
Cti is an experimental constant presented in Table 6, depending on the packing type and dimension. LL and V are the liquid, respectively the gas, flow rate in kg/h. For determination of the flooding point Billet and Schultes [316] proposed the equations:
Wr
=
,1/2
(57)
a
\pG
HtF is the total holdup of the liquid phase at the flooding point The function is calculated by the equation
195 -\-2nF
g
PG PL
L
F
(58)
[faj
= ^ ^ PL V
(59)
F
- -0.194
from Table 6.
0.1028
For
hk. IBty o.4
F=
-ft708
CF3 = 0.6244CJ
V The values of Cp for different packings with different dimensions are given in Table 6. 3.2.1.2.1.3. Liquidholtfap 3.2.1.2.1,3.1. Liquid holdup under the loading point For determination of the static liquid holdup (Hs) Shulman et al. [42, 43] proposed the equation;
(60)
dP2 is the diameter of a sphere with a surface area equal to the surface area of the packing element in m; fiL - liquid dynamic viscosity in mPa.s; O" - surface tension in mN/m; The diameter dp% is:
(61)
196
where a/ is the surface area of one packing element in m2. For different packings the values of the constants in equation (60) are as follows:
Ceramic Rasehig rings Carbon Rasehig rings Ceramic Berl Saddles
b
p
m
N
0.0046 0.0113 0.00076
1.21 1.21 1.56
0.02 0.02 0.04
0.99 0.2S 0.55
Theoretically the liquid viscosity should not influence the static holdup because this value is not connected with the motion of the liquid, but only with the capillary and gravity forces. That is why the obtained results for the value of m which differs from 0 varying from 0.02 to 0,04 must be considered an experimental error. Later, Charpentier et al. [200] presented a correlation with the plot of Hs versus the Eotvos number, defined with the packing size.
Based on the data for Rasehig rings, cylindrical and spherical particles, Saez and Carbonell [199] proposed an empirical correlation in terms of a modified EStvos number, Ed*;
H= s
,
(62)
20 + 0.9ES*
where
E6* =
Zai-Sha Mao et al. [198] proposed a theoretical model for calculation of the static holdup of spherical packings using the fundamental principle of thermodynamics.
197
Based on the investigations of Gelbe [325] and of Blass and Kurtz [341], Engel et al. [326, 327] presented the following equation for calculation of the static holdup of different random and structured packings.
H, = 0.033exp\- 0.22^) \ OH J
(63)
For determination of the dynamic holdup under the loading point, Otake and Okada [44] proposed the expression: (64)
where Red =
—— and GaM = °
rL p 2
are Reynolds and Galilei numbers M calculated with the nominal diameter of the packing elements dp. The experimental constants in this equation are presented in Table 12. Later on Kunugita, Otake and Yoshii [65] propose the equations both for static and dynamic holdups: ML
Table 11. Experimental constants in Eq. (64) for different packings Red
.4
m
Random ceramic Raschig rings
<S
8.10
0.51
Random ceramic Raschig rings
>5
6.28
0.676
Arrange ceramic Raschig rings
<10
7.43
0.51
Arrange ceramic Raschig rings
>10
4.69
0.676
Ceramic Berl saddles
>10
12.7
0.575
Spheres
4.51
0.676
Piece pacMng
>10 < jo
10.1
0.49
Ceramic Raschig rings
< 10
13.32
0.565
198
(65,
and s e°/Gaf Hd0=41.SRe°/Gaf
s
(66)
where dp is the nominal size of the packing in m. Using results obtained by weighing, Gildenblat [66-68] proposes the equation for random Raschig rings:
Hd0=4.83xl0'^\^fj
(67)
The data published in [42-44] are also in a good agreement with these equations. The data of Gildenblat [66-68] obtained for random and arranged packings show that at low liquid superficial velocity for a given dimension of the packing the liquid holdup of the arranged packing is higher. At higher liquid superficial velocity it is lower then that of the random packing. This can be explained by the fact that the wetted surface area of the arranged packing is larger than this of the random type which leads to higher holdup at lower liquid superficial velocity. With increasing of the liquid superficial velocity the difference in the wetted area of the two types of packings is not so great. This and also the fact that in case of arranged packing with vertical walls the gravity force acts in the direction of the moving liquid, and in case of random packing only with a component in the liquid flow direction can explain the results of Gildenblat [66-68] Because the liquid holdup and the value A in Eqs. (259) and (260), from Chapter 1, are very similar values, it is to be expected that it is easy to obtained a good correlation between them. So Zhavoronkov [76] offered the equation:
- t tp
(68)
199
where the value of A is calculated using his equation (Eq. 22) and ip = 0.3 is a constant. It is shown [76] that the equation (4-20) with (p = 0.3 describes with accuracy ±20% the date for saddles and ring packings up to 25 mm. For Raschig rings with diameter up to 50 mm the error is greater. The form of equation (68) is used also by Kolev and Elenkov [77] to predict the liquid holdup using Eq, (24). In this case the value of tp is given by the equation: tp = 1.2 + 0.944p
(69)
The equation describes with an average error of ±5% the data for 24 different packings obtained by the authors [77], also by Zhavoronkov [22], Shulman [42], Fumas and Bellinger [78], Dods [79], Otake and Okada [44], and Elgin and Weiss [80]. The packings are Raschig rings and Berl saddles with sizes from 12.7 to 50 mm made of graphite, ceramics and steel. The used liquids have viscosity between 1 and 77 cP and density from 100 to 1320 kg/m3. Kushalkar and Pangerkar [336] investigated by tracer method the static and dynamic holdup of 25 mm metol Pall rings and of 25 mm ceramic Raschig rings. On the base of the obtained data, the following equations for determination of the total liquid holdup are presented: for Raschig rings: Ht =0.10241?m ;
(70)
for Pall rings: Ht=0.108SL0m7.
(71)
Bemer and Kalis [245] proceed from the expressions for the film thickness in laminar and turbulent regime and the assumption for complete wetting, or a constant wetted area independent of the liquid flow rate, and obtained the equations: for the laminar regime
Hd0
=a(3/g)l/3(MLJn4?
200
for the turbulent regime (73)
where Re4L =
'
and/is the friction factor.
The comparison of the experimental data for Raschig rings and Berl saddles, collected by Leva [28], shows that all of them can be described by Eq. (73) with (f/2g)1/3=Q34 at liquid flow rates between 1.36xl0"3 to 1.36xl(T m3/m2s. With this constant the equation becomes (74) The comparison of the experimental data and this equation is presented in Fig. 16.
t
|
5
1 1 11J
1
1
1 **| A J 1 1
Rascdig rings "
• 3«« X W" A 5/8" 1" 0 1ft» 7 2" Metal
-
#
JP+&
—
§•
a 10' —
im
o •c
Plat >^W
5
E
Z
-
/ * *
-
If' Jk'
c Si
/
Mt'
i
i
/ W/
§ «f /
/
I0a
~
Berl saddles > HI" A 1" i
1 i i i i 1
t
l
l
I l l t I
JO1 Calculated holdup, %
\O2
Fig, 16, Comparison of the liquid holdup of Raschig ring and Berl saddle packings with the values calculated using the equation of Bemer and Kalis [245]
For all types of packings Billet proposed the equation 4L -FrL
(75)
201
in which Ffj^ is the modification of the Froude number for the liquid phase defined as follows:
(76)
(77) a fw is a factor that depends on the load and is specific for the packing. Billet [177] mentioned also that this factor is a measure of the uniformity of the liquid distribution and thus of the degree to which the surface topography of the packing is exploited. The higher the Reynolds number, the higher the factot fw. According to measurements in a range of low viscosity up to 8x10"3 Pa.s and surface tensions up to 0.02 N/m, carried out under standard conditions, the product ^.Re^1^3 remains almost constant for a given liquid in the operating range below 70% of the flood point (under the loading point). I. e. it can be written (78) where Co is a packing factor for the respective system with kinematic viscosity v0. Thus, the liquid holdup can be expressed by means of the following equation
r \l2-\ \VL J
prU3
The value of Co for some packings can be taken from Table 12.
nq\
202 Table 12. Some model parameters after Billet [177] for random packings Parameter
Pall ring
Pall ring
Pall ring
Norpac
metal
ceramic
plastic
plastic
6100
6660
6400
7530
2.45
2.45
1.95
1.025
#
0.81
0.83
0.92
1
X e
0.525
0.57
0.64
0.61
0.96
0J2
0.74
0.94
a
105
110
120
100
Co
1
0.75
1.15
0.75
Q
3.6
4.0
4.4
1.45
c2
2.18
2.2
2.18
2.16
3
N, 1/m
Billet [177] proposed also the equation
„ (La,}
(L2,a)
(80)
For dumped packing
•I
,
(81)
where N is the number of the packing elements per m3 of the packed volume and h their height in m. The values of Q, are presented in Table 10. For calculation of the dynamic liquid holdup of random and structured packings below the loading point, Engel et al. [326] present the equation:
(82)
203
The mean relative deviation of the equation is about 15%. About 91% of the used experimental data are within a 30% band. It is to be expected that the great difference between the experimental and predicted data is connected with the great variety of packmgs for which the constants in the equation are determined. For calculation of H, under the loading point, Billet and Schultes [316] proposed the equation: 3/3
(83)
Here the hydraulic surface area Of, under the loading point is calculated by the equations: for ReL<5
— = Cf,RellsFrlJ; a
(84)
forRep-5 ^- = 0,85ChRe°L3SFrlJ.
(85)
a The experimental constant Q, for different types and dimensions of packings is given in Table 10. 3.2.1.2.1.3.2. Liquid holdup over the loading point With increasing of the friction forces between the gas and the liquid phases in the area of the loading point, their influence on the liquid holdup can be neglect no more. Typical curves for the influence of the gas phase on the liquid holdup, in case of metal Bialecki ring, taken from Billet [177], are presented in Fig. 17. For determination of the liquid holdup over the loading point Otake and Kimura [81] presented a graphical method in coordinates: for
5<^<
L
204
%-0.15
•.-1.15
(86) l
d0
L \-°-ls/
2 f JT
If,,=f
2gd{{
-B.41 \-B.
}
(87)
{)
Si 25nim B ialecki ring, metal p
- Air/ Watf jr, 1bar, 293K,
2D
1.15m ,H=1.5m, e=0,9»
E o *~ , ^
Pfl
>
'
I
50 ™
in'
^ 10
a:
m
TJ
I
Q
* / -
in i t
1"
™
— 20 —J
1*
—•-«
—
• ^
a
f J
n / /
—: f I—
1
.1
D.1
1
i a2
Q3 14 06 0.8 1.0 15 2 Gas velosity w0, m/s
f 3
D.2 0.3 04 0.6 0.8 1 1.5 2 3 Gas capacity factor FG, (m/s)/(kg/m3}05
Fig. 17. Liquid holdup data for Bialecki metal rings at different liquid superficial velocities versus gas velocity, respectively gas capacity factor.
Elenkov and Kolev [56] suggest the following equation for direct determination of AHd in Eq. (263) in Chapter 1:
205
(88
»
The equation describes with an average error of 6% the data from different investigations of random and arranged packings of rings, saddles, spheres, and hurdle packing from glass, ceramic, steel, and wood with sizes from 12,7 to 50 mm. The given accuracy is determined when the pressure drop is obtained experimentally. Because of quite limited importance, the co-current flow is less investigated than the countercurrent one. In this area the experiments of Wammes, Mechielsen and Westerterp [197] could be mentioned. They are carried out at pressure up to 6.0 MPa and gas superficial velocity up to 5.5 cm/s. The liquid viscosity is changed using water, ethanol and 40% waterehtyleneglyeol solution. As a gas phase pure nitrogen is used. At gas velocity equal to zero, the increasing of the pressure does not influence the liquid holdup. The results for the dynamic holdup without gas flow are described by an equation containing ReL and Gai numbers. It is found that for ReL
——*%> Pi w0 where w^ is the value of w§ at the flooding point, m/s; The equation is valid for
-3
(89)
206
Without this limitation the same authors presented also the following equation:
(90)
Here the index "w" denotes water. For calculation of the liquid holdup Htip between the loading and the flooding points the following equation is presented in [316,322]:
(91)
The comparison of the experimental data with all equations by Billet and Schultes [316, 322] using the constants presented in Table 6 shows the following average relative deviations: for loading and flooding point - 5%; for liquid holdup- 6.7%; for pressure drop- 9.1%; for absorption and desorption mass transfer coefficients controlled by the gas and the liquid phase -12.4%; for rectification efficiency - 14.1%. Because the static holdup of an industrial packing is very low in comparison to the dynamic one, usually in their calculation the dynamic holdup is used instead of the total liquid holdup. For determination of the liquid holdup over the loading point, the following equation is presented [326]:
1 + 36
(-T
(92)
The comparison of Eq. (92), published in 2001 (after transformation) and Eq. (88) from 1965 shows that the only difference between them is the value of the experimental constant, 36, respectively 17. Probably, this is
207
connected with the different form and properties of the packings investigated in the two papers. 3,2.1.2.1.4. Wetted and effective surface area The effective surface area ae can be considered composed of two components, effective wetted area of the packing, and surface of the drops and jets trickling in the packing free volume. In case of small packing elements and low liquid superficial velocity, the main part of the effective surface is the effective part of the wetted area ««, of the packing. For small packing elements the effective wetted surface is only a part of the whole wetted surface area of the packing. It is because the surface of the immovable liquid, held up in the packing as static liquid holdup, wets a part of the packing surface, but is not in contact with the gas phase and therefore not active for the mass transfer processes. As a result of the investigations carried out up to now, the following is observed: Under the loading point the change of the gas velocity does not affect the effective surface area. Over this point the increasing of the gas velocity leads to an increase of ae; The increasing of the liquid superficial velocity leads to an increase of ae,; The reduction of the surface tension leads to an increase of the effective surface area. The influence of the liquid viscosity on as is through its effect on the liquid holdup. At a small liquid holdup its increasing leads to increasing of ae. At a large holdup its increasing has the opposite effect. The increasing of lie wettability of the packing material leads to an increase of the effective surface area, The increasing of the specific surface of the packing leads to increasing ct of the effective surface area and to reduction of the ratio —-. a The effect of the packing form is also of importance for ae. 3.2.1.2.1.4.1. Some experimental data Experimental data for some of the best random packings of metal and plastic are obtained in [95, 216] by using the method with absorption of CO2 in NaOH solution, at gas (air) velocity 1 m/s. The geometrical characteristics of the investigated packings are presented in Table 2. Parallel to the measurements of the effective surface area, the pressure drop of the packing is also investigated by using a differential manometer, with accuracy 0.1 Pa. The column diameter was 470 mm. The height of the packing in all experiments was 2400 mm. A special liquid phase distributor was used
208
ensuring liquid superficial velocity in the packing from 5 to 200 m3/(m2h), distributed in 923 drip points per m2. The concentration of the NaOH in the liquid phase was kept constant by feeding concentrated NaOH from a Mariott vessel. The data for the effective surface area ae for all investigated packings (Table 2) versus liquid superficial velocity L are represented in Figs. 18-21. The comparison of the data for ae with the specific surface area a of the corresponding packings shows that at the maximal investigated liquid superficial velocity used for each of them ae is greater. Le. the ratio a/a at sufficiently high liquid superficial velocity reaches values greater than 1. It means that the effective surface of the drops and jets trickling in the free volume of the packing is significant. 300
200
1
-—1 1 *
•—•
_ ~ • — — " ,
—
—
—
100
—
—
1
80
-
-
—
I—-—""""
,
—
—
•
—
'
• • • • A *
RSR0.S RSR 0.7 RSR1 RSR 1,5 RSR 2 RSR 3
60 6
8
10
20
40
60
80 100
200
300
Lk,nfl/(nfh) Fig. 18. Effective surface area of the investigated metal RSR versus the liquid superficial velocity.
The data for metal RSR No 3, Fig. 18, show that even at 1=10 m3/(m2h) the effective surface of this packing is some higher than its specific surface area. At Z=200 m3/(m2h) its effective surface is more than two times higher than its specific one. It must be mentioned that for the most of the packing types, Figs. 19, 20 and 22 for the smallest packing elements, the line in coordinates ae-f(L) has greater angle of inclination. Probably it is connected with different increasing of the area of jets and drops trickling in the packing void fractions as well as of the wetted surface area, with increasing of the liquid superficial velocity. For the Ralu-Flow packing such a difference in the angle of inclination is not observed. The influence of the packing material on the effective surface area can be seen in Figs. 23-25, where a comparison between the effective surface of metal and plastic RSR with one and the same dimensions for each of the materials is presented.
209 300 200
r *** \
' 100
•""""1
r"
I
80 80
^
.—-- —^ i
4
6 S 1 0
• • 20
30
40
60
RSRNij.aspp RSRN(3.2 PP
80 100
200
300
Fig. 19. Effective surface area of the investigated plastic RSR versus the liquid superficial velocity.
300
A
200 ——" i
100
.—"
-—<
,—•"
A •
so
• V
MTP25 MTP40 IMTP 50 IMTP 70
60 a
8 10
20 L .ttfi/fnfh)
40
60
80 100
200
300
Fig.20. Effective surface area of the investigated metal IMTP versus the liquid superficial velocity.
210
300 200
1
i
I
-——
I L—*"—*""""
100 30
I
• •
r"
Ralu-F(owNo.1 PP Ralu~FlrawNo,2PP
60 6
20
8 10
40
60 80100
200 300
Fig.21. Effective surface area of the investigated plastic Ralu-Flow versus the liquid superficial velocity.
The comparison in Fig. 22 shows that the effective surface of the plastic packing is only with about 15% lower. Because the effective surface area of the drops and jets trickling in the packing free volume is practically not dependent on the packing material and because the effect of this surface is greater in case of greater packing elements, it is expected that the influence of the wettability of the material is greater in case of smaller elements. In Fig. 23 a comparison of the effective surface for metal and plastic RSR No. 6 is made. Since there are no data for metal RSR No 6, the data used in Fig. 23 are extrapolated from the data for metal RSR No 0.5 and No 0.7.
200 !_
-—'"'"1 • 100
• •
J 1^
80 8
10
^
20
40
60
RSR 2 RSR No.2 PP
80 100
Fig. 22. Comparison of the effective surface of RSR No. 2 of metal and of plastic.
200
300
211 300 200
f
I
100 80
eo
• •
6
8
10
20
40
80
RSR extrapolate RSR No.0.8 PP
80 100
200
Fig. 23. Comparison of the effective surface of RSR No 0.6 of plastic with extrapolated data for the same packing of metal.
The comparison shows that the effective surface area of metal RSR is between 12% and 43% higher. The lower % is at higher liquid superficial velocity. In Fig. 24 a comparison of the metal RSR and IMTP with practically the same specific surface area is presented. The first pair is RSR No 0.7 and IMTP 40, with specific surfaces 175 and 171 m2/m3 respectively. The second one is RSR No 1.5 and IMTP 50, with specific surfaces 105.8 and 107.7 m 2 /m\ The comparison shows that the effective surface of the RSR is about 15 % higher. This difference is connected with the different form of the two packings and mostly with the special forming of the end lamellas of the IMTP so that each of these lamellas consists practically of two perpendicular lamellas. The surface of these complicated end lamellas is about 28.8 to 49 % of the whole surface of the packing depending on the size of the packing elements. In case of RSR all lamellas are simple. The flowing of the liquid in the two cases is different. To explain easier this difference, let us consider the results of investigations [242] carried out for modelling the leakage of the liquid phase in packings. It was found that at the bottom part of an irrigated well wettable vertical plate, a long liquid drop is formed. Its height is about 5 mm in case of irrigation with water. It means that the bottom part of the vertical plate is fully wetted due to capillary forces. Simple experiments show also that narrow, well wettable lamellas on which the liquid is flowing are completely wetted on both sides with moving liquid. The reason is that because of the capillary forces, the liquid cannot break away from the lamellas. If a given lamella is replaced by a
212
profile consisting of two perpendicular lamellas with a common long side, the vertical one is not wetted. That is why packings with such complicated forms, as for example IMTP are less wetted. The comparison between the effective surface of plastic RSR and RaluFlow paekinp with close specific areas, is presented in Fig. 25 (for RSR No 2PP and Ralu-Flow No 2 PP) and Fig. 26 (for RSR No 0.6 and Ralu-Flow No 1 PP). The specific surface areas for the first two packings are 117.2 m2/m3 for RSR and 98.4 m2/m3 for the Ralu-Flow.
300
4= -*F
1
200 IU——
..—100
K—-*
-a
• • • V
1
80
R SR0.7 RSR 1.5 IMTP 40 IMTP BO
60
6
8
10
20
30
40
60
80 100
200
300
Fig. 24. Comparison of metal RSR and metal IMTP.
200
100
80
J
•
RSR No.2 PP
•
Ralu-Flow No.2 PP
60 8 10
20
40
80
80 100
200
300
Fig. 25, Comparison of the effective surface of plastic RSR No 2 and Ralu-Flow No 2 PP versus liquid superficial velocity
213 300 200 1
-"1
« 100
eo
• •
RSR No.0,8 PP Ralu- Flow No.1 PP
60 6
8 10
20
40
60
80 100
200
Lh .rrf/fnfih) Fig. 26. Comparison of the effective surface of plastic RSR No 0.6 and Ralu-Flow No 1 PP versus liquid superficial velocity.
For the second two packings they are 206.3 and 177 m /m respectively. In the first case the effective surface area of RSR is about 8 % higher for all liquid superficial velocities. In the second, at low liquid superficial velocities, it is about 11% higher, and at high values of L up to 11% lower. Because the comparable packings have not exactly the same values of the specific surface, it is difficult to tell which packing form is more proper to obtain higher effective surface. The comparisons of the investigated packings show also that the pressure drop of IMTP 40 is higher with 3S% and more than those of RSR No 0.7 and RSR No 1. The specific surface area of IMTP 40 is between these of the two RSR packings used for comparison. Similar results are obtained by the comparison between the packings IMTP 50 and RSR 1.5. The comparison of the pressure drop of the plastic packings Ralu-Flow No 2 PP and RSR No 2 PP, which have close specific surfaces, shows that the pressure drop of the Ralu-Flow is between 23 and 40 % lower (under the loading point) than this of the corresponding RSR. Over the loading point the difference is bigger. A comparison of all investigated metal packings with all plastic ones shows, as expected, that at the same specific surface and liquid superficial velocity, the metal packing has greater effective surface area and lower pressure drop.
214
The experimental data [214, 312] for the interfacial area of Nutter rings obtained in absorption of COa in NaOH solution are presented in Fig. 27 versus the liquid superficial velocity L, ZSZ —-
NR#1 a=168 rrWrn3 NR#1 75 a=105m2/m» NR#2 5 a=83 m2/m3
80
SO
100
120
140
160 3
180
200
221
s
Specific Liquid Load, m /(m .h) Fig. 27. Interfecial area of Nutter rings measured by Duss et al. [214,312].
It is mentioned that the analysis of the data points shows that there is a strong influence of the pressure drop in the area over the loading point (AP > 4 mbar/m). Under this point the value of ae for a given packing is a function only of the liquid superficial velocity. Unfortunately, in the figure no information about the gas velocity or the pressure drop is given. It is to be expected that the great difference between the points which reaches up to 38%, obtained for one and the same packing and one and the same liquid superficial velocity, is owing to different gas velocities. The dependence of ae on the pressure drop is presented in Fig. 28. As noted by the authors [214], the results indicate that the increase of the effective surface area with the pressure drop above 4 mbar/m can be fitted best by assuming that the gain in area per pressure unit is constant for all three ring sizes, i.e. 3.9 m2/(m3mbar), and it is not proportional to the packing specific area as one might expect. The measured interfacial area is higher than the geometrical area for all data points at liquid loads above 20 m3/(m h). We think that the last contradicts with the fact that the smaller the geometrical area, the higher the ratio of the effective to geometrical area of the packing. The results of Kolev et al. [95] and of Nakov et al. [216] for RSR, Fig. 18, and for IMTP, Fig. 20, also contradict to the contention that the effective and the geometrical surface areas become equal at one and the same liquid superficial velocity. From Fig. 18 it can be seen, for example, that for metal RSR No 0.5, ae is equal to a at liquid superficial velocity Xft=200 m3/(m2h). For RSR No 3 the respective value is I*=10
215
m3/(m2h). Similar is the situation in Fig, 20 for IMTP. Maybe the difference in the results is because the comparison for the different Nutter packings is made at different hydrodynamic regimes, under the loading point for the bigger, and over the loading point for the smaller packings. Unfortunately, the data for the gas velocity necessary to solve the problem are not given in [214],
5 B
i
: , . ,-,.4—i.i 1
&»
I
*
• NR#
130 120 110 100
1
*
• NR# •i
: i
-
75
•
dNRft 1
J0
2
s
4
|
0 8 10 12 14 10 18 20 22 24 Pressum Dmp x10~2, Pa/m
Fig. 28. Influence of the pressure drop on the effective interfacial area. The lines are calculated according to Eq. (1 IS).
Almost all researchers investigating the effective area of packings have made their experiments at atmospheric pressure, assuming that under the loading point the hydrodynamics of the gas phase does not affect the motion of the liquid. This assumption can be considered as an axiom because under this point there are no significant forces connected with the gas phase acting on the liquid, respectively on its distribution over the packing area. That means, if an effect of the gas phase, respectively of its pressure, on the effective surface area under the loading point is experimentally proved, it must be looked for different effects of the pressure which can be detected as changing of the effective area. That is why the results of Benadda et al [294] that the pressure increasing from
216
0.1 to 1.3 MPa leads to increasing of the effective surfece of the packing cannot be considered as doubtless. The investigation was carried out with 6.4 mm Berl saddles in a column with a 62 mm diameter at constant gas and liquid velocities. The experimentally obtained values of the packing effective area [294] as a function of the pressure are presented in Fig. 29. It is to be seen that with increasing of the pressure 13 times, the effective area increases from 60 to 200 m2/m3, i.e. over 3.3 times. In another paper Benadda et al. [295] find that the partial mass transfer coefficient for the liquid phase is not depending on the pressure in the interval from 0.1 to 1.3 MPa. The investigation was carried out with the same packing and the same column. That is, the pressure is not influencing the liquid-side control processes.
250 200
wB=0.037 m/s L=1.48x10»m/s
ISO 100
so 0,1
e.2
0.4
0.6
0.8
1.0 IJ 1.4 Pmssum, MPa
Fig. 29. Influence of the pressure on the interfacial area- CO2 absorption in NaQH water solution after Benadda et al. [295].
The hydrodynamic study presented in the same paper [295] shows that an increase of the pressure leads to an increase of the axial dispersion coefficient of the gas phase, and consequently gives rise to dispersion of the gas phase as bubbles. The increase of the interfeeial area can be interpreted as interpenetration of this new formation of bubbles in the liquid film [295]. It is easy to see that 13 times increasing of the pressure leads to about 3.6 times increasing of the FG - factor which can lead to an inversion regime. The increasing of the axial mixing can compensate the positive effect of the bubbles on the mass transfer coefficient and in this way to explain the observed results for the liquid-side controlled mass transfer too.
217
3.2.1.2.1.4.2. Equation for calculation of wetted and effective surface areas For determination of the wetted surface area the following equation is suggested [83, 84]: i L
^ = l-KIe-m a
(93)
where: m = bRef
(94)
The experimental constants in this equation are as follows: LpL Z b Rings 15-35 mm [85] 0.028-8.3 1.02 0.16 Rings 15 mm [86] 0.17-5.5 1.0 0,167 Saddles 15 mm [86] 0.17-5.5 1.0 0,089
P 0.4 0.415 0.7
It is not correct from the similarity theory point of view to use ReL instead of L, without changing the viscosity, for obtaining of these experimental constants. The Buckingham theorem requires in this case 4 dimensionless values, but not only two. Hikita and Kataoka [69] based on their own experimental data obtained with paper Raschig rings, using the colour method described in 2.1.2.5.1, proposed the equation:
(95)
(Lf() a where m =
^
The mass liquid superficial velocity L.pL for obtaining of this equation is changing from 0.14 to 5.6 kg m'2 s 1 . Using data from different investigators, Bolshakov and Grinevieh [98] obtained the equation:
218
(96) where ex is in mN/m. Using data from [83, 87] for the wetted surface area of Raschig rings with diameters from 15 to 35 mm, the following equation was proposed [102]:
L
/
(
(97)
a where Eotvos number Eod =
— is defined with the packing diameter, XT
_ 4.L a.uL ' The maximal error of the equation is 20%. There are many investigations and different equations for calculating the effective surface area of random packings given in the literature [87-95]. The first of them are proposed by Semmelbauer [93]. They are as follows: for Raschig rings ^- = 0.00608•Re°l4SSEo°-s; a
(98)
for Berl saddles ^- = 0.00755Re°L4SSEd05. a
(99)
In both cases Edtvos number is defined with the specific surface area
The disadvantage of the equations of Semmelbauer [103] is that using Rei without any experimented data for the liquid viscosity, they predict too great influence of this value. It must be mentioned that according to the dimensional analysis the equations ought to have four instead of three terms.
219
Ramm [96, p.446] proposed the expression: AL a.- — .
000)
where A and B are experimental constants. For Raschig rings and saddles 25-50 mm, A=%5 and 5=0.00125. The accuracy of the equation is ±25%. For 50 mm Raschig rings, it is better to use .4=83.5 and ,6=0.00067. It is surprising that the influence of the specific surface area of the packing is not taken into account in this equation. This can be explained only with the small interval of changing of this value. Using data obtained with the method described in 2.1.2.5.7., Hikita, Kataoka and Nakanishi [99] obtained the equation:
l
a
m
,
(101)
a where m = bd" . The value of a in this equation is in mN/m. d is the packing element diameter, m. The values of the constants A, bandp are as follows: A B P Rings 2.26 1.83 0.48 Saddles 0.707 0.495 0.98 Because of some shortcomings of the method for obtaining the experimental constants, discussed in 2.1.2.5.7., this equation is not to be recommended. Another equation for calculation of the effective surface area of random packings is suggested by Onda et al. [92]: f-75 ReL0JFf0MWeOJJ,
(102)
where ReL = ' L is the Reynolds number; Fr = —— - Froude number; We o-Mi 8 = L3fi/(er.a)- Weber number; a- surface tension in N/m; and a^ critical surface tension at which the wettabiliry angel is zero. Principally this equation is unable
220
to predict values of a/a greater then 1. That is why this form is not useful for high liquid superficial velocity, when the influence of effective surface of the drop and jets trickling in the free volume of the packing is significant. Values of trc, taken from [110], are represented in Table 13. When using the data for plastic material from this table it must be taken into account that because of slow partial oxidation of the surface area, the value of ac increases with time. The same effect can be observed also due to the influence of industrial gases and liquids [112, 113], Linek, Krivsky and Hudec [111] have not observed such an effect after 3 weeks irrigation of nonhydrophilized plastic packings with pure water. Our investigations [105] with PVC Pall rings not in use for a long time show that their effective surface is close to the effective surface of ceramic packings. Experiments [114] for determination of the effective surface area using the Danckwerts method show also that the wettability of the packings slowly increases with time. Puranik and Vogelpohl [109] propose the equation:
^ = 1.045Re™41 WeOJS3\ S t a {a-)
(103)
Table 13. Values of critical surface tension taken from [110] Material
Glass
7.3'
Ceramics
6.1*
PVC
4.0*
Carbon
6.0 - 6.5*
Steel
7.1*
Paraffin
2.0*
Hydrophilteed polypropylene
5.4"
and polyethylene * Taken from [110] "Taken from [111]
221
To calculate the effective surface area of Rasehig rings with diameters from 15 to 50 mm using data of Fumitake [101] obtained after the method of Danckwerts, and data of Zhavoronkov [87] obtained after the method of Shulman, the following equation is proposed [102]:
^ = QJ44.Fr0LmEo"sRe?m(a.dr. a
(104)
Later using own date obtained by the method of Danckwerts and also data from the literature, Kolev proposed the equation [105]:
a/a=0.583[pLg/f^ ajf^Fr^fa
df43,
(105)
where Fri=L2a/g is the Froude number; /%- liquid density, kg/m3. The date used for obtaining the experimental constants of this equation are presented in Table 14. The effective surface area of the polypropylene Intalox Saddles 50.8 mm obtained by Danckwerts and Rizvi [108] is significantly smaller than that predicted by Eq. (105). The reason is that this material is very poorly wetted and the wettability of the material is not token into account in this equation. An equation showing similar influence of L, a and a is presented also by Billet and Schultes [237, 316] S t = l,5(a.dh)-0J.Ref2Wet75Fr-6-45. a
(106)
According to equations (105) and (106) the predicted a/a as a function of X in double logarithmic coordinates is a straight line. Equation (106) is valid for neutral and positive systems for which no Marangoni effect exists. In case of negative system for which the surface tension along the column decreases from top to bottom, the Marangoni effect must be taken into account. More information about the physical nature of this effect is presented in Chapter 4. For correction of the value of kL in case of negative systems Billet and Schultes [3165 322] presented the equation:
222
'neg.syst
where the Marangoni number Ma is given by the equation dax-x* HTUL dx DLftL
,
(108)
HTUoL
Table 14. Characteristics of the packings used in determination of the constants of Eq.{105) No.
Packing
Specific surface 2
m /m
3
Column diameter
Author
Mm
1
Ceramic rings 25.3x25.3x3 mm
210
190
[105]
2
Ceramic rings 25.0x15.9x3 mm
222*
190
[105]
3
Ceramic rings 25.3x10.9x3 mm
237*
190
[105]
4
Ceramic Intalox saddles 35 mm
173*
190
[105]
5
Ceramic Intalox saddles 50 mm
125'
500
[105]
6
Ceramic Intalox saddles 70 mm
86*
500
[105]
7
Plastic Pall rings 50 mm
130*
500
[105]
8
Plastic rings 25.3x25.3x3 mm
210*
190
[105]
9
Ceramic rings 15x15x2 mm
364
121
[106]
10
Ceramic rings 25x25x3 mm
190
121
[106]
11
Ceramic rings 25x25x3 mm
203
500
[107]"
12
Ceramic rings 50x50x5 mm
89.5
500
[107]"
13
Ceramic Pall rings 50x50 mm
125
500
[107]"
14
Ceramic Raschig rings 38x38 mm
130
500
[108]
15
China Pall rings 38x35 mm
130
500
[108]
16
Ceramic Intalox saddles 38 mm
160
500
[108]
The specific surface of the packing included also the surface of the column wall. For determination of the effective surface the method of Danckwerts is used. ** The data are obtained using the method of Shulman.
223
where HTUi is the height of a mass transfer unit for the liquid phase; overall height of the mass transfer unit calculated for the liquid phase; x and x* - mol concentration and mol equilibrium concenixation of the liquid phase. The first term in the Marangoni number describes the change of the surface tension with the concentration along the column, while the expression xx* takes into account the concentration difference in the boundary layer. For calculation of the effective surface area at the flooding point (fly?), Billet and Schultes [316,322] presented the equation: HTUOL-
-0.45 ,
( 1 0 9 )
where c w is the surface tension of the water in N/m. The usage of crw for calculation of the effective surface of a packing operating at a system with different properties is not theoretically grounded, but is applied by some investigators to obtain a formally dimensionless equation. For determination of the effective surface area between the loading and the flooding points, ay ft Billet and Schultes [316] presented the following equation:
(110)
a
a \ a
In the most of the investigations on the effective surface area it is assumed that this value is practically independent of the liquid viscosity. To fill up this gap, Rizzuty and Brucato [217] carried out investigations with 10 mm Raschig rings using sugar solution with kinematic viscosity from 1.24X10"6 to 2.3x10"6 mV 1 . In the experiments a variant of the method of Danckwerts is used, namely absorption of carbon dioxide in potassium earbonate-biearbonatearsenite solutions. It is obtained that at kinematic viscosity lower than 1.54x10"* mV 1 ; the increasing of the viscosity leads to increasing of the effective surface area too. The additional increasing of the viscosity leads to decreasing of the effective surface. Both effects are to be expected theoretically, Chapter 1, paragraph 1.6.3.3. The following two equations are obtained for each of the above mentioned intervals of viscosity:
224
ae = 2.944.104vuLMLUM
(111)
ae=O.165J.v°LmLom
(112)
Simple calculations show that the effect of the viscosity change in the investigated area for the first equation is only 6.25%, and for the second -22%, This small effect and the absence of error estimation make this equation not reliable for industrial calculations. It is proposed in [24] to use the angle of wettability as a criterion for the wettability. Simple experiments carried out by us with the investigated metal packings show that no drops are formed on the packing surface area treated preliminary with NaOH solution. That is why the angle of wettability is zero and should not be taken into account in the equation for calculating the effective surface area of the studied packings. Some investigations [45-48, 88-90] show that the effect of the surface tension on the effective surface area of the packing is significant and must be taken into account. Theoretically there is no base to eliminate the effect of the viscosity. The effect of the liquid density is important. Having in mind that a part of the packing surface area can be wetted independently of the liquid superficial velocity, and using the ir-theorem, the following equation in dimensionless form is obtained [95]:
^ = Ko + K]EolF^(a.dpf,
(113)
where Kg, Ki, I, n, and/? are experimental constants; Ed = FrL =
' - Eotvos number; a <J
Froude number; E pi- liquid density, kg/m3; a- specific surface of the packing in m2/m3; a- liquid surface tension in N/m; L- liquid superficial velocity in m3/(m2s); dp- nominal packing diameter in m. After determining the experimental constants K§, Kj, I, n, and p from the experimental data, Eq. (113) obtains the form;
225
• = 037 +
4.5E6M5Fr{-"(ad,)~
(114)
a The influence of ReL is to be neglected. The precision of the experimental constants in this equation is represented in Table 15. A comparison between the experimental and calculated data is presented in Fig. 30. The mean arithmetic error of Eq.{114) is 4.5%. The maximal deviation is not more than 10%. To calculate the effective surface area of Nutter rings, the following equation is proposed [214]:
(115)
2,5
/
#
1.5
'A \'
-10%
4 /A V
Q.8
0 A
y
0.8
• • • • *. •
s
0.4
0.4
0.6
0.8
1
1.5
RSR 0.5 RSR 0.7 RSR1 RSR 1.5 RSR 2 RSR 3 2.S
Fig. 30. Comparison between experimental (exp) and calculated (cal) values of the ratio a/a for the investigated metal RSR.
226 Table 15. Values and precision of the constants in Eq. (114) Constants
Value
Confidence region
0.37 4.5
±0,0956 ±0.1291
0.45
±0.0619
n
0.17
±0.0213
P
-1.03
±0.0248
K, I
Mean error, %
Maximum error, %
4.5
10
where Lh is in m3/(m2h) and AP in mbar. At Li/cKQ.6 m3/(m h), CJ= 21.2 and x2 = 0.11. At V«>0.6 m3/(m h), c2= 22.5 and x3 = 0.23. The comparison between the calculated curves using Eq.(llS) and the experimental data is presented in Fig. 28. Based on experimental data for rectification, obtained by using 3 sizes of random ceramic Raschig rings (6.25, 9.00 and 10.80 mm), Senol [290] presented the following equation:
a where cr^ is the surface tension of the light component in N/m; (Th is the surface tension of the heavy (less volatile) component in N/m; % Fl=(G/Gj}100%- flooding ratio; G- gas mass superficial velocity, kg/(m2s); Gj- gas mass superficial velocity at the flooding point, kg/(m2s); CaL =
- capillary number for the liquid;
gcj- force/mass conversion factor (dimensionless); The following systems are used in the experiments: 1. Trychloreethilene/n-heptanehe (negative); 2, Methylzyclohexane/toluene (positive); 3, N-pentane/toluene (positive); 4. Benzene/toluene (neutral). The values of the constants in Eq. (116) are presented in Table 16.
227 Table 16. Coefficients of Eq. (116) for all considered systems, for positive and negative ones
c3
Systems
c«
All systems
2.552
0.033
-0.239
0.306
0.290
-0.530
Positive*
25.462
-0.0065
-0.439
0.027
1.061
-2.50
Negative*
3.203
0.07H
-0.394
0.387
0.136
2.45
e4
* See Chapter 4.
Since the sizes of the investigated packings are very small, the application of Eq. (116) for industrial calculations is not to be recommended. 3.2.1.2.1.5. Equation for calculation of the axial mixing coefficients 3.2.1.2.1.5.1. Axial mixing in the gas phase In general, the dispersion of a gas flowing in a packed bed is considered to be a result of two main mechanisms: molecular diffusion and eddy (turbulent) diffusion. At low Reynolds number (ifee
\Q, the turbulent diffusion is a dominant factor. Since all industrial packings operate at rather great values of ReG, the molecular diffusion is not of importance for the axial mixing in the gas phase. Based on own data for Raschig rings 6-13 mm for the axial mixing in the gas phase, De Maria and White [116] obtained the equations: for dry packings (117)
Pea = 1.94, for irrigated packings
(118)
where:
PeG=BoG
a.H
— - Peclet number for the gas phase;
s(l-Hd).a.DG
DG - axial mixing coefficient for the gas phase, m2/s;
228
p G
- Reynolds number for the gas phase, calculated with nominal
packing size; m = [0.013-0.088(dp/dc)]Xeu;
(119)
dc is the column diameter in m; Read and RBM, the Reynolds numbers for the gas and for the liquid phase, are calculated using the packing size dp and L, respectively wg. The relevance of including the column diameter in equation (119) is doubtful because the hydrodynamics of the column does not depend on its diameter. The column diameter could have some influence on m only at great ratio d/da but then the equation which takes into account this influence must have a form which eliminates dc with decreasing of the ratio d/dc. Sater and Levenspiel [118] offered the equation: (120) For calculation of the Peclet numbed for the gas phase in random packings, Charpentier and Midoux [330] presented the expression:
Perh=
W
°
ph
=11.6H'-6.4Ht+0.9,
(121)
where the packing hydraulic diameter is defined as:
(
« g is the particle specific surface area in m2/m3. Linek et al. [331] proposed the equation:
'
229
e-Ht
—
(123)
Using a radioactive experimental method, Richter [126] obtained the equation:
[
r \I-95 s „
T"
s-0.7
TSSH
ir
^™
(124)
The equation shows that two times increasing of the column diameter leads to about four times reduction of the Peclet number, respectively to about four times increasing of the coefficient of axial mixing in the gas phase. Because the influence of the column diameter is connected first of all with the wall effect which is smaller in bigger columns, such an effect is not to be expected. Burghart and Bartelmus [332] presented the equation: Pem = 3.3Re£m
jorLa3K"'"au
.
(125)
Dunn et al. [202] developed empirical Peclet number correlations for both phases. They found that the gas mixing decreases with increasing of the liquid or gas rates. Macias-Salinas and Fair [203-205] investigated the axial mixing in both, gas and liquid, phases for 25.4 mm ceramic Raschig rings and 25.4 mm metal Pall rings at water - air countercurrent flow in a column with a diameter of 430 mm, using tracer method. The experimental date as a function of the gas, respectively of the liquid, mass velocity are presented in Fig. 31 and 32. The value Hi in the figures is the test length, i.e. the distance between the sensors in the packing. In the same figures data for the structured packings Sulzer BX and Flexipac 2 are also presented.
230 200
10
Liquid mass velocity, kg/(nfs) Gas flow; Air
25.4 mm Rasehig rings
O
25.4 mm Pall rings Sulzer BX
Tracer Helium HL=0.9144 m
V Hexipac 2
vs.
Fig. 31. Gas-phase mixing numbers packings.
liquid mass superficial velocity for different
200
100
-1
«^
^•Q'S^
8—
CD
1 c 1
b
10
0,1
1
Gas mass velosity, FLEXIPAC2 Air water flsw system
Liquid mass velocity, kg/(mzs)
O 3.25
• 5
a 6.75
e=0.93, H=2.1 m, HL =0.914 m
oaa3S
Bo =137 08G G
1O"
4 8.5 110271
"-"
ni
Fig. 32. Gas-phase BoG vs. gas mass velocity Gm kg/(m2s), for Flexipae 2 in air-water flow system. Lm in kg/(m2s) is the mass liquid superficial velocity.
231
For calculation of the Bodenstein number of random packings, the following equation is proposed.
BoG
=0.0S78Re^Mls
(126)
where
(127)
D
The value of the power at {dpd) in equation (126) is too high to be true. Of course, it is obtained experimentally and can be used for the investigated packings, but is better to use a different experimental constant for each investigated packing instead of such an enormously high power. The comparison between the experimental data and the values calculated by Eq.(126) is presented in Fig. 33. 2OQ
+ 20% / ' 100
/ /a
-.
o
Y 2S.4 mm Rashig rings 25,4 mm Pall rings
20 /
:
.
.* 100
200
Cone/ated So. Fig. 33. Comparison between the experimental*data for BQQ and the values calculating by Eq. (126) for Raschig and Pall rings.
232
Another equation, describing the experimental results of different authors for Raschig rings 25.4 mm and 12.7 mm, is proposed also by MaeiasSalinas and Fair [205]. PeG =998.19Re-0Mll.10~0Mm"^
(128)
3.2,1,2.1.5.2. Axial mixing in the liquid phase The axial mixing in the liquid phase of random packings is investigated by many scientists [115-126,203-213]. For determination of the axial mixing coefficient in the liquid phase Otake et al. [115] proposed the equation:
PeL = 5 ^
= 0.527 Rej^1 Ga^s,
(129)
ML
where DL is the axial mixing coefficient for the liquid phase in m2/s. Reu is the Reynolds number defined with the diameter of a packing element and with the average real liquid velocity in the packing as follows: R
^ The Galilei number is also defined with the packing element size:
Later Kunugita Otake and Yamanashi [117] presented the equation PeL = 1.425GoC"33 Re0^77
(130)
Based on their own data for Berl saddles and Raschig rings with 7.85 to 15.5 mm size, Sater and Levenspiel [118] offered the equations:
233
P*L=19AXf™Ga+r(ad,?M and
(131)
PeL=7.58xl0TiRel%* The values of Gau and Ren here are defined as in equation (129). Hochman and Effron [119] carried out experiments with 4.8 mm spheres using the system methanol-nitrogen. Based on their own experimental data, they proposed the equation: PeL = 0.042i?^ 5 Using data of different investigators and their own, presented in Table 17, Elenkov and Kolev [120] proposed the equation:
PeL = 0.068 RefB Gaf33,
(132)
where HdDLa ReL = GaL=^j. The average accuracy of equation (132) is + 25%. The error of the data of Hochman [119] for 4.75 mm spheres is quite greater and reaches up to 130%. This might be connected with the influence of the stagnant zones for the liquid phase in that packing, i.e. with the greater static holdup. In all cases the accuracy of the experimental data for the axial mixing in the liquid phase is low because different investigators use different measuring cells and do not account for their influence. Taking into account this influence, Kolev and Semkov [125] obtain the equation:
234
PeL = 0.66Re°L3SGafJ0.
(133)
The average arithmetic error of this equation is 6.9% and the average square error is 11,8%. For determination of the experimental constants in Eq. (133), besides all data of Elenkov and Kolev [120] in Table 17 after taking into account the influence of the measuring cell, the data of Dilman [121], Carlton [122] and Sater and Levenspiel [118] in the same table, and also the data of Richter [126] for Raschig and Pall rings 35 and 50 mm are processed. All data are obtained either using radioactive tracer, when the effect of the measuring cell on the results is to be neglected, or taking into account this effect. Dunn et al, [202] developed empirical Peclet number correlation not only for the gas phase axial mixing but also for the axial mixing in the liquid phase. It is found that the liquid Peclet number is proportional to the liquid superficial velocity and it is independent of the gas velocity. This independency is taken a priori by other investigators in this field for the area under the loading point, when the forces between the gas and the liquid phase can be neglected. Farid and Gunn [213] measured axial and radial mixing coefficients of the liquid under and over the loading point. They carried out their investigations in the bulk of the packing and near the column wall. It is found that at a small ratio of the diameters of the column and of the packing elements, this ratio influences the axial mixing coefficient. With increasing of this ratio the effect of the wall is to be neglected. The authors [213] assume that it is possible to describe the dispersion by an overall dispersion coefficient that includes the quantitative effect of local dispersion and wall flow. We think that such a position is not perspective, at least from a mathematical point of view. It is quite better not to complicate the mathematical model of the mass transfer process by tacking into account the differences between the bulk of the packing and the wall zone, but to try to eliminate these differences. The problem is discussed in details in Chapter 8. Macias-Salinas and Fair [204] investigated the axial mixing in the liquid phase for 25.4 mm ceramic Raschig rings and for metal Pall rings with the same size, together with the structured packings Sulzer BX and Flexipac 2. The obtained date for BoL [204] are presented in Fig. 34. Using these data they obtained the equation: BoL = 24ARel55*Galll3(dpay2-u,
(134)
where the packing height in the Bodenstein number is the test length between the sensors.
235 Table 17, Packings used for obtaining the experimental coefficients in Eq. (132) Packings
Specific surface area m2/m3
System
Author
Raschig ring 25.3x25.3x3 mm
189 201
air-water
Elenkov [120]
Shortened rings 25xl5.9x3mm
air- water
Elenkov [120]
Shortened ring 25x10.9x3 mm
216
air- water
Elenkov [120]
Arranged Raschig Rings25.3x25.3x3 mm.
200
air- water
Elenkov [120]
Plastic lamella packing; lamella thickness5 mm; lamella height 50 mm; pitch -15 mm
131
air- water
Elenkov [120]
air- water
Kunugita [117]
air- water
Kunugita [117]
air- water
Kunugita [117]
Raschig rings 15x15 mm
air- water
Dilman [121]
Raschig rings 6x6 mm
air- water
Carlton [122]
Raschig rings 10x10 mm
air- water
Carlton [122]
Raschig rings 13x13 mm
air- water
Carlton [122]
Raschig rings 19x19 mm
air-water
Carlton [122]
Spheres 4.75 mm
methanolnitrogen
Hochman [119]
Raschig rings 12.7x12.7 mm
air-water
Sarter[118]
Bert saddles 12.7 mm
air- water
Sarter[118]
Raschig rings 10x10 mm
air- water
Me. Henry [123]
Raschig rings 10x10 mm
air-water
Otake [124]
Raschig rings 10x10 mm Raschig rings 15x15 mm Raschig rings 20x20 mm
236 100
j
m
• &
rf1
;
10 i
1
i 1 8 | « o
c i -fc
o °
H
O
20
Liquid mass vetasity, Liqiid f low: W3ter
Q 25.4-mm Raachig rings [ 202 ]
Tracer; Sad HL=0.»144 m
m 26.4-mm Raschigrings[ 204 ]
a
25.4-mm Pall* rings
•
SuliBr*BX
n
n8«ipac«2
Fig. 34. Liquid-phase Bodenstein number vs. liquid mass superficial velocity. Hi is the length of the packing between the sensors.
3.2.1.2.1.5.3. Radial mixing in the liquid phase For determination of the Peclet number in radial direction for the liquid phase Pein the following equation is presented [274]:
Pg
= —£- = $
(135)
" A, where Di, is the radial mixing coefficient for the liquid phase in m2/s. 3.2.1.2.1.6. Equation for calculation of the mass transfer coefficients 3.2.1.2.1.6.1. Gas-side controlled mass transfer coefficient 3.2.1.2.1.6.1.1. Coefficient for the piston flow model Using own data for evaporation of water in air stream obtained in column with a 280 mm diameter for random rings 13, 25 and 50 mm, arranged rings 50 mm, and Berl saddles 6.5 and 13 mm, Teacker and Hougen [127]
237
presented two equations. After small transformations to obtain more convenient form, proposed by Ramm [128], the equations are as follows: for random and arranged rings f
ShG= 0.715
Re^Sc1^;
(136)
Re*mS4/3.
(137)
(1-e) for saddles f
ShG= 0,715
(1-e) The coefficient Ff, called coefficient of form, is defined as a ratio of the surface area of an equivalent sphere with the volume of the packing element to the surface area of that element. Taking into account that the diameter do of the equivalent sphere is given by the ratio:
(138)
it is easy to obtain the equation: F
=
=
(36x?"v!"
=
4.83V2/3
as
as
is the volume of the equivalent packing element; as =
surface area of a single element;
N- number of packing elements per m3.
238
Accepting that the effective surface area is equal to the wetted area of the packing, Onda et al. [129], using own data and data of other investigators, obtain the equations: for Raschig rings
ShG=0.0142slu3R4'G(%KSc1G/3;
(140)
for Berl saddles:
ShG=0.0058e 0J4
(141)
where GaG = — ^ - ^ - is the Galilei number for the gas phase calculated with Mo d h. The comparison of equations (140) and (141) with the experimental data is presented in Figs. 35 and 36. 8
e — • 1 e8 4
£0
K
€.2 8 9
o 3 a 10 84 Bfl »5 .12 aB »13 o? c 14
c
J % \M
°
6
A
*•J V* If \4
rf
I s
1
10' 8 6
A 4 e aio 1
4 e aio a
2
4
e aio 3
Fig. 35. Comparison of experimental data for gas-side controlled mass transfer for Raschig rings with Eq. (140).
239
Re/4 Fig. 36. Comparison of experimental data for gas-side controlled mass transfer for Berl saddles with Eq. (141).
It must be mentioned that according to the Buckingham theorem for determination of the dimensionless numbers in this type of equations, the number of the complexes in Eq. 141 is 4, but not 5. That is, the Galilei number is not necessary, Zhavoronkov, Gildenblat and Ramm [130] proposed the equation:
= 0.407 Re™S3Sc°G33
(142)
This equation describes the experimental data for random Raschig rings and saddles. For calculating the volumetric gas phase controlled mass transfer coefficient, Billet [177] proposed the equation:
kGa-Cv.
(143)
The constant Cv depends on the type and dimensions of the packing. Its value for different random packings is presented in Table 10.
240
Zech and Mersmann [286] presented the equation:
,e + 0.012 (l-e)DG
2
2
w0 pG
(144)
C is an experimental constant depending on the packing construction. In Table 18 some other equations for calculation of the gas-side controlled mass transfer coefficient are presented. 3.2,1,2.1.6.1.2. Coefficient for the dispersion model Using the method described in part 2.1.2.4.2. and equation (118) for calculating the Bodenstein, respectively the Peelet number, and also Eq.(142) for calculating the gas-side controlled mass transfer coefficient for the piston flow model, it is possible to obtain the respective data for the mass transfer coefficient for the diffusion model. The data for both coefficients are plotted in Fig. 37. [131]. The symbols are explained in Table 18.
Table 18. Other equations for calculation of the gas-side controlled mass transfer coefficient Autor
Equation /•
Van Krevelen and Hoftijzer [133]
kG=0.20 -~
Shulman and DeGouff, cited after [285]
^
Billet [287]
=
\B.s °
g 0J37(w0pG
C
T^I1
G
ScG
fS
^Tlo
Sc
G
241
0,06
0,02
0.04
0.02
0.08
KJ.mh Fig. 37. Comparison of the data for gas-side controlled mass transfer coefficient for the piston flow model (KG) and for the diffusion model (Kg+) for the packings presented in Table 19.
Table 19. Packings used in Fig. 37 Packing
a, m2/m3
<4_m
Symbol
Raschig rings 10x10x1.5 mm
440
0.006
Raschig rings 15x15x2 mm
330
0.009
Raschig rinp 25x25x3 mm
200
0.015
o e
Raschig rings 35x35x4 mm
140
0.022
Raschig rings 50x50x5 mm
90
0.035
Pall rings 25x25x3 mm
220
0.014
Pall rings 35x35x4 mm
165
0.018
Pall rings 60x60x6 mm
96
0.033
B
Intalox Saddles 12.5 mm
625
0.005
Intalox Saddles 19 mm
335
0.008
A V
Intalox Saddles 25 mm
225
0.012
•
Inialox Saddles 38 mm
195
0.017
•
242
For using the diffusion model, data for the packing height, which are not included in equation (142), are necessary. Usually the packing height in investigation of the mass transfer coefficient is about 1 m or less. To determine the effect of the packing height on the mass transfer coefficient for the diffusion model, a numerical experiment is carried out [131]. The results show that the difference in the obtained values for all investigated packings is not more than 1%, varying the packing height from 0,5 to 1 m. Using the obtained data for calculating the gas-side controlled mass transfer coefficient for the diffusion model, the following equation is proposed [131]: = ft J Re°fs .Sc"3
(145)
3.2.1.2.1.6.2. Liquid-side controlled mass transfer coefficient 3.2.1.2.1.6.2.1. Coefficientfor the piston flow model For calculation of the liquid-side controlled mass transfer Kasatkin and Ziparis [132] proposed the equation: ShL1=ARe2ScnL
,
(146)
where: a.DL Re
=
^
'/3 i s the so called modified film thickness. After Kasatkin [132] ,4=0.0021, m= 0.75 and «=0.5. The values of the constants A, m and n in Eq. (146) are presented in Table 20.
243
Table 20. Values of the constants A, m and n in Eq. (146) taken from Ranrm [96] Author
Packing
A
m
«
Van Krevelen [133]
Rings, coke and others
0.00595
0.67
0.33
Ziparis [132]
Rings §-20 mm
0.0021
0.75
O.S
Fujita and Hayakawa [134]
Rings 5-35, Saddles 13-40 mm
0.67
0.5
0.0251—1
Onda, Sada, Murase [135]
Rings 6-10 mm
0.0107
0.9
0.5
Onda, Sada, Otubo [136]
Rings 6-10 mm
0.00625
0.5
0.5
Sherwood, HollowEy[137]
Rings 25-50 mm
0.00204
0.78
0.5
Rings 12,5 mm
0.00333
0.65
0.5
Saddles 12.5-38
0.00285
0.72
0.5
0.5
0.5
0.545
O.S
0.77
0.5
0.77
0.5
Yoshida, Koyanagi [138]
Rings 15-25; Saddles 12-25 mm
Hikita, Ono [139]
Fully wetted single element
Ramm, Chagina [140]
Raschig Rings 25 and 50 mm
Ramm, Chagina [140]
»
1 sJ
*
Pall Rings 50 mm
\ 0.00216 0.0036
J
Raschig Rings 25 and 50 mm
0.00216
0.77
0.5
Pall Rings 50 mm
0.0036
0.77
0.5
The comparison of the constants given in Table 20 shows that usually the power n at Set is equal to 0.5. This value is obtained theoretically in the models of Higbie [1], Danckwerts [2] and Levich [3] and is experimentally proved in the investigation of Sherwood and Holloway [137]. The value of the power equal to 0.33 given by Van Krevelen [133] is for SCG in case of gas-side controlled mass transfer. Equations with powers at the liquid superficial velocity, quite different than those presented in Table 20, are proposed by Koch et al. [218] and by Rixon [219]. They are as follows:
ia
= 0.25(LJ,0.96
(147)
244
KLa = 0.0085L,
(148)
where Lm is the molar liquid flow rate. In the last two equations all constants are in British units. Norman and Sammak [220], using a disk column, obtained the equation 0.61 /
\0J0f
,
,
diA)
\ft/7
(149)
where L] is the peripheral liquid flow rate in kg/(m.s) and dg is the diameter of the discs in m. Equation (149) covered a range of viscosities from 0,4 to 20 cP. Onda et al, [141] calculate the liquid-side mass transfer coefficient from its volumetric value and the wetted surface area of the packing, determined by their own equation (93). ShL=0.01Rel5Sc°ls
(150)
Shulman et al. [49] proposed:
(151)
where F/ is calculated by the expression (139) and Rei with the specific surface area of the packing a. Yoshida and Koyanagi [138] calculate the Reynolds number wilh the 4L ) and obtained the equation; effective surface area {Re^ =
(152)
245
Ranun [96] accepted that using in Rei the effective surface area ae instead of the total packing area a is more grounded theoretically, but according to him it is difficult to use this area because of absence of any equation for its calculation in case of liquid-side controlled processes. Later Kolev [34] discussed the problem and considered that the existing of different effective surface areas for different processes is impossible at least because in most of the cases the mass transfer depended on the resistance of the two phases. That is, if mass is transferred thought a part of the effective surface area in the gas phase, it has to be transferred in the liquid phase too. I.e. the effective surface area is the same for each of the phases. The good coincidence of the experimental data for ae, obtained using the methods of Danckwerts controlled by the rate of the chemical reaction and of Shulman with gas-side controlled process, also gives a proof for the mentioned above. Using equation (105) for determination of the effective surface area and experimental data for the packings presented in Table 21, Kolev [34] obtained the equation: (153)
ShL = 0.030
where ShL and G% are determined with the packing size dp. The comparison between the experimental data for the packings presented in Table 21 and the line calculated by equation (153) is presented in Fig. 38.
a
2
-20 B ^.
to 8
'**•<
f
7
m
^=20°/
ft' Iff
4
i 8 10*
Fig. 38. Comparison between the experimental data for the packings presented in Table 21 and the line calculated by equation (153).
246 Table 21. Packings used for determination of the experimental constants in Eq. (153) Type and size of packings
a mz/m3
Absorbed gas
Author
Polypropylene Pall rings 50 mm
130
CO2
Kolev [34]
Ceramic Intalox Saddles 50 mm
125
COj
Kolev [34]
Ceramic Intalox Saddles 70 mm
80
CO2
Kolev [34]
Rasehig ring 253x253x3 mm
210
CO2
Kolev [i]
Shortened rings 25xl59x3mm
222
COj
Kolev [8]
Shortened ring 25x109x3 mm
237
CO2
Kolev [8]
Rasehig rings 6 mm
688
O2
Qnda [135]
Rasehig rings 8 mm
520
O2
Onda [135]
Rasehig rings 10 mm
420
o2
Onda [135]
Berl saddles 12,7 mm
374
O2
Sherwood [137]
Berl saddles 25.4 mm
236
O2
Sherwood [137]
Berl saddles 37 mm
163
O2
Sherwood [137]
Rasehig rings 12,7 mm
374
O2
Sherwood [137]
•
Rasehig rings 25.4 mm
190
O2
Sherwood [137]
118
a
Rasehig rinp 37 mm
O2
Sherwood [137]
Rasehig rings 50 mm
95
o2
Sherwood [137]
Rasehig rings 25 mm
170
O2
Ramm [140]
Rasehig rings 98,5 mm
89.5
Oa
Ramm [140]
H
Ceramic Pall rings 50 mm
125
02
Ramm [140]
n
Symbol
o • ©
e e
e » c
A A
v
•
m
The investigation of Delaloye et al. [301], where the purpose is to determined the influence of the liquid viscosity on the liquid-side controlled mass transfer coefficient shows that kLa/ D1^2 is inverse proportional to the square root of the viscosity. The difference between the power at the viscosity obtained by them and that in equation (153) is only 0.06. This difference is within the limits of the experimental error in this type of investigations, especially taking into account the error in the calculation of the diffusiviry which depends strongly on the viscosity. A great disadvantage of many of the equations is that when presenting them in dimensionless form, there is no assurance that they take really into account the influence of all parameters which are not changed in the experiments for determining the experimental constants. As already said this is
247
owing to not abiding the n theorem, Chapter 1 (1.3.2.). In Eq. (153) these are the diffusivity and the viscosity. It was already mentioned that according to the mass transfer theory and the experimental data of Sherwood [137], the power at Di is 0.5 which is accepted practically in all equations for calculation of KL. The influence of the viscosity after different equations for calculating the liquid-side controlled mass transfer is presented in Fig. 39. As a measure for the influence of the viscosity, the ratio L
DL2S°C
\0.S
jg
use(j
25°C means the temperature at
jjere
which the respective data are obtained. From the comparison it is to be seen that the effect of the viscosity is taken into account by equation (153). Mangers and Ponter [221] collected some of the literature date for the exponents at the physical values in the equations for calculating the liquid-side controlled mass transfer coefficient after different investigators (Table 22). 1.5 ». 1 \ \ \\
1.4 \
1.3 V\
\i\
1.2 1.1 21
8.
X
• o12-
Sherwood [137] Vivian [142] Shulman [48] Yoshida [50] - SBmeltausr [83] -Eq.[153) 5 - Kasatkin[132] S - Onda [135] 7 - Reichelt [51] - Kling
_i
1.0
1 0.9 SB
^10 ""11
0.8 9- Norman [53]
0.7
i i - Sherwood [137]
0.6
\
4
10- Davdson[54] 2 - Mite [55]
\;
* w
3 - O n d a [141]
**,
0.5
0.6 0.8 1.0 1.2 1.4 /j,Lx1(P, P a s
1.6
Fig. 39. Influence of the viscosity after different equations for calculating the mass transfer coefficient for liquid-side controlled process and after some experimental data.
248
Based on own data obtained in a 100 mm diameter column filled up with 10 mm glass Raschig rings using glyeerol-water mixtures with viscosity from 0.9 to 26 cP, and literature data, they obtained the equation:
kLa _
= 3.9x10(154) , \U.3J ,
N
1.67
{MWR) where
= 0.484(MWR),0.108
(155)
and
MWR = 1.12
(156)
00 is the contact angle of wettability, deg. These equations are valid when the packing is not fully wetted. For calculation of the volumetric mass transfer coefficient Billet [177] proposed the equation; 2/3
L
(157)
valid for dififerent types of random and arranged packings. The experimental constant CL for different types and dimensions of random packings is presented in Table 11.
249 Table 22. The exponents at the physical values in the equations of different investigators Authors
LatLj
DL
Pi
ML
Higbie [1]
+0.33
+0.5
-0.16
-0.16
Sherwood and Holloway [137]
+0.54
+0.5
-0.5
-0.04
Knoedler and Bonila [224]
+0.7
+0.5
-0.53
+0.53
Van Krevelen and Hoftizer [225]
+0.66
+0.66
-0.33
+0.33
Van Krevelen and Hoftizer [133]
+0J0
+0.60
-0.40
-0.40
Shulman et al. [49]
+0.45
+0.50
-0.50
+0.05
Davidson [54]
+0.33
+0.55
-0.17
-0.16
Hikita [99]
+0.45
+0.50
-0.17
-0.16
Ctada et [226]
+0.66
+0.50
+0.16
-0.82
MohutE [227]
+0.75
+0.50
+0.27
-0.80
Stephens and Moris [22S]
+0.70
+0.50
-0.50
-0.20
Taylor and Roberts [229]
+0.40
+0.50
-0.50
+0.10
Taylor and Roberts [229]
+1.00
+0.50
-0.50
+0.50
Norman and Samak [53]
+0.61
+0.50
-0.17
-0.44
Mika [55]
+0.83
+0.50
-0.99
-0.99
Mika[55]
+0.50
+0.50
-0.76
-0.43
Copp and Ponter [230]
1.00
+0.5
1.00
-0.54
It is to be recommended to use this equation together with the equation for calculation of the effective surface area obtained by the same authors, Eq. (106). The equations of Billet [177], Eqs. (143) and (157), are proved by altogether 2150 measurements at different systems and packings, random and arranged. Of them 9 are liquid-side controlled, 12 - gas-side controlled and 7systems concerning both phases. Equations for calculating the liquid-side controlled mass transfer coefficient are proposed also by Emmert and Pigford [247], Vivian and Peaceman [248], Shulman and Mellish [249], Echard et al. [250], Hughmark [251], and Singh and von Stockar [252]. Other equations for determination of the liquid- side controlled mass transfer coefficient of random packings are presented in Table 23.
250 Table 23, Other equations for calculation of the liquid-side controlled mass transfer coefficient of random packings Author
Equation
Billet* [287]
Onda et al. [135]
f
\1/sf
KPL J Shi and Mcrsmann [288]
-
WJ
\2/3f
-
Ift
\0-S
J
k.=0A
Zcch* P89]
kL=C\ * C is an experimental constant for the packing,
Billet and Schultes [316] offered the following equation for predicting the liquid-side controlled mass transfer coefficient: /
1/2, \l/2f
n. \ (158) where Cu is an experimental coefficient depending on the packing type and dimension, presented in Table 7. Theoretically under the loading point &£is not dependent on the gas phase hydrodynamics, respectively on 4,. Nevertheless, because Cu is determined for each packing and size, the effect of this assumption is not of practical importance. It is easy to see, that equation (158) is not dimensionless. All the above mentioned equations do not take into account the influence of surfactants on the liquid-side controlled mass transfer coefficient in a packed bed column. The adding of such substances affects the hydrodynamics
251
of the column [56-58, 74, 75] and thus the mass transfer coefficient too. The main effect of the surfactants [59] is connected with the fact that the surface tension of the moving film is not constant in all points. At the moment of building of the new film surface, the surface tension is equal to that of the pure liquid. With time the surfactant defuses from the bulk of the liquid to its surface which leads to difference in the surface tension along the film. This difference leads to a surface force which reduces the surface velocity. According to all mass transfer models this leads to reduction of the mass transfer coefficient. For a packed bed column there is an additional effect, namely covering of the moving liquid film with very small bubbles which hinder the diffusion process. The investigations about the influence of surfactants on the liquid-side controlled mass transfer [59] are carried out with Raschig rings 26.5x25x4.1 mm and 16.3x15.5x0.5 mm of ceramics, respectively of glass. The results show that up to the flooding point, the surfactants reduce the mass transfer coefficient, and the reduction is smaller with increasing ofReL. To calculate the volumetric mass transfer coefficient in presence of surfactants, the following equation is proposed [59];
(159)
10Be, where KLaM is the mass transfer coefficient in presence of surfactants. The constant A depends on the type of the surfactant and its concentration, but not on the packing and can be obtained experimentally. This gives the possibility to use the results obtained by experiments with a given packing and surfactants to calculate a column with a different packing and the same liquid. Over the flooding point the adding of surfactants leads to increasing of the mass transfer coefficient, when the comparison is made at the same liquid superficial velocity. It is determined that the effect of the surfactants in this case is connected only with increasing of the pressure drop. Le. the volumetric liquid-side controlled mass transfer coefficient is equal to that for pure liquid, when the comparison is made at the same liquid superficial velocity and the same pressure drop. In both cases, with and without surfactants, the gas velocities are different. 3.2.1.2.1.6.2.2. Coefficients for the diffusion model Using the method described in part 2.1.2.4.2 and equation (133) for calculating the Bodenstein, respectively the Peclet, number and also data for the
252
liquid-side controlled mass transfer for the piston flow model for the packings gathered in Table 21, the following equation is proposed [125]:
ShL = 0.0115RevLssG442S4s(adprJ7,
(160)
The maximal deviation of all experimental data does not exceed ± 20%. The average arithmetic error is 9.2% and the average square error 15.4%. The dimensionless numbers in Eq. (160) are determined like those in Eq. (153). The effective surface area is also calculated using equation (105). The ratio of the value of the mass transfer coefficient for the diffusion model to that for the piston flow model, equations (160) and (153), varies between 1 and 3. 3.2.1.2.2, Performance characteristics of random packings obtained in hot experimental installations Some experimental data for the pressure drop and the number of theoretical stages (NTP) per 1 m height of the apparatus for different effective packings obtained by Billet [223] are presented in Figs. 40 and 41. The comparison of the heights of overall gas mass transfer units versus the gas capacity factor at constant liquid load for metal 50 mm Pall rings and Raschig Super Rings [321] is presented in Fig. 42. The pressure drop for the same packings is compared in Fig. 43. 3.2.2. Structured packings The modern structured packings are designed to ensure equal channels for moving of the gas phase through them. This leads to more uniform distribution of the two phases over the cross-section of the apparatus which leads to increasing of the real driving force. They are produced of metal, plastic, ceramics, and carbon. The modem structured packings can be divided into the following groups: 1. Packings with vertical smooth walls; 2. Packings with vertical walls with boundary layer turbulizers; 3. Structured packings of expanded metal; 4. Structured packings of corrugated metal sheets; 5. Structured packings for extremely low liquid superficial velocity.
253
18
£
Top Pak
V, • S3 mmPallririB, Hiflow ring I 1 [ i I I
5 <: 1
GO
7
50
J
40
15
30
i
20
l -
}
1 1 S3SBI/m3
t
/
35.7 rnbar, d ,=0,Z2m, H=1,45m
al -
fv
7
I/ 3^ /fv
4To p Pak, m3taL B1 l/m"
/
/
f
I*1 Hiflr, •SO 4 " aOMnnP
10
4?
=*al.
D
iO — i
er- 20
i Omr
ring melai • \
pi
\
> \
10
II
r'
metal
1
50m m H
as?i
(1 14
[
IB OR •7 ?4 Gas capacity factor•Fs
—
1 1 78
32
Fig. 40, Performance data for metal packings Hiflow 50 mm and Top Pak compared with 50 mm metal Pall rings in distillation of chlorobenzene/etiiilbenzene at total reflux.
3.2.2.1. Structured packings with vertical smooth walls 3.2.2.1.1 Description of the structured packings with vertical smooth watts Theoretically at given specific area and free volume, the packings with vertical walls ensure the lowest pressure drop at given gas and liquid superficial velocities. It is shown later that they ensure also the lowest pressure drop per mass transfer unit at a given volumetric mass transfer coefficient.
254
¥
j mm Pall ring x i
I 3
I*
-tJ
T
1
|
m
u
Plastic packings
120
I
llQO
I .60 a5 40 I 20
•/
f htortoenzene / 6 thylbenzene 0.7 mbar, d.=0.2, H=1.5m
\
i
I
J
j
1 / BSmm / Hiflow ring / / 1001/nf
1,
f
I
SSmmRallnr \
m r^ am flB
y^
N 1/
Z /
/
y
NorPacn«s 4S40B1/ if
1
ssp^-T "
*
10
U IB 2.Z 2.6 3.0 3.4 IB
Gas capacity factor FB, (m/s)(kg/m3)m Fig. 41. Performance data for plastic Hiflow and 25 mm Nor Pae packings compared with plastic 25 mm Pall rings in distillation of chlorobenzene/ethilbenzene at total reflux.
0.7
ammonia-air / water 1 bar (= 14.5 psia), 2 i 3 K (= 88 F) i mm Pall-Ring, mate! |—
0.5 6 0.4 § 0,3 ^
i •f L -"~ "" ^ ^
-V
Raschig Super-Ring No. 2, meta
I
0.2 Uquid load 10 m3/{mzh)
0.1 0.5
i
i
1.0 2.0 3.0 5.0 Gas capacity factor Fr, Pa05
Fig. 42. Comparison of the heights of overall gas mass transfer units versus the gas capacity ikctor at constant liquid load for metal 50 mm Pall rings and Raschig Super Rings [321].
255
eyetohexana / n-heptana P= 1.65 bar {= 24 psia)
I
s. a as
I
1 05
I 0.06
0.2
Raschig Super-Ring No. 2; metal 0.4 0.8 1.0 2.0 4.0
Gas capacity factor Fs, Pa"-S
Fig. 43. Comparison of the pressure drop for Raschig Super Rings No 2, Nutter Rings No 2, and 50 mm Pall rinp at total reflux. All packings are metal [321,323].
The first of these packings are produced of ceramics and wood. The very first structured packing is built of arranged ceramic rings [19], the same as the Raschig Rings, patented some years later. Their great disadvantage is that the cross-sections of the channels inside the packing rings, channels 1, Fig. 44, and the channels 2 outside them are not equal. Moreover, the surface area corresponding to the channels with greater cross-section (inside the rings) is smaller, and that of the channels with smaller cross-section (between the rings) is greater. Taking into account that the greater cross-section corresponds to greater gas flow rate, it is easy to see that at equal initial concentrations at a given cross-section, the concentrations after the two lypes of channels are different. It is well-known that mixing of flows with different concentrations in the apparatus leads to reduction of the average concentration difference, i.e., reduction of the driving force of the process. That is why the efficiency of these packings is low and they are not produced any more.
256
Fig. 44. Cross section of arranged Raschig ring packing
The wood hurdle packing is constructed of boards, often cogged in their bottom part. Because the wood is not very stable against corrosion, this packing was used only in few cases usually in cooling towers. Nowadays they are practically no more used. It is very difficult to produce big blocks of ceramics. That is why the ceramic packings with vertical walls are produced as separate pieces or small blocks. In Fig. 45 some constructions of ceramic blocks are presented.
Fig, 45, Some ceramic block structured packings: a- slit block; b- grid block; c- honeycomb block.
257
Theoretically, as already noted, the best structure of the packing is this which ensures equal channels uniformly distributed over the cross-section of the apparatus. This condition is fulfilled in the best way with the honeycomb packing (Fig. 45-c). For a long time this packing has been considered as low effective [143] and, because of its large free cross-section, proper only for processes controlled by the chemical reaction in the gas phase. The investigations showing this low efficiency were carried out with a packing with a diameter of the circle inscribed in the packing channel equal to 50 mm [143], without comparison of the obtained mass transfer data with those for other packings with the same specific surface area. The influence of the packing size was not investigated. Assuming that theoretically packings with equal channels have to be better and that the construction of the honeycomb packing ensures high mechanical stability at small wall thickness, new investigations with this type of packings were carried out [144]. The gas-side controlled mass transfer and the pressure drop of 5 different packings were studied. The geometrical characteristics of the packings are presented in Table 24. The comparison of the pressure drop per mass transfer unit in case of gas-side controlled process, presented in Fig. 46 shows that at one and the same volumetric mass transfer coefficient the pressure drop of the rings with a cross is about 3.7 times higher than that of Raschig rings with the same diameter. The pressure drop of the other packings is lower than that of Raschig rings, respectively: Honeycomb packing No 1- 8.3 times, Honeycomb packing No 22.16 times, and Honeycomb packing No 3- 6.4 times. It is easy to see from this comparison that the packing building equal channels for the gas phase flow is better. The increasing of the void fraction of the packing leads to strong increasing of the pressure drop per mass transfer unit at equal volumetric mass transfer coefficients. The reduction of the element height leads to pressure drop reduction [144]. The volumetric mass transfer coefficient is used by this comparison because it is reverse proportional to the packing volume, and thus it can be used as a measure for the capital investments. The pressure drop per mass transfer unit can be used as a comparable measure for the operating cost, or more precisely, for the operating cost for energy consumption of the movement of the gas flow trough the packing. In Table 25, taken from Billet [177], the geometrical characteristics of different other structured packings are presented, including stacked Pall rings and stacked Hiflow rings.
258 Table 24. Geometrical characteristics of ceramic packings with vertical walls No
Packing type
a, m2/m3
e,
Element height, mm
Incircle diameter dp, mm
1 2
Honeycomb
151 154
0.764
Honeycomb
0.769
61 87
20 20
3
Honeycomb
105
0.775
99
30
4
Raschig rings 50x50x5
117
0.743
52
-
190
0.612
50
-
mm 5
Rings with a cross 50x50 mm
n
102 8 6
p
L
I a
I
iI
11.2
Ml/
w
/
ft t
8 6
If ,
/ / %3 1
10°
b
1 L*
J
0
r
2
4
6 810
U, Its Fig. 46. Comparison of the pressure drop per mass transfer unit for the packings given in Table 24 versus the volumetric mass transfer coefficient for absorption of ammonia from air in water.
259 Table 25. Some pirametera for different arranged packings Material
Size mm
a, m2/m3
e»m
Pall ring, stacked
Ceramic
50
155.2
0.754
0.233
Hiflow ring, stacked
Plastic
50
131.3
0.916
0.172
50, hydr.
140.1
0.911
0.172
100
96.7
0.828
0.417
Impulse packing
Ceramic
3
/m3
cp
Type of packing
Abbrev.: hydr.=hydropMlKed
Fig. 47 presents a block of honeycomb packing pressed of polypropylene, investigated in [60, 61]. A honeycomb packing can also be assembled of thermo-pressed plates, as presented in Fig. 48. Using plates of sintered plastics, for example sintered PVC, it is possible to obtain a packing able to operate at very low liquid superficial velocity with practically fully wetted packing surface area [62-64, 145-147].
Fig. 47. Honeycomb block packing of polypropylene.
260
Fig. 48. Honeycomb packing of thermo-pressed plates.
The Impulse packing presented in Fig. 49A can be used only as arranged. It consists of two truncated pyramids connected at their small bases.
Fig, 49. Impulse packing
261
The idea is that by changing the free cross-section of the elements with their height, the gas flow is turbulized and the mass transfer coefficient increases. Indeed, the effect of the cross-section reduction on the pressure drop is significantly greater. That is why as it is easy to see from Fig. 64, the pressure drop of this packing at a given volumetric mass transfer coefficient is many times higher than that of the honeycomb packing with vertical walls, i.e. without reduction of the cross- section with the height of the packing elements. 3.2.2.1.2. Performance characteristics of structured packings with vertical smooth walls and their comparison with other types of packings 3.2.2.1.2.1. Pressure drop 3.2.2.1.2.1.1. Experimental data Experimental date for the pressure drop of some packings with vertical walls are presented in Fig, 50 to 53.
1 1 2 3-
us
d? % ft
M
1CP 8
MtW WW MM
Wm
w I i 4
$
II
6 8 10°
2
wo,m/s Fig. 50. Pressure drop of a ceramic honeycomb packing [144] wffii the following geometrical characteristics: diameter of the incirele 20 mm; height of the elements A=61 mm; specific surface area 151 mVm3; free volume 0.764 m'/ml 1- £=0.0139 m3/m2s; 2- £=0.0111 m'/m 2 s; 3£=0.00834 m3/m2s; 4- £=0.00555 m3/m2s; 5- £=0.00277 mJ/m2s; 6 -£=0.00139 ms/mas; 7- dry packing.
262 SO 60 40
20
10 8
6
0.4
0.6 , m/s
Fig, 51. Pressure drop of a honeycomb packing [63] assembled of plates of sintered PVC with the following geometrical characteristics: diameter of the meirele- 20 mm; height of the elements fc=50 mm; specific surface area 189 m2/m3; free volume 0.90 m3/m3.
800 i=0, m'/jrA)
400
L=0.0007, L=0.B043, m3/(m*s)
200
a 100
I 6° 40
20 10 • 0.4
0.6 0,8 1 Wff m/s
2
3
Fig. 52. Pressure drop of a honeycomb packing of plates of sintered PVC with the following geometrical characteristics: diameter of the ineirele- 10 mm; height of the elements- &=50 mm; specific surface area 360 m2/m3; free volume 0.83 m3/m3.
263
3.2.2.1.2.1.2. Equation for determination of the pressure drop 3.2.2.1.2.1.2.1. Pressure drop of dry packings Based on own data for a hurdle packing made of wood boards, Johnstone and Singh [157] offered an equation including the dimensions of the boards and the distance between them, which is proper only for this packing. Zhavoronkov, based on data for hurdle packings with boards cogged in their bottom part, and for arranged ceramic Raschig rings, obtained [158] the equation:
0.78+ 4.25 dt/h
where h is the height of the packing elements; Fa- maximal free cross-section of the packing, equal to the free volume; Fj- minimal free cross-section of the packing in the plain of touching of two neighbour rows. The dimensionless pressure drop iff is defined as follows:
APodh 2HpG(w0/ef 4.25 dh fh _ G_om
The term iff=-z
v"i"7
takes mto account the pressure drop
between the packing rows. From this term it follows [159] that the increasing of Faf Fb leads to decreasing of the pressure drop. That is, when both free crosssections are equal, the pressure drop is maximal, which cannot be true. The explanation of this error is as follows [160]. The experimental data of Zhavoronkov for hurdle packings are obtained with boards cogged at their bottom part. This cogging is not taken into account in calculating Fi,. Ramm and Sakgeim [159] proposed the equation:
. . . 1.235 1.16 + — e
2.6)dh M-, s i n
(163)
264
where the friction coefficient JLj for ceramic Raschig rings is equal to 0.0057. It is easy to calculate that at s > 0,905, the second term of equation (163), is negative which means that the equation is not valid in this area of e. Leva [29,162] suggested the equation: (164) where «/ is an experimental constant depending on the packing type and dimensions. Another disadvantage of equations (163) and (164) is that they do not take into account the influence of the Reynolds number. To calculate the pressure drop of the dry packings with verticals walls, the following two equations are also proposed [160]: r = O.59(h/dhrO5e-3MReGojm
= (37/ReG +0.113/Re" )(h/dh)-°Ji' £~3M
(165)
(166)
Both equations are obtained using experimental data for 29 different packings, like hurdle packing, Raschig rings, rings with a cross, and honeycomb packing presented in Fig. 53. The geometrical characteristics of the packings are changed as follows: dk = 12.9 to 113 mm; k= 25.4 to 406.4 mm; «=32 to 190 m2/m3; e =0.725 to 0.90 m3/m3. The arithmetic average deviation for both equations is 11%. The average square deviation for 80% of the experimental points is less than 15%. The comparison of these equations with experimental data for a packing of thermopressed plates, obtained later, with a higher value of the free volume shows that their accuracy in this case is not high enough. The experiments show that the form of equations (165) and (166) is good enough only when the value of the part of the column cross-section, (1-e), occupied by the packing material does not change very much. When the difference in (1-e) is larger the compensation is no more possible and the equations should have different better physically grounded form. That is, to take into account that the pressure drop of such kind of packings consists of pressure drop of friction and pressure drop because of the gas velocity changing at the place of touching of neighbour rows (local pressure drop).
265
A precise evaluation of the two components of the pressure drop was associated with computations being rather heavy in 1969, when equations (165) and (166) were published. On the other hand, experimental data for that time were rather well described by Eqs, (165) and (166). For this reason, any further studies on the separate constituents of the total pressure drop were considered inexpedient for the moment [160]. In order to obtain a single equation able to predict the pressure drop of arranged packings with vertical walls, it was necessary to obtain additional experimental data including the values of the dimensionless parameters that had not been studied before. The geometrical parameters of the new packings [163] are listed in Table 26. The experiments were carried out in a column with a rectangular crosssection 224 x 174 mm. Packing elements of the same size formed rows placed one over the other. The pressure drop was measured with U-tube differential manometer. Values below 10 mm WG were registered with a differential manometer equipped with an optical system and a micrometric screw (precision 0.1 Pa). The dry packing pressure drop AP0 was presented as a sum of two terms - pressure drop in the straight section (the rows) APaf and local pressure drop between the rows APoi: APo = AP¥+APoh
(167)
By analogy with a straight tube, AP^cnn be expressed by:
AT> — 3
WpPa
/1£&\
where the friction coefficient Xi depends on the Reynolds number. The local pressure drop in the packing AP0[ is described by the expression:
% % . h 2e
(169)
266
where the local pressure drop coefficient § is a function of the void fraction e, H/h accounts for the number of local pressure drops for a given height of the packing H. After using the dimensionless pressure drop W, Eq. (162), and Eqs. (167), (168) and (169) and determining the necessary experimental constants, the following equation is obtained [163]:
= 0.06\— I e**+!&%**
(170)
d
\ J The precision of the experimental constants at 95 % statistical confidence is given below: 0.060± 0.0076; 7.00 ± 0.075; -3.8 ± 0.37; -0.64 ± 0.035. From equations (167)-(170) it follows:
dh 2e3
G
dh
e2
^ e w 0p G . h
(172)
For determination of the experimental constants in Eq. (170), the experimental data for the packings presented in Table 26 are used. It was mentioned [163] that the results of Johnstone and Singh [157] for grid packings were not used, since in [157] there was no information about the packing void fraction. The void fraction in [160] was calculated using the equation: e= d/(dss + dj ,
(173)
where da is the thickness of the grid boards and dt is the distance between two neighbouring boards. It is evident that the above equation is valid only when the length of the apparatus wall perpendicular to the boards is divisible by the sum of dgg and df, or when it is many times higher than that sum. The power of s in Eq. (170) is rather high, which requires a precise determination of e.
267 Table 26. Geometrical characteristics of the packings used for obtaining the experimental constants in Eqs. (170), (172), (179) and (180) No
Sym.
Packing
h, m
Inside diam.
4,
a, m 2 /m 3
m'/m
1
Material
Ref.
m
4m 1
O
Rings
0.052
0.050
117
0.743
0.0254
ceramic
[160]
50x50 2
©
Rings with a cross
0.050
0.050
190
0.612
0.013
ceramic
[160]
3
0
Honeycomb blocks
0.061
0.020
151
0.764
0.02
ceramic
[160]
4
•
Honeycomb blocks
0.087
0.020
154
0.769
0.02
ceramic
[160]
5
a •
Honeycomb blocks
0.099
0.030
105
0.775
0.03
ceramic
[160]
Honeycomb blocks
0.235
0.020
\B7
0.936
0.02
plastic
[153]
7
A
Honeycomb blocks
0.117
0.020
187
0.936
0.02
plastic
[153]
8
•
Honeycomb blocks
0.058
0.020
187
0.936
0.02
plastic
[153]
Honeycomb blocks
0.023
0.027
103
0.75
0.029
ceramic
[163]
Honeycomb blocks
0.040
0.027
97,2
0.74
0.0306
ceramic
[163]
Honeycomb blocks
0.060
0.027
96.4
0.75
0.0311
ceramic
[163]
6
9 10
•
11
o
12
•
Honeycomb blocks
0.021
0.020
166.6
0.733
0.0176
ceramic
[163]
13
0
0.040
0,020
154
0.763
0.0198
ceramic
[163]
14
m
Honeycomb blocks Honeycomb blocks
0.060
0.020
153
0.75
0.0196
ceramic
[163]
15
H
Honeycomb blocks-
0.031
0.0188
185.5
0.83
0.0179
plastic
[61]
injection moulded
0.0193
268
Applying this equation to the data of Johnstone and Singh [157], mean deviation of 32% is registered, all individual errors being negative except those for four of the experimental points, i.e. in this case Eq. (170) predicts higher values than the experimental ones. For this reason the data of Johnstone and Singh [157] are not used in the determination of the constants in Eq.(170). Fig. 53 illustrates the comparison between calculated and experimental values. The mean error of Eq.(170) is 9.3%. 040
Y/ / 0.20 '•
•
+20%
'
<
f
£0.10 0.08
/A
/jT?
0.06
-20%
//& 0.04
002 0.02
0.04
0.06
0.10
0.20
0.40
Fig. 53. Comparison of experimental data for dry packings pressure drop with results calculated by Eq. (170) {see Table 26 for symbols).
3.2.2.1.2.1.2.2. Pressure drop and loading point of irrigated packings with vertical smooth walls For calculation of the pressure drop of irrigated packings, Leva [29, 162] proposed the equation:
AP/AP0=10fil,
(174)
269
where fi is an experimental constant depending on the type and dimension of the packing and on the physical properties of the liquid phase. Ramm und Sakgeim [159] used this equation to correlate their own experimental data obtained at low liquid superficial velocities, up to 4.7x10"3 m3/(m2s), and obtained that for all their packings fi = 52.5 s/m. It is possible to describe the data for packings with different dimensions using only one value of /? because at the values of £ at which the investigation of Ramm und Sakgeim [159] is carried out AP/AP0 is close to 1 and the error from incorrect taking into account the irrigation influence is not very big. The theoretical model of Zhavoronkov et al. [33] (Eq. (259) in Chapter 1) for taking into account the influence of the irrigation on the pressure drop, and the equation (260) of Kolev [34], Chapter 1, for the pressure drop over the loading point can be used together with Eqs. (165) and (166), [160]. In this case for calculating Ag and AA, the following equations are proposed [160]. -0-OSS EU>.37-,-2.47
fines
.FrL e
M = 3.4SxlO-4,[(^-f ^f s
(175)
//(g.d ( d h )h)J J IIMM.(—f .(f m s
(176)
u7
r f*» The average deviation of the experimental date from those calculated with Eq. (259) in Chapter 1 and Eq. (175) is 10%, and from those with Eqs. (259) and (260) in Chapter 1 and Eqs. (175) and (176) over the loading point20%. It is shown [160] that by using Eqs. (46), (175) and (176), the loading point of a packing with vertical walls can be calculated. In this case the value of the constant Kk is also 1.03. The model of Zhavoronkov et al. [33], Eq. (259), Chapter 1, considers the channels in the packing as tubes with constant cross-sections. That is, theoretically it cannot be used together with Eq. (170) which takes into account the changing of the cross-section. The irrigated packing pressure drop under the loading point must be described [163] with equation of two terms, first for the channel with a constant cross-section, and second for the local pressure drop. Taking into account, that the liquid holdup changes not only the free cross-section in the channels of the
270
packing, but also the ratio of the cross-section in the channels to that between the packing rows, the following form of the equation for the irrigated packing is proposed [163]:
(i-Af
(l-Ajr
The exponent 6.8 is obtained theoretically from the well known equation for the local pressure drop at an abrupt change of a tube cross-section. As already mentioned for calculation of the pressure drop over the loading point, the value of A can be calculated by equation (260), Chapter 1. The gas velocity in the zones of local pressure drops considerably exceeds the velocity in the straight channels. Thus, the additional retention in the channels could be neglected. Introducing AA in Eq.(175), it is obtained:
(178)
Applying dimensional analysis to the experimental data for the packing pressure drop below the loading point and excluding the negligible terms, one can derive the following expression for A®, [163]: (179) The precision of the experimental constants at 95 % statistical confidence is given below: 1.2± 0.24; -0.05 ± 0.022; 0.35 ± 0.017. The mean error of Eq. (179) is 10.5%. Similarly, for AA it is obtained:
<
,
\0.6
_2LJ g.dh.e )
J
/
\-0.S
FMJ^\
(180)
{J
M J \
The precision of these experimental constants at 95 % confidence is:
271
0 J 0 + 0.15; 0.60 ± 0.17 ; 0.5 ± 0.12; -0.6 ± 0.25. The mean error of Eq.(180) is 22.3%, This precision is satisfactory because AA is only a correction of AQ. Fig. 54 illustrates the comparison of the experimental pressure drop of wetted packings, either up to the loading point or above it, with the values calculated by Eqs. (179) and (180). 1000
20 20
40
60
100
200
400
600
1000
,,, Pa/m Fig. 54. Comparison of experimental data for wet packings pressure drop below and above the loading point with results calculated by Eqs. (179) and (180) (see Table 26 for symbols).
Eqs. (178)-(180) can be used [163] to determine also the loading point. It has been shown [34] that the loading point can be defined as a point at which the term K>, in Eq. (46) becomes noticeably different from 1. Determined on the base of a great number of experimental loading points, the value of Kt, appears to be 1.03 [34,160]. The value of Kf, depends not only on experimental data but also on the relations used to estimate Ao and M in Eq. (46). In [34, 160], Eq. (259) Chapter 1 is used. In this equation the power at (1-A) is 3, while Eq. (46) is derived from Eq. (178), where the power in the expression for the local pressure drop is 6.8. In fact, the loading point is that at which the pressure drop
272
calculated with account of AA differs considerably from the pressure drop calculated without AA, In [34 and 160] AA is determined so that it affects the total pressure drop, while in Eq. (176) it affects only the local pressure drop. It is obvious that the value of IQ, used in the proposed equation should exceed the value of Kf, determined in [160]. The lower limit of this value, supposing that the losses caused by friction are negligible, can be obtained having in mind that according to Eq, (259) from Chapter 1, and Eq. (46), K& is a cube root of the ratio of the pressure drop calculated with account of AA to that without accounting for AA at the point where AA begins to influence the pressure drop. The power in the proposed Eq. (176) is 6.8 in contrast to 3 in [34, 160]. Then the lower limit of JTA is: 1.036s/3 = 1.0693. If the friction losses are taken into account, the calculated Kf, value is higher and depends on the ratio of friction losses to local pressure drop. Fig. 55 represents Kf, plotted versus the group
values for
all packings listed in Table 26 were calculated using Eqs. (176)-(180). Its average value is 1.10. As it should be expected, packings with long channels and thin walls, i.e. packings with relatively lower local pressure drop in comparison to friction losses, have the highest values of Kf, (see Fig. 55). The experimental data fit fairly well to the line calculated with IQ, -1.1. It proves that it is not necessary to account for the additional effects associated with the local pressure drop to friction loss ratio.
0.4
0.6
4.0
1.0
I Fig. 55. X* value as a function of
I
6.0
10.0
20.0
40.0
) for all paekinp (see Table 26 for symbols).
J
273
3.2.2.1.2.2. Dynamic holdup of packings with vertical smooth walls For arranged rings and pipes, Gildenblat [66-68] proposed the equation: -0.14
which is proved for values of —— between 0.01 and 0.1 kg.nf'.s"1.
a The form of equation (168) is used by Kolev and Elenkov [77] to predict the liquid holdup with Eq. (24) for arranged packings. In this case the value of
4 . 2 - ^ ,
(182)
where h is the height of the packing elements in m. The equation described with an average error + 5% the date for 11 different packings with vertical walls. The values of the geometrical parameters are changed as follows: h - from 15 to 100 mm; a- from 48.5 to 370 m2/m3 and e- from 0.55 to 0.77 m3/m3. For calculation of the dynamic holdup of packings with vertical smooth walls under the loading point, the following equation is also obtained [164]: HM =3.15(l-£)-0J3.Frj>J4GaJ0JI(a.h)-°-49.
(183)
The experimental constants in Eq. (183) are obtained based on data for the packings presented in Table 26. For determining the influence of the viscosity of the liquid phase, the experiments are performed with pure water and water solutions of sugar or glycerine. The viscosity is changed from 10'3 to 9.10"3 Pa.s and the density from 1000 to 1160 kg/ml The liquid superficial velocity varies from 3.10-3 to 2.10-2 m3/(m2s). The arithmetical mean error of Eq. (183) is 16.4% and the maximal error is 39.5%. It is seen that the experimental data are not described satisfactory by Eq. (183). One of the reasons might be not accounting for important sides of the phenomenon when deriving the equation. In the real arranged packing with vertical walls, there are two types of surfaces the liquid
274
phase flows along: a vertical surface of the packing elements and a horizontal surface of the region of contact of two adjacent packing rows. The conditions for the liquid flow, and consequently for the dynamic holdup, along the two surfaces are different. That is why the equation for calculation of the dynamic holdup for these packings must be written as a sum of two terms, one for every type of packing surface. By means of such considerations the following equation is proposed [164]. _fl.a«
Hm = 0.56 Frl
+ 6.395 xlO6(l
(184)
-
The arithmetical mean error is 4.7% and the maximal error is 20%. The experimental constants are obtained based on the same experimental data as for Eq. (183). A comparison between the experimental data for lie packings presented in Table 26 and those calculated using equation (184) is presented in Fig. 56.
1Q" 2 -
Fig. 56. Comparison of the experimentel data for dynamic holdup under the loading point end the results calculated by Eq. (184) (see Table 26 for explanation of the data points).
275
To describe the dynamic holdup over the loading point using experimental data for the same packings, the following equation is proposed [164]:
1 + 0.0046
\gdh)
n
-0Jl
(185)
[Lp
where w = — .
e
The mean error of this equation is 9.5% and the maximal- 36.6%. The date for determination of the experimental constants are obtained also for the packings presented in Table 26. The correct application of the similarity theory for obtaining experimental equations gives the experimental constants in them really as constants, and not as functions of the geometrical parameters. But this correct application is possible only when we have geometrical similarity of the packings used to determine the experimental constants. Is it is easy to see from Table 26 that the packings used are not geometrically similar. In such a case the constants in the obtained equations are practically functions of the geometrical parameters, being constants only for geometrically similar packings. The type of the functions could not be predicted theoretically. That is why it is better to try to find the type experimentally, beginning with the simplest functions, including constants. Using this method, the following equations for calculation of the holdup over the loading point are proposed [164]:
= Hdn +0.08
"3
o66o 66 4Ss (ah)-°Ga L (ah)
(186)
and: , ^(0,61+0.75c) ,
1 + 0.002]
v
(187)
The mean error of (186) is 7.7% and of Eq. (117) - 9.1%. The maximal errors are 34.3%, respectively 36.3%. It should be taken into account that the
276
experimental error over the loading point is always greater than below it, and that it increases getting near the flooding point. The values of FrL, GaL and Rei in Eqs. (183)-(186) are defined with 4, as a geometrical parameter of the packing. A comparison between the dynamic holdup over the loading point for the packings presented in Table 26 and the values calculated by equation (186) is presented in Fig. 57.
10-2 8 10" 1 d'cal
Fig. 57. Comparison of the experimental data for dynamic holdup under and over the loading point and the results calculated by Eq. (186). (See Table 26 for explanation of the symbols.) 3.2.2.1.2.3. Effective surface area of packings with vertical smooth walls To predict the effective surface area of packings with vertical smooth walls, Zhavoronkov et al. [87] proposed the equation:
8 + 0.8Lh),
(188)
where 1* is the liquid superficial velocity in m3/(m2.h). The constants are the same for different packing sizes. The influence of the viscosity is not investigated based on practical absence of influence in ease of random packings.
277
Nakov [165] investigated the effective surface area of a polypropylene honeycomb block packing with specific surface area 185.5 m2/m , free volume 88.3 m3/m3, height of the blocks 31 mm, and diameter of the circle inscribed in the orifice 18J-19.3 mm. The surface of the packing is preliminary treated with sand to increase its wettability. The investigations are carried out using the method of van Krevelen et al. [282]. The viscosity and the density varied from 1 to 8.3 mPa.s and from 1000 to 1260 kg/m3. The experimental data are presented in Fig. 58.
1Q-3 Pa.s = 4.6x10 3 Pa.s 3- UL = 8.3x1 Q-s Pa.s 1
2
3
4
6
6
7
Lx1 (P, m/s Fig. 58, Influence of superficial liquid velocity on the ratio of the effective to the total surface area of the PP packing at different values of the liquid phase viscosity.
The experimental data are described with the equation:
a
ReL l.lxlO' Gal/6+O.7Rel i
(189)
Both Rei and Gai are defined with a as a geometrical parameter of the packing. The mean error of the equation is 11%. Later Nakov [166] investigated the influence of the liquid viscosity on the effective area of the honeycomb packings presented in Table 27.
278 Table 27. Geometrical characteristics of the packings investigated by Nakov [166] Packing
Material
Specific area.
Equiv, diam.
Element height
Void
a
4
k
fraction
m
m
£
2
3
m /m
m'/rn3 PQ-58
polystyrene
187
0.020
0.058
0.94
PP
polypropylene
185
0.018
0.031
0.83
PK 27-20
ceramics
103
0.030
0.023
0.75
PK 27-40
ceramics
97
0.031
0.040
0.74
PK 27-60
ceramics
96
0.031
0.060
0.75
PK 20-20
ceramics
167
0.0186
0.021
0.73
PK 20-40
ceramics
154
0.020
0.040
0.76
PK 20-60
ceramics
153
0.020
0.060
0.75
The investigations are carried out using the method of Van Krevelen et al. [282], The absorption of NH3 in water- sugar solution of H2SO4 is used as a model system. The liquid viscosity and density are varied between 1 and 10.3 mPa.s, and 1000-1274 kg/m3 respectively. In all experiments the gas velocity is 1 m/s. The influence of liquid superficial velocity on the ratio of the effective to the total area for lie ceramic packing P27-60 is presented in Fig. 59. From both figures it is to be seen that at a given critical liquid superficial velocity Lc, characteristic for every packing and viscosity, the ratio (a/a) remains constant, equal to 1. For calculation of Lc, Nakov [166] presented the following equations: for plastic packings (190) for ceramic packings (191)
279 Y.c. ~
^*=
1.0 -
•
0,8 -
0,8 CO
0.4-
0,2 -
J//
J//
•
£iL= 8.3x1 O^Pa.s
0.0i i i 0.000 0.001 0.002 0.003 0.004 0.005 0.006 0.007 0,008
L, m/s Fig. 59. Influence of superficial liquid velocity on the ratio of the effective surface area to the total surface area of the P27-60 packing at different values of the liquid phase viscosity.
For calculating the ratio (a/a) under the critical point, the following equations for the two cases are given: for the plastic packings -0.2
a
LfTL -0.2 4xlO~4+0.75Lfil
(192)
for the ceramic packings .-0.39
a
,-0,39
2.8xl0-3+0.9JLfi2
(193)
The mean error of the first equation is 6% and the maximum- 19%, The respective errors of the second equation are 5.3% and 18%.
280
In Fig. 60 the experimental data for the effective area of two honeycomb packings made of sheets of thermopressed sintered porous PVC [64] are presented. The packing is specially designed to operate at extremely low liquid superficial velocity.
1 0,8 -S3
H
<
:• o,6
U
«r—*
>
"•
—r" - # —•—
=•«
L
6
8 10
h
•
' • • •
1
0,4 0,8 1
-
_J 1
Packing No.1 Packing No.2
I
I
20
40
I 60 80
Fig . 60. Ratio of effective to the specific surface of packings of thermopressed sintered porous PVC: Packing No 1- a=189 m2/m3, S = 0.9 m3/m3, 4 = 19 mm; Packing No 2- o=360 m2/m3, S =0.83 m3/m3, dtr 9 mm.
It can be seen, that packing No 1 is practically completely wetted at liquid superficial velocity about 7.10 4 m3/(m2s). At this liquid velocity the ratio of effective to total surface of packing No 2 is about 0.78. At £=10' 3 m3/(m2s) it is about 0.8 and is not increasing with further increasing of L. The fact that the effective area of this packing cannot reach the specific area is explained [64] with the small packing hydraulic diameter at which the influence of the thickness of the liquid film on the hydraulic diameter, respectively on the effective surface area, is not to be eliminated. That is, at Z=10"3 m3/(m2s) this packing is also completely wetted. 3.2,2.1.2.4. GaM-side controlled mass transfer coefficient of packings with vertical smooth walls To calculate the gas-side controlled mass transfer coefficient of packings with vertical smooth walls, Zhavoronkov et al. [87] proposed the following equation:
= 0.167 Re^4.S4'3.(h/dh)-a47
(194)
281
where: krd.d,. a.DG and
The liquid phase has also some influence on the gas-side controlled mass transfer. This is because the presence of liquid reduces the real free crosssection of the packing for the gas flow. The second reason is that the real velocity responsible for the gas-side controlled mass transfer is the relative velocity between the gas and the liquid phases. These effects are relatively small. To take them into account, Zhavoronkov et al. [168] proposed the following equations:
(196)
—
where wGl is the gas velocity in the wetted packing in m/s, measured relative to the liquid velocity and used instead of wo in calculating ReG; eH=e-Hd; wL = —
surface liquid velocity in m/s, * Eq. (194) describes the data for 12 different packings in case of sublimation of naphthalene in air (Packings 1-9 and 11-13, Table 28). Its mean error is 4.4%. By analogy with Zhavoronkov [87], Nakov and Kolev [156] developed the following equation to describe their own experimental data (packings Nr 1416, Table 28): H
=0.28.Re°G63 ,Sc'G/3.(h/
dh)~016
(195)
282
283
284
285
286
The mean error of the Eq. (195) is 1.6%. The comparison of Eq. (194) and (195) shows considerable difference in their coefficients as well as in their exponents. The packing material itself does not influence the mass transfer coefficient, since it is either fully wetted, or covered with naphthalene. The only significant difference between the two groups of packings is their considerably different free cross-sectional areas (equal to the void fraction). A brief examination of some of Zhavoronkov's data shows that the exponent of M4 fells as the free cross-sectional area rises. This is consistent with the much lower value of this exponent in Eq. (195) (0.16 as opposed to 0.47), reflecting the large free cross-sectional area obtained with honeycomb thin-wall packings. In physical terms the mass transfer differs in different parts of the packing. This is connected not only with the formation and gradual thickening of the diffusion boundary layer in the packing channels, which gives a fall in mass transfer as the channel length increases, but also with the different behaviour of the horizontal and vertical surfaces of the packing elements. As the packing free area and M& ratio decrease, the influence of the horizontal surfaces becomes more powerful. In other words, the influence of the group h/dt, is not independent of the free cross-section area, as Eqs. (194) and (195) show. Theoretically, the influence of RBG also varies with the free crosssection area. This is because the onset of turbulence in the packing channels depends not only on the flow velocity, the gas properties and the hydraulic diameter, but also on the flow constriction at the channel inlet and the corresponding expansion at the outlet. Using all existing experimental data (Table 28) with and without the correction of Zhavoronkov [168], the following equations are presented [167]. With Zhavoronkov's correction: (O7SOJ2
KsH-m
(197)
The mean error of equation (197) is 7%, and the maximum one is 30%, only for one of 148 experimental points. Without Zhavoronkov's correction: (1M0Me) 9S
^
(198)
287
The mean error of equation (198) is 6%, and the maximum- 39%. Two of the experimental points have deviations over 30%. It can be assumed, that the packing void fraction affects the gas-side controlled mass transfer through the packing volume occupied by the packing material (1-e), i.e. through the cross-section of the packing material flown around by the gas. Taking into account this possibility the following equations are presented [167]: With Zhavoronkov's correction of the gas velocity: ShG = 0.090 ReG74 ScG3 (h / dh yu7(I-Sll)s^U7
(199)
The mean error is 9% and the maximum one is 39%. One of the experimental points has a deviation of 30%. Without Zhavoronkov's correction: ShG = 0.137 Re™ S4/3(h/dhyM(I~SJe~U0
(200)
The mean error is 7% and the maximum one is 43%. Four of the experimental points have deviations over 30%. The arithmetical mean difference between the data calculated with the last two equations (with and without Zhavoronkov's correction) is 6%. The comparisons of the experimental data for the packings given in Table 28 and the lines calculated using equations (199) and (200) are presented in Fig. 61 and Fig. 62 respectively. The comparison between the two equations shows that though the correction of Zhavoronkov is physically grounded, it does not improve the equation accuracy. 3,2,2,1,2.5, Liquid-side controlled mass transfer coefficient of packings with vertical smooth walls For calculating the liquid-side controlled mass transfer coefficient Ramm and Chagina [140] proposed the equation: kLah = lL6Lfm.h'0-m,
(201)
288
104
Fig. 61. Comparison between experimental date and Eq, (199). See Table 28 for explanation of the data points.
CO
10 2
2
4
6
8
2
10 3 Re.
4
6
8
10 4
2
Fig. 62. Comparison between experimental data and Eq. (200). See Table 28 for explanation of the data points.
289
where kLah is the liquid-side volumetric mass transfer coefficient in h'1 and Lh the liquid superficial velocity in m3/(m2h). Equation (201) is obtained using experimental data for absorption of oxygen in water and is valid only for this system. It shows that the volumetric mass transfer coefficient does not depend on the packing specific area, but only on the packing height. The authors [140] find, for example, that the volumetric mass transfer coefficient for Raschig rings 100x100 mm is equal to that for tubes with diameter 50 mm and height 100 mm, though the specific surface area of the tubes is 1.9 times larger. To obtain an equation for calculation of the liquid-side mass transfer coefficient, it must be taken into account that the mass transfer rate for these packings depend also on the mixing of the liquid on the horizontal surface between the neighbour rows. It is easy to calculate that the area of this surface per m2 cross-section of the column is equal to (1-e). Having in mind the influence of e and processing the experimental data for different packings, presented in Table 29, the following two equations are proposed [97]: Sht = 0.01Q19Re¥-04\S4s&afOI.(a.h)-033EMZ9
(202)
and
Sht = 0.0026.R466+0-4(i-E).S4s.G40?-°J5(1-s}
x (203)
Equation (202) fits the experimental data to an average accuracy of 3.4%. The maximal deviation is 14.5%. The respective data for equation (203) are 3.5% and 22%. Only 6 of all 114 points in equation (202) have deviations more than 10%. Equation (203) fits the experimental data to an average accuracy of 3.5%. The maximal deviation is 22% and only 6 of the experimental points have deviations more than 10%. A comparison between the experimental data for the packings presented in Table 29 and the line calculated by Eq. (202) is represented in Fig. 63.
290 Table 29. Characteristics of the packings used in obtaining the experimental constants in equations (202) and (203).
No
Packing
Material
Free section E, tu /m
Specific surface
Equlv, diameter
area a, m 2 /m 3
Ref.
4m
Height of elements h, m
1
Raschig rings 25 mm diameter
Ceramic
0.64
228
0.0112
0.025
[140]
2
Raschig rings 50 mm diameter
Ceramic
0.72
112.5
0.0264
0.05
[140]
3
Raschig rings 80 mm diameter
Ceramic
0.73
79.5
0.0368
0.08
[140]
4
Raschig rings 100 mm diameter
Ceramic
0.72
59.5
0.0484
0.1
[140]
5
Tubes 50x100 mm
Ceramic
0.7
112
0.0250
0.1
[140]
6
Tubes 50x200 mm*
Ceramic
0.72
107
0.0269
0.2
[140]
7
Rectang. blocks (h=100mm)*
Ceramic
0.69
91
0.0303
0.1
[140]
e
Honeycomb blocks (h=10Qmmf*
Ceramic
0.8
79
0.0405
0.1
[140]
9
Honeycomb blocks (h=200mm)**
Ceramic
O.S
75
0.0426
0.2
[140]
10
Honeycomb blocks*
Plastic
0J36
187
0.02
0.235
[97]
11
Honeycomb blocks
Plastic
0.936
187
0.02
0.117
[97]
12
Honeycomb blocks
Plastic
0.936
187
0.02
0.058
[97]
13
Honeycomb blocks
Plastic
0.83
185.5
0.0179
0.031
[97]
Desorption of O 2 from water in air Desorption of COj from water in air
291
1 0.8 0.6
+15%
0.01
45. 0.4
fw -15%
to
CD 0.2 -
V
0.1 0.08
8 10
20
40
80100
200
L
Fig. 63. Comparison of the experimental data with the results calculated with Eq. (202).
The calculation of the volumetric mass transfer coefficients using Eq. (202) for the packing Nr 4 and 5, discussed by Ramm and Chagina [140], shows that though the specific surface area of the second packing is 1.88 times larger, their volumetric mass transfer coefficients are practically equal. 3.2.2.1.3 Comparison of the structured packings with vertical smooth walls to other highly effective types of packings The most important comparison between different types of packings is this which gives the possibility to compare them from economical point of view. Indeed, such comparison is possible only for a given process, with given prices of equipment and operating costs. Taking into account that the capital investments are approximately proportional to the packing volume, and that for a given process the volume of the packing is reverse proportional to the mass transfer coefficient, the volumetric mass transfer coefficient can be used as a measure for the capital investments in the mass transfer columns.
292
The biggest part of the operating costs for this type of apparatuses is the energy cost for covering the pressure drop. That is why the pressure drop per one mass transfer unit can be used for comparison of the operating costs of different packings for a given process [144]. In Fig. 64 such comparison between some highly effective packings and a good honeycomb packing with vertical smooth walls in case of gas-film controlled mass transfer is presented. The geometrical characteristics of the compared packings are presented in Table 30.
Table 30, Geometrical characteristics of the packings compared in Fig. 64. No
Packing type
Size
Literature
mm
m /m
L
£• 3
3
m /m
3
3
m /(mzs)
1
Impulse Packing
[170]
50
103
0.83
2.8xl0"3
2
Pall Ring
[170]
50
120
0.78
2JxlO" J
3
Hiflow-ring
[171]
25
192
0.92
2.8xl0"3
4
Hiflow-ring
[171]
50
110
0.93
2.8xlQ-3
5
Hiflow-ring
[171]
90
65
0.97
ISxlO" 3
6
Norpaek
[172]
25
2.felO"3
7
Tellerete
[172]
25
2.8x10"3
8
Ralu-Pack 250Y
[173]
9
Euroform-PN
[174]
10
Honeycomb Packing
[174]
20*,60**
151
0.76
2.8xlO"3
11
Kolar Packing
[175], [169]
10***
200
0.97
16.7xW3
12
Honeycomb Packing,
[176]
18.8-19.3*
185.5
0.83
2JxlQ" 3
0.963
Diameter of the circle inscribed in the hexagon.
* * Height of the packing bodies. *** Distance between the expanded metal sheets.
2.8xlG"3 4.2xlO"3
Fig. 47 *
a a
31**
293 200
Fig. 64 AP/NTUG
VS.
The date in Fig 64 show that the best of all compared packings is the honeycomb packing Nr 12. It is made of polypropylene treated with sand for increasing its wettability. The ceramic packing Nr 10, also investigated by us, [144], has about 8 times higher pressure drop because of smaller free crosssection and smaller height of the elements. The packing of Kolar (Nr. 11) which consists of parallel vertical plates of expanded metal (see Fig. 91) has very low pressure drop, about the same as that for Nr 12. The Impulse Packing (packing Nr 1) has the greatest pressure drop. It is an arranged packing of single elements, each of them consisting of two truncated pyramids with a common small base (Fig. 49) Thus, the packing cross-section significantly changes two times in vertical direction for each element, which leads to strong increasing of the pressure drop. The comparison shows that by constructing packings with vertical walls, it is possible not only to reduce the pressure drop, but also to reduce the pressure drop per one mass transfer unit which is especially important.
294
3.2,2.2, Structured packing with boundary layer turbulizers (Turbo-pack) 3.2.2.2.1. Description of the structured packing with boundary layer turbulizers The usage of thermopressed plates for honeycomb packings allows to press on there walls special "turbulizers" of the mass tansfer boundary layer [148-156] for intensification of the heat and mass transfer processes. A packing block with such a construction is presented in Fig. 65.
Fig. 65. Block of a jacking with boundary layer turbulizers.
The investigated constructions of this type of packing are presented in Table 31. All turbulizers are formed as horizontal grooves stamped in the sheets so as to ensure an identical direction of the depressions of all grooves and lamellas. The groove cross-section has the form of a semicircle with a 3 mm diameter. 3.2.2.2.2. Performance characteristics of the packings with boundary layer turbulizers 3.2.2.2.2.1. Pressure drop 3.2.2.2.2.1.1. Experimental data The experimental data for the pressure drop of the packing PI5-235, Table 31, are presented in Fig. 66 [153]. The data show that such a packing with a specific surface area equal to 182 m2/m3 is able to operate at liquid superficial velocities to 0.11 m3/(m s) (396 m3/(m2h)) and more. The gas velocity reaches about 3.5 m/s at pressure drop about 20 mm water column per m packing height. That is, the packing is able to operate at extremely high gas and liquid superficial velocity at low pressure drop.
295
Table 31. Main parameters of the studied packings with boundary layer
No.
totalizers
Packing
Point
h
*
d.
a
e
Viscosity
Density
type
notation
mm
mm
mm
nAm5
m /m
».xl0*,
Pi.
Pas
kg/m3
1
PO-235
o
235
0
20
187
0.936
1
998
2
PO-117
e®
117
0
20
187
0.936
1
998 998
3
PO-58
4
P15-235
5
P15-H7
6
P15-58
7
P7.5-235
8
P7.5-117
9
P3.75-
58
0
20
187
0,936
1
+
235
15
20.7
182
0.94
1
998
X
117
15
20.7
182
0.94
1
998
58
15
20.7
182
0.94
1
998
235
7.5
20
188
0.94
1
998
117
7.5
20
188
0.94
1
998
235
3.75
18.8
200
0.94
1
998
n
117
3.75
18.8
200
0.94
1
998
•B
58
3.75
18.8
200
0.94
1
998
58
0
20
187
0.936
3J
1110
o • Q
58
0
20
187
0.936
IB
1160
58
3.75
181
200
0.94
5.6
1130
58
3.75
18.8
200
0,94
8.3
1150
• 9
235 10
P3.75-
117 11
P3.75-58
12
PO-58
13
PO-58
14
P3.75-58
15
P3.75
For estimation of the influence of the boundary layer turbulizers on the pressure drop, the data for the packing P0- 235 are presented in Fig. 67. The difference between the two packings is only the presence of turbulizers on the walls of the first of them. The comparison shows that the pressure drop of a dry packing with turbulizers is about two times higher. The irrigation at low liquid superficial velocity leads to significant reduction of this ratio. At very high liquid superficial velocity, this ratio is again about two. The obtained data [153] show also that the reduction of the distance between the turbulizers leads to increasing of the pressure drop.
296
4
B
8
Fig. 66. Relationship of the pressure drop in the packing P15-235,1 m hij^i, versus superficial gas velocity w^ at various liquid superficial velocities (see Table 32).
3.2.2.2.2.1.2. Equation for determination of the pressure drop of packings with boundary layer tto-bulizers 3.2.2.2.2. J.2.1. Pressure drop of dry packings To predict the pressure drop of dry packings with boundary layer turbulizers, the following equation is proposed [153]: Table 32. 2
£xlO m3/(m2s)
0
0.3
Point notation
o © ® + X
0.5
0.7
1
1.5
2
3
4
5
A A. ® D
6
•
7
10 11
m u
•
D
297
ID' 6
8 10
2
6
B
w,,m/s Fig. 67. Relationship of the pressure drop in 1 m packing PO-235 versus superficial gas velocity wa at various liquid superficial velocities (see Table 32).
3.2.2.2.2.1.3. Equation for determination of the pressure drop of packings with boundary layer twhulizers 3.2.2.2.2.1.3.1. Pressure drop of dry packings To predict the pressure drop of dry packings with boundary layer turbulkers, the following equation is proposed [153]: k
W
= 0.273 ^-
.-03
-0.3 ,
4-
Eel
(204)
298
where s is turbulizer pitch in m. In obtaining Eq. (204), the dimensionless numbers are changed in the following ranges; if- between 0.0291 and 0.141, ReG- between 1930 and 8980, h/dh -between 2.8 and 12.5, and sldh - between 0.120 and 0.725. The comparison of the experimental data and equation (204) is presented in Fig. 68, <M
2.5
s"
z +10X
•
'sin -I0Z
o.i 6
1.8 2
8
10
Ree.1O-3 Fig. 6i. Fitting Eq, (204) to the experimenlal data for the packing with totalizers (Table 31),
3.2.2.2.2.1.3.2. Pressure drop and loading point of irrigated packings To calculate Aoand AA, the following equations are proposed [153]:
4 = 13.
\0.27
rl44 (h / dh / * " (s/dh)
(205)
and
M = 2.2x10* [w1
/(g.dh)]Ls.(L3.a/gf9(s/dh)-029.
(206)
The dimensionless numbers varied within the following limits: Rei from 10.8 to 1060, FrL - from 1.67X10"4 to 3.05xl0"2, [w1 f(gdh)]- from 17.7 to 77.5, (L2afg)- from UlxlO" 4 to 7.62xlO"3, and [l.pL /(wo.pG)]from 0.68 to 18.4. The mean error of Eq. (205) is 8.2% and of Eq, (206) - 12.6%. The dimensionless parameters are defined as follows:
299
Fr = — g «/*£ The comparison between experimental and calculated data is represented in Figs. 69 and 70.
s
As.
\i\ \ V
•V ma \\'*!
+7ITC
V" L V \. ^»
V -202
V+" \
\* \
1.5
k Q.5
0.6
0.7 D.BO.a I
\
\ \ \ \
Q.4
D.S
0.B
D.7 Q.8 0.3 1
f-A. Fig. 69. Comparison of the experimental data for the pressure drop under the loading point for the packings given in Table 31 and the line calculated by Eq. (259) and (260), from Chapter 1, and Eq. (103).
Fig. 70. Comparison of the experimental data for the pressure drop over the loading point for the packings given in Table 31 and the line calculated by Eq. (259) and (260), from Chapter 1, and Eqs. (95) and (96).
As mentioned in other cases the loading point of the packing can be calculated using Eq. (46) and the equations for Ao wa&AA. For this packing the equations are Eq, (205) and Eq. (206) respectively. It is shown [153] that the value of kf, is the same as for other packings (j% = 1.03). In Fig. (71) the comparison of the experimental date for the value of A* for different values of L.pj^/lWg.pg) is presented.
300
w* am
1.0
0
° * r T o
•
4 a
•
0
n n
1
*
'
*
t
o.g 10
20
30
40
50
LpL/(wapB) Fig. 71. Loading point ki, values for different packinp {Table 31).
3.2.2.2.2.2. Dynamic holdup of packings with boundary layer turbulizers The investigations of the dynamic holdup are carried out [154] for all packings presented in Table 31. Some experimental data are represented in Figs. 72 and 73.
•*•--
PO-117 P15-117 P7.5-117 P3.75-117
10
Fig. 72. Holdup of packings with h= 117 mm, and different distances between the turbulizers vs. liquid superficial velocity L in the absence of gas flow.
The value of the dynamic holdup of the packing is presented [154] as a sum of the holdup under the loading point (H^ and an additional holdup (AHd) due to the forces between the gas and the liquid phase, For calculating each of them, the following equations are proposed.
301
10 B
8 10 2 wn ,m/s
Fig. 73. Holdup of packings with &= 117 mm, and different distances between the turbulizers vs. gai velocity wj, at different liquid superficial velocities (for point notation see Table 32).
(207)
and
AH, = 0.8(w20/g.dhrF42Ga^"(a.hr4(s.a)-°J
(208)
where GaL = g The dimensionless quantities in these equations vary within the following limits: FrL- from 1.67X10"4 to U3xlO" 2 ; GaL - from 2.63x104 to 1.47xlO6; (w20 /(g.dh ) - from 10.6 to 71.3 and (s.a)- from 0.75 to 2.73. The comparison between the experimental data for the packings presented in Table 31 and the lines calculated by Eqs. (207) and (208) is given in Figs. 74 and 75. 3.2.2.2.2.3. Mass transfer coefficient of packings with boundary layer turbulizers 3.2.2.2.2.3.1. Liquid-film controlled mass transfer of packings with botmdary layer turbulizers The investigations for determination of the liquid-film controlled mass transfer coefficient are carried out [155] with the packings presented in Table 31. The results, some presented in Fig. 76, show that reduction of both the height of the blocks and the distance between the turbulizers leads to increasing
302
of the mass transfer coefficient. The effect of the turbulizers is enhanced by increasing the packing block height, i.e. increasing of the thickness of the diffusion boundary layer and decreasing the distance between the turbulizers lead to a rise of the liquid phase controlled mass transfer coefficient between 15 and 55%,
- " "? +207- . ,
*
10
V
6
—* s
"-2QZ
5? 1.5
2
4
6
8
10
2
4
B
8
10
Fr. Fig. 74. Comparison of the experimental data for Hm of packings with boundary layer turbulizers and the prediction line computed using Eq. (207} (see Table 31).
d
"3* s~io°
I
+2DZ
8
..••>MS»1 ".Xs.-f§ -20Z
10'
Fig. 75. Comparison of the experimental data for 4ffd for packings with boundary layer turbulizers and the prediction line computed using Eq. (208) (see Table 31).
303
»+"•-
PQ-235 P15-235 P7,5-235 P3.75-235
Fig. 76. Volumetric mass transfer coefficient for CO2 desorption as a function of the superficial liquid velocity in Turbo-Pack with a height of the block 235 mm (see Table 31).
A more exact estimation of the performance energy costs in comparing the various Turbo-Pack designs can be obtained by taking the energy E per mass transfer unit consumed in feeding the gas and the liquid phases, calculated for 1 m3 gas phase. This energy can be determined from the following equation [169]:
(209)
H
where E is energy consumption in J/m3; HTUi- height of the mass transfer unit for the liquid phase; and LG =
- ratio of liquid to gas volumetric flow
rates. The value of E versus kua at different gas-liquid ratios is presented in Figs. 77 to 79. For calculation of the liquid-film controlled mass transfer, the following equation is proposed [155]: ShL=0.77xl0~2.S4s.ReaL7O.(a
-0.19
(210)
304
The dimensionless numbers in the experimental data used to determine the constants in this equation varied within the following limits: .Re/,- from 62.6 to 1200; (a.h)- from 10.7 to 47; and fas)- from 0.75 to 2.73. A comparison between the equation and the experimental data for the packings presented in Table 31 is shown in Fig. 80.
1
uj*
//d #
Hi 2
4
earn
B
kLa, f/s
I
10
Z
3
kLa, f/s
Fig. 77. Energy E for COj desorption, necessary for the treatment of 1 m3 gas at a mass ttansfer rate corresponding to a mass transfer unit at a gas-liquid ratio w^L= 6.67 mVm3, versus kLa. {see Table 31)
Fig. 78. Energy E for CO2 desorption, necessary for the treatment of 1 m3 gas at a mass transfer rate corresponding to a mass transfer unit at a gas-liquid ratio W(/L= 166.7 m3/m3, versus kia. (see Table 31).
) film ih
1V ll III
/
5 B 8 10
2
kLa, f/s Fig. 79. Energy E for CO2 desorption, necessary for the treatment of 1 m3 at a mass transfer rate corresponding to a mass transfer unit at a gas-liquid ratio w/L= 500 m3/m\ (see Table \ versus 31).
305
3? -1QZ
$ 2
B
B ID
2
4
E
B ID
Z
Fig. 80. Comparison of the experimental results for packings with turbulizcrs with the line computed by Eq, (210).
3.2.2.2.2.3.2. Gas-film controlled mass transfer of packings with boundary layer twhulizers: The gas-film controlled mass transfer coefficient is investigated [156] for all packings presented in Table 31. The investigations are carried out in the system sulphuric acid water solution for the liquid phase and ammonia-air for the gas. In all cases the influence of the end effect is taken into account. Fig. 81 presents the volumetric mass transfer coefficient for some of the investigated packings as a function of the superficial liquid velocity at gas velocity of 1 m/s. This figure shows that even at 1=4x10"3 m3/(m2s), the packing is independent of this velocity, i.e. the packing is fully wetted. Some of the experimental date obtained [156] for the investigated packings as a function of the gas velocity are presented in Fig. 82. The obtained data show that, like in the case of liquid-side mass transfer, the reduction of both the block height and the distance between the turbulizers leads to increasing of the mass transfer coefficient. It is also mentioned that at small packing blocks, the effect of the turbulizers is smaller. A comparison between the effects of the turbulizers in the cases of gas and liquid phase controlled mass transfer show that the effect for the gas phase is smaller. This result is to be expected if it is assumed that the turbulizers stamped in the packing sheets are smoothed out by covering with liquid phase. To predict the influence of the effect of the turbulizers on the liquidfilm controlled mass transfer coefficient, the following equation is proposed [156]:
306
(211)
where "tur" is an index for the packing with turbulizers, and "0"- for smooth packings. The mean error of Eq. (211) is 2.7%. The comparison of the experimental data with those calculated with Eq. (211) is presented in Fig. 83,
_-A——
*-
/ if /
k
10" 8
• *
0
2
4
4
P3,75-58 PO-58
8
L1(P,mV(m2.s) Fig. 81. The volumetric mass transfer coefficient for ammonia absorption in some of the packing studied as a function of the superficial liquid velocity at gas velocity of 1 m/s.
6
f • -
PD-23S P1S-Z35 ("7,5-835 P3.7S-2B
S 10
wg, m/s Fig. 82. The volumetric mass transfer coefficients for ammonia absorption in packings with height of the blocks 235 mm.
+10%
-10%
Fig. 83. Comparison of the experimental data obtained for the packings with turbulizers with the plot predicted by Eq. (211).
307
The volumetric mass transfer coefficient (kGa)0 Eq. (211) can be calculated from Eqs. (195) or (198).
without turbulizers in
3.2.2.2.3. Comparison of the structured packings with bomdary layer twbulizers with other highly effective types of packings Comparisons of some important characteristics of Turbo-Pack and other highly effective packings are presented in Figs. 84 to 86. The geometrical characteristics of the packings used for comparison are presented in Table 33, The value of kLa, as a measure of the reciprocal value of the packing volume, is plotted on the abscissa of Fig. 86. As mentioned this volume is proportional roughly to the capital investments for the column at a given flow rate and different types of packings. The pressure drop per mass transfer unit, which determines the main operating costs, is plotted on the ordinate. From the figure it is seen for example that at the same pressure drop Turbo-Pack P3.75-58 has about 2.8 times higher mass transfer coefficient than a 50 mm Pall Ring packing. At a given mass Iransfer coefficient, the pressure drop of Turbo-Pack is about 9 times lower. In comparison with Pall Ring 25 mm, the data are 12.8 to 19 times lower respectively. Some important performance characteristics of Turbo-Pack are compared below with the data for the highly effective packings presented in Table 34. Table 33. Geometrical characteristics of the packings used for comparison in Fig. 84 to 86.
No.
Packing
Material
Specific surface area
Packing ¥oM fraction
Equivalent diameter
a, m 2 /m 3
6, nrVm3
4feinm
Ref.
1
Enroform
plastic
110
0.96
34.9
[174]
2
Hiflow ring 50
plastic
110
0.93
33.8
[171]
3
Hiflow ring 25
plastic
192
0.92
192
[171]
4
Impulse-Pack
ceramic
102
0.83
315
[170]
5
Pall ring SO
plastic
110
0,92
33.5
[177]
6
Pall ring 25
plastic
220
0.89
1&2
[177]
7
Turbo-Pack PO-58
plastic
187
0.936
20
[155]
8
Turbo-Pack P3.7S-58
plastic
200
0.94
18.8
[155]
308
Table 34. Geometrical characteristics of the packings compared with Turbo-Pack in case of gas-film controlled processes No.
1
Packing
Euroform
Material
Specific surface area
Packing void fraction
Equivalent diameter
a, rtfVm3
e,ra3/m*
4B nun
plastic
110
0.96
34.9
Ref.
[174]
2
Ralupack
metal
250
0.945
15.1
[177]
3
Hiflow ring 50
plastic
110
0.93
33.8
[171]
4
Hiflow ring 25
plastic
192
0.92
19,2
[171]
5
Impulse-Pack
ceramic
102
0.83
32.5
[170]
6
Pall ring 50
plastic
110
0.92
33J
[177]
7
Pall ring 25
plastic
220
0.89
162
[177]
8
Intalox saddle 50
plastic
120
0.91
303
[177]
9
SulzerBX
plastic
500
0.95
7.6
[320]
10
Mellapak250Y
plastic
250
0.97
15.5
[320]
11
Turbo-Pack PO-58
plastic
187
0.936
20
[156]
12
Turbo-Pack P3.75-58
plastic
200
0.94
18.8
[156]
1-Eurof Z-Hiflowira 50 3-Hiflmiring 25 4-Iaipuise-Pack 5-Pall ring 50 64>all ring 25
B 8 10'
2
,rrfi/(m2s)
Fig. 84. The volumetric mass transfer coefficient for CO2 desorption as a function of the liquid superficial velocity (see Table 31 and 33).
A very useful comparison of the efficiency of different packings is this based on the pressure drop per mass transfer unit (AP/ NTUG). It gives the
309
possibility to compare easy the necessary pressure drop for a given process, as a measure of a significant part of the operating costs, independent of the packing efficiency. In Fig. 87 [156] this ratio is plotted versus the F-factor,
s
4 ,
S
Is
-
So
ft
s '/ 2
/
4
r J-Hiflo»riii 8 50 3-HHlnwin
S_f
ft
•ack
5-Pall rira SO B-P»ll rini 15 + - 7-Turbo-Pack P0-5I Q - S-Turbd-Pec* P3.75-5B 4
B
B
10'
Z
A
L.103,m3/(m2.s) Fig. 85. Plots of pressure drop per mass transfer unit for COj desorption versus the liquid superficial velocity at wfl =0.8 m/s (see Table 31 and 33).
Fig, 86. Plots of pressure drop per mass transfer unit for COa desorption versus the volumetric mass transfer coefficient at a gasliquid ratio W(/I=300 m3/m3 (see Tables 31 and 33).
In Fig. 88 the same ratio is plotted versus koa [156] as a measure of the packing efficiency. It is easy to see that fea is approximately reverse proportional to the capital investments. It means that in such coordinates the lines for the better packings from economical point of view, taking into account both capital investment and operating cost, lie in the lower part of the figure. The comparison shows that in Fig. 87 the pressure drop of Turbo-Pack PO-58 is the lowest. Practically this packing is a packing with smooth walls, without turbulizers. At Fig. 88 the packing P3.75 has the lowest pressure drop. That is, the presence of turbulizers leads not only to increasing of the mass transfer coefficient, but also to reduction of the pressure drop per mass transfer unit. The 50 mm Pall Ring has the highest pressure drop. The reduction of the dimension of this packing leads to reduction of its pressure drop in these coordinates.
310
10*
15
tU-2
ff r 1, i/P
1-fcuroforni 3-Ralu-Pnek 3-Hif lwring 50 4-Hif Inuring 25 S-Impulae-Pack B-Pall ring 50 7-Pall ring 8-Intalo« SQ S-Sul«a10-Hellapak ~ H-Turbo-Pack m-58
arm
1
If J
4-Hiflo 5-Iapijl -ing
50
1 II
1-Pall ring e-NU
S
V //
l-Eurtrf *ring 50
' // l-Hiflarfring
1Q 1 B 6 5
o - lZ-Turbo-Pack P3 75-3B
Iff —
\
25
'+~ll-Turbo-PBck PD-58 o-12-Turbu-Pack PI75-58
5 6
9
10
kea, Fig. 87. Pressure drop per mass transfer unit for the packings compared versus FQ factor (see Table 34).
Fig. 88. The pressure drop per mass transfer unit for the reference packings (Table 34) plotted versus the volumetric mass transfer coefficient
3.2.2.3. Structwedpackings of expanded metal 3.2.2.3.1. Description of the structured packings of expanded metal The expanded metal sheets, Fig, 89, are very proper for constructing packings. As already mentioned the reduction of the length of the packing elements leads to increasing of the mass transfer coefficient. As it is easy seen from Fig. 89, the expanded metal sheets consist of many lamellas with small width. That is, from this point of view this material is very proper for production of highly effective packings. Another advantage of this material is that it is produced easy by highly effective technology without waste material from making orifices in it. All these advantages have oriented the investigators to apply it for a packing design. Up to now the following main constructions are presented in the literature: the packing of Stage [178], Spraypack [182, 192, 193], the packing of Kolar [179-181], and the Holpack packing of Kolev and Daraktschiev [183-189, 194].
311
The packing of Stage consists of vertical plates of expanded metal bent so that to build channels with square cross-sections between them. The long axes of the expanded metal orifices are oriented vertically. A great advantage of this packing, in addition to the main advantages of the expanded metal, is their very low pressure drop due to the vertical channels. That is why the packing is proper for processes which need extremely low pressure drop, such as for example vacuum rectification processes. The great disadvantage of the packing is that the slope of the constituent lamellas is oriented more to one side, which leads to one side spreading of the liquid to the edge of the square channels. This together with the additional capillary forces acting on the edges leads to strong maldistribution of the liquid after a given height. That is why after some packing height, the liquid should be collected and distributed again over the packing surface. The scheme of the packing Spraypaek is presented in Fig. 90. The packing consists of horizontal sheets of expanded metal or nets connected with vertical bars and bent so that to build V-formed equal perforated "channels".
sheet length
Fig. 89. Expanded metal sheet.
312
Fig. 90. Scheme of the Spraypaek packing.
The investigated packing have pitch/? equal to 125 - 300 mm and step h equal to 50 - 150 mm. The dimension of the orifices is 3.2 mm. The results show that at very low gas velocity, the liquid flows as a film, and gas bubbles exist only in some points. The increasing of the gas velocity leads to strewing the liquid in drops. At additional increasing of the gas velocity to the loading point, the liquid is collected in the bottom part of the channels and the pressure drop strongly increases up to the flooding point. At additional increasing of the gas velocity in the regime of strewing, the pressure drop remains constant. After the flooding point the liquid goes out together with the gas phase. The advantage of the packing is that it operates at high gas velocity- 2.5 to 3.5 tn/s, at not very high pressure drop (500- 750 Pa/m). The packing of Kolar [179-181] is presented in Fig. 91. It consists of vertical plates of expanded metal assembled in a package. The long axes of the orifices in the expanded metal of the Kolar packing are oriented vertically. The loading and the flooding in the packings with parallel vertical sheets begin at their top or bottom part. To increase the permissible gas and liquid velocities of the packing, the inlet and the outlet of the gas phase in (out) the packing take place not in vertical direction, which is the case for all other packings, but in horizontal. This gives the possibility to reach gas and liquid superficial velocities in this packing quite greater than in all other packings, for example gas velocity up to 6 m/s at high liquid superficial velocity. The visual investigations show that at liquid superficial velocity over 0.01 m3/(m2.s), the entire surface of the packing is wetted. The greatest advantage of the packing is the possibility to operate at extremely high gas and liquid superficial velocities. Its greatest disadvantage, mentioned already for the packing of Stage [17i], is that the slope of the constituent lamellas is oriented
313
more to one side which leads to one side spreading of the liquid, i.e. to maldistribution. The idea to construct the packing Holpack comes from the need to design a packing with a surface covering the most of the column cross-section, to prevent great axial mixing in the liquid phase, and having at the same time great fee cross-section for the gas phase to reduce the pressure drop. The other requirement to this packing is to turbulize additionally the liquid phase tough collision with the solid surface of the packing lamellas. At the same time the packing effective surfece area is quite greater than the specific one because of the area of drops and jets trickling between the horizontal sheets. To provide for these conditions, the packing consists of horizontal sheets of expanded metal mounted at a distance between them. There are two possible arrangements of the sheets, opposite and cross. A principle vertical cross-section in case of opposite arrangement of the sheets, towards the long axis of their orifices (Fig. 89) is shown in Fig. 92.
Fig. 91. The packing of Kolar 1- gas inlet pipe; 2- gas outlet pipe; 3- liquid Met pipe; 4- liquid outlet pipe; 5- liquid distributor; 6- packing.
314
The liquid from a given sheet dripstothe lower one and turbulizes after coming into collision with it. This leads to strong increasing of the liquid-side controlled mass transfer coefficient. An additional possibility to increase the liquid-side mass transfer is shown schematically in Fig. 93.
§\\\\\\\\\\\\\\\V
P/f/////Y///////A Fig. 92. Principle scheme of opposite arrangement of the horizontal sheets of expanded metal.
Fig. 93. Scheme of obtaining fresh interface upon turning the liquid film in the Holpack,
315
The collision of the liquid with the sheets, together with the free volume between them, prevent the building of sediments in the packing, and make it very proper for operating with liquids containing solid phase. The inclination of the constituent lamellas of the expanded metal sheet leads to spreading of the liquid phase in one direction, i, e. to non-uniform distribution over the cross-section of the apparatus. To reduce this effect every next sheet is oriented so that the inclination of each two neighbour sheets is opposite. Another possible arrangement of the sheets is when the inclination of every second sheet is opposite and the long axes of the packing orifices for the neighbour sheets are oriented at 90° (cross arrangement). The geometrical characteristics of the investigated packings [183-189] are presented in Table 35. To prevent the flowing of the liquid phase to the column wall, which leads to strong reduction of the driving force of the mass transfer process, respectively of the packing efficiency, in all investigations of these packings special deflecting rings are mounted on the column wall [196]. The principle of these rings is described in Chapter 8. 3.2,2.3.2. Performance characteristics of the structured packings of expanded metal and their comparison with other types of packings 3.2.2.3.2.1. Pressure drop and loading point. Experimental data and equations Some experimental data for the pressure drop of Holpaek are presented in Fig. 94. The pressure drop of the dry packing can be calculating using the equation [184]:
(212)
where w, =
2,AP0.Ej
7—— — 1 and s, is the free cross-section area of the sheets, H.wopGN, which here is not equal to the free volume of the packing. Ni is the number of expanded metal sheets per 1 m packing, 1/m. The comparison of the experimental data and the values calculated by equation (212) is presented in Fig. 95. The deviations of 96% of the experimental data do not exceed + 15%.
316
317
318
L=0 L= 0.0018 m/s 3- L= 0.0084 m/s 4- L= 0.01 m/s 5-L= 0.017 m/s
Fig. 94. Pressure drop of Holpack Nr. 1, Table 35, with hydraulic diameter 6.5 mm.
319
•
3.0 2.5
i [-145%
« 2.D
1.0
8 102
6
8 103
Fig. 95. Comparison of the experimental date, for dry Holpaek, presented in Table 35, with the values calculated after Eq. (212).
The experiments [194] carried out with expanded metal sheets, covered with plastic and without covering, show that in both cases the pressure drop depends only on the geometrical parameters of the sheets, according to Eq. (212). For calculating the value of A in Eq, (259) from Chapter 1, under the loading point the following equation is proposed [184]: -o.i
JJ66
(213)
where ReL and FrL are defined as follows:
and
g.dh.ef ' The average square error of Eq. (213) is ± 5%. Comparison between the experimental data and the value of AP/ AP0 calculated by means of Eq. (259) from Chapter 1, and Eq, (213) is presented in Fig. 96. The dependence between the gas and liquid velocity at the loading point of the Holpack packings given in Table 35 is presented in Fig. 97. From the figure it is seen that the data for packings with equal hydraulic diameters lie on one and the same line. It must be mentioned also that the packings with cross arrangement of the expanded metal sheets permit about
320
12% higher gas velocity in the loading point than at opposite arrangement. The difference between the gas velocity for the packings with equal values of e ; and dk, but different distances between the sheets is not more than + 5%. Using the experimental date for a system air-water, the following equation for calculating the gas and liquid velocity in the loading point is proposed [184]: (214)
where rrG =—:
.
The values ofFr^, Fro and Ej in the experiments used for obtaining the constants of Eq. (214) are changed as follows: FTL from 12.8 to 55.2, Fr® from 2.35xlO"5 to 7xlO"3, e,from 0.1 to 0.8. The Galilei number, with negligible influence, is changed from 2.7x106 to 8.8x108. The values of ^-
and of
-^- are not changed in the experiments. Pa The comparison between the calculated values using Eq. (214) and the experimental ones is shown in Fig. 97. The errors are less than 15%. A special eharaeteristie of Holpack is that at reduction of the gas velocity after the flooding, a hysteresis is observed [307] (see Fig. 10 in Chapter 2). The expanded metal elements in these investigations are specially fixed to the column wall. 3.2.2.3.2.2. Dynamic holdttp of Holpack packing Some experimental data for the dynamic holdup [189] of different Holpack packings for a system air-water under the loading point are presented in Fig. 98. For calculating the dynamic holdup of these packings (under the loading point), the following equation is proposed [189]: Hd = 0.47.Gaf05Fr°J2,
(215)
321
2 1.9 1.8 A ~l
\,l
1.6
15
v. \\\ \
1
\
\
\ Jv \ \ \v >\ \, \ . \ \ \ \+10%
1 *\
\i
,-\
V
13
-10 %\
%
\
\.N
»\\ \* }I \
\\j i *>
\ l\*\
1.1
1
0.85
0.90
\ \, \ \
0.95
1
1-A Fig. 96. Comparison between the ejqjerimental data and the values of AP/ means of Eq. (259) from Chapter 1, and Eq. (213) versus 1-A (see Table 35).
APg calculated by
322
8
10
12
14
16
18
LKP.m/s Fig. 97. The dependence between the gas and liquid velocity at the loading point of the Holpack packings presented in Table 35. The curves are calculated using Eq. (214). The symbols are presented in Table 35.
where: GaL =
g
and Frt =
In obtaining the experimental constants of this equation, not only date for different construction sizes (Table 35), but also for different liquid viscosities (from lxlO' 3 to 1.3xlO"2Pa.s.) and different liquid densities (between 1000 end 1230 kg/m3) are used. In Fig. 99 a comparison between the experimental data and the calculated line is presented. 3.2,2.3.2.3. Effective surface area ofHolpack packing Some experimental data [187,195,196] for the effective surface area of the Holpack packings, given in Table 35, are represented in Fig. 100. The data are obtained using the method of Danckwerts for absorption of CO2 in NaOH solution. For comparison some data for Intalox saddles and Pall rings are also presented. The results in Fig. 100 show that the slopes of the lines for Holpack are quite smaller than those for the random packings. In Fig. 101 the same data for the effective surface area divided by the specific surface area of the packing are presented.
323
4
6
8 1Q-2
L, m/s Fig. 98. Holdup of different constructions of Holpack, Table 35, for a system air-water, as a function of the liquid superficial velocity.
6
8 ia- s
4
es
Fig. 99. Comparison of the experimental date for the dynamic holdup and the line calculated using Eq. (215), see Table 35.
324
200
4
6
8 10"2
L,m/s Fig. 100. Dependence of the effective surface area of Holpack (Table 35) on the liquid superficial velocity. For comparison date, of Raschig rings, 25x25x3 mm (1), Intalox saddles 50 mm (2) and Pall rings 50 mm (3) are also presented.
The data show that the ratio of the two areas reaches up to 3. That is, the surface area of the drops and jets trickling in the free volume of the packing is up to two times larger than the area of the packing itself. For calculating the effective surface area of the Holpack packings the following equation is proposed [187]: 0J8 / , j
L .a
\ 0.066
(216)
a The constant K depends on the type of arrangement of the expanded metal sheets. In case of countercurrent arrangement it is equal to 0.82. At cross arrangement K=QS5. As already noted, the exponents in equation (216) are obtained using the data from absorption of CO2 in NaOH solutions. The influence of CT is additionally proved by evaporation of ethanol solution in air stream according to the method described in 2.1.2.5.9. 93% of the experimental points show differences from the equation less than ± 15%.The comparison of the experimental data and the line after Eq. (216) is presented in Fig. 102.
325
4
6
8 10"2
L ,m/s Fig. 101. Dependence of the ratio of the effective surface area to the specific surface area of the packing Holpack (Table 35) on the liquid superficial velocity. For comparison data of Raschig rings, 25x25x3 mm (1), Intalox saddles 50 mm (2) and Pall rings 50 mm (3) are also presented.
!L OJ
1.0 0.8 0.6
+15%
j^^a—f-trrr •1
as
to
' -
0.4 0.2
10" 5
104
FrL=L2a/g
10" 3
10" 2
Fig. 102. Comparison of the experimental data for the effective surfmee area of the packings given in Table 35 and the line calculated using Eq. (216).
3.2.2.3.2.4. Mass transfer coefficients of Holpack packing 3.2.2.3.2.4.1, Liquid-film controlled mass transfer of Holpack packing. The investigations of the liquid-film controlled mass transfer coefficient are carried out with the packing presented in Table 35 [188], The results under the loading point are given in Fig. 103. For comparison on the same figure data for Intalox saddles and Pall rings are also presented.
326
i
i
to-2
L,m/s Fig. 103. Dependence between the liquid-film controlled volumetric mass transfer coefficient for Holpack packings and the liquid superficial velocity. The symbols are presented in Table 35. 1Pall rings 50 mm; 2- Intalox saddles 50 mm
The comparison shows that the slopes of the lines for Holpack are quite smaller than those for the random packings, which corresponds with the respective slopes for the effective surface area. The comparison of the data for Holpack shows also that the packing of expanded metal sheets with narrower lamellas has lower liquid film controlled mass tansfer coefficient. This fact seems to contradict with the principle that with reduction of the length of the liquid film, the mass transfer coefficient increases. In case of Holpack the main reason for the increasing of the liquid phase controlled mass transfer coefficient is the turbulization of the liquid phase because of collision with the solid surface of the packing lamelks. The reduction of the lamella width leads to reduction of the strength of that collision, and respectively to reduction of the liquid film mass transfer coefficient. A similar effect on the gas-film controlled mass transfer is not to be expected. An equation for calculating of fe of this packing is proposed in [188]:
= 0.0Q113.Retm.S4\Ga™m(sl
\6.1
The dimensionless numbers in this equation are defined as follows:
(217)
327
/?/ is the thickness of the expanded metal sheets, m; The geometrical parameters are explained in Fig. 89. The effective surface area is calculated using Eq. (216). The comparison between the calculated and the experimental data is presented in Fig. 104. The hysteresis observed for the pressure drop of Holpack packing (Fig. 10 of Chapter 2) leads to hysteresis of the liquid-side controlled volumetric mass transfer coefficient [307], In Fig. 11, Chapter 2, the value of Kia at liquid superficial velocity equal to 0.0057 m3/(m2s) in the flooding regime versus the gas velocity wg is presented.
I J8
10-' 8 6 4 +20%
V
4
2
10-2 6
8
10z
S
103
Re. Fig. 104. Comparison of the experimental data for the liquid-film controlled mass transfer coefficient of the packings presented in Table 35 with the line calculated using equation (217).
3.2.2,3.2.4,2. Gas-film controlled mass transfer of Holpack packing. The investigations of the gas-film controlled mass transfer of Holpack are carried out by Daraktschiev, Kolev and Tschapkanova [185] for the packings presented in Table 35. As a model process the absorption of NH3 is used. The values of fe for the packing Nr 2 obtained for two different liquid superficial velocities, 0.0039 and 0.017 m3/(m2s), are presented in Fig. 105. They show that the influence of £ is to be neglected.
328
10-1
9
8
1
6
•- 4
Y
0.2
0-L =0. D039 ,m/s • -L =0. D17 ,m/s
0.4
0.6 0.8 1
wo,m/s
Fig. 105. Dependence between the gas-film controlled mass transfer coefficient of the packing Nr 2 on the gas velocity at two different values of the liquid superficial velocity.
Some of the obtained data [185] for the gas-film controlled mass transfer coefficients are presented in Fig. 106. The results show that practically the distance between the expanded metal sheets influences the gas-side controlled mass transfer only through the effective surface area. It means that the conditions for the mass transfer in the orifices of the expanded metal and in the area between the sheets (see Table 35) are practically the same in regard to the gas-film controlled mass transfer. Nevertheless, the reduction of the hydraulic diameter of the packing leads to increasing of the mass transfer coefficient, like for all other types of packings. For calculation of fcthe following equation is proposed [185]: JUS
(218)
where She and Rec are determined with the hydraulic diameter of the orifices of the expanded metal. The comparison of the experimental data with the calculated line is presented in Fig. 107.
329
3.2.2.3.3. Comparison of the packing Hoipack with other highly effective types ofpackings The comparison of the pressure drop of different packings of expanded metal [169] is presented in Fig. 108. The geometrical characteristics of the compared packings are given in Table 36. Here the Kolar packings are marked with K, Holpack- with H and Spraypack- with S. From the figure it is seen that with comparable specific surface areas and at the same gas velocity, the pressure drop of the Kolar packing is about 20 times lower than that of Holpack and about 100 times lower than of Spraypack. The comparison of the liquid-side mass transfer coefficients of Holpack and of the packing of Kolar at equal liquid superficial velocities shows that they are significantly higher for the Holpack. The maximal values of these coefficients are approximately the same. The comparison of the gas-film controlled mass transfer coefficients shows also that the values for the Holpack at the same gas velocity are quite higher. The comparison of the maximal values for both types ofpackings shows that they are practically the same.
10 3
<
6 *•-
• 4
XT
0.2
0.4
0.6 0.8 1 w0, m/s
Fig. 106. Dependence of the volumetric mass transfer coefficient of some Holpack packings (Table 35) on tiie gas velocity, L= 3.9xW 3 m/s. For packing Nr 15 L= 8x10"3 m/s.
330
331
a 6 4 •20%, *
?
-20% 101 8
e
i
f
8
102
2
4
6
8 103
2
Fig. 107. Comparison between the experimental data for the packings presented in Table 35 and the line calculated using Eq. (218).
The energy consumption for the gas phase in case of Kolar packing is lower because of the lower pressure drop. The consumption for the liquid phase is higher because of the bigger height of the mass transfer unit for this packing. The comparison between the energy consumption E for treating of 1 m3 gas at one mass transfer unit, as a measure of the operating costs, versus the volumetric mass transfer coefficient, as a measure of the capital investments, is presented in Fig. 109. For calculation of ki Eq. (209) is used. The value of £ is calculated as a sum of the energy for compensation of the pressure drop per a height of mass transfer unit and the energy for pumping of the liquid phase to the same height. Because the efficiencies of the pump and of the ventilator are similar, and because the purpose is comparison of different packings, the ventilator and pump efficiencies are not taken into account. The considered cases are as follows; 1. Absorption in sulphuric acid manufacture (LCr= 0.0052; pL= 1830 3 kg/m ). 2. Absorption of H2S and CO2 in water solution of mono ethanol amine ( I G - 0.002; pL = 1000 kg/m3). 3. Purification of some waste gases (IG= 0.001; pL = 1000 kg/m3).
332
10 3 5
10 5
5
10
5
w0, m/s Fig, 108. Dependence of the pressure drop of some devices of expanded metal versus gas velocity at different liquid superficial velocities. (See Tables 36 and 37.) Table 37. Curve Nr
Packing
L, m /(m2.s)
Curve Nr
Packing
L, m3/(m2.s)
1
K2
0
7
Hll
0.0018
2
K2
0.00735
8
H4
0.0018
3
K2
0.022
9
H2
0.00
4
K2
0.049
10
H2
0.0018
5
K2
0.066
11
H2
0.01
6
K2
0.086
12
SI
0.00136
13
SI
0.00687
3
333
10" 8
10 8 i
8 10
Fig. 109. Comparison of the energy consumption of Kolar packing (the continuous lines) Holpack (dot lines) and Spraypack (dash—dot lines) versus the volumetric mass transfer coefficient for the following three cases: I. Absorption in sulphuric acid manufacture (JLO= 0.0052; pL= 1830 kg/m1); 2. Absorption of H2S and COj in water solution of mono ethanol amine (£G= 0.002; pL= 1000 kg/m1); 3. Purification of some waste gases (LO= 0.001; pL= 1000 kg/ms).
The comparison of HTUc of some Holpack packings with Intalox saddles, Pall rings, Spraypack and net packing is presented in Fig. 110. The data for Spraypack and net packings are obtained by Fastofski and Petrovski [193] and by Ellis [182] for evaporation of water and are transformed for absorption of ammonia taking into account the influence of the diffusivity on the transferred component in the air, according to the method of Shulman [42]. From Fig. 110 it is seen that, with exception of the net packings, all other constructions have quite greater height of a mass transfer unit than Holpack.
334
0.5
I
: Doll
Rings 50mm Oil Intal ax 50mm
«!••" I
0.4 -
i
i
0.3 Spraypak
^0***"
^
a: 0.2 -
—a —
|
—
"- -a-
——<*"
-Ji
0.1
3=
- • '•- Jl—-
•~
-o—
Net pat;king
—
•P
a*
j
\
0.2
0.4
0.6
0.8 1.0 w0, m/s
1,2
1.4
1.6
1.8
Fig. 110. Dependence between the height of a mass transfer unit for gas-film controlled mass transfer (absorption of NHj) and the gas velocity for different packings at £=0.0020 m3/(m2s). The symbols are explained in Table 35.
3.2,2.4. Structured packings of corrugated sheets 3.2.2.4.1. Description of the structured packings of corrugated sheets The greatest advantage of the packings with vertical walls is their low pressure drop at high mass transfer coefficients. These packings have also some disadvantages which in some cases might be very important. The first of them is that if the liquid phase leaks in the free volume of the packing it might fall a significant way down without reaching solid phase and without mixing with the liquid film flow on the walls of the packing. This phenomenon leads to increasing of the axial mixing in the liquid phase which in some cases leads to significant reduction of tike column efficiency. The leakage is investigated up to now only partially, but it is to be expected that it increases with decreasing of the surface tension. Because the organic liquids, usually used in rectification, have lower surface tension than that of the water as well as of the water solutions used in absorption, these packings are not proper for rectification processes.
335
Another disadvantage of the packings with vertical walls is the small radial mixing of the gas phase in them. Both disadvantages can be reduced by corrugating the surface of the vertical sheets. Some of the most popular designs of such packings, taken from Billet [177], are presented in Fig. 111. In Fig. 112 a principle scheme of the corrugated structured packing Gempak is presented. The sheets of all structured packings of corrugated sheets are arranged so that they touch one another only in some points, making the construction more stable. The construction does not allow leakage way longer than about the half of the corrugation wave, a small distance which is practically not important for the liquid axial mixing. The branching out of the channels formed between the neighbour sheets leads to increasing of the radial mixing in the gas phase, and therefrom to equalizing the concentration in radial direction and reduction of the harmful effect of the axial mixing. The pressure drop of the packing is greater than of packings with vertical walls, but usually lower than that of the random packings. That is why the packings of this type, produced by many companies with small modifications, are largely used in industry. An interesting possibility for intensification of these packings, which can be used also for other packings, is offered by Kaibel et al. [304]. The intensification is achieved by combination of two commercial packings with different but similar hydraulic diameters. The neighbour packing rows are built of different packings, so that at the flooding point of the packing with a smaller hydraulic diameter, the upper row with a greater diameter has not reached its flooding point, but is operating near to it. The idea is to use the great advantage of the flooding regime, namely the great turbulence and an effective area which might be several times greater than the specific packing area. At the same time the new arrangement leads to reduction of the harmful effect of the strong axial mixing in the liquid phase at flooding and to stabilizing of the regime. A combined packing, consisting of Montz Bl-250 and Montz Bl-500, is investigated in a 100 mm diameter column in rectification of the mixture iso/nbutanol at 1013 mbar. The results are presented in Fig. 113. Because of the strong increasing of the pressure drop in the flooding regime, the combined arrangement of the packings is to be recommended only for cases when the increase of the pressure drop does not lead to worsening of the economical parameters of the process.
336
Mellapak 2S0Y
Montz Ci-300
a=250, £=0.96 Sulzer BX"
Montz packing B! -300
3=500, £=0.90
a=300, e=0.93 Ralupak 250Y
Gempak A2T
Close-up of Gempak 2A before and after trimping
a=250, £=0.963 Dimensions a
a=202,£ =0.978 3
] , € [m
Fig. 111. Typical examples for structure packings with corrugated surface after Billet [177].
337
(bl
(a)
Axnagpnca/i en panltln^ died • iH
Fig, 112, Principle scheme of the corrugated structured packing Gempak [296] (a) corrugated sheet, (b) packing element, (c) arrangement of packing intersection.
40
8-
as,
7 6
• *=*
11
-
r4
1
5 . Monte B1-asO in fbtxftig regime
If
pressure drop
jf I
2
10 i
ir ll
1
I I
* ^
0
fl
0.5
1.5
2
2.5
3
35
0 5
F-fecfor, Pa -
Fig. 113. EflEciency and pressure drop of a combined column packing (Montz Bl-250 and Montz Bl-500) in rectification of the mixture iso/n-butanol at 1013 mbar.
3.2,2,4,2. Some experimental data for corrugated packings Some experimental data in case of rectification, taken from Billet [177], are presented in Figs. 114 to 119.
338
(
~*——
0
SB 13
—o—
s
60
1§» 40
Qilorobenzene /Ethylbenzene dc=218 mm, P=67 mbar o Sutzer Gouze Packing, type BX H-1385 m • Montz Gouze Pocking, type hi 1.32 m
Is." 20 .«! w §.
"1 •
0.4
-f
0.8 1.2 16 2.0 Gas capacity factor Fe
U
28
32 3.4
Fig. 114. Performance data for a Sulzer gauze-type structured packing compared with a Montz gauze-type structured packing (total reflux).
In Fig. 120 a photograph of a segment of J. Montz's high capacity packing B1-250 M, taken from Olujic et al. [201], is presented. These authors carried out detailed investigation of different variants of the packing in case of rectification of cyclohexane/n-heptane at total reflux. Some of the obtained data are presented in Figs. 121-124. The column diameter in these investigations is 430 mm and the packing height 3300 mm. The geometrical characteristics of the packings are presented in Table 38.
339
.=,
u
1
—rrrff
IBS
"1
k"*
*J
i ISO
II
— o Mantz MOD E6J fflbar" ^-60 — v •• Bl-300 33 mhar • — ° » Bl-300 BB.7 mbor • __* •• B1-3Q0 133 mbar.
i^ ^ ^
n -ft
8.
0.2
0.6
-*&
1
^>
f>—
U
1.8
2.2
2.6
3
3A
Gas capacity factor Fe, (m/s)(kg/m3)os Fig. 115. Performance data of Monte sheet metal structured packings in ease of rectification of Chlorbenzene/Ethilbenzene at different pressures.
In the Table 38 A^ is the height of the packing element, ^t- corrugation height and bE- corrugation base length. The B1-250NEW is a common Bl-250 packing manufactured of a thinner material (0.1 mm) compared to the standard wall thickness of 0.15-0.17 mm, called here 250OLD. The hydrodynamic results are presents as pressure drop per 1 m of the packing height, and the mass transfer efficiency as height of a theoretical plate. Both values are presented as a function of the vapour load (FG% defined as a product of the superficial vapour velocity and the square root of the vapour density. The effect of the operating pressure on the pressure drop, the capacity and the mass transfer efficiency of the standard corrugated sheet packing with thin sheets (B1-250NEW) are presented in Fig. 121. As the authors [201] expected the efficiency improves and the maximal F-factor decreases with the increase of operating pressure.
340
Sulzer data (1979) d=1m,H.Um
ae f S 4 Nrf EZ
. -8
V=0.22m,H« 1,25 m i 1 1
2
o 100
e
J It
Mellarpak 2S0 Y |
j
Chltnfienzene/Ethjrtberaene 66.7 mbar,do= 0,22 m, H =1,25 m • capita distributor, type Monte, 2400 T" so ° tube type distributor, 1360 Mn3 ~
g ^
A
40 20
| |
0
I K 20 • 0 m 11
o» ,
-*-
\
aB 12 IB 2 U U U Gas capacity factor F& {m/s)(kg/nfi}0M
3£
Fig, 116. Performance of Mellapak 250Y sheet metal structured packing, (Fig. I l l ) , at different liquid distributors.
From Fig. 121 it can be seen that the reduction of the sheet thickness of the packing leads to small reduction of the height of a theoretical plate. The effect on the pressure drop is negligible. The physical properties of the investigated mixtures are presented in Table 39, The performance characteristics of the packing B1-250M in two versions are presented in Fig. 122. In Fig. 123 comparison of the performance characteristics of 4 of the investigated packings at different operating pressures is presented. As expected the curves obtained by Olujic et al. [201] show that with increasing of the F-faetor first an increasing of HETP is observed. This is connected with the rise of HTU when increasing the fluid velocities and the dependence between HTUand HETP, With increasing of F -factor in the area of the loading point, increasing of the effective surface area of the packing and additional turbulization of the flows begin leading to intensification of the mass transfer process, respectively to decreasing of the HETP. The additional
341
increasing of the F-faetor in the area of flooding leads to increasing of the axial mixing, and thus to reduction of the efficiency and increasing of Ihe HETP.
• CO
r-3
1
1
\
•
33.3 mbar =£=
-05
3
03
.
=0=
5R7mr iar
H
T
133 mbor i
1001
htolu Pak 2331: • Chlorabenzene/Ethyl benzene "dc=0.22tn.H=14m " -33.3 ?66J o133mbar
20 0
O
2 TO
0.4
n M2 16
O—>
-n.
OB
12
ft*
r 24
w
/I
2fl
12
16
05
Gas capacity factor F& (m/s)(kg/i7fi)
Fig. 117, Performance data of Ralu Pak 250YC sheet metal structured packing (Fig. 111) at three different pressure levels (total reflux).
342
A shorteut method for estimation of corrugated structured packings is presented by Carrilo et al. [275]. The date for the liquid holdup of Montz sheet metal structured packing [177] versus the liquid superficial velocity are presented in Fig. 125, for Mellapak 250 Y and for Gempak 230 A2T at Fig. 126 and 127 respectively. 4 3 : 2 : 1 : 0
D——c
120 100 80
.-6 g ^I
60fin-
Jin—£>•——O-jL3
A
_ • — * >."
—
"
\c
11
Ger npakA2T 66.1^mbar d G =<}.22m,H=1.5m D C•hlorobenzene/Ethylber zene B=2150 1/m2 o p ara-/meta- Xylene E=6001/m 2
11 /
40
J
20 0
h
1j
80
y 0
in • --inoi
0.4
tt8
1.2
1.6
2.0
2.4
2.8
3.2
3.6
4.0
3 05
Gas capacity factor Fg, (m/s)(kg/m )
Fig. 118. Performance data for Gempak structured packing, (Fig. I l l ) tested with two systems. B is the number of irrigation points in 1/m2.
343
Z30A2TtXytene) Serapak 230A2T
Chloronenzene/Ethylbenzene
Monlz-Pak B1-300
GetnpokZ30AZT (Xylene)
Z15O l/m 2 .d =0.2Zm. H= 1,45m Maniz-Pak Bl -300 _ • Mellapak 250-Tf __ "Gempak A2T-304 _ * Gempak AZT -304 p/m-Xylene
GempakZ30AZT
Gempak230 All (Xylene)
Montz-PakB -300
0.4
0.8
l.Z
IB
Z.0
U
2.8
3.Z
3.6
4.0
3 05
Gas capacity factor FG, (m/s)(kg/m )
Fig. 119. Comparison of several structured packings, (Fig. I l l ) , tested under the same conditions (total reflux).
3.2.2.4.3 Equations for calculation of structured packings of corrugated metal sheets 3.2.2.4.3.1. Pressure drop and liquid holdup For calculation of the pressure drop of dry structured corrugated packings Bravo at al. [253] presented the equation:
f'= 0.148+ 78.4/Re',
(219)
344
where the friction fector / ' is defined as follows: f'=AP0.dh.p.v'2/H.
(220)
Fig. 120. Photograph of a segment of J. Montz's high capacity packing Bl-250 M.
Table 38. Characteristic dimensions of the packings investigated by Olujic et al. [201]. Packing
a, m2/m3
e, m3/m3
B1-250OLD
244
0,98
B1-250NEW
247
B1-250M
ha m
bam
0.197
0.012
0.0224
0.985
0.197
0.012
0.022
250
0.98
0.205
0.0116
0.0200
Bl-350
346
0.97
0.201
0.008
0.0167
B1-350M
350
0.97
0.208
0.008
0.0147
345
Here v'= w0 Imnfip
is effective velocity in m/s;
Pp - corrugation inclination angle with respect to vertical, deg;
Re'=v'.dh.pG/ftG. The equation is obtained based on data for packings with fi equal to 30° and 45°. It is mentioned [254] that the advantage of the equation is that it can be used for different corrugation inclination angles. Taking into account that only two angles are investigated, the last is not quite sure.
Table 39. Physical properties of the cyclohexane/n-heptane system (averaged at bottom conditions} at operating pressure in the investigation of Olujifi et al. [201] Property
Pressure, bar
Average temperature, °C Liquid density, kg/m
s
4
Liquid viscosity .10 , Pa.s 9
2
Liquid diffusivity J O , m /s 3
Vapour density (kg/m ) fi
Vapour viscosity .10 , Pa.s s
2
0.17
0.33
1.03
4.14
49
61
97
154
659
657
625
561
4.67
4.31
2.97
1.61
2.31
2.72
2.44
9.17
0.66
1.19
3.53
13.14
6,67
6.94
7.78
9.17
Vapour diffusivity. 10 , m /s
13.3
11.4
4.17
1.39
Surface tension, N/m
0.018
0.017
0.14
0.008
Relative volatility
1J4
1.86
1.64
1.42
1.54
1.50
1.35
1.32
8.88
11.95
21.64
46.52
49
61
97
154
Slope of equilibrium line 3
2
Liquid load (m /m h), 3 05
at F-factor = 2 (m/s)(kg/m ) Average temperature, °C
346
0.5
1 F-factor,
1.5
Fig. 121. Effect of the operating pressure on the hydraulic and mass transfer performance of the thin wall Bl-250 packing. 0.5 ]P»1fl3ll 0.4
I
•1
o.3
•©
—«—HETP, B1-JS3NEW
•CQ.2
8
•.*.-4R4H,B1«OLl>« .••.•«H,B1-2fflef
0.1 0
o.o
o.5
i.o
Factor,
1.5
2.0
2.5
Fig. 122. Comparison of the packing B1-250OLD and its thin sheet version B1-250NEW at 3 bar.
Later Rocha, Bravo and Fair [256] proposed the following equation for calculating tihe pressure drop of a dry packing.
H
S.gc
Here S is the side dimension of corrugation, m;
(221)
347
8
E T3
0.0
0.5
1.0 1,5 2.0 2.S
3.0 3.5 4.0
F-faefor, Fig. 123. Effect of the operating pressure on the hydraulic and mass transfer performance of Montz B1250M.
0.S |p*1.B3bv| 0.4
/
1
2
3
0.S ft 0.4
*
o.a
0.0
0,6
1.0
1.5
/
2.0
/
2.S
/
3.0
1l] }i •
-*—HEmai-ase —•—HETP.B1-288M —•—HETRBI-aSOM
0.1
0.0 D.0
0.S
1.0
1.S
2.0
ZS
10
3.5
F-fecftw;
Fig. 124. Comparison of the performance characteristics of the packing presented in Table 38 at different pressures as functions of the F-factor.
348
10 -i WWater,1 Ijar, £91 K I H=1.34-t.43nn.
i
6
f 1
Sheet metal f >acki
-A
irl
31 md. V
\
IK
HI
=1
d =0,22111' B1-100, f id-0 •
0,6
4
B1-300,Fe=0,8 dc=0.22m
y, K yJ
i1
f
5\
Jt
1
I
/* /
3m
6
I..
2 3 4 6 1 Liquid load L1O3, m3/(rrfs)
m
Fig. 125, Liquid holdup for Montz sheet metal structured packing versus liquid superficial velocity.
Air/Water, 1 bar, 294.5 K, Fe < 0.65 F dc=0.22m,H=1.2m,13001/m2
1N
w
y
% 8
s
rv
>
I
s
«a
i
s
•8
sk 25Cj Y
IVIcue
<
I
2
3 4
6 8 10
20
3
Liquid load L JO , nf/frrfs) Fig. 126. Liquid holdup for Mellapak 250Y sheet metal structured packing versus liquid superficial velocity.
349
10 y
y
c 6
y fie
_J
1 2 .OP
- 1 15 1
yak *><m
FG=0.9-1.2 (m/sKkg/m3)05
y ^
2 3 4 5 6 8 10 Uquid toad L W, m3/(ir?s)
20
Fig. 127. Liquid holdup for Gempak sheet metal structured packing versus liquid superficial velocity for air water system.
The friction factor/is calculated by the equation
/ = 0,177 + 88.774 Rec
(222)
The effeetiYe gas velocity wGE is given by = Wo /E.W1&.
(223)
0 - angle with respect to horizontal for corrugated packings, deg. Combining Eqs.(221) and (222), the authors obtain AP0 _ H
0.177pG 2
S.e (sin0f
,
88.774{i
°
S2e.sin0
°
(224)
For calculation of the pressure drop of irrigated packings the authors [256] use the following equation based on the "channel" model
350
**- = zziL I
H
H
:
I
(225)
{l-K2,Ht)
where Ht is the total liquid holdup. Equation (225) is used also by Buchanan [257], Bemer and Kalis [258], Billet and Mackowiak [259] and Bravo at al. [256]. It must be mentioned here that theoretically from the "channel" model, first presented by Zhavoronkov et al. [33], follows that the power in equation (225) is 3 instead of 5. The difference between the two powers is connected with the fact that according to the theoretical model, the film thickness in the packing is constant over the whole wetted surface area. In fact at the bottom end of the packing elements, the film is thicker than its average value, which leads to significant increasing of the pressure drop. That is why the putting of the liquid holdup in equation (225) is not quite correct. To compensate the difference between the film with constant thickness, calculated on the base of the liquid holdup, and the real effect of the liquid superficial velocity on the pressure drop, the experimental constant Kj and changing of the theoretical power from 3 to 5 is used. Eq, (17) presented by Billet [177], containing experimental constants for every packing, is valid for all types of packings. The values of the constants for some metal sheet corrugated packings are presented in Table 40. The experimental constants are obtained for rectification of the system chlorobenzene/ ethylbenzene at 66.7 mbar in columns with diameters 220 and 300 mm. Because the Fe-factor in Eq. (17) takes into account the gas (vapour) density, the constants are practically independent of the pressure. Billet [177] shows that equations (31) to (35), proposed by him for calculating the pressure drop of random packings, can be used also for other packings including corrugated ones. The values of the constant Cp in these equations and important geometrical characteristics of some of the corrugated packings are presented in Table 25. The equations of Billet [177], Eqs. (78) and (79), respective values of Co and Eq. (80) with «=2/3 can be also used for calculation of the liquid holdup of structured corrugated packings. For the last equation the respective values of Q, for different packings are presented in Table 41. Equation (38) proposed by Billet and Sehultes [328] is especially proper for calculation of the pressure drop not only of random but also of corrugated structured packings. For calculation of the total holdup H, in equation (225), the following equation is presented [256];
351 Table 40, Pressure drop parameters for some structured packings Packing
Q
E
Mellapak
4.538
1.814
MontzBl-300
5.883
1.771
MontzBl-200
4.50
1.758
Monte Bl-100
2.90
1.78
Raul Pak 250YC
3.10
1.735
MontzCl-300
6.455
1.782
,1/3
/f, =1 — I
I
^
I
,
(226)
where gef is the so called effective gravity calculated by the equation AP/H\
1025 )
(227)
The dimensionless correction factor Ft, for the total holdup, due to the effective wetted area
'
Re%ea6(l-O.93cosr)(sin0f3
is taken from Shi and Mersmann [260]. Here y is the contact angle between the gas and the liquid, deg. The dimensionless numbers Froude, Reynolds and Weber, for the liquid phase for these types of packings are defined as follows:
(229)
352 Table 41. The constants C*, C, C » Q and Cv for calculating the performance characteristics of some arranged and structured packings Structured packings
Material
a, nrVm3
RalupackYC
Metal
250
Impulse packing
Metal
250
Impulse packing
Ceramic
55
Ch
3g,08
c.
CL
Cr
3.178
2.558
1.334
0.385
2,610
1.996
0.983
0.270
0.939
100
28.16
2.664
1.665
1.317
112
19.64
3.004
1J17
1.170
Bl-100
97.05
3.089
1.911
Bl-200
52.33
3.116
2.339
0.971
0.390
Bl-300
34.80
3.098
2.464
0.1165
0.422
Cl-200
1.006
0.412
C2-200
0.739
250 Monte packing
Montz packing
Metal
Plastic
Euroform
Plastic
110
77.07
3.075
1.975
MellapakY
Plastic
110
77.70
3.175
2.464
Gempak
Metal
202
60.40
2.986
2.099
=
L.S.pL ,
0.973
(230)
ML
WelL =
L2S.pL
(231)
Here er is the surface tension, N/m. The holdup model presented here has been derived from air/water data for two different perforated packing surfaces (fluted and lanced) and a variety of packing sizes. The model accounts for variations in sizes but has yet to be tested for different systems and distinctly different surfaces. The very good fit achieved by the use of the model must be extended to systems others than air/ water to be generally useful [256], In Fig, 128 the comparison between the experimental and predicted data for air/water system for different packings is presented.
353
I
I 5 B
a BsperimBrtal, L=0.007 mil • tteleulateti [S-MJ, L=O.D07 mfe A Experimental, L=0.D21 m/a A. Cateulated tS-M|, L=D.O21 mfe
GEMPAK 1A
0.1
O
0.01
p
O
1 Ffi, (m/s)(kg/m*)os
0.1
GEMPAK 2A
10
o Experimental, L=D.OO7 m/s • CilailBtBd (S-M), L=0.007 mis A Experimental, L=0.021 m/s
of a: 10.1 8S 8 8 » • 0.01
1 (m/s)(kg/m3)°0.3
0.1
GEMPAK 4A
10
a Esspirimenfal, L=Q.OO? mfa • Calculated (S-Mj, L=0.D07 r r * AExparimantal, L=Q.1S1 m *
ACalculated(S-M),L=0.D21mM'
Slo.i 81 •
0.01 0.1 &
1 (m/s)(kg/m3)0.5
10
Fig. 128. Comparison between the experimental and predicted values of the total holdup for different packings, versus F-feetor,
354
Some data for the investigated packings are given in Table 42. The constant Kj in equation (225) can be calculated [156] by the equation
K2= 0.614+ 71.35 S,
(232)
where S (Table 42) is in m. A good agreement between the experimental and calculated data for the pressure drop is presented [156] for the system cyclohexane/n-heptane at total reflux at pressure from 0.33 to 4.14 bar. The data for the investigated packings are given in Table 43. The column diameter is 0.43 m and the packing height 3 m. Comparison of some of the experimental data with the calculation results is presented in Fig. 129. Equations (180) to (183) and (189), proposed by Billet and Schultes [328], are proper for calculation of the holdup of corrugated structured packings too.
Table 42. Some data for the packings used in Fig. 128 Packing
Side dimension of corrugation S, m
Void fraction of packing e
Gempak 1A
0.036
0.96
Gempak 2A
0.018
0.95
Gempak 3A
0.013
0.93
Gempak 4A
0.009
0.91
Specific surface area a, m2/m3
223
Table 43. The data for the packings used for comparison Packing studied
a, m2/m3
S,m
e
Gempak 2A
223
0.018
0.95
Intalox IT
315
0.0152
0.94
Intalox 2T
213
0.0221
0.95
Jaeger Maxpak
229
0,0175
0.95
SulzerBX
492
0.009
0,90
355 10000
GEMPAK 2AL, 0.33 bar
+
c£ 1000
8
• Bgserlmenl OGPDC OSRP &S-B-F +8RPII
Q
sa
100
I
S
10 &
0 (m/s)(kg/m3)0.5
10
10000
GEMPAK 2AL, 1.63 bar
I I
V)
• Experimental OGPDO qSRP AS-B-F + SRPU
1000
100
w
10 10
FG,
(m/s)(kg/m3)05
10000
GEMPAK 2AL, 4.14 bar
I I I
1000
m Experimental OGPDC OSRP &8-B-F + SHP1I
100
10
Fm (m/s)(kg/m3fs G'
10
Fig. 129. Comparison of measured and calculated values of the pressure drop of irrigated pressure drop in distillation service for Gempak structured packing; Cyclhexane/n-heptane at total reflux; SRP- Bravo et al. [253], S-B-F - Stichlmair at al. P61], SRP II - [256], GPDC- Sherwood at al. [36] and Leva [161].
356
3.2.2.4.3.2. Loading and flooding point and maximum efficient capacity For calculation of the loading and flooding point of structured packings, equations (47) to (49), respectively (50) to (52), can be used. The values of the constants Cs and Cm for some of the packings are presented in Table 41. In Fig. 130 the data for the factor Co, Eq. (251) - Chapter 1, for Intalox packing IT, as a function of the flow parameter X for different pressures and systems are presented. 0.3
02
a
3
s
» 1
0.08
0.06
0.0*-
1 2 9 * 5
911,7 121,3 I1.7 ;!.1 <1,7
kPn kPa kPa kPd kPa
E74O [100 I 50 [ 16 t 50
mm mm mm mm mm
HG] HG] HG] HG] HG]
ISO-OCTANE/TOLUENE ISO-OCTANE/TOLUENE ETHYLBENZENE/STYRENE P-XYLENE/O-XYLENE P-XYLENE/O-XYLENE
0.03
0.02
0.03
0.M
ao6 o.o» o.i
03
01
0.6
0.B
10
Flow parameter X Fig. 130. Factor Cft Eq. (251) - Chapter 1, for Intalox packing IT, as a function of the flow parameter X for different systems and pressures.
The data show that the influence of the difference between liquid and vapour properties on the value of C& including the influence of the pressure, can be neglected. Rukovena and Koshy [291] presented also the value of the maximum efficient capacity factor Csc (see Eq. (248) and Fig. 11 in Chapter 1) as a function of the flow parameter X for different highly effective corrugated packings. The data are given in Fig. 131. 3.2.2.4.3.3. Effective area of corrugated structured packings Fair and Bravo [262,263] discussed the expected incomplete wetting of the surface of sheet metal corrugated packings and proposed that at near flood conditions the effective interfacial area should be about the same as the specific surface area of the packing. Below the flood point, the following empirical equation was suggested, based on total reflux distillation studies.
357
a,/a = 0.50 + 0.0058(% flood),
(233)
where =
(234)
(FG/Fftood.100)L/G=ctm.
Fflood is gas flow factor at the flooding point, (m/s)(kg/m ) ; 30
20--
1 . s 8:: o
6
• a
Monte B1-300 Montz B1-300
Monte B1-300 MeHcpak2E0Y . . A ©enrpok 2AT O Intolox Structured Packing 2T. C 3 -4H H - - 4 — I 'I I -I-I- I
s
5
6
8
10
20
3D
a
SO 60
80 188
Flow parameter, Xx100 Fig, 131. Capacity comparison of different highly effective corrugated packings investigated by Rukovena and Koshy [291] and Fair and Bravo [292].
In the same references the authors pointed out that aja should be a much stronger function of the liquid rate, as found by many studies of random packing (for a summary of such studies, see Charpentier [264]). It is pointed that Eq. (233) will be more proper if restated in terms of liquid rate. Such a relationship can easily be deducted from loading/flooding measurements. Aroonwilas and Tontiwachwuthikul [296] mentioned that the necessary experimental information about the structured corrugated packings can be found inKisterandGill[298], McGlamery [265] who investigated gauze packings observed that even these packings are not completely wetted, especially for aqueous liquids. Although the liquid might spread to cover the entire surface, a portion of the surface would become stagnant and thus would not participate in the mass
358
transfer processes. The extent of this not active area was found not to be a strong function of the liquid rate, and at least a portion of the specific surface area is not used for the mass transfer process. Spigel and Meir [266] presented the equation ae=Ai(pLL)".
(235)
The equation is obtained for Mellapak packing and is useful for interpolation purposes. For calculation of the effective surface area of corrugated packings Shi and Mersmann [260] proposed the equation a a
29.12(WelLFriLflsS0JS9 SE Re°feOM(l -0.93casy)(sinOf
_.
FSE is surface enhancement factor, presented for some packings in Table 47; the other part of the right-hand side is presented before as a dimensionless correction factor Ft for the total holdup due to effective wetted area (equation (228)). Equation (234) is recommended by Rocha et al. [267]. For gauze packings Rocha et al. [267] recommend the equation a,/a = l- U03(L2 / S.gf"
(237)
given for a gauze surface. For calculating the effective area of corrugated packings Henriques de Brito et al. [299] offered the equation;
^ = 0.456Re°4*, a
(238)
where the Reynolds number of the liquid phase is defined as Re4L = a.vL Eq. (238) shows that the power of vL is equal to -0.3. That is, the effective area is reduced with increasing of the viscosity. There are no
359
theoretical reasons for such reduction. It is well known that the liquid holdup of packings increases with increasing of the liquid viscosity and it is to be expected that the increasing of the liquid holdup, especially at not very high superficial liquid velocity, leads to increasing of the wetted surface of the packing. The only reason for existing of the equation for determination of the packing effective area is that the experiments, on the basis of which the respective equation is derived, are performed without changing the liquid viscosity. Moreover, for such experimental dimensionless equations the Buckingham theorem must be fulfilled or it should be experimentally shown which of the dimensionless numbers are not to be included, 3.2.2.4.3.4. Axial mixing Macks-Salinas and Fair [203-205] investigated the axial mixing in both gas and liquid phases for two packings, Sulzer BX and Flexipac in a column with a diameter 430 mm. The geometrical characteristics of the packings are presented in Table 44. Some of the obtained experimental data for BoG are presented in Figs. 31 and 32.
Table 44. Geometrical characteristics of the structured packing investigated by Marias-Salinas and Fair [203-205] Sulzer BX
Flexipac 2
0.9
0.93
492
223
Crimp height, mm
6.35
12.45
Crimp based length, mm
12.7
25.9
Crimp side length, mm
8,89
18.03
Crimp angle ^ , deg
60
45
Hydraulic diameter, mm
7.18
14.1
Perforation size, mm
3.97
3.97
Element height, mm
171.45
298.45
Surface finish
gauze
fluted
Material
Stainless steel
Stainless steel
Void fraction 2
Specific surface area, m /m
3
360
For calculating of BoG of both packings the following equation is proposed. (239) The comment about the high power at (dp.a) in Eq. (228) is valid here too. For determining the Bodenstein number in the liquid phase for the same packings, the following equation is proposed:
(dh.afm,
(240)
where
( 241 > is the film number. A disadvantage of this equation is that according to it, through Fi, depends on 4,. Under the loading point (and Eq. (240) is proposed for this area), Boi depends only on the hydrodynamics of the liquid phase. This hydrodynamics is independent of <4, which is important only for the hydrodynamics of the gas phase. 3.2,2,4.3.5. Calculation of the mass tremsfer coefficients 3.2.2.4.3,5.1. Liquid-side controlled mass tremsfer coefficient The investigations of Murrleta [268] show mat for calculation of the liquid-side controlled mass transfer coefficient in case of corrugated packings, the Higbie penetration model (Chapter 1) can be used, when the exposure time 0O in it is calculated by the equation (242)
361
where CE is a factor slightly less than unity, to account for those parts of the packed bed that do not encourage rapid surface renewal. Experiments with oxygen (air)/ water system, for several well known structured packings show that CE =0.9. Uie is the effective liquid velocity, m/s, given by the equation
Le
(243)
e.Ht.sin0
According to the Higbie model and equation (243), the equation for the liquid-side controlled mass transfer is as follows:
It is mentioned [267] that the difference between the results obtained by Eq. (242) and the model previously published by Bravo et al. [269] is not great. 3.2.2.4.3.5.2. Gas-side controlled mass transfer For calculation of the gas-side controlled mass transfer coefficient in corrugated packings, the following dimensionless equation is proposed [267]
(245)
Uce is effective gas velocity calculated by the equation
e(l-Ht)sin0
(246)
For calculating the gas-side controlled mass transfer coefficient of gauze corrugated packings, Bravo et al, [296] propose the equation:
362
ShG =
0.0338Re°G8Sc*m,
(247)
where She and ReG are calculated using the hydraulic diameter given by Bravo et al. [296]. For calculating the gas and liquid phase controlled mass transfer coefficients of the arranged packings presented in Table 41, equation (157), and (143) respectively, can be used. The values of the constants Cv and CL are given in Table 41. As already mentioned these equations are proved for altogether 2150 measurements at different systems and packings, random and arranged. 9 of them are liquid-side controlled, 12 - gas-side controlled, and 7 - systems concerning both phases. 3.2.2.4.3.6. Calculation of the height equivalent to a theoretical plate (HETP) Olujic et al. [313] undertake a large investigation program on pressure drop and HETP of different sizes and corrugation geometry of corrugated packings. The column diameter is 428 mm and the packing height up to 3.4 m. In all cases corrugated Montz packings are tested. They are shown in the photograph, Fig. 132, and their geometrical characteristics- in Table 45.
Fig. 132. Packing element, corrugation and surface designs: BSH (expanded metal with holes) and Bl (closed, shallow embossed surface).
Where a is the corrugation inclination angle,' hpe- height of the packing element;
363 Table 45. Geometrical characteristics of the investigated Montz packings Packing
a, mz/m3
a.'
e, m3/m3
hpe, nun
hamm
hc, mm
S, mm
Bl-250
244
45
0.98
197
12.0
22.5
16.5
B 1-250.60
245
60
0.98
211
12.0
22.3
16.4
Bl-400
394
45
0.96
197
7.4
14.0
10.3
B 1-400.60
390
60
0.96
215
7.4
14.3
10.3
BSH-400
378
45
0.97
194
7.4
15.1
10.6
BSH-400-60
382
60
0.97
215
7.4
14.8
10.5
hc- corrugation height; hc- comigation base length; S- corrugation side length; The physical properties of the investigated system, cyclohexane/nheptane, are presented in Table 46. The effects of the corrugation angle at different operating pressures on the pressure drop and on the HETP of the Bl packing with 250 m /m3 surface area are presented in Figs. 133 and 134.
12
I"]
I
_^_B1-25Q.0.33bar _O_B1-250.103bar — * i — B1-250,4 14bar ... o .. B1-25Q.50,0 33 bar ..© . B1-250.80,103bar . a . B1-250.60,4.14 bar
/ ir / / i /•
A ' / i / ' / I / ' L
•
/
/
/
/
-
/*
•*' •••"'
'
• • ' " '
2 .
F-factor, Fig. 133. Effect of operating pressure and corrugation angle on the pressure drop of similar size structured packings.
364 Table 46. Physical properties of the investigated system. Cyelohexane/n-heptane, (averaged at bottom conditions) Pressure, bar
Physical property
0.33
1.03
1.66
4.14
61
97
114
154
657
625
609
561
Liquid viscosity, Pa s
4.31.10"4
2.97.10"4
2.31.10"4
1.61.10-4
2
9
9
9
Temperature, °C Liquid density, kg/m
3
Liquid diffusivity, m /s Vapour density, kg/m
3
2.72.10"
4.44.1Q"
6.1 L10"
9.17.10-9
1.19
3.53
5.45
13.14
6
6.94.10"
Vapour viscosity, Pa s a
7.78.10"*
6
9.17.10-6
s
8.33.10"
Vapour diffusivity, m /s
11.4.10"*
4.17.10"*
3.06.10"
1.39.10-6
Surface tension, N/m
0.017
0.014
0.012
0.008
Relative volatility
1.86
1.64
1.57
1.42
Stripping factor
1.5
1.35
1.32
1.21
0.51
0.53
0.50
0.50
9
16.2
20.7
34.9
Schmidt number 3
2
Liquid load m /(m h) at F-factor=1.5 3 s
(m/s)(kg/m f
1
2
3
4
F-factor, (m/s)(kg/my5 Fig. 134. Effect of operating pressure and corrugation angle on the HETP of similar size structured packings. The symbols are the same as in Fig. 133
The efficiency curves (Fig. 134) show the effect of the operating pressure on the throughput capacity. The efficiency increases with increasing of the pressure, but at the expense of capacity reduction. The product of the F-
365
factor and the HETP at a given pressure drop approximately is not depending on the corrugation angle. That is, its effect on the necessary packing volume is not significant. Similar data for the packings Bl with surface area equal to 400 _2*_3 m / m are presented in Fig. 135 and Fig. 136. 12 ..e..BM00,1.03 bar
•10-
-^9-_B1-4Q0.60, 0J3 bar
I'] <
_O—B1-M0.60,1,03 bar —6—B1-400.60,4.14 bar
2. 1.5
2
2.5
3.5
F-factor, (m/s)(kg/m3)0S
Fig. 135. Effect of operating pressure and corrugation angle on the pressure drop of similar size structured packings with a larger surface area. 0.6 0.5-
-O_B1-«0.80,P«a3S bar _O_B1-400.60,P=1.03 bar - G - B1^00.60,p = 4.14 bar _®_B1-400, p= 1.03 bar
0.40.30.2
0
0.5
1
1.5
2
2.5
3.5
F-factor, (m/s)(kg/m3fs Fig. 136. Effect of operating pressure and corrugation angle on the HETP of similar size structured packings with a larger surface area.
It is mentioned [276] that the usual methods for calculation of HETP or HTU&re based on the two film theory. Therefore, their use involves calculation of the interfacial area and the resistance in both phases. That means they require several equations and a lot of data for the properties of the two phases. To check equations (236), (244) and (245), experimental data for the height equivalent to one theoretical plate (HETP) for different types of packings (Table 47), tested for different distillation systems, are compared with data
366
calculated by these equations. Only in ease of Sulzer BX, equation (237) is used for calculation of the effective surface area instead of Eq. (236). In all cases the regime of total reflux is used. The value of HETP is calculated by the equation HETP = HTUgs ^ - , m X-l
(248)
where the overall height of one mass tansfer unit is calculated by the equation
HTUm =HTUG +XHTUL = - ^ - + 1 - ^ .
(249)
The term A is the ratio of slopes, equilibrium line to operating line. Equation (248) is obtained in case of constant value of X. The investigated distillation systems are presented in Table 48. Table 47. Characteristics of the investigated packings Types of packings
Surface area 2
a, m /m
Void fraction E
3
Surface enhancement factor Fsg
Flexipac-2
233
0J5
0.350
Gempak 2A
233
0.95
0.344
Gcmpak 2AT
233
0.95
0.312
Intalox 2T
213
0.95
0.415
Maxpak
229
0.95
0.364
Mellapak250Y
250
0.95
0.350
Mellapak350Y
350
0.93
0.350
MellapakSOOY
500
0.91
0.350
SulzerBX
492
0.90
0.350
367 Table 48. Data bank for model testing System
Column diameter, m
Pressure, bar
Packing
Source
Cicloherane-tihexme
0.43
0.33,1.63, 4.14
Flexipac 2, Gempak 2A,Gempak2AT, Maxpak, SulzerBX
Rocha et al. [267]
O/p -j^lene
0.07,0.25,1
0.021, 0.39,1.0
SulzerBX
Sakata [269]
Ethylbenzene/styrene
0.5
1.0
Sulzer BX
Billet [270]
Methanal/ethanol
0.5
1.0
SulzerBX
Billet [270]
Chlorobenzene/ ethylbenzene
1.0
0.1,0.96
Mellapak250Y, Mellapak 350Y, Mellapak 500Y
Spiegel and Meier [266]
i- butane/n-butane
12
6.8,11.2, 20.4
Intalox2T
Rukovena and Strigle [271]
The comparison between the experimental results marked with "o" and the calculated Yalues "+" for different packings and systems [267] at total reflux is presented in Figs. 137 to 143. The comparison in Figs. 137 and 138 shows a good agreement between the experimental and predicted values. Only in 2 points, of altogether 80, the difference is greater than 20%. In case of Mellapak, Fig. 139, the difference is quite greater. A detailed comparison shows that the error in Fig. 139 (a) and (c) is positive i.e. the calculated values are greater than the experimental ones. For the figures (e) and (f) the errors are negative. That is, the increasing of the specific surface area of the packing, which leads to decreasing of the liquid flow rate per unit of packing perimeter, leads also to calculating of lower than the real packing efficiency. At the same time the increasing of the pressure leads to increasing of the negative error. The increasing of the pressure at a given value of Fa leads also to increasing of the liquid superficial velocity, respectively to increasing of the liquid flow rate per unit of packing perimeter. That is why the reason for not describing very well the experimental data have to be the same as for not describing very well the effective surface area in this case. In Fig. 140 the disagreement between the experimental and calculated data is great and in some points reaches more than 300%.
368 All experimental points in Fig. 141 show values of HETP greater than predicted, and in Fig. (141-a) the difference reaches 50%. The difference in Fig. 142 in some cases is also significant.
J
1
0
2 3 4 FG, (m/s)(kg/m3)°s
1
2
FG, (m/s)(kg/m
3 3
4 )
a s
0.6 Gempak 2A at 1.63 bar
0.5
0
K0.3 I
0.2 0.1
'
0
1 2 3 4 F G, (m/s)(kg/m3)05
0
0
1 2 3 4 F& (m/s)(kg/m3)0S
Gempak 2A at 4.14 bar j
1 2 F G,
3 4 (m/s)(kg/m3)os
Fig. 137. Comparison of measured and predicted HETP ¥alues for Flexipac 2 and Gempak 2 A. Cyclohexane/n-heptane system (from [267]).
369
1
2
3
FG, (m/s)(kg/m3 ) a s
4
1
2
3
4
3
4
FG, (m/s)(kg/m3)0S 0.6 g0.5
-
Intalox 2T at 4.14 bar
CC0-4
tij 0.3 ^0.2
0.1 r 00
•
- * '
, v . . .
G,
.
*
.
,
.
,
i
e •
{m/s)(kg/m3)°as
2
(m/sMkg/m3)05
Fig. 13S. Comparison of measured and predicted HETP values for Intalox 2T and Maxpak, Cyclohcxane/n-heptane system.
The difference between experimental and calculated values, can be explained, Kurtz et al. [272], with the fact that the axial mixing is not taken into account by the model. Zuiderveg and Nutter [273] have shown also that at high pressure the axial mixing in the gas phase and its effect can be significant. Our investigations in case of random packings and Holpack [278-281] also show that the effect of the axial mixing and of Marangoni effect in some cases might be very significant.
370
The flow phenomena and the local heat and mass transfer in corrugated packings are investigated also by Gaiser and Kottke [155]. Packings with corrugation angles 21°, 32°, 63° and 71° are studied. The heat transfer is investigated directly and the mass transfer coefficient is calculated from it, using the analogy between the two processes.
2
3
2
3
4
1 2 3 4 F& (m/s)(kg/m3)05
4
1
., (m/s)(kg/m3)0S
3 os
,, (m/s)(kg/m )
2
3
(m/s)(kg/m3)0S
4
Fg,
2
3
4
(m/s)(kg/m3)05
1 2 3 4 Fg, (m/s)(kg/m3)05
Fig. 139. Comparison of measured and predicted HETP values for Mellapak, Chlorobenzene/ ethylbenzene system.
371 0 Sulzer BX at 0.33 bar (Column diameter=0.43 m)
0
£0 ^ 0
FG,
(m/s)(kgfm3)0S
Sulzer BX at 1.63 bar (Column diameter=0.43 m)
o 8 •+
0.2 0.1 0 (m/s)(kg/m3)0S
0.6 0.5
o.e
Intalox 2T at 20.4 bar
0.5
2
3
4
Sulzer BX at 4.14 bar (Column diameter=0.43 m)
Eo.4
S o.4
fc'oa ^
1
a, (m/s)(kg/m3 )os
-
0.2 0.1
c;
0 FG,
(m/s)(kg/m3)0B
Fig. 140, Comparison of measured and predicted HETP values Intalox 2T at hitler pressures; Isobutane/normal butane system. Experimental points are taken from Rukovena and Strigle [271].
0.1 0
C; os
G,
Fig 141. Comparison of measured and predicted HETP values for Sulzer BX. Cyclaxexane/n-beptane system.
The geometrical parameters of some of these packings are presented in Table 25.
372
0.6 0.5
Eo.4
:
Su'lzerBX at 0.088 bar, ' ethylbenzene / styrene (Column diameter=0.5 m)
0.6 o
^04
_
ill
0.1
.
o
*
a/ 1
£fc3
"
0.1
'.
Uj 10.2
*
\ *
0 3
2
SuberBXatO.13bar, ethylbenzene 1 styrene (Column diameter=0.5 m)
0.5
3
'
0
1
8
0.5
Eo.4
0.6 -
1
0
3:0.2
3:0.2 ^.
0.1
+
0
®
0.1
•
03
C
1
2
3
FG, (m/s)(kg/m3 ) o s
'• '.
2
3
4
(m/s)(kg/m3)0B
:'
"Suizer'BXatio'bar!
* [
•
with mefhanol / ethanol (Column diameter=0.5 m)
-, •
0.5
Eo.4
+ +
• "
b J
F&
• "siilzerBX at 0.013 bar, - propylene glycol / ethylene glycol : (Column diameter=0.5 m)
0
Q
FG, (m/s)(kg/m3 ) a s 0.6
*
: •: \
:
+
;
0 ™
0
n
'
1
1 2 3 4 3 05 F_, (m/s)(kg/m )
Fig 142. Comparison of measured and predicted HEFP values for Sulzer BX; Several systems.
3.2.2.4.4. Modelling of some important industrial processes A process simulator for design of cryogenic air separation plant with packed columns with structured corrugated packing is developed in [300] by employment of own heat and mass transfer model. The heat and mass transfer rates are estimated by using own correlations. Comparison of the separation performance of a pilot-scale cryogenic air separation plant, predicted by the developed simulator, with the observed data is made. Predicted concentrations profiles in the low pressure column and those in the argon column show good agreement with the observed data. The effects of the side-cut location to the argon column, the liquid feed location to the low pressure column, and the vapour-liquid ratio in the feeds to the low pressure column for a commercialscale cryogenic air separation plant are also discussed. Runke et al. [303] presented own physically grounded hydraulic model for calculation of cross-channelled packings. The experimental conditions are adjusted to the conditions at which the packings operate in air separation processes. Based on the results obtained in a test unit, it is possible to determine the adjustable parameters, in order to allow an extrapolation of the model to a typical argon separation column.
373
0.6 0.5 £0.4
Sulzer BX at 0.021 bar - (Column diBmetsra=0.07, O.ZS, 1.00 m) -j
0.6 0.5
Sulzer BX'at 6.13'bar - (Column diametsrs=0,07, 0.25,1.00 m) -
Eo.4 &"0.3 UJ 5 0.2
0.1 0
0
1
2
3
4
0.1 0 0
3 06
0.6 0.5 0.4
1
Sulzer BX at 0.39 bar (Column diameters=0.07, 0.25,1.00 m) '
2
3
4
-0.8
Sulzer BX at 1.0 bar - {Column diametera=a.O7,0.25,1.00 m) -
jjro.6 ^0.4
^0.2
0.2
0.1 0
1
FG, (m/s)(kg/m3)0s
FG, (m/s^kg/m )
c: 0
1
FG,
2
3
(m/s)(kg/m3)os
4
0 0
1 2 3 4 3 as FG, (m/s)(kg/m )
Fig. 143. Comparison of measured and predicted HETP valuei for Sulzw BX. o/p Xylene system (dataofSakata[269]).
3.2.2.4.5. Other investigations in the area of structured packings A complex investigation of the fluid-dynamic and mass-transfer behaviour of static mixers and corrugated packings is carried out [302], It is mentioned that this type of packings is proper to serve as a carrier of biomass, in bioreactors, or as a catalyst carrier in chemical reactors. They can be used also for organizing a bubble regime or a fluidized bed. The pressure drop in a single stream, the influence of small particles and bubbles on the hydrodynamics and the mass transfer between the liquid and the packing wall are investigated. 3.2.2.5. Structwedpackings for extremely low liquid superficial velocity From the material balance of the packed bed columns it can be seen that in case of equilibrium absorption with low initial concentration of very soluble gases, the realization of the processes at full countercurrent flow demands so low superficial velocities that the existing packings do not operate efficiently. Even gauze packings, as mentioned by McGlamery [265] who has investigated them, are not completely wetted, especially for aqueous liquids. Just these
374
solutions are largely used for absorption of waste gases. As already noted it is observed that although the liquid might spread to cover the entire surface, a portion of the surface would become stagnant and thus would not participate in the mass transfer processes. Moreover, the gauze packings are too expansive to be used in large apparatuses for purification of waste gases. To solve the problem with the existing cheaper packings, the full countercurrent flow in many important processes is replaced by a division of the packing into layers and re-circulation of the absorbent in each of them. Another solution is to use plate, instead of packed-bed, columns. Both solutions lead to reduction of the apparatus efficiency, a raise of the capital investments, and an increase of the pressure drop. The use of plate columns leads additionally to a significant increase of the drops carried away with the gas phase. The number of the important industrial processes requiring operation at extremely low liquid superficial velocities is large enough. This category includes many of the methods for purification of low contaminated waste gases, for example desulphurization of flue gases after the method of Wellman-Lord. Some processes, not used in practice because of the lack of appropriate absorption equipment, also belong to that group, for example absorption of HF and HC1 in water in producing sulphuric acid from gases containing F or Cl in nonferrous metallurgy. In other words, the development of packings able to operate efficiently at extremely low liquid superficial velocities represents a significant practical interest. In the present part of the book the results from the investigations of the author's team in the area of design and testing of packings able to operate at extremely low liquid superficial velocity is considered. Some of these investigations are already published [63,64,145-147,239-241]. There are two principle possibilities to design packings operating at extremely low liquid superficial velocity. 1. To use very wettable materials. 2. To change the form of the packing. Later both of these possibilities are considered. The first possibility to develop packings able to operate at low liquid superficial velocity is to use very wettable materials. It has been realized by constructing packings of metal net and also by the honeycomb packings of sintered PVC [63-65], considered in part 3.2.2.1 of this chapter. The received results have shown that the new packing could operate efficiently even at superficial velocities of 0.00008 m3/(m2s). For packings with specific surface areas 189 m2/m3 and 360 m2/m3, the packing effective surface at this velocity is only with 29%, respectively 51%, smaller than its total surface. As already mentioned, the high efficiency of the packing made of porous sintered PVC in this case is due to the good wettability of the packing material.
375
Because the angle of wettability of the material of this packing is zero, it is easy to see that additional increasing of the effective surface area, i.e. practically full covering of the packing surface with moving liquid film, cannot be achieved by changing the wettability of the material of the packing. The development of a packing fully wetted at low liquid superficial velocity would lead to the following additional advantages: 1. The pressure drop for a unit of efficiency is reduced, because there is no waste of friction energy in the non-effective surface. 2. The axial mixing in the gas and liquid phases decreases because the concentration differences between the gas and liquid flows, resulting from the contact on the effective and non-effective surfaces, are eliminated. As already mentioned, the mixing of flows with different concentrations leads to significant drop of the process efficiency which is regarded as an increase of the axial mixing. As show later the second possibility to develop packings able to operate at extremely low liquid superficial velocity, namely through changing the form of the packing combined with good wettability, may give quite better results. Before proceeding with the description of the new principle for packing creation, it is good mentioning paper [242] that has brought this idea. The investigation concerns a study of the leakage from a wetted plate as a model of the liquid phase leakage in the free volume of the packing. Various materials have been tested in order to determine the liquid superficial velocity at which the leakage arises. Leakage is manifested when the liquid tears off from the lower edge of the packing, without falling on the wall of the next packing element. It was observed in investigations with water that for the very wettable materials, a liquid "channel" with a 5 mm height was formed. The "channel" is supported through capillary forces by the edge of the packing sheet. The liquid flows in horizontal direction through these "channels" and falls down on the next packing element. In the experiments the next packing row is replaced by two vertical plates. At low liquid superficial velocities, there was no leakage from the plate even when the distance between the down laying plates was much larger than the biggest packing hydraulic diameter existing in practice. These "channels" have not been described in the literature till the mentioned research, although their existence is to be expected as a result of the capillary forces. That is why if a packing is consisting of horizontal lamellas covered with capillary "channels", it is practically fully wetted at extremely low liquid flow rate. Two other advantages can be expected for such type of packing: 1. Considerable increase of the gas phase controlled mass transfer coefficient, resulting from the shortening of the packing height, i.e. from the reduction of the length of the interfaeial boundary layer.
376
2. Increasing of the radial spreading coefficient of the Hquid phase in the apparatus cross-section. It is due to the increased ratio of the liquid trickles' deviation in horizontal direction to the height at which this deviation takes place, equal to the height of a packing lamella [243]. The problem is discussed in details in Chapter 8. The rise of the spreading coefficient will reduce the requirements to the liquid distributor which are very strict in the case of operating at extremely low liquid superficial velocities. It must be mentioned that not every packing consisting of small height lamellas is proper to build the described long liquid "channels". Another very important condition is that a bypass of the liquid phase between neighbour lamellas must be excluded. That is why for example, it is not possible to make a honeycomb packing with 5 mm height of the elements fully wetted at extremely low liquid superficial velocity. The first investigated packing based on the new principle (crossed strips packing) is composed of straight strips of porous PVC. Schematically it is represented in Fig. 144 [241]. The strips are crossed in a manner that in four subsequent rows no strip is placed under another. In Fig. 144 the spreading of the liquid phase is schematically shown with arrows. In other words, this construction allows formation of stable capillary "channels".
•
I l l
V Fig. 144. Scheme of four subsequent rows of the packing with crossed strips. The flow of a single trickle dropped down from point A is marked schematically with arrows.
377
The geometrical characteristics of the investigated packing, together with the characteristics of different packings used for comparison, are given in Table 49. The data for the pressure drop at various liquid superficial velocities as a function of the gas velocity are presented in Fig. 145. It can be seen that even at the highest gas velocity of 2.9 m/s, the flooding point cannot be reached. A comparison between the pressure drop of the dry new packing and two honeycomb packings, made of porous sintered PVC is shown in Fig. 146. Their geometrical characteristics are presented in Table 49. As it can be seen, the pressure drop of the new packing is between these of the two honeycomb packings, although it has a lower specific surface than both of them. The same is the situation when these packings are irrigated. The rise of the pressure drop of the new packing can be explained with the small height of the packing strips. The end effects for the volumetric mass transfer coefficient and for the dynamic holdup (i.e. the mass transfer over and under the packing and the holdup over and under the packing) were taken into account. The results for the gas-side mass transfer, obtained in the model system sulphur dioxide/sodium hydroxide, were recalculated for the model system ammonia/solution of strong acid in order to compare the new results with those from the literature. The recalculation of the results was made by multiplying them by the expression;
where Dj^a and Dso2 are the diffusion coefficients for the gas phase for ammonia and sulphur dioxide. The results for the dynamic holdup of the crossed strips packing versus the gas velocity at different liquid superficial velocities are presented in Fig. 147. The gas-side controlled mass transfer of the packing is investigated [241] at a constant mean gas velocity of 1 m/s (calculated for the whole crosssection of the column), varying the liquid superficial velocity. As a model system, the absorption of SO2 in water solution of NaOH is used. The results have shown that the concentration of the sulphur dioxide at a packing height of 700 mm was reduced 27 times. It means that the degree of absorption for this height is over 96%. The volumetric mass transfer coefficient as a function of the liquid superficial velocity, taking into account the end effect, after recalculating its value for absorption of NH3 in dilute solution of strong acid is presented in Fig. 148.
378 Table 49. Geometrical characteristics of the packing
Jfe
Marking
Packing type
Material
Specific surface
Void fraction
Hydraulic
m2/m3
B,
mm
Ref.
diameter
m3/m3
1
-
Euroform
Plastics
110
0.96
34.9
[174]
2
-
Hiflow ring 50
Plastics
110
0.93
33.8
[171]
3
-
Hifiow ring 25
Plastics
192
0.92
19.2
[171]
4
-
Impulsepac
Ceramics
102
0.83
32.5
[170]
5
-
Pall ring 50
Plastics
110
0.92
33.5
[177]
6
-
Pall ring 25
Plastics
220
0.89
16.2
[177]
7
•
Honeycomb*
PVC
189
0.83
19
[63]
8
•
Honeycomb"
PVC
360
0.9
9
[63]
Crossed , . *•* stnps
PVC
169
0.93
22
[241]
Ceramics
97.2
0.75
36
[62]
Plastics
185
0.83
18
[62]
Honeycomb"""
Plastics
187
0.94
20
[62]
1
Plastics
190
0.94
20
[62]
9
•
10 11 12 13
Honeycomb****
o
D A
1
Honeycomb" "
Honeycomb""" "
Height of the packing element 50 mm Height of the packing element 50 mm Height of the packing element 5 mm Height of the packing element 40 mm Polypropylene honeycomb block with a height 31 mm Honeycomb block of polystyrene plates with a height 58 mm Honeycomb block of polystyrene plates with a height 50 mm
It can be seen that this coefficient does not depend on the liquid superficial velocity in the entire range of changing. It means that at extremely low liquid superficial velocities the new packing excels all others. The effective surface area of the packing determined after the method of Van Krevelen and Hoftuijzen [282] is presented in Fig. 149. The data for other highly efficient packings (Table 49) are also shown in the figure as a comparison. It can be seen that the only packing entirely wetted at extremely
379
low liquid velocities, the lowest of which is 0.00008 m3/(m2s), is the packing with crossed strips.
200
•
L=0 m 3 /{m 2 s);
•
L=O.Q007 m 3 /(m 2 s); L=0.0022 m 3 /Cm 2 s};
100 80
• •
L=0.0Q36 m 3 /(m 2 s); L=0.0047 m 3 /{m 2 s);
W
60
M
1a. 40
J
20
10 8
A Mr
ft
if
i i
0.4 0.6
1
2
3
w0, m/s Fig. 145. Pressure drop {AP/H) for the packing with crossed strips as a fimction of the gas velocity (wg) at different liquid superficial velocities (£).
380
200
0.81
2
w0, m/s Fig. 146. Pressure drop {AP/H) for the dry packings N& 7, 8, 9 (Table 49) as a function of the gas velocity (we).
The most complete comparison of this packing efficiency, with data of other highly efficient packings, is presented in Fig. 150 in coordinates pressure drop for a transfer unit versus volumetric mass transfer coefficient. The comparison is made at significantly smaller ratio wg/L for the packings No. 1-6
381
because they are not proper to operate efficiently at Wg/L—166.7 m3/m3. That is why when decreasing the ratio Wg/L for these packings, the difference in the pressure drop will be greater. The only disadvantage of the crossed strips packing is its difficult production. To keep the practically full wetting of the strips insuring an easy production, it is decided [247] to make the packing as blocks of vertical plates with long rectangular orifices stamped in them. A photograph of such a plate on which the liquid is fed as a single jet is presented in Fig. 151. To take the liquid phase coming as a jet from the distributor, the top of the plate is slightly bent. The investigation shows that to prevent the building of liquid films which cover the orifices, acting as a bypass, the height of the orifices must be about 3 mm or higher.
0.06 L=0.0043 m3/(m2s); O
l_=0.0(?36 L=0.002i
« 0.04 V
L=0.Q022
A
L=0.00144 m3/(m2s);
•
0.02
0.8 1
w0, m/s
Fig. 147. Influence of the gas velocity (w0) over the dynamic holdup (HJ) of the crossed strips packing at different liquid superficial velocities (£).
As it is easy to see from the photo, practically the whole irrigated surface is wetted with a film moving only over the vertical strips of the packing, which leads the liquid in vertical direction from one horizontal strip to another. To reduce the observed not wetted parts under the orifices, their length must be greater. The investigations show that it is not a problem to make them for
382
example 50-70 mm long, or more. It is observed that when irrigating only one side of the plate, it is automatically wetted on both sides. In this case about 98% of the surface area of the packing is fully wetted in a large range of liquid flow rates.
4
6 810
20
40 60 80
L.104, m3/(m2s) Fig. 148. Gas-side controlled volumetric mass transfer coefficient (Kgd) as a ftmction of the liquid superficial velocity (L) at gas velocity of 1 m/s. Comparison with some highly efficient packings (Table 49).
CD
0.81
4
6 810 4
3
20
40 60 80
2
L10 , m /(m s) Fig. 149. Ratio effective-specific surlkce (a/a) as a function of the liquid superficial velocity (£) for some of the packings presented in Table 49.
383
100 80 60 40
10 8 6
5° a:
I
1 0.8 0.6
z
0.4
4
6 810
Fig. 150. Pressure drop for one transfer unit ((AP/H),HTUg) as a function of the gas-side controlled volumetric mass transfer coefficient (Kga) at constant values of the ratio gas velocityliquid superficial velocity ( w / i ) . Comparison of the new packing with some highly efficient packings (Table 49). 1- Euroform, w#?L=l66.7 m3/m3; 2- Hiflow ring 50, w/L =166.7 nrVm3; 3Hiflow ring 25, v/L =166.7 nrVm3; 4- Impulsepac, w/L =166.7 m'/m3; 5- Pall-ring 50, w / I =166.7 mJ/m3; 6- Pall-ring 25, w/L =166.7 m W ; 7- Packing Ms 7, w/L =6250 m3/m3; 8Packing Ns 8, w
384
Fig. 151. Photograph of the irrigated plate at a flow rate 18.6 ml/min.
The difference between these 98% for the effective surface and 100% effective surface area in the case of crossed strips packing is negligible. It is to be expected that it is connected with different methods for investigation of the two packings, and more precisely, with some disadvantages of the method of Van Krevelen [133] used in the first case. An important characteristic of the new lamella packing is the maximal thickness of the horizontal films flowing on it, which determines the minimal distance between the lamellas. The investigations for determining this thickness [339] are carried out with a width of the lamellas 5 mm and a width of the orifices 3 mm. The lengths of the orifices are 30, 50, 70 and 90 mm. As it has been shown the decreasing of this length leads to a reduction of the effective surface area of the packing. Its increasing leads to reduction of the packing strength, and that is why the changing of the orifice length out of these limits is not recommended. A digital camera mounted at 400 mm over the measured film was used. The film thickness was measured from the digital photograph in which a parallelepiped with known dimension is also present for comparison. The calculations show that the error of measurement is less than 1%. In Fig. 152 the film thicknesses versus the length of the liquid channels at different liquid flow
385
rates for the investigated lengths of orifices are presented. In all cases no leakage is observed. The maximal values of the film thicknesses are as follows: For the orifices with lengths 30 mm it is 2.13 mm, at liquid flow rate 0.33 ml/s; For the orifices with lengths 50 mm it is 1.95 mm, at liquid flow rate 0.27 ml/s; For the orifices with lengths 70 mm it is 1.86 mm, at liquid flow rate 0.184 ml/s; For the orifices with lengths 90 mm it is 1.60 mm, at liquid flow rate 0.147 ml/s.
0.045 O.OSi 0.073 0,100 B.14T 0,184 0.270 0.333
RIM ml/a ml/s ml/s mite ml/8 m ml/s
Orifice length, mm
Orifice length, mm
Q.04B - O - 0.O5B 0,072 0.108 0,147 0.1S4 10
20
30
mlfe mBB ml/s ml/! ml* ml/s 40
SO
Orifice length, mm
60
0
10
20
30
40
50
SO
70
80
80
Orifice length, mm
Fig. 152. Film thickness versus the length of the liquid channels at different liquid flow rates for length of the orifices equal to: a) 30 mm; b) SO mm; c) 70 mm; d) 90 mm.
The investigations carried out up to now show that the new construction is characterized with very good liquid distribution over the cross-section of the apparatus.
386
3.2,3, Random or structuredpacMngs? In this paragraph random and structured packings are considered and the comparisons between them are presented. The data show that principally the structured packing insures lower pressure drop per mass transfer efficiency, i.e. from operation point of view, they are usually better. The necessary packing volume is also some lower. At the same time the random packings, especially the plastic ones, are significantly cheaper. The production of the metal random packings, such as for example Raschig Super Rings, is highly automatic which also insures low prices. That is why in many processes running at atmospheric pressure, the column with a random packing is highly competitive. At higher pressure, when the price of the column corpus is significantly higher, the structured packings are better because of their higher efficiency, i.e. smaller volume. The author fully agrees with Schultes [283], who considers that in future both types of mass transfer devices, random and structured packings, will be largely used in columns for absorption, desorption and rectification processes. Only economical considerations will determine the optimal solution in each case. 3 3 . Operation of the packed bed column in co-current flow As mentioned in Chapter 1 usually the packed column operates in countercurrent regime, which in case of equilibrium processes ensures maximal driving force of the process. In case of not equilibrium processes, the co-current flow has some advantages because the loading of the column is not limited by loading or flooding points. The sharp increasing of the pressure drop, with increasing of the loading, limits additionally the use of the co-current regime. In all cases the packed bed column in co-current regime can be calculated approximately with the equations for countercurrent flow. In these calculations there are some reserves in the pressure drop and in the packing height in case of liquid-side controlled mass transfer process. It is to be expected that the calculated gas-side controlled mass transfer coefficient is some greater than the real one because the relative gas velocity, according to the equation of Zhavoronkov, in co-current regime is lower than in countercurrent flow. Because of the lack of loading and flooding points, this regime is proper for chemical reactors, especially when the packing element size has to be very small. A large investigation of the hydrodynamics of a trickle bed column under these conditions is proposed by Lakota et al. [306]. Because the investigated packings are not very proper for industrial packed bed columns,
387
except for chemical reactors, M s and similar investigations are not considered in detail in this book. Nomenclature A- value in the equation of Zhavoronkov for calculating the pressure drop of irrigated packings; AQ -value of A under the loading point; « r experimental constant; as=
surface area of a single element, m ; N a- packing specific surface, m2/m3; a0- effective surface area, m2/m3; ag- particle specific surface area in m2/m3; aetp~ effective surface area between the loading and the flooding points m2/m3; a*,- wetted surface area of the packing, m2/m3; B- number of drip points per m2,1/m ; Bi and 2?j- experimental constants; w H BoG = — - Bodenstein number for the gas phase;
e(l-Hd).DG T ZJ
J$QL
—
_ _ Bodenstein number for the liquid phase;
Hd.DL b- experimental constant; &e- corrugation based length, m; CE - factor slightly less than unity, equal to 0.9 for different corrugated packings; C Cw = TJV T7T - factor expressing the hydraulic status of a w
24(Zsf\(g.dI)1/3
wetted packing; Co = HJ ^-
.(g.e'.djf/3.r3/3
and factor in Fig. 130 (Eq. (251) from
Chapter 1); Cp - "Packing factor for pressure drop", depending on the type and dimensions of the packing; Cs, Ck and Cm, CL and Cv- experimental constants depending on the type and size of the packing elements, presented in Table 11;
388
Csh CHI and Cp, CLi and Cvr experimental constants depending on the type and size of the packing elements, presented in Table 7; Csr value in equation (56) Cp2- value in equation (58) Cd- experimental constant in equation (17); Cat,=±-^— - capillary number for the liquid; Da = 6(1 — s)f a- arithmetical diameter of the packing, mm DG - axial mixing coefficient for the gas phase, m2/s; DL - axial mixing coefficient for the liquid phase in m2/s; DLr - radial mixing coefficient for the liquid phase, m2/s; d - diameter of the packing element, m; dg - diameter of the equivalent packing element, m; di - diameter of the discs in a disc column in m; 4e dh = hydraulic diameter of the packing, m; a 4,-size of the packings elements, mm; 1-e d j=6 diameter of a sphere with surface area and volume equal to the a surface area and the volume of the packing element, m; d j =, I— — equivalent diameter defined by Eq, (61);
Vn
dc - column diameter, m; dm - thickness of the grid boards, mm; dt - distance between two neighbouring boards, mm;
a
E - energy consumption, J/m3; E& = —j—
-E6tvos number;
Eod =
— - Eotvos number defined with the size of the packing a
element; e - experimental constant in equation (17); ; flow factor ( FG = F-faetor = Fv% (m/s).(kg/m3)0s =Pa° 5 ;
389
u Fi = —j-* film number;
A PLg
Fflood is gas flow factor at the flooding point, m/s.(kg/m3)0 5; Fa -maximal free cross-section in the packing, equal to the free volume; Fb -minimal free cross-section in the packing in the plain of touching of two neighbour rows; „ a0 4.8BV2/3 . = = f coefficient of form; Fl%=(G/GJ)100%- flooding ratio; FrL = — : — Froude number for the liquid phase; g L3 Frid = J ~ Froude number for the liquid phase defined with the hydraulic diameter; L2 modified Froude number for the liquid phase; i Frlh =
L2
£ 4 Froude number for the liquid phase, calculated with S;
s.g FrG =
° Froude number for the liquid phase; d * g F$E- surface enhancement factor, Eq. (236); Ft - dimensionless correction factor, calculated by Eq. (226); / - friction factor; fw - factor that depends on the load and is specific for the packing; G -gas mass superficial velocity, kg/(m2s); G/-gas mass superficial velocity at the flooding point, kg/(m2s); GaG = —^-^- - Galilei number for the gas phase calculated with 4,; Pa Gau =
j ^ - - Galilei number calculated with dp, ft
GaL =
gp2L
7
- Galilei number calculated with a;
390
ut
gh3 —j~" Galilei number calculated with hi;
Gm - gas mass flow rate per column cross section, kg/(m2s); g- gravity acceleration, m/s2; gc = 1 - gravity conversion factor; gcl- force/mass conversion factor (dimensionless); geff- so called effective gravity, calculated by equation (225); H- packing height, m; Ha- dynamic holdup of the liquid phase; Hdp- dynamic holdup of the liquid phase in the flooding point; HL - test length, i.e. the distance between the sensors in the packing; HtF- total holdup of the liquid phase in the flooding point; Ht - total liquid holdup; Htp- total holdup of the liquid phase in the flooding point; Htip- liquid holdup for the regime between the loading and the flooding points; i- height of one mass transfer unit for the liquid phase m; i- overall height of one mass transfer unit calculated for the liquid phase m; HETP- height equivalent to one theoretical plate m; HTUOG- overall height of one mass transfer unit for the gas phase m; Hf static liquid holdup; h - height of the packing element, m; h}- thickness of the expanded metal sheets, m; hpe - element height of corrugated packings, m; hc- corrugation height of corrugated packings, m; Ka- overall mass transfer coefficient f o r t e gas phase, m/s; Kaa- overall volumetric mass transfer coefficient for the gas phase, 1/s; KLas - volumetric mass transfer coefficient for the liquid phase in presence of surfactants, 1/s; Kw - way factor of Kast, dependent on the type of the packing and taking into account the ratio of the average way of the gas phase in the packing to its height; kLah - liquid side controlled volumetric mass transfer coefficient in h "*; kj — experimental constant for every types of packing in the equation of Kast; kk - constant in Eq. (46) for calculating of the loading point; L- liquid superficial velocity, m3/m2.s; Lk - liquid superficial velocity, m3/(m2.h) Li - peripheral liquid flow rate in kg/(m.s); Li - liquid flow rate in kg/h;
391
Lm - liquid mass superficial velocity, kmol/(m2s) or kg/(m2s) in Fig. 32; i , - liquid superficial velocity at the loading point, m /m2.s; Lp - liquid superficial velocity at the flooding point, m3/m2.s; LG =
ratio between the liquid and gas volumetric flow rates;
m - experimental constant; N— number of packing elements per 1 m3 of the packing, 1/m3; Ni - number of expanded metal sheets per 1 m packing, 1/m; NTU(r number of transfer units for the gas phase; NTP- number of theoretical plates (stages); n- experimental constant; 1 w Per = Bor = — -Peclet number for the gas phase; G G aH s(l-Htl),a.DG dD wgd = I*eGd= ®°G — ~ " Peclet number for the gas
H
phase
e(l-Hd)DG
determined with the packing size; PeL = BoL = r - Peclet number for the liquid phase; aH Hd.a.DL PeLr =
— - Peclet number in radial direction for the liquid phase;
p — experimental constant; P- pressure in bar; ReG = ° fiG.e
G
- Reynolds number for the gas phase;
Re* = Vjih.pGl/JLGpackings; wod pG %eGd
=
Reynolds number for the gas phase, for corrugated
Reynolds number for the gas phase, calculated with nominal
JuG.e packing size; ReGg = 6 Reg =
° G•-. a.fia l + °
a
modified Reynolds number for the gas phase; 4/(d,M)
- Reynolds number for Ihe gas phase in Eq. (8);
392
4L
Re, =
Reynolds number for the liquid phase;
avL Re TO = —— Reynolds number for the liquid phase; av av L
avL 4L
Reynolds number for the liquid phase calculated with the
effective surface area; L.d ,pj —- -Reynolds number for the liquid phase calculated with dp; Red = ML
^ eu
=
L.d' p L H
Reynolds number for the liquid phase calculated with dp and
M
R-eiL ~
~~^ " Reynolds number for the liquid phase calculated with S; ML
SCG = —— - Schmidt number for the gas phase; A?
ScL = —^- - Schmidt number for the liquid phase; Shg =
kG dh
- Sherwood number for the gas phase;
k d ShL = —— Sherwood number for the liquid phase; Sfe^j = — Sherwood number for the liquid phase with modified film a.DL thickness $; S - side dimension of corrugation, for corrugated packings, m; s - turbulizer pitch, m; U
=
effective liquid velocity in corrugated packings m/s;
e.Ht.sin&
393
w0 s(l-Ht)sin0
effective gas velocity, m/s;
Vm- gas mol flow rate per 1 m2 column cross-section, kmol/(m2s); v; =
=
° - volume of the equivalent packing element, m3;
n 6 v'= wg /COS J3p- effective velocity in m/s; W - wetting factor; We = L2pi/(a,a)— Weber number; ~ Weber number for the liquid phase, calculated with S; 0-8c
w = ——, real gas velocity, m/s; e Wp— the value of w in the flooding point, m/s; w0 - gas velocity determined for the column cross-section, m/s; wGL - gas velocity in the wetted packing in m/s, relative to the liquid velocity and used instead of wg in calculating of Real wL = —
surface liquid velocity in m/s;
wm = w01 e. sin 0- real gas velocity in corrugated packings, m/s; ws - gas superficial velocity at the loading point, m/s; wp - gas superficial velocity at the flooding point, m/s; V - gas flow rate in kg/h; x and x*- mol concentration and mol equilibrium concentration of the liquid phase; X = — f •££- flow parameter.
Greek symbols a - average angle of the packing walls, which for a random packing can be taken equal to 45°; a} - experimental constant; P~ experimental constant depending on the type and dimension of the packing and the physical properties of the liquid phase; fig - corrugation inclination angle with respect to vertical axis, deg;
394
y - contact angle between gas and liquid, deg; AA - increasing of A over the loading point; AP- pressure drop per 1 m packing height, Pa/m; APg pressure drop of dry packing, Pa; APOf- pressure drop in the straight section of the packing, Pa; APgi - local pressure drop because of flow contraction between two neighbour packing rows. Pa; $ =
l
3
- modified film thickness, m;
e - bed void fraction (free packing volume, equal to its free cross-section); eH =s — Hd - real bed void fraction of irrigated packings; et - free cross-section in the area of the sheet of expanded metal in case of Holpack packing; % - experimentally obtained construction factor based on the mean diameter of its channels; Xl — friction coefficient; k - ratio of slopes, equilibrium line to operating line. // G - dynamic gas viscosity, Pa.s; juL - dynamic liquid viscosity, Pa.s; v§ - kinematic viscosity of reference liquid (water), m2/s; vL - liquid phase kinematic viscosity in m2/s; pG - gas density, kg/m3; pL - liquid density, kg/m3; o" - surface tension, N/m; ffc- surface tension, at which the wettability angel is zero, N/m; erk - surface tension of the heavy (low volatile) component, N/m; o~i - surface tension of the light component, N/m; (Tw - surface tension of water in N/m; £- coefficient which characterizes the type of the packing in pressure drop equations; £, =C'.W\
1
{ReG
ins-1
ReG ) \
—
e
pressure drop of irigated packings;
)
- coefficient used in calculating the
395
^ - experimental constant; ^ =
°" h—j - dimensionless pressure drop of a dry packing; 2H.pG.w0
y/E = — —5 dimensionless pressure drop of a dry packing in the H 1-e wopG equations of Ergun and Kast, friction factor in equation (8); 2.APn.e2, iff, = y-— dimensionless pressure drop of the dry Holpack packing; H,w;pGN 0 - angle with respect to horizontal axis for corrugated packings, deg; &g=S / CE.Uj^ - exposure time for corrugated packings, s; 6e - contact angle of wettability, deg;
References 1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20.
R, HIgbic, Trans. Amer, Inst. Chcm. Engrs. 31(1935) 365. P.V. Danckwerts, lad. Eng. Chem. 43(1951) 1460. M. K. Kishincvski and A.V. Pamfilov, Zhur.Prikl.Chim, 22 (1949)1173. D. A. Frank-Kamenezki, Diffusion and heat transfer in chemical kinetics, Izd. A.N. SSSR, 1947(in Russian). W.G. Levich, Phisical- and- chemical hydrodinamics, Fismatgiis, 1960 (in Russian). W. R. Vieth, J. H. Porter, T. K. Sherwood, Ind. Eng. Chem. Fundament 2, No 1 (1963) 1; T. K. Sherwood,, J. M. Rayan, Chem. Eng. SeL, 11, No 2 (1959)81. E. Ruckenstein, Chem. Eng. Sci, 7, No 4 (1958) 265; 8, No 4 (1963) 233. N. Kolcv, Verfahrenstechnik, v.3» No 6 (1969) 241. N. Kolev, Verfthrenstechnik, v.5, No 7 (1971) 302. W. Reichelt - private communication W. Reichelt, Strfimung und Stoffausteusch in FullkOrperapparaten bei Gegenstrom einer flllssigen und einer gasfflrmigen Phase, Verlag Chemie, Weinheim/Bergstr. 1974. G. Lunge, Handbueh der SchwefelsSurefabrikation, Zweite Band. Druck und Verlag von Friedr. Vieiweg & Sohn, Braunschweig, S. 8183. G. B. patent No 228 (1914). Suker Chemtech Separation Technology Brochures: Internals for packed columns (December 2003) USA Patent No 2639909,1955. Deutsche Patent No 853159,1953. Prospectuses of Raschig GmbH, Mundenheimer Str. 100, D-67061, Ludwigshafe, Germani. Sv. Nakov, N. Kolev, New unpublished data for pressure drop of some highly effective packings. G. Lunge "Handbueh der Schwefelsaeurefabrikation", Zweite Band. Druck und Verlag von Friedr. Vieweg&Sohn, Braunschweig, S. 8183. N. M. Zhavoronkov, Chim. Prom. No 9 (1948) 269 (In Russian).
396 21. E. Mach, Druckverlust und Belastungsgrenzen in Fullkfirpers&ulen, VDI Forschungsheft, 375, Berlin, 1935. 22. N. M. Zhavoronkov, Hydrodynamic and heat transfer in packed bed column. M. Sovetskaia nauka, 1944 (in Russian) 23. W.W. Kafarov, L. I. Bliaebman, Journal of Applied Chemistry, 24 (1951) 1274 (In Russian). 24. H. Glaser, Chem. Ing. Techmk, 27, ¥r. 11,(1965), 637. 25. H. Schrader, KEltetechnik, 10, Nr.9, (1958), 290. 26. H. Brauer., Chem. Ing. Technik, 29, Nr.12, (1957) 785. 27. Th. Teutseh, Dissertation, TH Muncheti, 1962. 28. M. Leva, Tower Packings and Packed tower design, 2nd Edition, Akron, Ohio, US. Stoneware Co. 1953. 29. M. Leva, Chem. Eng., 64, (19S7) 259. 30. W. Kast, Chem. Ing. Techn., 36, Nr. 5 (1964) 469. 31. W. Reichelt, Dissertation T.U. Clausilial, 1970. 32. H, E. Eduljee, Brit Chem. Eng., 5, Nr.5(1960) 330. 33. N. M. Zhavoronkov, M. E. Aerov, N. N. Umnic, Chim. Prom. Nr.10 (1948) 294 (In Russian). 34. N. Kolev, Chem.-Ing.-Teehnik,v.48, No 12 (1976) 1105. 35. W. W.Reichelt, Chem. Ing. Technik, 43,(1971), 1196. 36. T. K. Sherwood, G. H. Shipley, F. A. L. Holloway, Ind. Eng. Chem., 30, No 7 (1938) 705. 37. W. A. Bain, O.A. Hougen, Trans Amer. Inst Chem. Eng., 40 (1944) 29. 38. W.E. Lobo, L. Friend, F. Haushmall, F. Zenz, Trans Amer. Inst Chem. Eng., 41 (1945) 693. 39. N. M. Zhavoronkov, et al., Chim. Prom., Nr.3 (1949) 68 (In Russian). 40. N. M. Zhavoronkov, M. E. Aerov, C. I. Babkov, N.N. Umnik, Chim. Prom. Nr.3 (1948) 68 (In Russian). 41. T. K. Sherwood, G. H. Shipoley, F. A. L. Holloway, Ind. Eng. Chem. 30, No 7 (1938) 765. 42. H. L. Shulman, C. F. Ulrich, N. Wels, AICHE Journal 1, Nr 2 (1955) 247. 43. H. L. Shulman, C. F. Ulrich, N. Wels, A. Z Proulx, AICHE Journal, 1, No 2 (1955) 259. 44. T. Otake, K» Okada, Chem. Eng. (Japan), 17, Nr 5 (1953) 176. 45. E. Krell, W. Heinrieh, Chem. Technik, v. 9, No 11 (1977) 615. 46. K. Onda, H. Takeuchi, Y. Mazda, Chem. Eng. Sci. 27 (1972) 449. 47. K. Onda, H. Takeuchi, Y. Mazda, Chem. Eng. Sci., 25 (1970) 761. 48. R. Semmelbauer, Chem, Eng. Sci., 22 (1967) 1237. 49. H. L, Shulman, C. E. Ulrich, A. Z. Proulx, L. O. Zimmerman, et al., AIChE. Journal, 1 (1955) 253. 50. E. Yoshida, T, Koianagy, Ind. Eng. Chem., 50 (1958) 365. 51. W. Reichelt, Habilitazionsschrift, TH Clausthal, 1973. 52. G. Kling, Chem. Ing. Techn., 25, (1953)557. 53. W. S. Norman, F. Y. Y. Sammak, Trans Am. Inst. Chem. Eng., 41 (1963) 109. 54. J. F. Davidson, Trans. Am. Inst. Chem. Eng. 37, (1959)131. 55. V. Mika, Czechosl. Chem. Com.32,(1967)2933. 56. D. Elenkov, N. Kolev, Mitteil, d. Inst Allgem. Anorg, Chem.-Bulg. Akad. Wiss,, v.3 (1965)111. 57. A. Frumkiti, W. Levich, J. Phys. Chim, 81, No 10, (1947)1183. 58. S. H. Horwich, Ind Chem., 33, No 388 (1957) 275. 59. L. Boyadjiev, Comptes redus de i'Academie bulgare des Sciences, 16, No 2 (1969) 10. 60. N. Kolev, R. Billet, Kr. Semkov, FAT Science Technology, 9 2 , 7 (1990) 291. 61. N. Kolev, R. Billet, Kr. Semkov, J. Maekowiak, Sv.Nakov, FAT - Science Technology, 96, No 7 (1994) 267.
397 62. Sv. Nakov, N. Kolev, R. Darakchicv, Compt. rend. Acad. bulg. Sci.,50, No 1 (1997) 51. 63. N. Kolev, E. Razkazova-Velkava, A new Packing for Column Apparatuses for Operation at Extremely Low Liquid superficial Velocity, Sixth Bulgarian -Hungarian Workshop Chemical Engineering. Proceedings, Sofia, 2000 p. 31. 64. N. Kolev, E. Razkazova-Velkava, Chem. Eng. and Process, 40 (2001) 471. 65. E. Kunugita, T. Otake, K. Yoshii, Chem Eng (Japan), 26, Nr 6 (1962) 672. 66. Zhavoronkov N. M., I. A. Gildenblat, W. M. Ramm, Chim. Mask, N.5 (1960) 13 (in Russian). 67. N. M. Zhavoronkov, I. A. Gildenblat, W. M. Ramm, B. C. Bowen, Trudy MChTI, 33 (1961) 75. 68. Gildenblat I. A, Phd. Thesis, MIChM (1961) (In Russian). 69. H. Hikita, T. Kataoka, Chem. Engng. (Japan), 20, No. 10 (1956) 528. 70. N. Kolev, Mitteilungen des fast Fflr Allg. und Anorg. Chemie, v. 3 (1965) 87, 71. Chen Ning Hasing, Ind. Eng. Chem., No 1,6(1961) 53. 72. Chen Ning Hasing, Chem. Eng., 69, No 3 (1962) 1009. 73. W.A. Bain, O. A. Hougen, Trans. Amer. Inst. Chem. Eng.,40, No 1 (1944) 29. 74. D. Elenkov, N. Kolev, Kim. Prom., No 10 (1962) 61 (in Russian). 75. D. Elenkov, N. Kolev, Mitteilungen des Inst. Fir Allg. und Anorg. Chemie, v.2 (1964) 119. 76. N. M. Zhavoronkov, Kim. Prom., Nr 10 (1949) 298 (In Russian). 77. N. Kolev, D. Elenkov, Mitteil.d.Inst.Allgem.Anorg.Chem.-Bulg.Akad.Wiss., v.3, (1965) 97. 78. C.C. Pumas, F. M. Bellinger, Trans Am. Inst Chem. Eng., 34 (1938) 251. 79. W.S. Dodds, L.F. Stuteman, B J.Solami, R. J. Carter, AIChE Journal, 6, Nr 3 (960) 390. 80. J. C. Elgin, F. B. Weiss, Ind Eng. Chem. 31 (1939) 435. 81. T. Otake, M. Kimura, Chem. Ing. Japan, 17,(1953) 261. 82. D.Elenkov, N. Kolev, Mitteil .d. Inst. Allgem. Anorg. Chem. -Bulg. Akad. Wiss., v.3 (1965)111. 83. S. Fujita, S. Sakuma, Chem. Eng. (Japan), 18, Nr 2,64 (1954). 84. K. Onda,T. Okamoto, H. Honda, Chem, Eng. (japan), 24, Nr 7,490(1960). 85. H. L. hulman, C. F. Ulrich, A. Z. Proulx, J. O. Zimmerman, AICHE Journal, 1, Nr 2 (1955) 253. 86. H. R. C. Pratt, Trans. Inst. Chem. Eng. (L), 29, Nr 2 (1951) 195. 87. N. M. Zhavoronkov, I. A. Gildenblat, W. M. Ramm., Tr. M o s t Khim. Techn. Inst, 40 (1963) 19 (in Russian). 88. N. Kolev, Ver&hrenstechnikJ, No 3 (1973) 71. 89. W. Heinrieh, "Zur vorausberechnung des Benetzungrades in Fuellkoerperkolonnen", Dissertation, TO, Merseburg, DDR, (1971). 90. S. S. Puranik, Vogelpohl A., Chem.Eng.Sci.,29,. (1974) 501. 91. K. Onda, H. Takeuehi, Y, Mazda. Chem. Eng. Sd. 27 (1972) 449. 92. K. Onda, E. Sada, T. Kobayashi, M. Fujine, Chem. Eng. Sd., 25, (1970) 761. 93. R. Semmelbauer, Chem. Eng. Sd., 22, (1967), 1237-1255. 94. R. Billet, M. Schultes, Chem. Eng. Technol. 18, (1995), 371-379. 95. N. Kolev, S. Nakov, L. Ljutzkanov, D. Kolev, Chem. Eng. and Process. 45,6(2006) 429. 96. W. M. Ramm, Gas absorption, Chimia, Moskwa, 1966. 97. Prospectsus of Packings, Rasehig LTD, Mundesheimer Str.100, D-67061, LEdwigshafen, Germany. 98. A. G. Bolshakov, Grinevich, Chim. Mash., Nr. 3 (1962) 14 (In Russian). 99. H. Hikita, T. Kataoka, K. Nakanishi, Chem. Eng. (Japan)24, Nr. 1,2 (1960). 100. H. Hikita, T. Kataoka, Chem. Eng. (Japan), 24, Nr. 7 (1960) 490. 101. Y. Fumitake, M. Yoshiru, AIChE Journal, 9,Nr 3 (1963) 331.
398 102. 103. 104. 105. 106. 107. 108. 109. 110. 111. 112. 113. 114. 115. 116. 117. 118. 119. 120. 121. 122.
N. Kolev, Verfehrensteehnik, v.4, No 1 (1970) 29. M. E. Aerov, Chim i teehnol. topliw I masel, 7,Nr 10 (1962) 9 (In Russian). S. Ergun, Chem. Eng. Progr., 48, Nr 2 (1952) 89. N. Kolev, Verfehrenstechnik, ¥.7, No 3 (1973) 71. F. Yoshida, Y. Miura, AIChE Journal, 9, (1963)3,331. N. M. Zhavoronkov, I. A. Gildenblat, W. M. Ramm, Tradi Chim Teehnol. (Gorki) 4, (1961)842 (In Russian). P. V. Danckwerts, S, F. Rizvi, Trans Inst. Chem. Engng., 49,2 (1971) 124. S. S. Puranik, A. Vogelpohl, Chem. Eng. Sci.,29 (1974) 501. K. Onda, H. Takeuuchi and Y. Koyama, Kagaku Kogaku, 31 (1967) 126. V. Linek, Z. Krivsky and P. Hudec, Chem. Eng. Sci, 32, Nr.3 (1977) 326. J. Charpantier, C. Prost, W. Van Swaaij, P. Le GoB, Genie Chimique 99 (1968) 803 H. Takeushi unpublished results (citation after [111]) N. Kolev, S. Nakov, L. LjutAanov, D. Kolev, Unpublished data, T. Otake, E. Kunugita, A. Kawabe, Chem. Eng.(Japan) 23, Nr 2 (1959) §1. F. De Maria, R. R. White, AIChE Journal, 6, Nr 3 (i960) 473. E. Kunugita, T. Otake, T. Yamanashi, Chem. Eng. (Japan), 26 (1962) 800. V. E. Sater, O. Levenspiel, Ind. Eng. Chem. Fundamentals, 5 (1966) 86. J. Hochman, E. Effion, Ind. Eng. Chem. Fundamentals, 8 (1969) 63. D. Elenkov, N. Kolev, Chem.-Ing.-Technik, v.44, No 13 (1972) 845. V. V. Dilman, V. Akselrod, T. T. Sehiljaewa. Z. Prikl. Chim., 41,Nr 11, (1968) 2488. A. J. Carton, R. J. Flain, J Renie, F. H. H. Valentin, Chem. Eng. Sci. 22 (1967) 1839.
123. R, Me Henry, H. Wilhelm, AIChE Journal 3 (1957) 83. 124. T. Otake, E. Konugita, Chem. Eng.(Japan)22 (1958) 144. 125. N. Kolev, Kr.Semkov, "Uber die Axialveraiischung in der ffissigen Phase bei Fullkorperkokmnen", Verfahrensteehnik, v.17, No 8 (1983) 474. 126. 127. 128. 129. 130. 131. 132. 133. 134. 135. 136. 137. 138. 139. 140. 141. 142. 143.
M. Richter, Chem. Teehnol. 30,6 (1978) 294. R. G. Teacker, O. A. Hougen, Chem. Eng. Progr., 45, Nr 3 (1949) 188. W. M. Ramm, Gas absorption, Himia, Moskva, 1976 (In Russian) K. Onda, E. Sada, M Saito, Kagaku Kogaku, 25, Nr 11 (1961) 820. N. M. Zhavoronkov, R. A Gildenblat, W. M. Ramm, Jomal. Prikladnoi Chimie, 33 (1960) 1790 (in Russian), N. Kolev, Kr. Semkov, Communications of the department of chemistry, Volume XII, Nr 2(1979) 299. A. G. Kasatkin, I. N. Ziparis, Chim prom. Nr 7 (1952) 203 (In Russian). D. V. Van Krevelen, P. J. Hotijzer, Chem Eng. Progr., 44, Nr 7 (1948) 529. S.Fujita,T.Hayakawa,ChemEng.(Japan),20,Nr3 (1956)113. K. Onda, E. Sada, Y. Murase, AICheE Journal, 5, Nr2 (1959) 235. K. Onda, E. Sada, F. Otubo, Chem. Eng. (Japan), 22,Nr 3 (1956) 113. T. K. Seherwood, F. A. L. Holloway, Trans Amer. Inst. Chem. Eng., 36, Nr 1,21 (1940) 39. F. Yoshida, T. Koyanagi, AIChE Journal, 8, Nr 3 (1962) 309. H. Hikita, Y Ono, Chem. Eng. (Japan),23, Nr 12 (1959) 808. W. M. Ramm, Z. W. Chagina, Chim. Prom., Nr 12 (1965) 110. K. Onda, E. Sada, M. Saito, Chem. Eng. (Japan), 2 5 , N i l (1961) 820. J. E. Vivian, C. J. King, AIChE Journal 10 (1964) 221. V. M. Ramm, A. Yo. Zakgeim, N.M.Gurova, S. W. Zashigalina, Tradi po chim. I Chim Teehnol., Gorki, 4(1961) 913 Qn Russian).
399 144. D. Elenkov, N. Kolev, R. Daraktschiev, Mitteil .d. test. Allgem. Anorg. Chem. -Bulg, Akad. Wiss., v.5, (1967) 65. 145. N.Kolev, E. Razkazova-Velkova, Bulgarian Chemical Communications, Vol. 31, Number 3 /4 (1999) 392. 146. N. Kolev, E. Razkazova-Velkova, Chemical Engineering and Processing 40 (2001) 471. 147. N. Kolev, E. Razkazova- Velkova, Chem. Eng. Technol. 25 (2002) 11. 148. Sv. Nakov, N. Kolev, Compt. rend. Acad. bulg. Sci.,44, No.9,53-56, (1991). 149. N. Kolev, Sv.Nakov, Compt. rend. Acad. bulg. Sci.,44, No.12 (1991) 61. 150. N. Kolev, R.Darakchiev, Kr.Scmkov "Systems Containing Contact Economizers for Flue Gas Heat Utilization" "Energy Efficiency in Process Technology", Vouliagmeni (Athens), Greece, 19-22.10.1992, Commission of the European Communities 151. Sv. Nakov, N.Kolev, Compt. rend. Acad. bulg. Sci.,46, No.6 (1993) 45. 152. Sv. Nakov, N.Kolev, Compt. Rend. Acad. Bulg. Sci.,46, No.7 (1993) 55. 153. N. Kolev, Sv.Nackov, Chem. Eng. and Process.,32 (1993) 389. 154. Sv. Nakov, N.Kolev, Chem. Eng. And Process., 33 (1994) 101. 155. N. Kolev* Sv.Nakov, Chem. Eng. and Praeess.,33 (1994) 437. 156. Sv, Nakov, N.Kolev, Chem. Eng. and Process, 33 (1994) 443. 157. H. F. Johnstone, A. D. Singh, Ind. Eng. Chem. 29, 3 (1937) 286. 158. N. M. Zhavoronkov, Hydrodynamic and heat transfer in packed bed column, Nauka, Moskva, 1944 (in Russian). 159. W. M. Ramm, A. J. Sakgeim, Tradi Razanskogo Chim. Technol Inst. (1961) 223 (Rusion). 160. N. Kolev, Verfahrenstechnik, v.3, No 4 (1969) 163. 161. M. Leva, Chem. Eng. Prog. Symp. Ser. 50,10 (1954) 51. 162. M. Leva, Tower packings and packet Tower Design Ohio, 1951. 163. N. Kolev, S. Nakov, Chem. Eng. and Praces., 38(1999)219. 164. Sv. Nakov, Djonova-Atanasova, N. Kolev, Chem. Eng. and Processing, 39(2000) 391. 165. Sv. Nakov,.N. Kolev, Compt rend. Acad. bulg. Sei.,47, No.3,39-42, (1994). 166. Sv. Nakov, Chem. Eng. Techn.,, 23, 7 (2000) 615. 167. N. Kolev, Sv.Nakov, D.Djonova-Atanassova, Chem. Eng. and Techn.,18, No.6 (1995) 380. 168. N. M. Zhavoronkov, I. A. Gildenblat, V. M. Ramm, Trans. MHTI 33(1961) 52 (Russian). 169. N. Kolev, V.Kolar, Chem.Prom. 10 (1978) 771 (In Russian). 170. R, Billet, J. Mackowiak, Z. Lugowski, S. Filip, Fette Seifen Anstriehmlttel 85 (1983) 383. 171. R. Billet, J. Mackowiak, Chem. Techn. 13,12 (1984) 37. 172. R. Billet, J. Mackowiak, Chem. Techn. 9,5 (1980) 219. 173. R. Billet, J. Mackowiak, Chem. Ing. Techn. 57 (1985) 1. 174. R. Billet, J. Mackowiak, Chem. Techn. 1,10 (1982) 1107. 175. V. Kolar, M. Endrst, Coll. Chem. Comun. 38 (1973) 357. 176. N. Kolev, RJBillet, Kr.Semkov, J.Mackowiak, Sv.Nakov, Fat Sci. Technol., 96, No,7 (1994)267. 177. R. Billet, Packed column analysis and design, Monography, Ruhr University Bochum, 1989. 178. H. Stage, Chem. Anlagen Verfehren., Nr 2(1972). 179. V. Kolar, M. Endrst, Coll. Czeh, Commun., 38 (1973) 359. 180. M. Endrst, V. Kolar, Coll. Czeh. Commun., 38 (1973) 357. 181. V. Kolar, M. Endrst, J. Cervenka, Coll. Czeh. Commun., 38 (1973) 3236. 182. R. M. Ellis, P. E. Barker, W. S. Hodgson, Trans Inst. Chem. Eng. (L), 38, Nr 5, (1960) 267. 183. N. Kolev, R. Daraktschiev, Bulg. PatemtNo 16783/17.06.1971. 184. N. Kolev, R.Daraktsehiev, Verfahrenstechnik, v.7, No 7 (1973) 214. 185. R. Daraktschiev, N.Kolev, G.Tschapkanova, Chem.-Ing.-Teehnik, v.46, No 1 (1974) 31. 186. N. Kolev, R.Dsraktschiev, Chem.-Ing.-Technik, v.46, No 1 (1974) 33. 187. N. Kolev, Verfahrensteehnik, v.8, No 5 (1974) 145.
400 188. N. Kolcv, R. Daraktschiev, Teoretical Fundamentals of Chemical Technology, 10, No 4 (1976)611. 189. N. Kolev, R. Daraktschiev, Teoretical Fundamentals of Chemical Technology, 10, No 6 {1976)933. 190. S.P. Rao, Chem. Eng. Dept Report, University of Birmingam, England, 1970. 191. S. Uchida, S. Fujita, Soe. Chem. Ind. Japan, 39, No 11(1936)4328; 40, No 7(1937)2288, 238B, 244B; 41, No 9(1938)2758. 192. J. A, Me Williams, H. R. C. Prat, F. R. Dell, D. A. Jones, Trans. last. Chem. Eng. (L), 34, Nr 1 (1956) 17. 193. W. G. Fastowskii, J. W. Petrowskii, Tradi WIE, 61 (1958) 264 (In Russian). 194. R, Darakchiev, "Hydrodynamic and mass transfer characteristics of a horizontal packing of expanded metal sheets", PHD Thesis of the Central Laboratory of Theoretical Bases of Chemical Technique of the Bulgarian Academy of Sciences, 1974 (in Bulgarian). 195. N. Kolev, "About some basic problems of the chemical engineering by creating of high effective packed bed columns", DSc thesis of the Central Laboratory of Theoretical Bases of Chemical Technique of the Bulgarian Academy of Sciences, 1980. (In Bulgarian) 196. N. Kolev, R, Daraktschiev "Device for prevention of me spreading of the liquid phase on the column wall." Bulgarian patent No 18018 /15.05.1972. 197. W. J. A. Wammes, S.J. Mechienson, and K. R. Westerterp, Chem. Eng. Sci. 46,2 (1991)409. 198. Zai-sha Mao, Tiang-Ying Xiong and Jiayong Chen, Chem.Eng. Sci. 48, No 15, (1993) 2697. 199. A. E. Saez and R. G. Caebonell, "The equilibrium and stability of menisci between touching spheres under the effect of gravity, J. Colloid Interface Sci. 140 (1990) 408. 200. J. C. Charpentier andN. Vavier, A. I. Ch. E. J. 21 (1975) 1213. 201. Z. Oluji4 A. F. Seibert, B. Kaibel, H. Jansen, T. Ritfort, E. Zich, Chem. Eng. and Process., 42 (2003) 55. 202. W.E. Dunn, T. Vermeulen, C. R. Wilke and T. T. Word, Ind. Eng. Chem. Fundam,, 16 (1977)116. 203. R, Macias-Salmas, "Gas and liquid phase axial dispersion through random and structured packing", PhD Diss., The university of Texas at Austin, Austin (1995). 204. R, Maeias-Salinas, and J. R. Fair, AIChE J., 45 (1999) 222. 205. R, Macias-Salinas, and J. R. Fair, AIChE I , 46, Nr 1 (2000) 79. 206. C. J. Hoogendoom and J. Lips, Can. J. Chem. Eng., 43 (1965) 125. 207. W. P. M. Van Swaaij, J. C. Charpentier, and J. Villermaux, Chem. Eng. Sci.5 24, (1969) 1083. 208. P. Co, and R. Bilbaud, Can. J. Chem. Eng., 49 (1971) 727. 209. A. I. Furzer, Ind. Eng. Chem. Fundam., 23 (1984) 159. 210. D. K. Choe, and W. K. Lee, Chem. Eng. Commun., 34 (1985) 295. 211. U. von Stockar, and P. F. Cevey, Ind. Eng. Chem. Process. Des. Dev., 23 (1984) 717. 212. A. Benet, and F. Gotring, Trans Inst. Chem. Eng., 48, (1970) T232. 213. M. M. Farid, D. J. Gunn, Chem. Eng. Sci. 34 (1979) 579. 214. M. Duss, H. Meierhofer, and D. E. Nutter, Chem. Eng. Technol, 24, Nr 7 (2001) 716. 215. A. White, Trans. Am. Inst. Chem. Eng. 31(1935)390. 216. S. Nakov, N. Kolev, L. Ljutzkanov, D. Kolev, prepared for publication. 217. L. Rizzulti and A. Brucato, Chem. Eng. Journal, 41, Nr. 1 (1989) 49-52. 218. H. A. Koch, L. F. Stutzman, L. F. Blum, and H. A. Hutchings, Chem. Eng. Progr.45 (1949) 677. 219. F. F. Rixon, Trans. Inst. Chem. Eng., 36 (1940) 39. 220. W. S. Norman, and F. Y. Y. Sammak, Trans Inst. Chem. Eng.41 (1963) 109. 221. R. J. Mangers, and A. B. Ponter, Ind. Eng. Chem. Process Des. Dev., 19 (1980) 530.
401 222. R. Billet, "Energyeinsparung bei thermisehe Stofftrennverfahren". Dr. Alfred Hitting Verlag, Heidelberg, (1983). 223. R, Billet, "Modeling of fluid dynamics in packed columns", I. Chem, E. Simp. Ser.No. 104 (1987) A171 224. E. L Knoedler, C. L. Bonola, Chem. Eng. Prog., 50 (1954) 125. 225. D. V. Van Krevelen, and P. J. Hoftizer, Reel. Trav. Him. Pays-Bas, 66 (1947) 49. 226. K. Onda, H. Takeucki, Y. Okumoto, Oiem. Eng. Jpn, 1 (1968) 56. 227. D. Mohuta, A. Vakyanatha, G., Indian Chem. Eng., 11 (1969) 73. 228. E. J. Stephens, G. A. Morris, Chem. Eng. Prog. 47 (1951) 232. 229. R. F. Taylor, F. Roberts, Chem. Eng. Sci, 6 (1956) 49. 230. D. Coop, A. B. Ponter, Waerme Stiffuebertrag., 1 (1959) 131. 231. R, Billet, "Distillation Engineering", Chem. Pub. Camp., New York (1979). 232. R. Billet, "Operation of Thermal Separation Plants under the Aspects of Environmental Protection", Proceedings: 4* Intern. Symp. On Environmental Techniques Development, Pusan/Korea(1984). 233. R. Billet, "Modelling of Fluid Dynamics in Packed Columns ", I. Chem. E. Symp. Ser. No. 104 (1987) A171. 234. E. M.Shoenbom, W. I. Dagerty, Trans. Am. Inst. Chem. Eng. 40(1944)57. 235. R Billet, M. Sehultes, "Capacity Studies of Gas-Liquid Two Phase Countereurrent Flow Columns", I. Chem. E. Symp. Ser. No. 104, B255,(1987). 236. R, Billet, Chem. Eng. Techn., 11, No.3 (1988) 139. 237. R Billet, M. Sehultes, "Modelling of Mass Transfer and Pressure Drop in Countercurrent Gas-Liquid Systems" Proceedings of the VI International Summer School Varna (1989). 238. R Billet, J. Maekowiak, Chem. Eng. Technol 11 (1988) 213. 239. E. Razkazova-Velkova, N. Kolev, Comptes rendus de TAcademie bulgare des Sciences/Tome 52, No 7-8 (1999) 43. 240. N. Kolev,"A new packing for extremely low liquid superficial velocity.' 9th international summer school of chemical engineering, Sozopol, 18-24 Seprember 2001, Proceedings (2001) 3. 241. N. Kolev, E. Raskasova, P.Lozanov, Chem. Eng and Process. 43,1(2003) 1. 242. N. Kolev, E. Razkazova-Velkova, Comptes rendus de PAeademie bulgare des Sciencesjome 52, No 9-10 (1999) 55. 243. R.Toor, S. Lerman, Trans. Amer. Inst Chem. Engs, 35 (1939) 719. 244. N. Kolev, B. Kralev, Journal of the university of chemical technology and metallurgy, XXXVIH, 3(2003)683. 245. G. G. Bemer, G. A. J. Kalis, Trans Inst Chem. Eng. 56, No.3 (1978) 200. 246. L, Rizzuti, A, Brucato, The Chem. Eng, Journal, 41,1 (1889) 49. 247. R. E. Emmert, and R. L. Pigford, Chem. Eng. Progr., 50 (1954) 87. 248. J. E. Vivian, and D. V. Peaeeman, AICHE J.,2( 1956)437. 249. H. L. Shulman, and W. G. Mellish, AIChE J., 13(1967)1137. 250. R. Egharte, H. Campana, and E. A, Brignoles ,Ind. Eng. Chem. Proc, Des. Dev.s 23, (1984)349. 251. G. A. Hughmark, AIChE 1,19(1973)856. 252. P. C. Singh, and U von Stockar, Chem. Eng, Process. 35 (1996) 343. 253. J. L. Bravo, I A. Rocha, J. R. Fair, Hydrocarbon Processing 65(1986) 45. 254. O. N. Cavatorta, U. Bohm, Chem. Eng. Technol. 23,11(2000) 1021. 255. G. Gaiser, V. Kottke, Chem. Eng. Technol. 12 (1989) 400. 256. J. A. Rocha, J. L. Bravo, J, R. Fair, Ind. Eng. Chem. Res. 32 (1993) 641. 257. J. E. Buehman, Ind. Eng. Chem. 8 (1969) 502. 258. G. G. Bemer, G. AJ. Kalis, Trans. Inst. Chem. Eng. 56 (1978) 200. 259. R. Billet, J. Maekowiak, Fette Seifen Anstrichm. 86 (1984) 349.
402 260. M. G. Shi, A. Mersmann, Ger. Chem. Eng. 8 (1985) 87. 261. J. Stiehlmair, J. L. Bravo, J. R. Fair, Gas sep. Purif. 3 (1989) 19. 262. J. R. Fair, J. L. Bravo, "Prediction of mass transfer efficiency and pressure drop of structured tower packings in vapour/liquid service", Inst. Chem. Eng. Symp. Ser. 104, (1987) A183. 263. J. R. Fair, J. L. Bravo, Chem. Eng. Progr.86, 1 (1990) 19. 264. J. C. Charpentier, Mass transfer rates in gas-liquid absorbers and reactors. In advance in chemical engineering; T. B. Drew, G. R. Cocelet, J. W Hoopes, T. Vermeulen, Eds.; Academic Press; New York, 1981; Vol.11, pp2-133. 265. G. G. MeGlammery, "Liquid film transport characteristics of textured metal surfaces", PHD dissertation, the University of Texas, Austin, TX, 1988. 266. L. Spiegel, W. Meier, "Correlation of the performance characteristics of the various Mellapack types(Capaeity, pressure drop efficiency)", Inst Chem. Eng. Symp. Ser. 104 (1987) A203. 267. J. A. Rocha, J. L. Bravo, J. R. Fair, Ind. Eng. Chem. Res. 33 (1996) 1660. 268. C. Murrieta "Liquid phase mass transfer in structured packing. Separation research program report, the University of Texas at Austin, TX, October 1991. (Citated after [267]) 269. M. Sakata," Tests of 1000,250 and 70 mm diameter columns with Koch Sulzer packing. Plant test report No 22; Fractionation research, inc.: Stillwater, OK, 1972. (cited after [267]) 270. R, Billet, "Optimization and comparison of mass transfer columns", Inst. Chem. Eng. Symp. Ser. (1969) 32,pp 4-42. 271. F. Rukovena, R, F. Strigle, 'Taper presented at Huston AICHE Meeting, March 1991. (Citated after [267]). 272. D. P. Kurtz, K. J. McNulty, R. D. Morgan, Chem. Eng. Frogr. 87,2 (1991) 43, 273. F. J. Zuiderweg, D. E. Nutter Evidence of vapour backmixing in packed column in ease of high pressure distillation", Inst Chem. Eng. Symp. Ser. (1992,128, A481. 274. M. M. Farid, J. D. Gum, Chem. Eng. Sci., 34 (1979)579. 275. F. Carrilo, A. Martin, A. Bosello, Chem. Eng. Technol. 23(2000)5. 276. J. J. Gualito, F. J. Cerino, J. C. Cardenas, A, J. Rocha, Ind. Eng. Chem. Res. 36(1997)1747. 277. Ch. Alt, A. Meir, G. Richter, Chem. Ing. Tech., 27, No 8/9(1955)502. 278. N. Kolev, Kr. Semkov, Chem. Eng. and Prosesing, v.19 (1985) 175. 279. Kr. Semkov, N. Kolev, Communication of the Departament of Chemistry, 22,2, (1989) 329. 280. Kr. Semkov, N. Kolev, Chem .Eng. Process., 29, No.2, (1991) 77. 281. N. Kolev, Kr.Semkov., Chem. Eng, Process., 29, No.2 (1991) 83, 282. D.V. Van Krevelen, PJ. Hoftuijzen, C.J. Van Horren, Rec. Trav. Chim. 66,7/8 (1947)513. 283. M. Schultes, Chemie Ing. Techn. 70 (1998) 254. 284. B. R, Sarehet, F. Belinger, Trans. Am. Inst. Chem. Eng., 38(1942)283. 285. I. Wagner, J. Stichlmaier, J. R. Fair, Ind. Eng. Chem. Res. 36(1997) 227. 286. J. B. Zech, A. B. Mersmann, "Liquid flow and liquid phase mass transfer in irrigated packed columns", Inst Chem. Eng. Symp. Ser. 56(1979), 25-39. 287. R. Billet, Chem. Ing. Tech. 65(1993)157. 288. M. G. Shi, A. Mersmann, Chem, Ing. Tech. 56(1964)404. 289. J. B. Zech, Liquid flow and mass transfer in an irrigated packed column, PhD Thesis, TU Munehen, Germany, 1978. 290. A. Senol, Chem. Eng. and Process. 40 (2001) 41. 291. F. Rukovena, T. D. Koshy, Ind. Eng. Chem. Res. 32(1993)2400. 292. J. R, Fair, J. L. Bravo, "Prediction of mass transfer efficiency and pressure drop of structured tower packings in vapour/liquid service". Ind. Chem. Eng. Symp. Ser. No 104(1987)A183.
403 293. 294. 295. 296. 297. 298. 299.
J. S. Eekert, Chem. Eng. Pragr.66, No3(1970)39. B. Benadda, M. Otterbein, M. Kafoufi, M. Prost, Chem. Eng. and Process., 35 (1996) 247. B. Benadda, K. Kafoufi, P. Mankam, M. Otterbein, Chem. Eng. Sci. 55(2000)6251. A. Aroonwilas, P. Tontiwachwuthikul, Chem. Eng. Sci. 55(2000)3651. J. L. Bravo, J. A. Rocha, J. R. Fair, .Hydrocarbon processing, 64 (1985) 560. H. Z. Kister, D. R. Gill, Distilation and absorption, vol. 1 (1992) A109. M. Henriques de Bruno, U. von Stockar, A. A. Menendez Bangerter, P. Bomio, M. Laso, Industrial &Engineering Chemistry Research, 33 (1994) 647. 300. N. Egoshi, H, Kawakami, K. Asano, Separation and Purification Technology, Vol. 29,1 November (2002) 141. 301. M. M. Delaloye, U. von Stockar Lu Xiao-ping, Chem. Eng. Journal, 47,1 (1991) 51. 302. O. N. Gavatorta, U. Bahm. A. M. Ch. De del Giorgio, AICHE Journal, 45, No 5(1999) 938. 303. H. Runke, R. Lerzer, O.Becker, Chem. Eng, Technol. 23,No 8(2000)691. 304. B. Kaibel, G. Kaibel, A. Stammer, M. Stroezel, M. Kind, Chem. Ing. Techn. (72)91(2000)962. 305. I. Ilita, B. P. A. Grandjean, S. Piehe, F. Laraehi, Chem. Eng. Science 58 (2003) 1373. 306. A. Lacota, J. Levee, R. G. Carbonell, AlChe Journal, 48,4 (2002) 731. 307. N. Kolev., G. Paskalev, Communications of the department of Chemistry of the Bulgarian Academy of Sciences 10, No 2 (1977) 200. 308. I. Hobler, R. Krupicka, Chem. Stosow, 5 (1989) 232. 309. J. G, Zelinskii, W, W. Ka&rov, Journal of Applied Chemistry 35(1962)1989 (In Russian). 310. W. W. Kafrov, Foundations of mass transfer, Moscow, 1962, p. 376 (In Russian). 311. R. Wang, Z. Sh. Mao, J. Chen, Chem. Eng. Sci. 50, No 14(1995)2321. 312. JVL Duss, H. Maierhofer, P.Bomio, Chem. Ing. Tech. 72,91(2000)1053. 313. Z. Olujifi, A. F. Seibert, J. R. Fair, Chem. Eng and Process. 39(2000) 335. 314. R, Billet, M. Schultes, Chem. Eng. Technol, 16(1993)370-375. 315. C. F. Petre, F. Laraehi, I. Iliuta, P. B. A. Grandjean, Chem. Eng. Sci. 58 (2003) 163. 316. R. Billet, M. Schultes, Trans. Chem. Eng., 77 (1999) 498. 317. N. M. Zhavoronkov, M. E. Aerov, N. M. Umnik, Chim. Prom. (Chemical industry) 10 (1948) 294 (In Russian). 318. G. F. Woerlee, J. Berends, Z. Olujic, J. de Graauw, Chem. Eng. Journal 84 (2001) 367. 319. N. Kolev,, R.Billet, Kr.Semkov, J.Mackowiak, Sv.Nakov, Fat Sci. Technol., 96, No.7 (1994)267. 320. Gebrttder Sulzer Aktiengeselschaft, Broschure, Trenkolonnen fur Destilation und Absorption, Nr 22,13.06.20, Zurich, 1988, p. 8-12. 321. M. Schultes, Trans IChemE, vol 81 (2003)48. 322. R. Billet, M. Schultes, Th. Streich, A. Daubner, Trends in Chem. Eng. 2(1994) 253. 323. M. Schultes, Hydrocarbon Engineering, November (2001) 57. 324. T. Saveanu, J. Ibaneseu, R. Tudose, BuL Inst Politechn., Jasi, 4(1958)161. 325. H. Gelbe, Chem. Eng. Sci. 23(1968) 1441. 326. V. Engel, J. Stichlmair, W. Geipel, Chem. Eng. Technol. 24(2001)459. 327. V. Engel, Chem. Ing. Teehn. 72 (2000) 700. 328. R. Billet, M. Schultes, Chem. Eng, Technol. 18 (1995) 371. 329. J. A, Rocha, E. M. Escamilla, G. Marinez, Gas Separation & Purification, 7,1 (1993) 57. 330. J. C. Charpentier, N. Midoux, Chimie et Industrie- Genie Chimique, 104 (1971) 1563. 331. ¥ . Linek, P. Benes, J. Sinkule, Z. Krivsky,, Ind. Eng. Chem. Fundam., 17 (1978) 298. 332. A. Burghardt, G. Bartelmus, Int. Chem. Engng, 20 (1980) 117. 333. L. Spigel, P. Bomio, R. Hunkeler, Chem. Eng. and Processing. 35 (1996) 479. 334. K. J. McNulty, C. H. Hsieh, "Hydraulic performance and efficiency of Koch Flexipak structured packings", AICHE Annual Meeting, Los Angeles, November, 1982.
404 335. N. KolCT,R-Darakehiev> Kr. Semkov, D. Kolev. "Second generation contact economizer systems- industrial experience". Bulgarian Hungarian workshap'96. Heat and mass transfer chemical and biochemical reactors, April 23-26,1996. 336. K. B. Kushalkar, V. G. Pangerkar, Chem. Eng. Sci.,45(l990)759. 337. C. C. Furnace, F. Belinger, Trans. Am. Inst. Chem, Eng. 34(1938)251. 338. St. Kurtzer, H. Wintrich, A. Mersmann, Chem. Eng. Technol. 18 (1995) 149. 339. B. Kralev, N. Kolev, Compt. Rend Acad. Bulg. Sci., 59 No. 3 (2006). 340. S.R.M. Ellis, The Chem.Engineer, No 259 (1972) 115. 341. E.BlaS, R, Kurtz, Ver&hrenstechnik 10(1976)721. 342. Sv. Nakov, N. Kolev, new unpublished data.
405
Appendix
Geometrical data and performance characteristics of some highly effective packings In this Appendix the geometrical data and perfonnanee characteristics of some highly effective packings taken from the prospectuses of leading companies in this area and also some data obtained at the author's laboratory are presented. 1. Random packings The data for the pressure drop of some highly effective packings made of stainless steel and plastics [342] at different liquid superficial velocities versus the F-factor, Fa, are presented in Fig. 1A to 10A. The investigations are carried out in a 470 mm diameter column with system air- water. The geometrical characteristics of the packings are presented in Table 2, Chapter 3. The values of HETP versus gas capacity factor with different organic rectification systems for RSR No 2, taken from [17] are presented in Fig,l 1 A. Here Cs =
w
°
p0J g5
is the gas capacity factor to account for the effect of
vapour and liquid density, m/s for ft/s in the English system); The pressure drop for the packing and systems presented in Fig. 11 A, taken from [17], are given in Fig. 12A. In Fig. 13A a comparison of the pressure drop of plastic Ralu-Flow and plastic Pall-Ring [17] is presented. The loading limits of the same packings are compared in Fig. 14A. The geometrical characteristics of these packings are given in Table 1A. A comparison between metal Pall-Ring and Raschig Super-Ring [17] is presented in Table 2A. The dependences of the liquid-side controlled volumetric mass transfer coefficient for desorption of oxygen from water for different sizes of plastic Ralu-Flow [17] are presented in Fig. ISA to 21 A.
406 2000
0.3 0.4
0.6 0.8 1
Fo. Pa1,0.5 Fig. 1 A. Pressure drop of stainless steel RSR 0.5 at different liquid superficial velocities versus FQ. (fl=236.2 mz/m3; E = 96%, nom. diameter 20 mm).
407 2000
10
0,3 0.4
0,6 0.8 1
Fa, Pa1.0.5 Fig. 2A. Pressure drop of stainless steel RSR No 0.6 at different liquid superficial velocities versus FG (a=206.3 m2/m3; £ = 96%, nom. diameter 25 mm).
408 2000
1000 800
0.3 0.4
0,6 0.8 1 -0.5
Fig. 3A. Pressure drop of stainless steel RSR 0.7 at different liquid superficial velocities versus FG (a=175.9 m2/m3; S = 97%, nominal diameter 25 mm).
409 2000
0.3 0,4
0,6
0J 1 ,0.5
FGI Pa'
Fig. 4A, Pressure drop of stainless steel RSR 1 at different liquid superficial velocities versus Fg (a=155.5 m2/m3; e = 98%, nom. diameter 30 mm).
410 2000
10 0.3 0.4
0.6
0,8 1
Fa .
Pa o s
Fig. 5A. Pressure drop of stainless steel RSR 1,5 at different liquid superficial velocities versus FG. (o=105J mz/m3; E = 98%, nom. diameter 38 mm).
411 2000
10 0.3 0,4
0.6
0.8 1 ,0.5
Fa, Pa'
Fig. 6A. Pressure drop of stainless steel RSR 2 at different liquid superficial velocities versus (a=100.6 m2/m3; E = 98%, nom. diraneter 50 mm).
412 2000
P
200
10 0.3
0.4
0,6
0.S 1 JJ.5
Fig. 7A. Pressure drop of stainless steel IMTP 25 at different liquid superficial velocities versus Fa (e=242.8 m2/m3; S = 97%, nom. diameter 25 mm).
413 2000
!
I 1+1=40, m3/(mZfi) Lh=80, m 3 /(m 2 h)
0,3 0.4
0.6 0.8 1 ,0,5
FQ. Pa
Fig. 8A, Pressure drop of stainless steel IMTP 40 at different liquid superficial velocities versus F G (a=171.6 m2/m3; S = 97%, nom. diwneter 40 mm).
414 2000
10 0.3 0.4
Fig. 9A. Pressure drop of stainless steel IMTP 50 at different liquid superficial velocities versus F Q (G=1Q7.1 BtVm3; S = 98%, nom, diameter 50 mm).
415 2000
10
0,3 0,4
0.6 0,8 1
FG, Pa.9,5 Fig. 10A. Pressure drop of stoinless steel IMTP 70 at different liquid superficial velocities versus FG (a=69.1 m2/m3; £ = 9S%, nom. diameter 70 mm).
416 Raschig-Super Ring No. 2 Efficiency 7
System, 24 psia (1.65 bar), F.R.I. High Pressure Column, 12 ft (3.66 m) Bed F.R.I. Tubed Drip Pan 6.5 mm Tubes
Gas Capacity Factor F.., Pa 06
0,50
o.oo 100,0
1,00
1,50
90,0
2,50
1 Distributor overflow __ Heavy condensation outside distributor pan
1
80,0
2,00
.
-
70,0
-
- ' -
CA
£ 60,0
3,00 2;25
.
.
:
•
. .
/
,
,
:
2,00
•
•
•
• •
:
/ • '
o
1,50 E
^ E"
1
™ 50,0 Q.
t 40,0 x
'.'••• jUnstable test
1
30,0
1,00
;
fcontirtions.
x
0,75
20,0
0,50
10,0 0,0 0,00
0,25
0,05
0,10
0,15
0,20
0,25
0,30
0,35
0,00 0,40
Capacity Factor Cs, ft/s |—D—Super Ring, Dist.-DC - -A- Super Ring, Diet.-Be low bed |
Raschig-Super Ring No. 2 Efficiency System 165 psia {11.4 bar), F.R.I. High Pressure Column, 12 ft (3,66 m) Bed F.R.I. Tubed Drip Pan 10 mm Tubes 0,00
0,25
Capacity Factor Fo, Pa 05 0,75 1,00 1,25
1,50
1,75 2,75
110,0 100,0 90,0 80,0 70,0 60,0 50,0 40,0 30,0 20,0 10,0 0,0 0,00
0,50
2.5Q 2,25 Heavy condensation outside distributor pan
2,00 1,75 1,50
-
1,25 tj ,/ | Poor Liquid Distributor Performance
1,00
X
0,75 0,50 0,25 0,00 0,05
0,10
0,15
0,20
0,25
0,30
Capacity Factor C 6 , ft/s • - A - Super Ring, Dist.-Below bed - D - S u p e r Ring, Dist.-DC
Fig. 11 A. HETP versus gas capacity fector at different organic rectiflcation systems for RSR No 2, taken from [17].
417
Raschig Super-Ring No. 2 Bed Pressure Drop CsfC7 System, 24 psia (1.65 bar), F.R.I. High Pressure Column, 12 (t (3.66 m) Bed F.R.I. Tubed Drip Pan S.S mm Tubes
Gas Capacity Factor FG, Pa 05 0,00 10,00
0,50
1,00
1,50
|1 irBhl-tom = 8.1S7mbar;m .
2,00
2,50
3,00
I
i
i
i
i
1,00 i
0,10
_
_
l
_
_
|
i
_
Unstafale test • conditions
|
I
0,01
0,00 0,00
0,05
0,10
0,1 S
I
I
0,20
0,25
0,30
0,35
0,40
Capacity Factor C,, ft/s | - D - Super-Ring |
Raschig Super-Ring No. 2 Bed Pressure Drop psia { 1 1 A bar), F.R.I. High Pressure Column, 12 ft (3.6S m) Bed F.R.I, Tubed Drip Pan 10 mm Tubes
Gas Capacity Factor FG, Pa 05
0,00 10,00
0,25
0,50
0,75
1,00
1,25
1,50
1,75
Limit of pressure measurement device
0,01 0,00
0,05
0,10
0,15
0,20
0,30
Capacity Factor C E , ft/s - O - Super Ring
Fig. 12A. Pressure drop for the packing and systems presented in Fig.HA, taken from [17].
418
2
Liquid load
L^.m^rrfh)
Lq.m»/{rrfli)
1000
/
6
I:
1
' -*
' 1 ' '
/
'hi /
—
. i
)/
a
/ / 100
•
/
i / / B-
/
m /
•
/
/
SO 25
v/
/
/
' /
1 •
t"
/
6
/ //
5
0
J
a
— RALU-FLOW No. 1 --•• Pal I-Ring 25 mm
/
v///> // /\t// — RALU-FLOW No. 2 -Pall-Ring 50 mm
2
10
50 .85 / 10
/
a?
i
/
t
i'/j
I100 CL
to
'
0
/ ;
1
/ / /
WA?//
/
/
i
1
1/////// /
6 5
) 25
1000
L= 50 25 10 0 " i
3
i
Liquid bad
10 4
5
E
7
1
£
H
Gas capacity factor F_, Pa°s
Gas capacity factor Fr, Pa°s
Fig, 13A. Comparison of the pressure drop of plastic Ralu-Flow and plastic Pall-Ring [17].
Table 1A. Geometrical characteristici of the packings compared in Fig. 13A, Type of packing
Size mm (No)
Specific area a m2/m3 Spe
Void fraction E
Ralu-Flow
Nol
165
95
No 2
100
95
25
225
0.877
50
111
0.919
Pall Ring
<
419 Table 2A. Comparison between metal Pall-Ring and Raschig Super-Ring Existing packing
Revamped packing
At same throughput*
At same pressure drop**
Press, drop
HETP
Throughput
HETP
Pall-Ring 5/8"
Rasehig Super-Ring No.0.3
-40%
-18%
+30%
-21%
Pall-Ring 1"
Raschig Super-Ring No.0.3
+21%
-30%
-9%
-30%
Pall-Ring 5/8"
Raschig Super-Ring No,0.5
-62%
-9%
+60%
-16%
Pall-Ring 1
Raschig Super-Ring No.0.5
-21%
-23%
+13%
-23%
Pall-Ring 1
Raschig Super-Ring No,0.7
-53%
-14%
+40%
-17%
Pall-Ring 1.5
Raschig Super-Ring No.0.7
-18%
-26%
+10%
-27%
0S
J
2
Fc=0.6/l Pa ; I A = 2 4 / 4 0 m /(m h) **) Fc=0.6/l Pa 05 ; IA=24/40 m3/(m2h) for the existing packing; LJVm= const, for the revamped packing.
Vm and Lm are gas (vapour) and liquid superficial velocities in raol/(m2s).
RALU-FLOW No. 2, P p RALU-FLOW No. 1, Pp Pall-Ring 50 mm, PP Pall-Ring 25 mm, PP
— —
—
—
•
—
.
.
.
_
10 a 7
6
s 3
1
5
6
7
8
10
Flow parameter L/G x
Fig. 14A.Comparison of loading limits for Ralu-Flow No 1 and No 2 to 25 and 50 mm Pall-Rings [17]. The geometrical characteristics of the compared packings are given in Table 1A.
420 0,1 ra
"•C5 0.04
c
0,03
effi
0
0,02
o CJ CO
0,01
c /
0,005 CO
/
0.004
Ralu Ring® 15 mm in Plastic <;
I
o,oo2
.
.
20
I
I
,
30
I
I
I
4D 50
100 10 Liquid velocity L , m3/(m2h)
, . I 200
300
Fig. ISA. Liquid-side controlled volumetric mass transfer coefficient for desorption of oxygen ftom water for plastic Ralu-Flow IS mm [17] versus liquid superficial velocity Lj,
0,1
-
0.05 0,04
c
s/
C03 C.02
8
/
0,01 to
cCO -t-i
0,005
1
0.004
Vo/.
0,003
Ralu Ring® 25 mm in Plastic
0.002 3
4 5
20 30 40 50 100 10 Liquid velocity Lh, m3/(rrfh)
Fig. 16A. Liquid side controlled volumetric mass transfer coefficient for desorption of oxygen from water for plastic Ralu-Flow 25 mm [17] versus liquid superficial velocity L/,.
421 0,1
-\-
kaiu h
1—i—i—i—
[nc ® 50
mm in Ptastic
0.05 0,04
/ /
gs 3 i5
/
y
/
CD
s
/
0,01 c
s
s Oj
0,005
W
0.004
5
0,003
•P
0,002
y
3
4
5
10
20
30 40 50
Liquid velocity Lh,
-|QQ 3
200
300
z
m /(m h)
Fig. 17A. Liquid side controlled volumetric mass transfer coefficient for desorption of oxygen from water fer plastic Ralu-Flow 50 mm [17] versus liquid superficial velocity L*
0,1
F3a lu F!i 19® 90 rnm in Pla st c *^
0,04
.
0,03 0,02
/
/
0,01
£ en
0,005 0,004
/
0,003
;§
/
0,002 3
/ 4
. 5
-|Q
20
30
40 50
-| QQ
200
300
Liquid velocity Lh, nf/fnfh) Fig, ISA, Liquid side controlled volumetric mass transfer coefficient for desorption of oxygen from water for plastic Ralu-Flow 90 mm [17] versus liquid superficial velocity I*.
422
2. Structured packings Usually the full names of these types of packings consist of three parts. For example in the name of Ralu- Pack 250 YC, given below, the expression Ralu-Pak is for the type of the packing, 250 is the specific surface area in m2/m3, and YC is for the type of the constituent plates. In some cases the number denotes only roughly the specific surface area. 2.1. Ralu-Pak 250 YC The Ralu Pak 250 YC is presented in Fig. 19A. Its technical data at different thicknesses of the metal plate are presented in Table 3 A. In Fig. 20A to 22A different performance characteristics of this packing are given. In Fig. 21A the values Vm and Lm are the gas (vapour) and the liquid superficial velocities in mol/(m2s).
Fig. 19A. Photograph of Ralu-Pak
423
Liqij id velocity L h , m 3 /(m
_ o <: -IT T C
1000
III
II
TOO
/ j /
////
/ /
j
100
Til
70 60
II
ill
1
/
no
//
/
it
11
Ralu-Pak3 250 YC 10 0 "I
OZ
0.3
0,4 0,5 0.6
-|
Gas capacity factor F , Pa05
Fig, 20A, Pressure drop of Ralu-Pak 250 YC for various gas and liquid loads.
—
424
Table 3 A. Technical data of Ralu-Pak 250 YC Material
Thickness of the metal plate, mm
kg/m
0,2
Stainless steel Stainless steel
Stainless steel/
Specific weight,
Specific surface area, m2/tnJ
Void fraction, %
195
250
0.975
0.15
146
250
0.982
0.1
100
250
0.985
3
Carbon steel
a \
- -
\
-I 2 CD
-I 1
I-
i
Ral u-Pak® 250 YC, Metal Ch orobenzene / Ethylbenzene V = 1 , d =0.22 , H = 1.4 m 11
1
133 mt)ar 66.7 m bar 33.3m bar I
0,4
0,5
0,6
0,7
0,6
•[ Q
Gas load factor i
2
Pa05
Fig. 21 A. Separation efficiency of Ralu-Pak 250 YC with a chlorine benzene/ ethyl benzene system.
425
:
1.0 o.e 0.7 0.6 0.5 0.4
|
o
-
0.3
—
0.2
0.1
—-^J
^ \
Ralu-P ak® 250 YC 0.4
0.5
0.6 0,7 0.8 0.91,0
2-0
3.0
4.0
5.0
Gas capacity factor FG , Pa05
Fig. 22A. The height of the transfer unit HTUOG with the system air~NH3/water for a liquid load 3 2 O fl0m /(m h).
2.2. RaschigSuper-Pak 300 Raschig Super-Pack 300 Fig. 23A combines the advantages of the modern structured packings with the small width of the constituent lamellas, which, as it follows from the mass transfer theory, ensures significant increasing of the mass transfer coefficients in the gas and in the liquid phase at low pressure drop. Some of its performance characteristics are presented in Fig. 24A and 25A.
Fig. 23A. Raschig Super-Pak 300.
426
Raschig Super-Pak 300 Testsystem: water / air Packing height: 1.41 tn; Column diameter: 0.288 m Pipe distributor: Z = 490 1/m; T = 25°C; p = 1 bar a = 301,7 ms/m3; E = 0.985 m3/m3 3
L quicl l O t ad
2
I"h ' m /(m h)
o
1000
/
700 BOO
I
500
£ *
1/ / / l/ /
I1
1/ /
11 //IL
400 •
3"lj
200
V
3
/ / / / /////
100
///// /////
7C
/ /
W-
7/7 it 7
// 0,5
0,6
0.7 0.8
-\
Gas capacity factor Fg , Pa"5 Fig. 24A. Pressure drop per meter pecking height of Raschig Super-Pak 300 as a function of the {ps capacity factor for different liquid superficial velocities.
427
Raschig Super-Pak 300 Testsystem: NH3-air / water Packing height: 1.41 m; Column diameter: 0.288 m Pipe distributor: Z - 4 9 0 1/m; T - 25°C; P - 1 bar a = 301.7 m2/m3; e = 0.985 m3/m3 1.0 0.9 0.8 0.7 0.6
Liquid load L h , m3/(m2h)
0.5 3
•
n-i.
0.4
ak
30 „-— ^—
'.
0.2
40
10 \ \ \ ^ \
•
=
\ 10
.
—
'
. — - -
0.1 0.7
0.8 0.9 1 Q
2.0
3.0
4.0
Gas capacity factor F , Pa0-5 Fig. 25A. Height of transfer unit for Raschig Super-Pak 300 as a function of the gas capacity factor for various liquid loads.
2.3. Mellapak250.Y/X Mellapak (Fig. 26A), produced by Sulzer Company, is the most widely used structured packing. It has proven excellent performance in columns with diameters up to 15 m. It is supplied in sheet metal thicknesses from 0.1 mm up.
428
Fig. 26A. Mellapak packing.
Special features: • Pressure drop per theoretical stage 0.3-1.0 mbar; • Pressure drop at 70-80% flooding about 2 mbar/m; • Minimum liquid load approx. 0.2 m3/(m2 h); • Maximum liquid load up to more than 200 m3/(m2h). Preferred applications: • Vacuum to moderate pressure; • High pressure in selected applications; • Increasing capacity of existing tray and packed columns. Some performance characteristics of this type of packing are presented in Fig. 27A to 29A.
429 12
3
4
1.0
0.8
AP/H
' 0.4
0.2
0
1
2
3
4
5
B
, Pa™ Mellapak 2Y 960 — 1 400 — -S 100 — 0 50 — -4
Mellapak 2X 960 — « - — 400 -S 100 - - * - — 50 " 4 ™
0.1
3
4
5
6
FG,
Fig. 27A, Height of a theoretical plate and pressure drop of Mellapak 2X and 2Y versus the factor Fn. 10
J. J
4 1
5 8 1
£ 1.0
S:
0.5
0
1 2
3 C
4 pa0.5
5
Mellapak 125.Y Mellapak 125.X 960 A 96D -* 100 £ 100 i SO 3 50 --«
6
0
1 2
3
4
5
6
Fig. 28A. Height of a theoretical plate and pressure drop of Mellapak 125.X and Mellapak 125.Y versus the fector F&
430 12
3 4
J2)
1.0
o.a
I
0.6
I 0.2
Mcllapoki7O.Y 1 — 960 400 3 100—a SO
A
•
Mellapak 170.X 960 •* 400 6 ioo—J— 60
0
1
2
3
4
5
G
Fig. 29A. Height of a theoretical plate and pressure drop of Mellapak 170.Y and 170.X versus the factor FQ,
2.4. Sulzer packing Mellapak Plus A single plate of the packing Mellapak Plus is presented in Figure 30A.
Fig. 30A. Single plate of Mellapak Plus packing
431
A feature of Mellapak Plus is that at the lower and the upper end of each packing element, the orientation of the corrugation gradually approaches the vertical axis. The advantages of this geometrical modification are; • The vapour flow smoothly changes direction at the interface between two packing elements. • At the interface the vapour flow is nearly parallel to the vertical axis of the column. The gas velocity is therefore reduced by about 25% compared to the velocity inside the packing element. Both factors reduce the pressure drop and the shear forces which are especially critical at the interface due to the presence of thicker and less stable liquid films. Special features: • High number of theoretical stages per unit height; • Pressure drop per theoretical stage 0.1-0.5 mbar; • F G factor 1-2.5 Pa 05 • Minimum liquid load approx. 0.05 m3/m2h. Some performance characteristics of the packing are presented in Figs. 31Ato34A. 10
i2
o.s
5.1.2 ,3
0.5
. 0.4
s I :
0.2
0.1 0
0
1 2
3
4
5
6
MsllapakPlus 252.V Mellapak 250.Y 960 < 850 * 400 3 400 * 100—a— 100—«—
Fig. 31 A. Height of a theoretical plate and pressure drop of Mellapak Plus 252. and comparison with the respective data for Mellapak 250 Y
432
10
0,7 0.6
o.s
I'
!±J 0.3 0.2 0.1 0
0
1
2
3
4
5
6
MellapakPlus 202.V
0.1
0
1
2
3
4
S
6
Fig. 32A. Height of a theoretical plate and pressure drop of Mellapak Plus 202. Y 10
0.4
:
0.3
— — •
I)
2
|3
•a
0.?
I
0.1
0
1
2
3
4
S
F-. Pa 0 5 MellapakPlus352,Y 960 *. TOO
i
0
1 2
3
4
5
F G , Pa"5
Fig. 33A. Height of a theoretical plate and pressure drop of Mellapak Plus 352, Y
433
10
MEllapakPlus 452.V
MellapakPIUS 752. Y
960 400 100
960 -» 400 - - * 100 «
1 8 0
0.1
4.5
2
Fa,
3
4
5
PEP-
Fig. 34A, Height of a theoretical plate and pressure drop of Mellapak Plus 452. Y and 752. Y.
2.5. Sulzer metal gauze packing, type CY The packing is presented in Fig. 3 5A. It is developed for separations that require a large number of theoretical stages. Largest diameter supplied to date-1,8 m.
Fig. 3 5A. Sulzer metal gauze packing, type CY
434
Special features: • Maximum number of theoretical stages per meter; • Most economical load range: F-factor 1.5-2 Pa 05 ; • Minimum liquid load approx. 0.05 m3/m2h; • Small holdup. Some performance characteristics of the packing are presented in Fig. 36A.
F a. P a "
Fig. 36A. Height of a theoretical plate and pressure drop of gauze packing lype CY.
2,6. Sulzer plastic gauze packing, type BX The plastic gauze packing is presented in Fig. 37A. It has been used industrially with great success for many years. The special gauze structure provides a very good wettability, even in aqueous systems. This packing is used primarily for columns with low liquid loads.
435
••••
j - r
. — •
Fig, 37A. Sulzer plastic gauze packing, type BX
Special features: • Large number of transfer units per meter, low HTU, depending on the system; • Minimum pressure drop, typically 2-4 mbar/m; • Minimum liquid load approx. 0.05 m 33/m2 h; • Self-wetting packing surface, even for aqueous solutions; • Operating temperatures up to 80 °C, depending on the chemical components. Preferred applications: • Small liquid loads; • Increasing performance of existing columns; • Columns with small overall height. Product applications: • Methanol absorbers; • Isopropanol absorbers; • Dimethylformamide absorbers; • Formaldehyde absorbers. Some performance charackteristics of the packing are presented in Fig. 3 8 A.
436
separator efficiency of BX and BXFILJE is identical
0
1
2
3
4
&
BXPlMs 960
&—
4€0 100
7
SO - 8
10
9—
^ - head pfassur1* p /
Fig, 38A, Height of a mass transfer unit and pressure drop of Sulzer plastic gauze packing, type BX, versus the fector FG for two different systems.
2.7. Mellaccwbon The Mellacarbon packing of Sulzer Company is presented in Fig. 39A.
Fig. 39A. Mellacarbon packing of Sulzer,
437
Carbon is corrosion-proof against the most solvents, acids or lyes, including caustic solutions. It is highly thermally stable (> 400°C) and excellently wettable also in aqueous systems. The specific surface area of the packings is between 125-1700 m2/m3 Product applications: • HCI separation for production and for HCI recovery (typically in the production of polycarbonate); • MCA / DCA distillation; • Production of phosphoric acid; • Concentration of hydrofluoric acid; • Separation of chlorophenols. Some performance characteristics of this type of packing are given below.
head pressure p /mbar 100 MsHlacarbon 5M.V 1 Malacarbon 35S.Y g Mellscartjon 2M.Y — 3
Fig. 40A. Some performance characteristics of Mellaesrbon,
2.8. Mellagrld Mellagrid, Fig. 41A, is used wherever the mechanical strength of structured packings is a concern or where coking is likely to occur.
438
Fig. 41 A, Mellagrid packing of Sulzcr
Special features: • Not sensitive to coking and fouling due to its smooth surface and geometrical structure; • The low element height and its structure allow for easy cleaning. It can be removed, unscrewed and cleaned with a water jet. Applications: • Atmospheric or vacuum tower: Wash section; • FCC Main Fractionator: Slurry pumparound section; • Coker or Visbreaker Fractionator: Wash section. The surface structure of the packing is smooth. The thickness of the material is between 0.5 to 2 mm. Technical data for different packing variants are presented in Table 4A. The pressure drop of the packing versus Fa is presented in Fig. 42A.
Table 4A. Technical data for different variants of Mellagrid. Mellagrid type
90.X
64.X
64.Y
40.Y
Specific area m /m
90
64
64
40
Element height (approx.), mm
140
220
130
200
2
3
439
40.Y 64.Y 100
64.X 90.X pressure drop
10
E
0.1 8 05
FG, Pa
Fig, 42A, Pressure drop of different Mdlagrid packings versus FQ
10
440
2.9. Katapak-SP Katapak -SP (43A) is a Sulzer reactive distillation packing. It combines highly effective mass transfer device with a catalyst volume.
Fig. 43A. Katapak-SP
Special features: • Flexible design combining catalyst elements and Mellapak Plus layers; • High separation efficiency: • High reaction capacity. Product applications: • Synthesis of acetates (e.g. butyl acetate); • Hydrolysis of methyl acetate; • Synthesis of fatty acid esters; • Synthesis of acetals and others. Some performance characteristics of the packing are given in Fig. 44A.
441
parameter = haad pressure p /mbar
Fig. 44A, iffiT/1 and pressure drop of Katapak -SP 12 versus FG.
442
Chapter 4
Marangoni effect and its influence on the mass transfer in packings An important effect, which is not token into account in the equation presented in Chapter 3 for calculation of liquid side mass transfer coefficient, is the effect of the interfacial turbulence (effect of Marangoni). Because this effect could exist for all types of packings, it is considered in the present chapter apart from the packing construction. In most cases concentration differences caused by mass transfer lead to formation of surface tension gradient at the interface. In some of them [1-6, 9] these gradients induce interfacial turbulence which influences the mass transport [3, 4, 9 -11]. This phenomenon has been subject of several theoretical and experimental investigations directed toward bom the elucidation of the transfer mechanism and the development of practical evaluation techniques. According to a widespread concept in positive mixtures, i.e. those for which the surface tension gradient dcrfdx < 0 induced by the mass flux is a destabilizing parameter. As a result, spontaneous circulation fluxes may be induced in the liquid phase vertical to the interface [1,2,6,12, and 13] which, in fact, enforces liquid exchange in volumes of various concentrations between the interface and the phase bulk. The energy generated in these fluxes due to difference in chemical potential is dissipated by friction caused by the movement of unit volumes, as well as by shape variations. In general, this phenomenon is considered stationary. However in reality, this may be true only after a certain phase contact time has elapsed. It has been shown experimentally [3, 13] that the maximum interfacial turbulence intensity is attained after a certain amount of time, and if the phase contact time is shorter than the time required the interfacial turbulence does not appear at all. The mechanism mentioned above as well as experimental studies [4, 14] show that interfacial turbulence causes mass transfer enhancement only in the liquid boundary layer. An increase of the mass transfer coefficient has been reiterated in all such cases. As it is found by Grimzin et al. [14], no significant changes of the effective interfacial area have been observed.
443
To evaluate the Marangoni effect, the mass tansfer enhancement has been correlated to the difference between the interfaeial surface tension (erj) and the surface tension corresponding to the bulk phase (A a= or o) as well as the mass transfer resistance ratio [3,4,9]. There are various ways to account for the effect of the concentration inequalities. One of the most popular of them is the employment of the so called stability index M [4] usually defined as
(1) where x and xt are the bulk concentration and the concentration on the interface in mol/mol. Another possibility is to use the Marangoni number which could be defined in different ways. After [15]:
da Ac.L, zr-; D dc
(2)
After [9]:
and after [3]:
(4)
Obviously, the physical meaning of these forms is different. Some other more complex expressions including the surface tension gradients are also available. However, as already shown in [17] this complication is not justified and brings no advantages compared to the use of the stability index, Eq. (1). Moreover, the most convenient form for practical application is Eq. (4), as it
444
allows rearrangement of the various variables by dimensional analysis in dimensionless form convenient for calculations. In such cases the Marangoni number is easily calculated and no other variable is required such as the characteristic size Li (Eq. (2)) or the film thickness ^f(Eq. (3)). An important parameter in the theory of the Marangoni effect is the gasliquid side resistance ratio B defined by the equation: k t,
(5)
where m is the slope of the equilibrium curve; J
'
PLMG>
pc and pL - gas and liquid density, kg/m3; Mi and M&- mol mass of liquid and gas phase; ka and kh - the partial mass transfer coefficients for the gas phase and for the liquid phase in absence of Maragoni effect, tn/s. The enhancement of the mass transfer itself is defined by the enhancement factor:
or by the difference (R-l). kL is the liquid side controlled mass transfer coefficient in presence of Marangoni effect in m/s, and k°L is the coefficient without Marangoni effect. The analysis shows that in principle a process description is obtained by the use of the three complexes mentioned, that is, R^ffMa, B)
(7)
with Ma defined by Eq. (4), However, the type of the relationship changes depending on the different approaches employed by the various authors. Particular attention should be paid to two groups of researchers.
445
The first of them supports the assumption that mass transfer enhancement is directly proportional to the surface tension difference [4, 9]. This approach is developed in the most complete form by Grimzin et al. [9], They suggest a method of estimating the surface tension gradient effect. The mass transfer in this case is calculated by R-l=K(B)Ma.
(8)
The Marangoni number was defined according to equation (3). The parameter K(B) was determined empirically. These authors presented comparison of their results with experimental data on rectification of various systems in packed and wetted wall columns. The method has often been quoted by many authors. The second group of researchers [13, 18, and 19] suggest process quantification by the following factors;
R = (Ma/MaJ"
(9)
They have defined the Marangoni number by Eq. (4). Mac is the critical Marangoni number which denotes the upper limit of mass transfer enhancement, i.e. at Ma < Mac, J?=l is valid. The critical Marangoni number depends on B which can be determined from the plot of the proposed empirical relationship. The exponent is «=0.4±0.1. The occurrence of interfkcial turbulence has been considered to be a non-steady-sMe process. That has been confirmed by experimental studies. The conclusion of a detailed analysis of these two concepts in [16] is that the second approach is more correct and justified. The following arguments support this statement. The first argument concerns the exponent of the Marangoni number. In [4] and [9] a direct proportionality (n=l) was assumed. This is an arbitrary assumption, quite inadequate to the generated function. In a theoretical approach [12] heat and mass transfer in gas (vapour)- liquid systems has been analyzed in terms of circulation intensities caused by interfaeial turbulence. The formulation and solution of the problem are correct and reveal the mechanism of interfaeial turbulence in detail which shows (by examining the relationships derived) that in fact both values (R-l) and the characteristic difference ACT are directly proportional to the circulation intensity; ACT also depends on circulation cell size. Thus K in Eq. (8) is a function of ACT , that is, it includes
446
the Marangoni number which altogether means that a non-linear equation is formed. In spite of the non-linearity of Eq. (8) in respect to the Marangoni number, it is still possible to generalize the experimental data, at least formally. This has been done in [9] by identification of the value of K from the empirical K data. As expected, this coefficient differs not only for the various systems, but also for identical systems in different types of equipment. For example, K for the system acetone-water in a wetted-wall column is 2.2x10^ and 0.45x10"* in a packed column. The maximal deviation of the available experimental data from the relationship assumed K=f(B) as well as the dispersion of the data themselves exceed 100%. This fact confirms that K is not merely a function of B. Another basic inconsistency of the method under consideration is the way of determination of the phase resistance ratio B. Ignoring Marangoni instabilities the effectiveness of wetted wall columns and packed columns has been determined experimentally at low concentrations. Some dimensionless equations have been derived [9] for the case of packed columns. In neither case, however, the effect of liquid phase axial mixing has been taken into account. As shown in [20] in a packed column at low liquid superficial velocity typical in distillation columns, the axial mixing rate is so high that it may account for a threefold decrease in the column efficiency in comparison to the mass transfer in the liquid boundary layer. By evaluating liquid axial mixing and generalizing the experimental data, a dimensionless correlation for the local (real) coefficient ki has been obtained which exhibits small Reynolds number exponent value equal to 0.33 [21]. In the equation obtained in [22], which is used in [9], this exponent is 0.85. It is due to a strong axial mixing in the liquid phase which has not been taken into account in [22]. The liquid phase mass transfer coefficients obtained by this correlation are not the real ones which are reduced because of the influence of the axial mixing. Interfacial turbulence, however, is a local phenomenon; hence, it is characterized by the local (effective) mass transfer. Obviously, estimates of the gas-liquid mass transfer which exclude the effects of the flow structure lead to big errors depending very much on the particular conditions. Some additional errors may be expected because the proposed method does not allow for the non- steady state character of the interfacial phenomenon [3]; neither does it define a sharp boundary, the lower limit from which mass transfer enhancement starts. The second approach [3] does not suffer from the above mentioned disadvantages, neither theoretically nor experimentally. Experimental studies have been carried out in a liquid jet and wetted wall columns for a wide range of
447
phase contact time (from 1 to 200 ms). The effect of the phase contact time upon the enhancement factor has been especially studded at constant concentration, that is, by changing the Marangoni number only trough variation of the phase resistance ratio. The equipment design, the small size, and the use of the oxygen tracer technique [3, 18] to evaluate kL practically exclude the back mixing effect because the insignificant driving force variation along the liquid film. The introduction of the critical Marangoni number clearly defines the lower threshold of the interfacial turbulence effect. By plotting data of separate studies on the influence of the phase resistance ratio and concentration and neglecting the proportionality of R and Ma, the exponent in Eq. (7) has been obtained as n — 0.4 + 0.1 and Ma has been formulated only as a function of B. Moreover, the plot of Ma=f(B) is the same for various types of equipment including liquid jet, wetted wall columns, and mixing vessels. The problems concerning the determination of the upper limit of the upper critical level (threshold value), that is, the maximum transfer rate at a particular concentration, and the case of n being dependent on B due to nonsteady -state effects are also discussed in [16]. The interpretation of the results is rather phenomenological, though an opportunity for their practical application is presented. It is interesting to note that according to some theoretical studies [23, 24] the exponent«, which is important for the description of mass transfer by a relation analogous to Eq. (9), is a variable and takes values from 0.33 in [24] to 0.5 in [23]. Its value depends on the surface force pulse penetration depth compared with the circulation cell width [23] and is directly linked to the rate of interfacial circulation. At low circulation rates »=0.5 and at high rates n—^0.33. Concerning the exponent of the Marangoni number, another argument can be added. It is obvious that, from a mathematical point of view, Eq. (8) and (9) formulate different functions. If the direct proportionality in Eq. (8) is not accepted by considering the relationships R ~ Ma" and {R — 1) ~ Mani the dependence of exponent n and rti on R is as shown in Fig. 1. Thereafter, 0.33 < n < 0.5 and n -> 0.33 at high values of R (dashed line). It may be seen from the same figure that the exponent «/ varies within a much wider range than n and in some cases «/=l. At high values of R n -» %.
448
i
t
i
l
1
t
R~Man
n = 0 .50 '
•
• " " • n = 0 .33 1
4
6 8 ID 1 R
2
1
4
B 8
Fig. 1, Analytical relationship between the exponent n and «/ and the enhancement factor, and the anticipated approximate real variation of % (dashed line).
The analysis presented forms the basis for further developments on the evaluation of the interfacial turbulence effect using a similar approach. Moreover, it is expected [16] that a method based on this approach would be applicable to various types of operations and equipment designs. To determine the mass transfer enhancement factor R it is advisable to define the Marangoni number by equation (4) using Eq. (7). The critical Marangoni number has to be considered as a function only of the gas - liquid phase resistance ratio B, It is necessary to now the value of Mac. Using the data for the systems and equipment presented in Table 1, the following equation is obtained [16,25]:
Mac=2134(B-2xl0
-3
+ 70
(10)
It must be noted that by using Eq. (10) B has to be defined by the equation B = m(p.kG fkt using the real local value of kh. To find the exact value of the exponent n in Eq. (9), three different effects have to be considered: the influence of the parameter B related to the unsteady nature of the process; the already discussed relationship between n and the circulation intensity; and the possible response to B regarding the wide range of gas-liquid mass transfer resistance ratio values (0 < B < m) which are employed in practice. The first of these effecte could be analyzed by the vast experimental data obtained [3] as well as by the detailed studies on methanolwater system. As mentioned above it has been shown [16] that the Marangoni number varies only due to variations of B, at constant concentration, mean saturation and achievement of the second critical level of mass transfer
449
enhancement. The typical relationship obtained in this case is presented in Fig. 2. 2.5 - 1 - 340 mal/m1 2 - 480 2.0 . 3 - BOO 4 - 1240
5 - 1B5Q B - 2210
1,5
7
-2700
."
Z~—P±
/^Tl
/
Z-—^ / ,' £Z~ZZ-—2
1.0
/"~$t
/
^T 2
, 4
, B
*
4
3
, , 8 103
Ms Fig. 2. Enhancement actor variation in relation to the Marangoni number for methanol - water (according to [6]); the dashed line indicates the case B= constant at phase contact time 140 ms.
Table 1 .Data for the systems and equipment used in obtaining Eq. (10) Systems
Type of equipment
B
Ref.
Methanol - water
Liquid- jet column
0.004- 0.01
[3]
0.011-0.03 Methanol - water
Wetted wall column
0.009-0.012
[3]
Acetone water
Liquid- jet column
0.07-0,11
[3]
Acetone water
Wetted wall column
0.10-0.12
[3, 13]
Acetone water
Agitated vessel
0.1S-0.22
[18]
TEA*-water
Liquid- jet column
0.22-0.34
[3]
MIBK**-water
Liquid- jet column
0.2S-0.38
[3]
Ether -water
Liquid- jet column
1.7-2.6
[3-13]
IPE***-water
Liquid-jet column
3.6-5.2
[3]
Ether -water, desorption into Nj
Liquid- jet column
3.9-5.0
[3]
Ether -water, desorption into H 2
Liquid-jet column
9.0-11.5
P3
TEA - triethanolamine. ** MIBK- methyl isobutyl ketone. *** IPE- isopropyl ether.
450
Below the second critical level the exponent n = 0.4, while above that level in practice n -> 0 . The enhancement factor characteristic for the second critical level, namely R^, increases with the concentration. The dashed line, as shown by the authors of [3], interconnects all points in the saturation area, inconstant at phase contact time 140 ms, and actually demonstrates the variable exponent value. The occurrence of a second critical level is further confirmed by the curve of the relationship plotted in Fig. 2. Actually, its influence is not significant which is seen in Fig. 3 from the curve representing the relationship Rm = f(cL) based on the same experimental data. In this case Ma varies with concentration, as long as only the saturation area is observed.
4
6 8 103
2
4
eL, mal/nfi Fig. 3. The relationship between the saturation enhancement factor and the liquid phase concentration based on the data from Fig. 2, the points indicate experimental data and the lines illustrate the computed results with «=0.3 and «=G,4 respectively.
The slope of the line (Fig. 3) corresponds to n = 0.3 . However, since even «=0.4 produces an insignificant error, the introduction of the saturation effect does not seem to be important. Consequently, there is no need to determine !?„,. This conclusion has been confirmed by all the data obtained in [3] (over 700 experimental results concerning 6 individual systems). In most of them no saturation was attained owing to the high surface activity of the solute. Correlating the data of [6] by the least squares technique in the form of Eq. (9) gives «=0.33 which is very near to the exponent value for the same system methanol-water in the saturation area. Hence, another conclusion may be derived concerning the second effect, namely, the influence of the circulation intensity near the interface upon the exponent in Eq. (9). Apart from the difficulties in assigning a value to this effect, the exponent value obtained, »=0.33, shows that a developed interfacial turbulence exists in all cases of practical significance (where J?>1.2). However, the experimental analysis pointed out systematic deviations corresponding to different systems with particularly large deviation of 5. Various forms of relationships n = f(B) were tested [16]. In the tests the wide
451
range of B values from zero to infinity caused some problems. That is why formally instead of n = f(B),
can be written, where B/(l+B) is Kl + B) ranging from 0 to 1 when B is from zero to infinity. Using the existing experimental data the following equation is proposed:
n = 0.2(l-B— )+0J7. {B + l)
n = f\
(11)
The mean error of the equation (9) with n calculated by equation (11) is 15.8 % while the standard deviation is 28.8%. Less than 6% of the results exhibit deviation greater than 3 times the standard deviation. Without these points the mean error of the equation is 12.9%. This deviation is valid for the liquid side controlled mass transfer coefficient. That is, for the overall mass transfer coefficient the error will be smaller. The following simple algorithm for calculation of the influence of the Marangoni effect on the mass transfer coefficient is proposed [16]: 1. Determination of B by Eq. (5); 2. Determination of n by Eq. (11); 3. Determination of Ma after Eq. (4); 4. Determination of Mae using Eq. (10); 5. Determination of n after Eq. (11); 6. Determination of R after Eq. (9); 7. Determination of kia with the influence of the Marangoni effect using Eq.(6). Experiments are carried out [25, 26] with different rectification systems, including such with a strong Marangoni effect in a pilot plant installation with a 200 mm diameter column filled up with ceramic Raschig rings and with different types of Holpack (horizontal sheet packing of expanded metal). In all cases the predicted and the experimental data are in good agreement. Proctor et al. [27] investigated the influence of Marangoni effect by means of rectification of the system n-propanol - water. This system can behave either as positive at low n-propanol concentration, or as negative at high npropanol concentrations. The investigations are carried out using various random packings from 6 to 25 mm as well as structured packings. The experimental columns have diameters of 30 mm and 150 mm. It was found that small packings show low efficiency for Marangoni negative systems due to break-up of the film of the liquid on the packing surface. In the large column,
452
however, the situation is reverse often showing better efficiency with the negative mixtures especially at heavier loading. This is connected [27] with the observation that spray and droplet formations are much more pronounced for the negative mixtures, providing extra surface for mass transfer, and hence, better mass transfer efficiency. This leads also [27] to increasing of the pressure drop at these conditions. In Fig. 4 data for the pressure drop for Norton IT structured packing with specific surface area 220 m2/m3 are presented. Pressure Drop," Water/ft (1" Water/ft = 817,2208 Pa/m)
0.35
1
1
/ /
0.3
/
/ 0.25
/
/ 0.2
•V
0.15
r i
V
0.1 /
0.05
0.5
/
1
* >•
1.5
2
2.5
F-Factor, (m/s)(kg/m3)05
POSITIVE NEGATIVE VENDOR
Fig. 4. Pressure drop in Norton IT structured packing.
A disadvantage of the investigations of Proctor et al. [27] is that the change of concentration of such systems leads also to significant changing of
453
such important properties as viscosity, diffusivity and surface tension. These changes are not taken into account and their effect is considered as additional Marangoni effect. That is why to be sure that the observed effects are connected only with the properties defining the system as positive or negative, the changing of the other system properties must also be taken into account. Nomenclature B = m y/kG / kl - gas-liquid mass transfer residence ratio; c — concentration, mol/m3; DL - diffusivity of the liquid phase m2/s; K- constant in Eq. (6); k - local partial mass transfer coefficient, m/s; M- stabilization index in Eq. (1); M- molecular mass, kg/mol; m - slope of equilibrium line; n, nj — exponents; R = kL fkl, enhancement factor; x - molar concentation, mol/mol; A - difference; S - relative thickness of the liquid film m; fiL - liquid viscosity, Pa.s; p - density, kg/m3; a - surface tension, N/m; y/ = pGML/pLMG. Superscripts 0 - absence of interfacial turbulence. Subscripts c - critical value; G - gas phase (and boundary layer); 1 - interface; L- liquid phase. •
References 1. 2. 3. 4.
C. V. Sterling, L.E.Scriven, AIChE Journal, 5,(1959)514. H. Llnde, S. Pfaaf£ CZirkel, Z. Phys. Chcm.s (Leipzig), Abt B., 225(1964)72. N. Imaishi, Y. Suzuki, M. Hozawa, F, Fuinawa, Int Chem. Eng., 22(1982) 659. Yu. N. CMmsin, V. A. Lotkhov, V. A. Maljusov, Tear. Osn. Chim Tekhnol., 13 (1979) 81 l(In Russian).
454 5. F. P. Moens, B. G. Bos, Chem. Eng. Sei., 27 (1972)403. 6. P. L. T. Brian, K. A, Smith, AIChE Journal, 18(1972)231. 7. S. Slavchev, M.Henenberg, M.A. Mendes-Tatsis, J.C. Legros, "Interfasial reology and Marangony instability", Proceedings of 9th intmationan summer schul of chemical engineering-Sosopol li-24 September 2001, Bulgaria. 8. SI. Slavtchcv, M. Hennenberg, M. Tatsis, Bulgarian Chem. Com. 33, Nr 3-4 (2001) 297. 9. Yu. N.Grimzin, S. Ya. K¥ashnin, V. A lotkov, V. A. Maljusov, Teor. Osn. Khim. Technol. 16(1982)579 (In Russian). 10. F. P, Moens, Chem. Eng. Sei,, 27(1972)275. 11. F. P. Moens, Chem. Eng. Sei., 27(1972)285. 12. U. Nitshe, P. Shwarts, V. P. Krilov, H. Linde, I Teor. Osn. Khim. TekhnoL, 19 (1985) 311 (In Rassian). 13. P. L. Brian, J. E. Vivian, S. T. Mair, Ind. Eng. Fundam., 10(1971) 75. 14. Yu. N. Grimzin, V. A. Lotkhov, V. A. Maljusov, Teor. Osn. Khim. Tekhnol.,16 (1982) 253 (In Russian). 15. J. R. A. Pearson, J. Fluid Mech. 4(1958) 489. 16. Kr. Semko¥, N. Kolev, Chem.Eng.Process,, 29, No.2, (1991) 77. 17. A. Roselo Segado, A. Martin Aguilar, J, Cota Galan, An Quim., 82(1986) 590. 18. K. Fujinawa, M. Hazawa, N. Imanishi, J. Chem. Eng. Japan, 11 (1978) 107. 19. M. W. Clark, C. J. King, AIChE J., 16(1970) 64. 20. N. Kolev, Kr. Semkov, Chem. Eng and Process., v.19 (1985) 175. 21. N-Kolev, Kr. Semkov, Verfahrenstechnik, v.17, No 8 (1983), 474 22. Ya. D. Zelvenski, A. A. Titov, V. A. Shaligin, Khim. Promst., 10(1966)771 (In Russian). 23. L. M. Pikkov, L. M. Rabinovich, Teor. Osn. Khim, Technol., 23(1989) 166 (In Russian). 24. M. G. Slinko, V. Y. Dilman, L. M. Rabinovich, Theor Osn. Khim. Tekhnol., 17(1983)10 (In Russian). 25. N. Kolev* Kr. Semkov, Chem.Eng.Process., 29, No.2 (1991)83. 26. Kr. Semkov, Ph.D. Thesis, Cent Lab. Chem. Process Fundam., Bulgarian Acad. Sci, Sofia 1981. 27. S. J. Proctor, M. W. Biddulph, K. R. Krishnamurty, AIChE Journal, Vol. 44, No 4(1998)831.
455
Chapter 5
Mass transfer in packed bed columns accompanied by chemical reaction 5.1. Basic statement Very often the mass tansfer processes in the packed bed columns in case of absorption, as well as in rectification are accompanied by different chemical reactions. In this chapter their influence on the mass transfer process and also the methods for calculation of these apparatuses accounting for the chemical reactions are shortly considered. The basic theory of the mass transfer accompanied with chemical reaction is presented in the books of Astarita [1] Danekwerts [2] and Zarzyeki and Chacuki [3]. Principally the chemical reaction can take place in each of the phases, gas and liquid. Because it is usually in the liquid phase, later we consider more detailed this case. The model of mass transfer presented in Chapter 1, Eqs. (165) to (168), can be used also for calculation of processes with chemical reaction by correcting the liquid-side partial mass transfer coefficient with the influence of the chemical reaction on it. Practically, the theory on the area of mass transfer with chemical reaction is dealing with that correction. In this chapter only the main part of the theory is presented. For more information the cited books [1-3] can be used. The mass transfer with chemical reaction in the liquid phase has the following stages. 1. Diffusion of one or more components from the gas bulk to the gas-liquid interface. 2. Diffusion of the reactants from the interface in the liquid phase. 3. Chemical reaction in the liquid. 4. Diffusion of the reactants and the products of reaction in the liquid phase. In all cases the concentration gradient or, more precisely, the chemical potential of the respective components is the driving force of the mass transfer process. Very useful value in considering of the chemical reaction is the so called reaction time defined by the equation
456
Tr=(CL-C*)/r.
(1)
r is the reaction rate, Q- the real concentration of the reaetant and C*- the equilibrium concentration of the reaetant. For a simple first order reaction with a rate constant fa the reaction time is: tr=l/krl
(2)
Physically the reaction time is the time for passing of the reaction. For all other cases, except for first order reaction, the reaction time is depending on the reaetant concentrations because the reaction rate depends on them. By analogy with the reaction time, from the models of Higbie [4] and Danckwerts [5], a diffusion time tD can be calculated.
(3) Di is the diffusivity in the liquid phase in m2/s, and ki- the liquid-side controlled partial mass transfer coefficient in m/s. From the comparison of the values of Di and ki for different systems, it can be seen that the value of tD changes in a small interval. On the contrary, the reaction time can be changed in a very wide range, not only because of the diversity of the chemical reactions, but also because their rate is strongly dependent on the temperature. The third characteristic time important for the influence of the chemical reaction on the mass transfer is the time really accessible for the reactionta. This accessible time is the time through which the liquid phase stays in the mass transfer apparatus while the considered reactions take place in the liquid phase. When
the influence of the chemical reaction can be not taken into account and the process can be considered as pure physical mass transfer.
457
5.2. Reaction-diffusion equations in case of reaction in the liquid phase The diffusion equation taking into account the rate of chemical reaction can be written based on each of the mass transfer diffusion models. The most of the investigations in this area are carried out by means of the penetration models, and first of all using the model of Danekwerts [5]. As mentioned in Chapter 1 (1.5.2.2.3), these models take into consideration in the best way, up to now, the influence of diffusivity on the mass transfer rate. The differential equation of the penetration theories in presence of chemical reaction is the following
(4,
where U^, is the diffusivity of the component " f in the liquid phase in m2/s. It is easy to see that at r=0 Eq. (4) is transformed to the equation of nonsteady-state diffusion. It is mentioned [1] that equation (4) is valid strictly when the curvature radius of the liquid surface is quite greater than 0.01 mm, but that condition is practically fulfilled in all important cases. The boundary conditions of the equation, in the simplest case with only two reactants, are: for the absorbed component
x = 0,Cl=Cl'
(5)
for the second reaetant X
= Q,^1L
=
0.
(6)
ax x is the coordinate perpendicular to the liquid surface; CL - real concentration of the reactant on the interface, mol/m3; Cj,- concentration of the second, not volatile reactant b in the liquid in mol/m3. Equations (6) take into account that at the boundary between the liquid and the gas phase no mass transfer of the component b lakes place. Sherwood and Wej [6] have found that for the ion components the driving force of the mass transfer is not adequate to the concentration gradient,
458
and that is why for this case it is possible that at existing of concentration gradient, no mass is transferred. The explanation of this fact is that theoretically the driving force of the mass transfer processes is not the concentration gradient but the gradient of the chemical potentials. According to the penetration models at
C = C 0 and C 4 = C M .
(7)
Co and CM are the concentrations of the transferred and of the second component in the liquid bulk. The second boundary condition is at x-»oo,
C = C0',dC/dx = 0
(8)
Cb=Cb0,dCb/dx
(9)
=0
Compared to the mass transfer rate, the chemical reactions can be divided into slow, fast, and instantaneous. All these types are discussed later. 5.2,1, Slow chemical reaction In many practical cases Q, is many times greater then Cg. It is because Co is always smaller than Cg' and that Co' is usually a small value. On the other side, Cb is the concentration of the reagent in the bulk of the liquid which is usually great. Except for very fast reactions, it can be assumed that Q,=C» for the entire liquid phase. That is why the reaction rate is a function only of CL. This gives the possibility to write equation (4) as follows:
OX
OT
459
Integration of equation (10) is possible only for simple types of functions r(Ci), but asymptotical solutions can be principally obtained for any type. dC dC Both terms, —— and r(Ci), are positive. The first term, ——, is dt dt decreasing with time, being infinity at the interface at f = 0. The second term, r(Ci), increases with time and with Q,. At Co = CL (the reaction is fast enough for maintaining equilibrium concentration of the absorbed component in the liquid bulk) obviously r(Cj) =0 at t = 0. That is why at short time the process BC is limited by —— and at long time- by r(Ci), According to equation (1) the dt
reduction of the chemical reaction rate leads to increasing of the reaction time, i.e. leads to practical elimination of r(Ct) in comparison with ——, From these dt
considerations it follows that at slow chemical reaction, low r(Ci), the process is practically determined by the mass transfer, or (11) hi, is the liquid-side controlled mass transfer coefficient in presence of chemical reaction. 5.2.2. Fast chemical reaction In this type of reaction, the reaction time is many times lower than the diffusion time and the reaction is fast enough to ensure that an appreciable fraction of the absorbed gas is reacting in the diffusion boundary layer. The concentration of the unreaeted dissolved gas in the bulk of the liquid is negligibly small (in the case of irreversible reaction) or close to equilibrium (in the case of reversible reaction). The cases of first order chemical reaction for irreversible and reversible processes are especially important in practice. 5.2.2.1. First order irreversible reaction The kinetic equation of the first order chemical reaction is: r=K,CL
(12)
460
When the concentration of the absorbent in the diffusion boundary layer is practically constant, any second order reaction A+B=C with a rate r=krll.CACB
(13)
can be considered as pseudo first order with a rate constant KI=KIICB-
(14)
To take easier into account the influence of the hydrodynamics on the mass transfer with chemical reaction, the enhancement factor
(15)
is used. By solving the differential equations of the mass Iransfer with chemical reaction for this case, using the model of Danckwerts [2], the following equation for calculation of % is obtained
(16) where
For great values of a, for example a >S, the value of a and % are practically equal, or
461
(18)
The difference in the results obtained by the various mass transfer models [4, 5, 7 and 8] is not greater than 20% [9, p. 133]. Since the model of Danekwerts [5] is well grounded, and the form of equation (18) is simple, the solutions of the other models are not considered here. 5.2,2.2. First order reversible reaction If in tihe liquid phase a reversible first order reaction takes place the enhancement factor determined using the Danekwerts model [2] can be calculated by the following equation:
(
ey
K
jl
g(l 3 (l
+
Ke)/Ke K)/K
where K* is the equilibrium constant of the chemical reaction. A comparison shows that the difference between the values of X calculated on the base of different models is not greater than 5% [9, p. 137]. It is easy to see from equation (19) that for Kg = 0, which is corresponding to physical absorption, % = 1. It can be shown also that ifj£—»ao, that is if the chemical reaction is irreversible, equation (19) is transformed to (18). In the calculations using equation (19), the real concentration of the free absorbed component is used. The usually obtained equilibrium data are for the total concentration of the transferred component. With them the apparent partial mass transfer coefficient k^ must be used, calculated by the equation:
(20)
5.3. Chemical reaction in the gas phase The number of the absorption processes where the chemical reaction in the gas phase is important for the whole process, or even limiting it, is very
462
small. Among the important technological processes only the absorption of nitric oxides from gases containing NO, NO2 and O2 is of this type. Because the process is limited by the chemical reaction in the gas phase, the influence of the gas and liquid partial mass transfer coefficients and of the effective surface area in this case is not especially important. That is why the requirement to the packing for this process is to have a large void traction and to be corrosionproof. Since the absorption of nitric oxides in the modem industrial systems is not carried out in packed bed columns, these problems are not considered here. More information on this area can be found in [9]. 5.4. A possibility to calculate a packed bed column in case of chemical reaction by means of experimental date There are a lot of absorption processes in which the process at different parts of the packing is depending, more or less, on the mass transfer in the gas phase, the mass transfer in the liquid phase, and also on the rate of the chemical reaction. The partial mass transfer coefficient in the gas phase can be easy determined. In the liquid phase there are great problems to determine exactly the diffusion coefficients of all the components at very high concentrations, respectively at very great ionic force, which is often the case in absorption accompanied with chemical reaction. At this condition the calculation of the chemical reaction rate is also difficult. At the same time in case of uniform distribution of both phases over the column cross-section, considered in Chapter 8, the efficiency is independent of the column diameter. In such cases it is easier and more reliable to determine the packing height experimentally, having in the pilot plant the same packing, and the same other conditions like in the industrial column. Two types of investigations are possible: 1. Studying directly the influence of the packing height on the outlet concentration of the purified gas; 2. Carrying out the experiments in a preliminary chosen small height of the packing, and using a mathematical model based on the experimental data to calculate the industrial apparatus. The only disadvantage of the first possibility is that it needs packing height equal to that in the industrial column, which in some cases is very big. The second possibility is theoretically more complicated, but it is quite cheaper and gives greater possibilities for prediction. That is why this possibility is considered [10] below. The absorption of SO2 from flue gases by the WellmanLord method [11,12] is used as an example. The method is based on the reversible chemical reaction:
463
S0 2 + Na2SO3 + H2O = 2 NaHSQ3 The flue gases are treated with saturated NajSOj water solution. The obtained solution of NaHSOj is evaporated. The obtained SO2 is leaving the evaporator with the water vapours. After condensation of the vapours, the pure SO2 can be liquefied or used for production of sulphuric acid, sulphur and so on. The obtained N&2SO3 crystals are dissolved in the condensed water and used again as absorbent. The steam consumption for the evaporation, about 12 t/t of SO2, for the classical method [11, 12] is determined from the water content in the solution saturated with SO2. The last is determined from the solubility of NajSOj.in water. Having in mind that NaHSC>3 is more soluble than NajSOj, calculated per Na ion concentration, it is offered [13] to saturate additionally with Na2SO3 the absorption solution, partially saturated with SO2 in the column. This leads to reduction of the steam consumption from 12 to 8 t/t SO2. The method [13] requires dividing the packing into two beds, before and after the additional saturation of the absorbent with Na2SOs. The model experiments [10] are carried out to obtained data for calculation of the packing height for operation at a pure eountereurrent flow. From the mass balance it can be easy calculated that at low initial gas concentration and high solubility of the absorbed gas in the liquid phase, the liquid superficial velocity should be extremely low. At such conditions the effect of the axial mixing in title liquid phase is usually significant. The considered method, based directly on experimental data, must not take again into account the effect of this mixing. A honeycomb packing made of sintered PVC is used [10]. It has a large effective surface area at extremely low liquid superficial velocity (packing No 8 Table 49, Chapter 3). The equilibrium in this case can be calculated by the equation of Johnstone [16]: P$o3 = M.(2R-1)2XW/(1-M),
(21)
where Pso^ is the equilibrium partial pressure of the sulphur dioxide in bar; R- ratio of the total concentration of sulphur dioxide in the solution to the concentration of sodium cations; Xyr relative concentration of sodium cations in the solution in kmol/kmol H2O. The value Mis given by the expression: logM = 3.644 - 1987/T,
(22)
464
where Tis the absolute temperature in K. Based on the stoichiometry of the absorption process and the basic mass transfer equation, besides equations (21) and (22), the mathematical model of the process includes also the relations following from the mass balance:
*>
J
uau, = KGae(CGSO3
r
~ CSO2 )
d h
•
(23)
(24) (25) dGw = G^dC^o ;
(26) (27)
(28) dC^;
(29) .a?,'
(30;
(32) Because of the low concentration of sulphur dioxide in the gas flow, the process can be considered as isothermal one. The boundary conditions of the set of differential equations are the flow rates and the concentrations of the streams at the one end of the packing and the gas phase concentration at the other end.
Ath = 0
465
*wg ' ^-"GSDj ~ ^GSQjfl"
(34)
Ath^H
where Gw is the liquid superficial velocity in mol water/(m2s); CtfaifSOi ' concentration of NaHSO3 in the absorption solution in mol/mol water; CNaHSOie - end concentration of NaHSOj in the absorption solution in mol//mol water; CNa SOi - concentration of Na2SO3 in the absorption solution in mol/mol water; ^-ito2s0j«' m& concentration of Na2SC>3 in the absorption solution in mol/mol water; CQSO
- concentration of SO2 in the gas flow, mol/m3;
Cso - concentration of SO2 in the gas flow, mol/mol gas; inlet concentration of SO2 in the gas flow, mol/m3; Q H - outlet concentration of SO2 in the gas flow, mol/m3; - concentration of the total SOj in the absorption solution in mol/mol water; CSOi - equilibrium concentration of sulphur dioxide mol/m3gas; CNa - concentration of Na ions in the absorption solution in mol/mol water, dGso - molar quantity of the absorbed SO2 per one second, per packing volume with a height dh and a cross-section of 1 m2; H- packing height, m; h- packing height, axial coordinate, m; Kca,s- volumetric mass transfer coefficient in s'1; Wo- inert gas flow velocity calculated at the temperature and the pressure in the packing, m/s; It must be mentioned that in [10] an omission is made which is corrected in this chapter. The solving of the system, after turning the differential equations into finite-differences ones, by means of a special computer program is a routine
466
operation. The program includes also the balance equations accounting for the change of the gas and liquid superficial velocities because of SO2 absorption. As a result of the calculations, the searched packing height is obtained at which the desired final concentration of sulphur dioxide in the gas phase is reached. The greatest difficulty for the model application is the determination of the mass transfer coefficient. Since the process is absorption accompanied with a fast or instantaneous chemical reaction [10], the diffusion resistance of the gas boundary layer is considerable. In this case, we have reasons to consider it determining, i.e. the absorption is controlled entirely by the gas phase only at very low concentrations of sulphur dioxide in the gas flow, and very high concentrations of sodium sulphite in the liquid, that is, conditions at which the absorption is practically a nonequilibrium process. On the basis of literature information, it cannot be predicted precisely at what concentrations of the gas and liquid the mass transfer coefficient will not be equal any more to that for the gas boundary layer, and how will it change along with the saturation of the solution with increasing the concentration of the sulphur dioxide in the two phases. This problem is related to the lack of reliable equations for estimating the diffusion coefficients of the liquid phase ingredients in the case of highly concentrated multi-component systems with high ionic strength. The situation is additionally complicated because of the very low liquid superficial velocity at which the influence of the axial mixing of the liquid phase is substantial. On the basis of the above mentioned, it is decided [10] to determine the equation of the mass transfer coefficient in the form of the following relation:
KGa/KGae=f(CSO2
/CMazSOJ;
(36)
where Kaa is the volumetric mass transfer coefficient under this condition and mass transfer controlled entirely by the gas boundary layer. The relation is univocal only for a given packing, gas velocity, and superficial velocity of the liquid. Having in mind the small number of suitable packings and that the packing should operate at its optimum gas and liquid superficial velocities, the restrictions mentioned above are not very significant from a practical point of view. In order to determine the form of equation (36), experimental data are needed. The experiments are carried out in a packed column with dimensions of the cross-section 224 x 172 mm. The packing height is 700 mm, its specific area -359 m2/m3, and its void fraction - 0.83 m3/m3. The height of the elements is 50 mm. The investigation is carried out at different concentrations of sodium
467
sulphite and hydrosulphite in the absorbent at the inlet of the apparatus and at different concentrations of sulphur dioxide in the gas phase. The gas and the liquid superficial velocities are 2.16 m/s, and 0.5 m3/(m2h) respectively. On the basis of the experimental results and the developed computer program, the following parameters are determined: the ratio of the total mass transfer coefficient in the packing to the coefficient of gas-controlled mass transfer and the integral mean value of the ratio of sulphur dioxide concentration in the gas phase to the sodium sulphite concentration in the solution. In fact Kca/Kcae is determined as a ratio of the real packing height to that determined after replacement of Kcae in the computer program with Kca. The value of the latter is taken from [14], where it has been determined at absorption of ammonia, after a correction taking into account the difference between the diffusion coefficients of ammonia and sulphur dioxide. The experimental results are given in Table 1. The relation of Y = Kcaf Kaae to X = Q?SD ^Na so m logarithmic coordinates is given in Fig. 1. It can be seen that for values of X smaller than 0.02, F=l, i.e. the mass transfer is controlled entirely by the gas boundary layer. The increasing of the value of X leads to a considerable decrease of the concentration of sodium sulphite at the interface surface, which leads to a decrease of the mass transfer rate, connected with the increase of Y. After the abrupt increase of Y due to sodium sulphite deficiency at the interface surface, a region of a smoother increase of its value follows, due to the additional decrease of the sodium sulphite concentration at the interface surface. After processing the experimental data, the following equation has been obtained: igY^O. 96562+1.965Q8.lgX+2.615916. (lgX)3+L 4351595416(lgX)3+ +0.2161198772,(lgX)4.
(37)
The line in Fig. 1 is drawn by means of equation (37). The usage of parameter F in the computer program for calculating the total mass transfer coefficient provides the possibility for determining the packing height for a desired degree of absorption. In order to show the advantages of the new packing application, calculation data for its implementation in a 75 ton steam producing boiler [10] are given below. Before passing into the absorber, the gases for purification from sulphur dioxide are preliminary cooled in a second generation system with contact economizers [15]. Their purpose is to cool the gases before the absorber utilizing their waste heat for district heating. The investigations on industrial systems of this type of economizers show that the flue gases temperature after
468
them varies from 30 to 40°C. Because of that, the results given below are determined at inlet temperature of the flue gases in the absorber equal to 40 "C. The quantity of the treated flue gases at this temperature is about 75 000 m3/h. At gas superficial velocity equal to 2,16 m/s the cross-section of the apparatus is 9.652 m2. At initial concentration of sulphur dioxide equal to 0.3 % and degree of absorption equal to 98 %, the total height of the packing is 2,59 m, divided into two parts, upper bed of 1.95 m and lower bed of 0.64 m. The calculations are made at the following concentrations of the flows: For the upper bed: Inlet concentrations: sulphur dioxide- 0.17%; sodium sulphite- 20%; sodium hydrosulphite- 2%, sodium sulphate- 5%. Outlet concentrations: sulphur dioxide- 0.006%; sodium sulphite- 8.44%; sodium hydrosulphite- 21.08%, sodium sulphate- 5%. For the lower bed: Inlet concentrations: sulphur dioxide- 0,3%; sodium sulphite- 17.6%; sodium hydrosulphite- 18.97%, sodium sulphate- 5%. Outlet concentrations: sulphur dioxide- 0.17%; sodium sulphite- 8.329%; sodium hydrosulphite- 34.27%, sodium sulphate- 5%. 8 7
• /
5 4 3 2
1 0.01
0.02
0.04
0.06
0.10
0.2
0.4
0.6
1.00
X Fig. 1. Relation of the parameter Y, equal to the ratio of the total mass transfer coefficient to the gas-controlled mass transfer coefficient, to the parameter X, equal to the ratio of the concentration of sulphur dioxide in the gas phase to the concentration of sodium sulphite in the liquid.
The packing pressure drop proposed for the whole packing height, at a gas superficial velocity of 2.16 m/s according to our investigations, is 26 mm water column. Because of this small pressure drop, the changing of the pressure is not taken into account in the mathematical model.
469 Table 1. Inlet concentration
mol/irI ' X I O 3
Concentration
Solution
Met
8•>o2
density
temperature
mol/m3 xlO5
kg/m3
°C
,c c
NasSO3
Na2SO3
NaHSO3
Inlet
Outlet
Inlet
Outlet
Solution
Air
1.5
0.042
2.54
0.551
1227
1213
18 J
19.5
0.986
0.0148
1.18
0.071
3.56
0.919
1203
1219
18
20
1.11
0.0247
1.10
0.140
4.45
1.90
1198
1168
19
21
1.80
0.0407
1,10
0.097
5.14
2.44
1183
1166
14
15
2.00
0.0546
0.61
0.101
8.41
5.05
1114
1117
19
21
2.92
0.265
0.58
0,081
8.58
5.23
1105
1113
19.5
22
2.92
0.332
0.36
0.239
10.4
8.38
1105
1097
18
20
6,36
0.805
The above mentioned packing height is a bit higher. Since the diffusion coefficients in the gas and liquid phases increase with the temperature, the overall mass transfer coefficient also increases. This increase is not taken into account in the calculation of the packing height. In this case the coefficient value obtained at about 20 °C is used. Nomenclature Ci- real concentration of the reactant in the bulk, mol/m3; CL - real concentration of the reaetant on the interface, mol/m3; C*- equilibrium concentration of the reactant, mol/m3; Cj- concentration of the second reactant in the liquid, mol/m3; Co and CM are the concentrations of the transferred and of the second component in the liquid bulk, mol/m3; CNaHS(xe - end concentration of NaHSOs in the absorption solution in mol/mol water, CNa so
- concentration of NaaSO3 in the absorption solution in mol/mol water;
CNa SOe- end concentration of NajSOj in the absorption solution in mol/mol water; CGS0 - concentration of SO2 in the gas flow, mol/m3; CGSO 0 - inlet concentration of SO2 in the gas flow, mol/m3;
470
CGSO H - outlet concentration of SO2 in the gas flow, mol/m3; - total concentration of the SOa in the absorption solution in mol/mol water; Cso
- equilibrium concentration of sulphur dioxide mol/m3;
CNCT concentration of Na ions in the absorption solution in mol/mol water; Di- diffusivity in the liquid phase in m2/s; DLr diffusivity of the component " f in the liquid phase in m2/s; dGso2- molar quantity of the absorbed SO2 per one second, per packing volume with a height dh and a cross-section of 1 m2; H- packing height, m; h- packing height, axial coordinate, m; Kgae- volumetric mass transfer coefficient in absorption of SO2 for the Wellman-Lord process, s"1; Kca- gas-side controlled volumetric mass transfer coefficient, s"V Zg- equilibrium constant of the chemical reaction; kri- rate constant for first order reaction; ki- partial mass transfer coefficient for the liquid phase, m/s; fea- apparent liquid-side partial mass transfer coefficient in case of chemical reaction, m/s; kir partial mass transfer coefficient for the liquid phase for mass transfer accompanied with chemical reaction in the liquid, m/s; L- liquid superficial velocity, m3/(m2s); LQ - liquid superficial velocity liquid superficial velocity at the end of the packing, m3/(m2s); r - reaction rate, mol/(m3s); Wo- inert gas flow velocity calculated at the temperature and pressure in the packing, m/s; gas flow velocity in m/s;
Xw- relative concentration of sodium cations in the solution in kmol/kmol H2O. x- coordinate perpendicular to the mass transfer surface; pi - density of the liquid phase in kg/m3; % - enhancement factor; ra - time really accessible for the reaction, s; TD - diffusion time, s; Tr - reaction time, s;
471
Indices i — number of the component; L- liquid phase; •
Reference 1. G. Astarita, Mass transfer with chemical reaction, Elsevier Publishing Company, Amsterdam- London- New York (1967), 2. P. V. Danekwerts, Gas-liquid reaction, McGraw-Hill Book Company, New York, St. Louis, San Francisco, London (1970). 3. R. Zarzyekt, A. Chaeuki, Absorption, Elsevier (1993). 4. R, Higbie, Trans. Amer. Inst Chem. Engrs. 31(1935) 365-89 5. P. V. Danckwerts, Ind. Eng. Chem. 43(1951) 6,1460-7. 6. T. K. Sherwood, I. C. Wej, Am. Inst Chem. Eng. J. 1 (1955)522. 7. W. K. Lewis, W.G. Whitman, Principles of gas absorption, Ind. Eng. Chem. 16, (1924) 12, 1215-20 8. W. G. Levich, Physico-chemical hydrodynamics, Fismatgis (1959) (in Russian). 9. W. M. Ramm, Gas absorption, Himia, Moskva 1966 (in Russian) 10. N. Kolev, E. Razkazova-Velkova, Vol. 31, No 3 /4 (1999) 392-402,. 11. U. Neuman, VDI-Berichte 495, VDI-Verlag GmbH, Duesseldorf, (1983) 107-114. 12. J. E. Wiliams, D.R. Kenneth, Flue gas desulfliriyation system capabilities for coalfired steam generators, Volume II. Technical report, U.S. Environmental protection agency, EPA-600/7-78-Q32b, March 1978. 13. N. Kolev, R. Billet, R. Darakehiev, Kr. Semkov, K. Iovchev, Method for gas purification from SO 2 , Bulgarian patent No 78217 / 28.01.1987, (in Bulgarian). 14. N. Kolev, E. Razkazova-Velkova, Chem. Eng. and Process, 40 (2000) 471-476. 15. N. Kolev, R.Darakehiev, Kr.Semkov, Systems Containing Contact Economizers for Flue Gas Heat Utilization, Energy Efficiency in Process Technology, Vouliagmeni (Athens), Greece, 19-22.10.1992, Commission of the European Communities. 16. H. F. Johnstone, H. J. Read, H. C. Blankmeyer, Ind. Eng. Chem. 30, Nol (1938) 101.
472
Chapter 6
Fouling on packings 6.1. Introduction The main disadvantage of Hie packed bed columns Is that they are not proper to operate effectively In case of fouling. This phenomenon can be defined as undesirable formation and accumulation of solid phase on the packing surface. There Is always a competition between adhesion and removal forces. Because of the fouling, such important for the industry processes as purification of flue gases from SO2, using CaCC>3 or Ca(OH)2 suspensions are carried out in spray absorbers Instead in packed columns [1] which are more effective. Other Important process with great fouling problems is the purification by steam stripping of waste waters from antibiotic and similar plants [2, 3]. There are two reasons for the fouling in this case: 1. Coagulation of the proteins contained as colloids at heating of the water; 2. Coagulation of other substances contained in the waste water at reduction of the concentration of the volatile solvent by the stripping process. The losses caused by fouling are estimated [4, 5] in lots of millions of DM (respectively Euro). Heberle and Schaber [1] mentioned the following fouling mechanisms: crystallisation, reaction, sedimentation, corrosion and biological fouling. Usually in practice a combination between different mechanisms takes place. 6.2. Experimental results In their investigations Heberle and Schaber [1] introduce a fouling factor RF(t) defined by the equation:
473
where AP is the pressure drop of the irrigated packing without any fouling and APf(t) the pressure drop with fouling obtained after time t. The advantage of this way of measuring of the fouling is the possibility easily to compare the fouling obtained by different systems and mechanisms. Its disadvantage is that, the fouling factor thus caleulated, must depend not only on the quantity of solid phase soiling the packing but also on the liquid superficial velocity and liquid viscosity. The reason for such dependence will be discussed later. The investigations are carried out in a 150 mm diameter column filled with plastic Hiflow packing Type 15 PP, in which a suspension of Ca(OH)2 or CaCO3 is circulating by means of a circulation pump. The gas, mixture of air and COa with a constant concentration for each experiment, is preliminary humidified in an additional packed column, to prevent evaporation in the investigated apparatus. The distribution of the particle size is presented in Fig. 1. IUU
80
4
3S 80
i
"S 70
160
3 50 M
"S30 I 20 ^ 10 1
Particle size, fj,m
10
4 '
0.1
. . .
../.„
CafOHfa «
1
10
Particle size, pj,rn
Fig. 1. Particle size of suspension of the CaCO3 (left) and Ca(OH)2 (right).
The results obtained in case of 5% CaCOj suspension and very low CO2 concentration show, that at gas superficial velocity Wo=O.5 m/s after 96 h, respectively 340 h the increasing of the pressure drop is less than 8%, i.e. in case of a saturated gas flow the precipitation and crystallization can be practically neglected. The results obtained when these processes cannot be neglected are presented in Figs. 2 to 4. The data, Fig. 2, show that for the "nonreactive" system CaCCVair/COa [1] after 285 h the fouling factor increases to 1.8, Le. the pressure drop is increased with 80%. The comparison of these data with the experiments at very low CO2 concentration of the gas phase shows that this system even at eoncentration of CO2 equal to 350-400 ppm cannot be considered any more as nonreactive one. The reason is that at this condition H2CO3 obtained from the carbon dioxide dissolves by the equilibrium equation
474
H2CO3+ CaCO3 = Because the reaction is equilibrium the obtained Ca(HCO3)2 can be transformed again to CaC(>3.
•s
100
SO
ISO
200
Time t, h
Fig. 2. Fouling factor versus the experimental time at gas superficial velocity w8 = 0.5 m/s, liquid superficial velocities £=16.98 m3/(m2h), fCaCOHM = 3.5%, [CaCO3] = 5%. L = lSJ8mm L L = S5B,2B mfli L = 2 8 . 2 9 nv'h
'
*
•
•
*
L-aMimft 2
1
• •
^
•
= 38.81 ntfh
t
.a
A £5^
•
ii
i
i
* %?
'0 m 1?
4
e
10
Time t, h
Fig. 3. Fouling factor versus ike experimental time in case of suspension of 3.5% CaCOH^ at gas superficial velocity w0 = 0.5 m/s, initial CQj concentration in the gas phase y^CO^=2QQQ ppm and different liquid superficial velocities L.
In case of Ca(OH)2 suspension at the lowest CO2 concentration after 100 h the pressure drop increases 3.8 times. At 2000 ppm CO2 concentration only for 25 h the fouling factor reaches to 9.2.
475
The data about the fouling for the system Ca(OH)2 in case of y(COj) equal to 350-400 ppm show, that after about 30 h the inclination of the curve is strongly deducted. By simple calculations, for this time a great part of the Ca(OH)2 in the suspension is transformed to CaCOj. Fig. 3 presents the influence of the liquid superficial velocity in case of absorption of CO2 from Ca(OH)2 suspension. It is seen that with increasing of the liquid superficial velocity from 16.98 to 28.29 the fouling factor slightly increases and after that obtains one and the same value for both of the flow rates. It is interesting that the increasing of the liquid superficial velocity leads to reduction of the fouling factor. This means that with increasing of the liquid flow rate the precipitation of solid phase on the packing area is reduced. Grosserichter and Stichlmair [6] explain this fact assuming that the increasing of liquid velocity can lead to washing out of a part of the already generated solid phase from the packing surface area. w o =0.5m/s O wn=1.0m/s *
45
o
I I o
o•
o •
o *
o •
.*.§,
6
4
10
Time t, h Fig. 4. Fouling factor versus the experimental time in case of suspension of 3.5% Ca(OH)2 at initial COj concentration in the gas phase y(COj)=2000 ppm, liquid superficial velocities £=16.98 m3/(m2n) and different gas superficial velocities.
The results presented in Fig. 4 show, that the increasing of the gas velocity at absorption of CO2 in suspension of Ca(OH)2 leads to reduction of the fouling factor. No explanation of this fact is given. Maybe it is connected with some increasing of the effective surface area by increasing of the gas velocity. If it is so, the explanation can be the same as that for the increasing of the liquid superficial velocity. Grosserichter and Stichlmair [6] investigated the fouling caused by crystallization of NaCl from a saturated solution evaporated in the packing by dry air fed in the column. In Fig. 5 and Fig. 6 the crystallization fouling on a single plastic Pall ring, respectively on a random packing of the same type is
476
presented. Experiments with a single packing element and with random and structured packings of different materials are carried out [6]. The characteristics of the investigated packings are presented in Table 1. The experimental installation is presented in Fig. 7.
Fig. 5. Crystallization fouling on the surface of a single Pall ring (left side) and the same Pall ring before the fouling (right side).
Fig. 6. Crystallization fouling on a random packing.
477
Fig, 7. Scheme of the experimental installation.
478 Table 1. Characteristics of the packing investigated by Groberichter and Stichlmair [6] Manufacturer
Name
Material
Specific surface
Sulzer
Plastic Mellapak2S0.Y
PP
250m z /m 3
Sulzer
Mellapak250.Y
Steel
250 m2/m3
Sulzer
Mellapak 350.Y
Steel
350m z /m 3
Sulzer
Gauze packing BX
Steel gauze
500 m2/m5
Sulzer
Gauze packing BX
Plastic fibre gauze
500m2/m3
QVF
Dura-Pack
Glass
300 m2/m3
The column, made of glass, has a diameter of 150 mm. It consists of 10 sections with a height of 150 mm each. Between these sections nozzles for pressure drop measurements are mounted. The gas stream (dry air) is fed into the column before the packing support. The saturated air leaving the packing is led through a demister to separate small droplets from the gas flow. The liquid circulates from a heated tank to the top of the column. There it is supplied to the packing through a perforated distributor. At the bottom of the column the liquid is recollected and fed back into the tank. This tank serves as a settler of the salt deposits and also to compensate the heat losses caused by the evaporation keeping constant initial liquid temperature. The experiments are carried out as follows: 1. The dry pressure drop of the packing at Fa-factor FG =3 Pa° s is measured; 2. At constant liquid superficial velocity between 10 and 54.8 m3/(m2h) and FG factor F(f=l Pa 5, 1390 g of water are evaporated, which corresponds to deposition of 500 g salt. After a constant drying time of 30 min the pressure drop at Fa =3 Pa os is measured again. In Fig. 8 the amount of salt deposits on the single rings of different materials versus the time at a liquid load of 40 m3/(m2h) is presented. The changing of the pressure drop of the steel Mellapak 350Y packing in the different sections is presented in Fig. 9. The relative wet, respectively the relative dry, pressure drops of the investigated packings are presented in Figs. 10 and 11.
479
20 30 Operating time, min
40
5D
Fig. 8, The amount of salt deposits on the single rings of different materials versus the time at a liquid load of 40 m3/(mzh). 25
20 -
or
Sulzer Mellapak 350Y steet gas had F = 1Pa o s liquid load L = 20 ma/(mah)
15 •
10 "
I 5 -
20
40
80 80 Opsmting time, min
100
120
140
Fig. 9. Development of pressure drop of steel Mellapak 350Y in the different sections versus the fouling time.
480
There AP is the pressure drop of the irrigated packing without fouling in Pa; AP0 - the pressure drop of the dry packing without fouling in Pa; APf- the pressure drop of the irrigated packing with fouling in Pa; APjo - the pressure drop of the dry packing with fouling in Pa. It is seen from the comparison of the results for the different packings presented in Fig, 10, that both gauze packings show a strong pressure drop increase during the operation. The steel gauze packing plot, in particular, displayed an almost constant increase vs. liquid load. The plastic fibre gauze packing ranged in about the same order of magnitude for a liquid load of less than 30 m3/(m2h). With higher liquid loads, a significant fraction of the deposit is washed out of this packing. For liquid loads below 30 m3/(m2h) the other four packings show nearly identical behaviour. 10 9 8
7+
• • • V • •
Sulzer Mellapak N 250Y PP Sulzer Mellapak 250Y steel Sulzer Mellapak 350Y steel QVF Durapaok glass Sulzer gauze packing BX steel Sulzer gauze packing BX textile
gas toad diameter of column height of packing
F = 1Fa t t S D=150mm H = 1800 mm
5 •
10
20
30 40 Liquid load, frfi(m2h)
Fig. 10. Relative wet pressure drop versus Ifae liquid superficial velocity.
50
481
f
A
• e
Sutzer Mellapak N 250Y PP Sulzer Mellapak 250Y steel Sulzer Mellapak 350Y steel QVF Durapack glass Sulzer gauze packing BX steel Sulzer gauze packing BX textile
operating gas load measuring gas load diameter of column height of packing
F = 1Pa" F = 3 Pa D = 150 mm H = 1 S)0 mm
30 Liquid load,
Fig. 11. Relative dry pressure drop versus the liquid superficial velocity.
For liquid loads higher than 40 m3/(m2h), higher pressure drop increases are observed. In contrast to this, the pressure drop of the glass packing is rather constant for all liquid superficial velocities. Fig. 11 shows a smaller effect of the fouling on the pressure drop ratio. The authors [6] explain this difference with local flooding zones within the packing. Taking into account that the column (Fig. 10) operates at FG -factor equal to 1 Pa0 s that is below the loading point for the investigated packings such explanation is not very probable. 6.3. Comments about the fouling It is show in Chapter 1 and 3 that the equation of Zhavoronkov et al. [7] namely
AP =
(1-Af
(2)
482
is very proper for calculation of the pressure drop of different types of irrigated packings. Here A is depending on the hydrodynamics of the liquid phase. Theoretically, if the liquid is distributed over the packing surface area as a film with a constant thickness, A is equal to the ratio of the total liquid holdup to the void fraction. With the same assumption for the solid phase in case of fouling following the proof of Zhvoronkov et al.[7], it can be written;
(3)
where F/is the volume of the solid phase per 1 m3 of the packing assuming that the thickness of the solid phase over the hollow packing surface area is constant. Since this condition is never fully fulfilled Vf can be considered as a value depending on the fouling and characterizing its effect over the packing pressure drop. In other words, it can be used instead of the fouling factor. Eq. (3) explains easily why the ratio on the ordinate Fig. 10 is significantly greater than in Fig. 11. In addition to the explanation of Grosseriehter and Stichlmair [6] for washing out of the crystals, the reduction of the fouling by increasing of the liquid superficial velocity, especially in case of fouling of CaCO3 from suspension of Ca(OH)2, can be explained here by the following new idea. CaCO3 crystallizes on the crystal nucleus in the liquid on the gas-liquid mass transfer area, or exactly on the diffusion boundary layer, where the concentration of the CO2 is the greatest. Because of the extremely low solubility of the obtained CaCO3 at pH greater than 7, a re-crystallization of the obtained CaCO3 is practically impossible. It means that the obtaining of CaCOj in this way does not lead to fouling. Practically only by crystallization on the boundary of the packing surface with both the liquid and the gas phase, the crystals can grow directly on the packing surface, which leads to fouling. The only experimental proof of this mechanism is that it explains very well all the existing data. It will be good to prove it also by means of fully wetted packings, e.g. honeycomb packings at higher liquid superficial velocity. It is easy to see from Fig. 10 and 11 that the fouling on Sulzer Mellapak with a specific surface area of 250 m2/m3 is lower than on the same packing with an area of 350 m2/m3. It is also well known, that at the same liquid superficial velocity the liquid load per m2 for the Mellapak packing 350 Y is lower, i. e. its not wetted surface is greater. This confirms again the offered idea that the usage of fully wetted packings can lead to elimination, or to a strong
483
reduction of the fouling. Of course, this statement, which is based on the theoretical knowledge about the crystal growing, must be proved experimentally before using by the designers of industrial apparatuses. 6.4. Other possibility to eliminate the fouling or to reduce its effect Principally there are two possibilities to reduce the harmful effect of the fouling: 1, To change the packing and the liquid superficial velocity according to the idea expressed above for reduction of the fouling by usage of fully wetted packings; 2. To replace the packed bed column with an apparatus less sensitive to fouling or to make a combination of a packed bed column and such an apparatus. Later this second possibility is considered. At the beginning of this chapter it is said that one of the processes, for which the influence of fouling is very important, is the regeneration by stripping of the volatile organic solvents from waste water in the production of antibiotics and similar processes. The fouling in this case is so harmful that the effective carrying out of the process is impossible. Two installations for removal of butyl acetate and of butanol created and implemented in the industry by Kolev et al. [8, 9] are described hereafter. Before these installations in the considered antibiotic plant, a stripping pilot plant installation with a column filled with ceramic Raschig rings was built and proved at industrial conditions. Because of a strong fouling the experiments were terminated. For environment protection reasons the time for investigation, design, building and implementation in the industry of the new installations was only a few months. Therefore, the decision has been taken based only on the results from the unsuccessful pilot plant installation and on the well-known fact that the waste water contains proteins, which precipitate when increasing the temperature. The fact that at high enough velocity of the liquid in the heat exchanger no fouling exists on the heat transfer area has also been taken into account. Assuming that the fouling caused by the proteins is taking place at the temperature of their precipitation, the heat exchanger is designed in such a way that up to the temperature of precipitation the velocity is lower in order to reduce the pressure drop. After that the velocity is increased to prevent the fouling. The other assumption is that the resin-like substance observed in the solid phase in the pilot plant column, precipitates from the waste water with increasing of the volatile solvent concentration in it. On the base of these assumptions it has been decided to design the installation with two stripping apparatuses. The first of them is a hollow column with a special liquid distributor, which ensures uniform distribution in the whole volume of the apparatus. The second is a column with a Holpack packing (Chapter 3) of
484
horizontal expanded metal sheets with a given distance between them. Special deflecting rings (Chapter 8} are also used to prevent the harmful effect of the liquid phase spreading to the column wall. Other peculiarity of the treated waste water, respectively of the installation for its treatment, is that it contains some dissolved NH4, To obtain it as a concentrated ammonia solution, an additional condenser and a cooler are used. The technological scheme of the installation is presented in Fig. 12. The water subjected to purification enters the system through pipe 1 and is fed by pump 2 into the exchanger block. The latter consists of parallel identical heat exchangers 3 and 4, operating at lower liquid velocity, and the next exchanger 5 operating at two times greater velocity, preventing the fouling. The heated water enters the jet distributor of the hollow column 6. After this initial distributor, which distributes the liquid phase in the form of a cone of streams and drops, a special construction of redistributors follows, which redistributes it uniformly over the column cross-section. By the pump 7 the partially purified water is fed in the liquid distributor of the packed bed column 8. The purified hot water by pump 10 is fed in the heat exchanger block to heat the waste water entering through pipe 1.
Fig. 12. Process flow chart.
485
The steam used for stripping enters the packed bed column 8 and after an additional fine purification of the waste water enters the hollow column 6. Here the main part of the solvent, butanol or butyl acetate is stripped. Because of the lack of packing, the solid phase obtained by the stripping remains in the liquid as a suspension. The solvent vapour and a great part of the steam condense in the condenser 11. The condensate is cooled in the heat exchanger 14 and is separated to water and solvent in the separator 15. The water phase is returned to the waste water for additional stripping. The ammonia contained in the waste water is condensed together with a part of the solvent and the steam in co-current flow in the condenser 12. After cooling in the heat exchanger 17 the condensate is separated in the separator 18 to solvent (pipe 19) and ammonia water (pipe 20). All products, except for the purified waste water, are returned in the antibiotic plant. Two different installations, No 1 and No 2 are built. The results of their investigations are presented in Table 2. The principal dimensions of the column apparatuses in installations No 1 and No 2 are given in Table 3. It must be mentioned here that the described installation has been in operation already for 20 years and no fouling or corrosion problems have arisen for this time.
486 Table 2. Some results ftom studying the purification of waste waters in antibiotic production from butyl acetate and butanol Final concentration, mg/1 Sample No
Initial concentration g/1
Degree of purification,'y«
After
After
After
After
column 6
column 8
column 6
column 8
For the whole installation
Butyl acetate (Installation No. 1- Table 3)
1 2 3 4
19.6 19.6 19.6 19.6
147 175 134 160
99,25 99.11 99.32 99.18
99.25 99.11 99.32 99.18
Waste water flow rate: 28-30 m3/h Steam flow rate:1600-1650 kg/h Butyl acetate 0nstallation No. 2- Table 3) 5
5.49
29.8
0
99.46
100
100
6
5.49
15J
0
99.71
100
100
Waste water flow rate; 25-30 m'/h Steam flow rate:5200-5700 kg/h Butanol (Installation No. 2- Table 3) 7
14.0
1030
14
92.64
98.64
99.90
8
12.6
970
13
92.30
98.66
99.90
Waste water flow rate: 24-26 nvVh Steam flow rate:4600 kg/h
Table 3. Principal dimensions of the column apparatuses in the installations studied No
Apparatus
Installation 1 2
1
Diameter of the hollow stripping column, mm
1200
1200
2
Height of the mass transfer section of the hollow stripping column, mm
8000
8000
3 4
Diameter of the packed column, mm Total height of the packing, mm
800
1200
7000
4000
487
Nomenclature FG = Wg^Jfe- gas flow factor (FG = FV = F-faetor), (m/s).{kg/m3)0 s =Pa 05 ; L- liquid superficial velocity, m3/(m2h); AP - pressure drop of the irrigated packing without fouling in Pa; APa - pressure drop of the dry packing without fouling in Pa; APj - pressure drop of the irrigated packing with fouling in Pa; APf0 - pressure drop of the dry packing with fouling in Pa; APf(t) - pressure drop with fouling in Pa, obtained after time f, Rp(t)- fouling factor defined by equation (1); w0- gas velocity determined for the column cross-section, m/s; pG - gas phase density in kg/m3;
•
References 1. Heberle, K. Schaber, Chem. Ing. Techn., 73 (2001) 347. 2. N. Kolev, ILDarakchiev, Kr. Semkov, Water Research,, 30, No 5, (1996) 1312. 3. N. Kolev, R, Darakchiev, K. Setnkov, Industrial & Engineering Chemistry Research 36 (1997)238 4. H. St. Mflller-Steinhager, F. Reii, Thermische und hydrodynamische Einflusse auf die Ablagenmg suspendierten Partikeln an beheizten FlSchen, Forscsh. Ber. VDI-Reihe 19, No 40 (1990). 5. L. M. Melo, T. R. Bott, C.A. Bernard, Fouling science and technology, NATO ASI Series E: Applied Science-Vol. 154,1988. 6. D. Grosserichter, J. Stiehlmair, Trans. IChemE, Vol 81 (2003) 68-73. 7. N. M. ZhaTOronkov, M, E. Aerov, N. N. Umnic, Cairn. Prom., Nr.10 (1948) 294 (in Russian). S. N. Kolev, R. Darakchiev, Rr.Semkov, Water Research,, 30, No 5 (1996) 1312.
488
Chapter 7
Column internals The column internals are these important parts of the apparatus which are constructed to ensure proper conditions for operation of the packing. There are support plates, hold-down plates, liquid distributors and redistributors, gas (vapour) distributors, gas-liquid phase separators, and liquid collectors. As an additional type of column internals, combined devices which ensuring redistribution of the phases act also as mass transfer devices. The usage of some column internals and their application in industrial packed bed columns is illustrated in Fig. 1 [1]. Hereafter, devices from the prospectuses of some leading firms and also some constructions of the team of the author of this book will be considered as examples of column internals. 7.1. Support plates The main function of a support plate is to bear the packing bed. It must correspond to the following requirements; - High permissible gas and liquid superficial velocities, at least as high as those at the loading point of the packing in the column; - Good stability at little own weight; -Availability of different types of materials to solve different corrosion problems. -Easily installed in the column (segment construction). This requirement is especially important in case of a column operating at high pressure. In case of a column, which can be open for repairs this is not so important. The support plates can be divided into two groups: 1. Support plates for random packings; 2. Support plates for structured packings. An important representative of the first group is the Multibeam support plate type SP 1 produced by Raschig Company [1]. Its photography and draft are represented in Fig. 2 and 3.
489 Column: D < 700 m
Column: D > 700 mm
jtT
Inlet pips Distributor Typ BT-1 Hold-down plate Typ HP-1
Support plate Tjtp 8 P - 1
RS&istribytor Typ RP~1
Support plate Tj,p S P - I
Fig. 1. Arrangement of the column Internals in industrial packed bed columns [1].
The SP 1 Multibeam support plate is designed to be used in columns with diameters exceeding 1200 mm. The construction insures that the crosssection of the plate through which the gas enters in the packing, because of the inclined walls of the beams is quite greater than the column cross-section. Since exactly at the place of contact of the packing with the supporting plate, the cross-section for passing of the gas and liquid phases is the narrowest, this construction allows great gas and liquid superficial velocities in the packing. At the same time, from mechanical point of view, the construction is very strong at little weight for a given column cross-section. The minimum packing
490
dimensions for the produced constructions are 15 mm for rings and 1" for saddles. It can be used for smaller packing elements when directly on the support plate a low layer of bigger packing is placed The support plate can be disassembled into segments. The height of the produced supporting plates H (Fig. 2) is equal to 265 mm for carbon steel, stainless steel and special alloys and 300 mm for thermoplastic materials. With column diameter above 3000 mm, additional support should be provided by means of central or lateral beams. As a rule, all support plates lie on a closed support ring, which is normally welded to the column wall. In order to prevent the support plates from being lifted when there are pressure surges in the column, the former are fixed to the support ring by means of special locking devices. In addition the individual segments are bolted to one another. Multibeam support plate types SP 2 and SP 3 [1], Fig. 4 and 5 are intended to be used in columns with diameters respectively from 100 to 300 mm - SP 3 and from 300 to 1200 mm - SP 2. The principle of their construction allowing the gas and the liquid to pass trough the inclined walls of the plate is the same, as for SP 1.
Fig. 2. Multibesm support plate type SP 1 [1].
Fig. 3. Draft of Multibeam support plate typeSPl[l].
491
Fig. 4. Multibeam support plate type SP 2 and SP 3 [1].
Fig. 5, Draft of Multibeam support plate type SP 2 and SP 3 [1].
The perforation size, as this for SP 1 is appropriate for 15 mm rings and for 1" saddles or more. The weights of these support plates for standard wall thicknesses of stainless steel are presented in Table 1 and 2,
Table 1. Typical dimensions of Multibeam support plate SP 2 Inside diameter of column
Outside diameter of plate
Minimum width of support ring
Number of standard profiles
Approx. weight
mm kg
300
285
220
2
4
400
385
20
2
7
500
480
25
2
17
600
580
25
2
16
800
770
40
2
26
1000
970
40
3
31
1200
1170
40
3
45
492 Table 2. Typical dimensions of Multibeam support plate SP 3. Inside diameter of column
Outside diameter of plate
Minimum width of support ring
Overall height H
Approx. weight
mm
mm
mm
mm
kg
100
90
15
50
1
200
185
20
50
2
300
280
20
60
5
The Hexa-Grid support plate type SP-HG [1], Figs. 6 and 7 is recommended [1] for mass transfer processes, which are highly prone to fouling. They are applied, for instance, to systems tending towards polymerization which coat the surface of the support plate. The Cross-Flow-Grid support plate type SP-CF [1], Fig. 8 and 9, is consisting of criss-crossed guide elements. It ensures a high degree of solidity with a minimum material input. Other advantages of this construction are a great free cross-section on the plain of touching with the packing and better distribution of the gas phase over the cross section of the apparatus. This is a result of direction changing of different parts of the gas flow caused by different inclination of the support plate elements (see Fig. 6) [1]. The Flat Bar plate type SP-P [1], Figs. 10 and 11 consists of a frame, which lies on the support ring. It is especially proper for corrugated packings, for packings from expanded metal, and for structured packings with vertical walls. The Raschig Super Grid support plate is presented in Figs. 12 and 13. The spacer plates on the upper side of the plate ensure that the random packing do not block any orifices. Owing to the spacer cams, they are mainly inclined, just as they are in the packed bed itself. Consequently; the support plate displays almost the same permeability as the packet bed it supports. The device is manufactured of various thermoplastic materials, such as polypropylene, polyvinyl chloride, polyvinylidene fluoride, etc. In some cases the vapour enters the column with too great velocity (Gas capacity factor F ¥ greater than 27 m*u2.s~1.kgia) which leads to increasing of the gas maldistribution and reduction of the column efficiency. The pressure drop of the most of the usually used supporting plates is too low for good gas distribution at such a great inlet pipe gas capacity factor. To solve the problem Norton Company [12, p 205] offers the vapour distributing packing supporting plate presented in Fig. 14.
493
Fig. 6. Hexa-Grid support plate type SP-HG [1],
Fig. 7. Draft of Hexa-Grid support plate type SP-HG [1].
i
Fig. 8. Cross-Flow-Grid support plate type SP-CF [1].
t
Fig. 9. Draft of Cross-Flow-Grid support plate type SP-CF [1].
494
Fig. 10. Flat Bar plate type SP-P [1].
Fig. 11. Draft of Flat Bar plate type SP-P [11.
Fig. 12. Raschig Super Grid support plate type RSG [1].
Fig. 13. Draft of Raschig Super Grid support plate type RSG [1].
The construction ensures the required pressure drop by controlling the sizes of the openings trough the plate holding the cylindrical gas risers. The
495
liquid phase then will pool on the horizontal desk to a depth equal to the sum of the gas phase pressure drop and the resistance to liquid flow trough the desk orifices. In this design the risers inject the gas phase into the packed bed above the surface of the liquid pool on the support plate. In extremely corrosive conditions, for example sulphuric acid manufacture, ceramic support plates can be used. For a smaller column a modified multi-beam support plate, Fig. 15 is especially proper.
Fig. 14. Vapour distributing packing support plate produced by Norton Company [12].
Fig. IS. Ceramic packing support plate produced by Norton Company [12].
496
For greater apparatuses, especially in sulphuric acid production the ceramic supporting plate presented in Fig. 16 can be used. This support plate is usually designed to rest on a continuous ledge. This ledge should be levelled and perpendicular to the towers vertical axis. The ledge must be flat to provide a uniform load bearing surface if a ceramic support plate is used. The width of this ledge should not exceed the values shown in Table 3 taken from [12]. 7.2. Hold-down plates In some cases of accidental flooding or motion due to pressure surges in the column, it is possible that a part of the packing, usually of the random one, is swept away by the flow of the vapour. In order to prevent such accidents special hold-down plates mounted over the packing, manufactured in metal and plastic are used. Later some constructions of these types will be considered. The hold-down plate type HP 1 [1] Figs. 17 and 18, consists of a frame backed with a screen of expanded metal. The mesh width of this screen depends upon the size of the packing used. The device is designed so as not to interfere with the distributor of liquid. The plates, which are divided into segments, are installed into the column trough manholes and than bolted together. The construction of HP 1 is not stable enough to prevent any movement of the packing. That is why it is very proper to be used with metal and thermoplastic packings, but not proper enough for ceramic and carbon ones which are prone to breakage. For such kind of packings hold-down plate HP 2 presented in Figs. 19 and 20 are proposed [1].
Table 3. Ledges for tower internals Tower ID mm *
Support Ledge Width mm*
1219
38.1
1524
44.5
1829
50.8
2134
57.15
2438
63.5
3048
76.2
3657
88.9
' in [12, p. 206] the sizes are given in inches.
497
STEEL SHELL -BRICK LINING 6* CROSS PARTITION / RINGS \ / O H 8" GRID BLOCK V
I I I I I I I I I I I I; W TYP
• BAR LENGTH
T
GRID BAR SUPPORT PLATE MIDSPAN SUPPORT IF REOUIREO
BRICK SUPPORTLEDGE
»
B
Fig. 16. (A) Ceramic grid support system. (B) Typical arrangement of cross-partition rings. (C) Typical arrangement of Norton grid blocks [12, p. 207].
498
The main advantage of both types of plates HP 1 and HP 2 is their solidity, which in case of HP 2 prevents the moving of the packing under the hold-down plate. That is why this construction is also proper for ceramic and carbon packings. A comparison between the two types of devices is presented in Table 4. The hold-down plates type HP-P [1] are used in combination with structured packings, lie on top of them and are stayed at the column wall. They are intended to prevent movement in the packed bed. The liquid distributor used together with packing is supported on the metal HP-P Hold-down plates by adjustable bolts, thus making a support ring structure unnecessary. To allow easier installation in a large column, the plate is divided into segments which are bolted together in the column. As the other HP construction, HP-P is also offered for column diameters 500 to 3000 mm. The hold-down plate Raschig Grid type RG [1] presented in Figs. 21 and 22 is also offered for column diameters 500 to 3000 mm.
Cu urn
n #
\ L
Fig. 17. Hold-down plate type HP 1 [1].
*
+
1
t
Fig. 18. Draft of hold - down plate type HP 1 [1].
499
n I
0
1
L
1
H
i
i
1| r /
L
wi Fig. 19. Hold-down plate type HP 2 [1].
U
Fig. 20. Draft of hold-down plate type HP 2 [1].
Table 4. Typical dimensions of the HP 1 and HP 2 Inside diameter of column D
Outside diameter of plate
mm
mm
Number of segments
Minimum width of support ring
mm
HP1
HP 2
HP1
HP2
500
385
485
1
2
800
770
785
2
1200
1170
1180
1500
1470
1470
1800
1770
2100
Approx. weight
Overall height H
mm
kg
HP1
HP2
HP1
HP2
20
50
80
2
19
2
40
60
80
6
48
3
3
50
60
120
13
108
4
4
50
80
120
27
169
1770
5
4
50
80
120
38
243
1960
2070
5
5
65
80
120
52
330
2400
2460
2370
6
6
65
80
120
68
432
2700
2660
2670
7
6
65
80
120
86
545
3000
2960
2960
7
7
65
80
120
106
675
HP1
HP2
500
7.3. Liquid distributors and redistributors 7.3.1. Liquid distributors The efficiency of the packed bed column is very strongly dependent on the initial distribution of the liquid phase over the column cross section. That is why the choosing, correct calculation, and installation of these devices is especially important for the effective operation of the column as a whole. The most important criteria in the selection of a liquid distributor is the liquid flow rate and the property of the liquid itself, such as fouling, foaming tendency, density, viscosity, and surface tension. The liquid distributors can be divided into the following groups: 1. Single streams distributors distributing the liquid phase in form of single streams or drops, equally distributed over the cross-section of the column; 2. Spray distributors, wetting the whole cross-section of the column. Since the construction of the single streams distributors and the redistributors is similar, they are considered together.
Fig. 21, Hold-down plate Raschig Grid type RG [1].
Fig. 22. Draft of hold-down plate Raschig Grid type RG [1].
501
7.3.1.1. Single streams distributors In all single streams distributors the liquid phase is distributed over the cross-section of the apparatus from orifices bored in the bottom of troughs, pan formed distributors or pipes, or in the walls of pipes and troughs. The points, at which the liquid is entering the packing, are uniformly distributed over the column cross-section. The diameters of all orifices of a given distributor, respectively their cross-sections, are equal. Their calculation is discussed in point 7.3.1.12. 7.3.1.1.1. Constructions As it has been mentioned, the single streams distributor distributes the liquid phase in form of single streams or drops located in many points, equally distributed over the cross-section of the apparatus. The liquid can leave the distributor trough round orifices or trough slits or triangular orifices. Depending on the process, the most frequently used liquid superficial velocity range is from Z=2 m3/(m2h), in case of vacuum rectification, to £=300 m3/(m2h), in case of some high-pressure absorption processes [1]. In some cases of purification of waste gases, the optimal liquid superficial velocity in the packing is some times lower than L=2 m /(m2h), which requires using distributors able to operate at lower liquid superficial velocities. Looking at this data, it is clear that no one single distributor model is suitable for all requirements. The most largely used liquid phase distributors distribute the liquid in form of drops and jets with equal flow rates in the drip points and with equal distances between adjacent points of irrigation. The optimal distance is accepted to be 100 mm, [1], which corresponds to 100 drip points per m2. The minimal level of the liquid over the drip points is accepted to be 25 mm, [1]. The maximal liquid velocity in the troughs of the distributor should be not more than 1 m/s, or usually below 0.5 m/s. The simplest construction of this type of distributors is the shower type (STD), described in point 2.1,1,3.1. It can be used in columns with diameters not greater than 250- 300 mm. The trough distributor type DT 1 [1] is presented in Figs. 23 and 24. Distributors of this types are used in columns with diameters D>500 mm. It is mentioned, that they are relatively insensitive to fluctuation of the liquid load. They are normally designed so that the turndown ratio (the ratio between maximal to minimal liquid superficial velocity) does not exceed 2.5:1. The perforated distributor troughs are supplied with their share of the liquid load from the parting boxes. These boxes and the distributor troughs are bolted to one another.
502
The parting boxes are supplied by the feed pipe via several discharge holes on the underside. Each discharge hole is fitted with a box or a tube in order to avoid splashing. The feed pipe distributes the liquid evenly; the velocity of the liquid should be less than 2.5 m/s in the central feed pipe, less than 0.5 m/s in the distributor pipe, and the exit velocity in the holes of the distributor pipe should not exceed 3 m/s. It should preferably be limited to 1.5 m/s. The distributors are clamped to a continuous support ring. In columns with large diameters, one or more support beams may be necessary.
Fig. 23, Trough distributor type DT 1 [1].
Fig. 24. Draft of Trough distributor typeDTl[l],
It is mentioned [1] that the distributors of this type are relatively insensitive to fluctuation of the liquid load, but it is to be expected that in mat respect they give way to DT 1. The advantages of this construction are the possibility to operate in a larger range of liquid superficial velocity, and also that it is,not too sensitive to fouling. They are normally designed to operate at turndown ratio 10:1. In order to keep the differences in loading heights and thus the deviations in volume rates from the discharge holes low, the velocity of flow in the weir troughs is limited to a maximum of 0.5 m/s. Transverse distributors between the troughs are possible to reduce the unevenness of liquid levels in the troughs in particular for large column diameters. Distributors with slits or triangular openings react sensitively to uneven liquid levels, since the outflowing liquid flow is strongly dependent on the overloading height.
503 Table 5. Typical dimensions of DT 1 Inside diameter of column D, mm
Outside diameter of plate £>„ mm
Number of troughs
Minimum width of support ring, mm
Approx. weight, kg
1200
1170
2
50
44
1500
1460
2
50
69
1S00
1760
3
50
90
2100
2060
3
65
121
2400
2360
4
65
155
2700
2660
5
65
190
3000
2960
6
65
230
Therefore, this type of distributors is recommended for systems with prone to contamination, or if a high degree of flexibility is required. The trough distributor with weirs type DT 2 [1] is presented in Figs. 25 and 26. Similar to distributor DT 1, the Bottom-Hole distributor VEG manufactured by Sulzer Company [11] is presented in Fig. 27. The liquid is distributed by means of calibrated orifices situated on the bottom of the troughs. In comparison to DT 1 this construction ensures great surface area at the crosssection of the distributor at the expense of increasing of the weight per m2 of the column cross section. A disadvantage of all these constructions is that the calibrated orifices for distribution of the liquid phase are on the bottom of the troughs, which makes them more sensitive to fouling than the orifices situated on the sides of the troughs. Except that, the situating of the orifices on the trough walls leads to an increase of the ratio of the maximal to minimal liquid superficial velocity at which the distribution is uniform enough. The Splash-Plate distributor VEP of Sulzer [11] is free of this disadvantage. In Fig, 28 a distribution trough of this device is presented. The advantages of the construction are: fewer lateral holes due to the spreading effect of the splash-plate; larger diameters of the holes than those of the conventional discharge systems; anti-plugging due to large holes and the lateral discharge of liquid. The fed liquid is pre-distributed at a precisely controlled rate from a main channel (mounted above) into the individual arm channels. For low liquid flow rates, the special splash-plate distributor VEPW is used to accommodate liquid loads as low as 0.1 m3/(m h). The parameters of the device are: Liquid load 0.5 to 30 m3/(m2h); VEPW: 0.1 to 1.0 m3/(m2h);
504
Drip-point density 80 to 200 drip points per m2; Turndown ratio 3:1 max; Gas load F-faetor up to 4.5 Pa0 5; Sensitivity to contamination -slight. Construction details can be levelled by a device supported on/by the packing.
Fig. 25. Distributor with weirs type DT 2 [1].
Fig. 26. Draft of distributor with weirs type DT2[1].
Fig. 27. Bottom-Hole distributor VEG manufactured by Sulzer Company [11]
505
This distributor can be constructed as a self-supporting unit for use with random packings.
Fig. 28. Splash-Plate distributor trough [11].
Other construction of Sulzer Company [11] is the Channel-type distributor VKR with lateral tubes presented in Fig. 29. Because its calibrated orifices for distribution are on the trough walls this construction is less sensitive to susceptible to plugging. The multiple-stage version is able to handle broad liquid loading ranges, up to 10:1. A distributor with gas risers, [1], type DR2, is presented in Figs, 30 and 31. This type of distributor is proposed for column diameters between 150 and 1200 mm, but as already said, for the lowest diameters the shower type of distributor is to be preferred. The liquid superficial velocity of this construction is from 2 to 125 m3/(m2.h). The distributor consists of a pan with discharge holes for the liquid and gas risers for the rising gas. In addition, a ring-shaped gas entry cross-section is provided between the inner wall of the column and the outer perimeter of the pan. The discharged holes in the base of the pan are arranged in such a way that
506
they ensure a supply of liquid to the cross-sectional area of the column which is as uniform as possible.
Fig. 29. Channel-Type distributor with lateral tubes VKR manu&ctured by Sulzer Company [11],
Fig. 30. Distributor with gas risers, type DR 2 [1],
Fig. 31. Draft of distributor with gas risers type DR 2. [1]
507
The DR. 2 is supported by a support ring or by suitable brackets. Distributors of this type are normally equipped with several lugs distributed evenly around the circumference. For columns with diameters up to 800 mm, the supply of liquid is effected by means of a pipe which is bend downwards onto the centre of the distributor. For columns with diameters over 800 mm a sprinkler pipe with a perforation on the underside is recommended [1], In both cases the exit velocity of the liquid should not considerably exceed 1.5 m/s. The turndown ratio is usually 2.5:1, but can also reach up to 4:1. Another liquid phase distributor, namely with gas risers type DR 3 [1], is presented in Figs. 32 and 33. The distributor is intended to be used in columns with diameters 150 mm to 1200 mm. The difference between it and the distributor DR 2 is that the liquid is distributed not from round orifices on the bottom of the pan, but from rectangular slits or triangular notches as discharge orifices in the riser pipes, which also serve as gas risers. In addition as in case of DR 2, a ring shaped gas entry cross-section is provided between the inner wall of the column and the outer perimeter of the pan. The advantage of this construction is that it is less sensitive to fouling and to ganging of the liquid flow rate. Its disadvantage is not so uniform distribution of the liquid phase over the column cross-section. The pan is supplied with liquid phase in similar way as DR2.
Fig. 32. Distributor with gas risers, type DR 3, [1].
Fig. 33. Draft of the distributor with gas risers, type DR 3, [1].
508
The Two-Stage trough distributor MTS of [11] presented in Fig. 34 is similar to DT 2 and DT 3. This distributor is used to distribute heavily contaminated liquid onto packings. It is constructed of segments for an easy installation through a manhole. The maximum liquid load is 24 m3/m2h. The turndown ratio is 10:1. The maximum gas load is at F-factor of 2.5 Pa0'5.
Fig. 34. MTS trough distributor produced by Sulzer Company [11].
The advantage of this construction in comparison to DR2 and DR3 is that it has greater cross-section for the gas phase. Its disadvantage is that the liquid must be preliminary shared out among the separate troughs proportionally to the part of the column cross-section irrigated by each of them. The liquid distributor DT-S, called also System distributor, is presented in Figs. 35 and 36. It is designed for columns with £»8O0 mm and suitable for systems prone to contamination. The device is relatively unaffected by fluctuations of the liquid flow rate. The turndown ratio of the construction is usually 2.5:1. The perforated distributor troughs are fed with their share of liquid from the parting boxes. The parting boxes and distributor troughs are bolted together. The parting boxes are supplied via the feed pipe via several discharge holes on the underside. The discharge holes are provided with a box or length of pipe to prevent splashing. In Fig. 37 the Lateral distributor VEL produced by Sulzer Company [11] is presented. This device uses liquid discharge tubes to redirect the liquid coming from the sides of the channels downward onto the packing, which
509
ensures the reduction of the gas velocity in the area of the distributor at a given gas superficial velocity in the column. In Fig. 38 and 39 the liquid distributor type Multi-Flow DT-MF produced by Raschig Company [1] is represented. This construction is designed for columns with diameters D>30Q mm. They are relatively unaffected by fluctuations of the liquid flow rate and are suitable for systems prone to contamination. The distributor can be designed for large gas and liquid loads. The liquid phase is fed in the distributor in a similar way as in the other considered construction. The flexibility of the liquid load can be increased to 1:5 by means of multistage arrangement of the holes. The fact that the level of irrigation is some lower than the bottom of the troughs prevents from loading in the area of the distributor, or bringing out liquid drops with the gas phase because of increasing of the gas velocity in the area of drop appearing. In some variants of this distributor the pipes for leading of the liquid phase to the packing do not gather as shown in Figs. 38 and 39, but are separate. This gives some advantages in respect to distribution uniformity.
Culijrr.n tf D I
Fig. 35. System distributor DT-S [1].
Fig. 36. Draft of the distributor DT-S [1].
system
510
Fig. 37. The Lateral distributor VEL produced by Sulzer Company [11],
The Pipe liquid distributor type DP 1 [1] is represented in Figs, 40 and 41. The arrangement of the holes on the underside of the distribution pipes is dependent upon the number of drip points. The uniform irrigation of packed bed is determined by the spacing between the holes and the distance between the distributor and the top of the bed. The angle orientation of the holes also enables uniform distribution between the pipes.
Fig. 38. Liquid distributor, type Multi-Flow DT-MF [1].
Fig. 39. Draft of a liquid distributor, type Multi-Flow DT-MF [1].
511
Fig. 40. Pipe liquid distributor type DP 1 [1],
Fig. 41. Draft of the Pipe liquid distributortypeDPl[l].
This distributor is available in two different versions: as a closed system with a feed pipe and as an open system with a feed trough or a conic feed funnel. The advantage of the closed system is that it can be used at higher pressure drop in the irrigating orifices. The disadvantage is that it is not proper for liquid containing solid phase. If necessary a liquid filter can solve that problem. According to [2] the pipe type liquid phase distributors intended for pure liquids can be transformed to distributors for strongly contaminated with solid phase ones by connection of the single distribution pipes with separate automatic valves for instant feeding of high pressure gas. The pressure impulse leads to an instant unstop of the orifices. In order to increase the free cross-section for the gas phase of the distributor of pipe or trough type up to 85%, vertical lamellas are mounted sidelong the pipes or troughs, which reach the packing and stop the liquid phase as it is presented in Fig. 42. The bottom side of the lamella is cogged. Later on these distributors are called lamella type distributors, respectively pipe lamella (PLD) and trough lamella (TLD) distributors. The height of the lamella is calculated so as to prevent the forming of drops which can be carried away with the gas stream. The method of calculation will be considered in point 7.3.1.1.2.
512
V-
Fig. 42. Draft of an irrigation pipe and a lamella for stopping of the liquid phase.
To ensure greater free cross section for the gas phase at height liquid superficial velocity, the pipes of PLD must be with rectangular cross-section with a height greater than the width. The draft of a new construction of trough liquid distributor with stopping lamellas for very uniform distribution of the liquid phase (TLD) [5] is presented in Figs. 43 and 44. The liquid enters the distributor through pipe 1, with a velocity not greater than 1.5 m/s. Through the orifices 10 it enters box 3. From it trough the orifices 2 it enters the trough 4, over the baffle 8. Under the level of this baffle, in the walls of the trough, the orifices 5 with equal diameters are made, for distribution of the liquid phase. To every second of these orifices, V-shaped elements 6 are mounted. Alongside the troughs the cogged vertical lamellas are mounted too. In this way the half of the liquid jets leaving the orifices 5 get into the V-shaped elements 6, and the half of them onto the cogged vertical lamellas 7.
Fig. 43. Cross-section of TLD.
513
Fig. 44. Cross-section A-A ofTLD from Fig. 43.
The construction gives the possibility to distribute the liquid uniformly, as single jets, over the cross-section of the apparatus. Usually the drip points are distributed in the apexes of equilateral triangles. The passing of the liquid consecutively through the orifices 10, 2 and 5 leads to uniform energy dissipation of the liquid and thus to uniform distribution of the liquid phase even at great initial velocity in the pipe 1. The experiments with an industrial apparatus show that the degree of unevenness of this distributor is about ± 2%. The distributor is especially appropriate for apparatuses with rectangular cross-section. The liquid phase distributor RCD, represented in Figs. 45 to 47 [8], is specially designed for round columns. The liquid enters thought the pipe or trough 4 connected with the ring form troughs 5,6 and 7. It leaves them through the orifices 14 bored in one and the same horizontal plane. From the vertical orifices the liquid gets into the packing. The liquid from the horizontal orifices reaches the surface of the vertical cylinders 8, 9, 10, 11, 12 and 13 and from them falls onto the packing. The diameters of all of the orifices are equal. Thus the construction ensures one point of irrigation in the centre of the column and many rings of irrigation at equal distances from one another, equal also to the distance between the first ring and the central point of irrigation.
514
Fig. 45. Cross-section of the distributor for round columns (RCD) according to [8].
HVkm ^WYWYW] '/I
Bt I
Fig. 46. Cross-section A-A from Fig. 45.
The distance between the last ring of irrigation and the column wall is equal to half of the distance between the neighbour rings of irrigation. By simple geometrical relations, the regular distribution of the liquid phase over the whole column cross-section is ensured when the number of the drip points of any ring is equal to 8 times the number of that ring (beginning from the centre). So for example, the number of the orifices of the inner wall of the first trough (Nr 7) is 8, in the middle of the same trough -16, on its outside wall - 24 and so on. In this case the distance between the neighbour orifices in every ring of irrigation is lower than between the neighbour irrigation rings. Thus this
515
construction ensures the best distribution of the irrigation points over the crosssection of the apparatus including the cross-section near the column wall.
Fig. 47, Cross-section of trough 7 from Fig. 45
In Table 6 an overview of the application areas of the given liquid distributors is presented. The data for the distributors given in paragraph 7.3.1.2 are also presented there. 7.3.1.1.2. Calculation of the single streams distributors A very important parameter, which always must be taken into account when designing the liquid phase distributors, is the spreading coefficient of the packing, which characterizes the property of the packing to spread the liquid phase over the packing cross-section. The problems connected with determination of the distance, between the points of irrigation of the distributor are considered in details in part 8.3.3.
516 Table 6. Overview of the application areas of the described liquid distributors Type
Column diameter
Standard loading range
Sensitivity to fouling
Gas capacity factor
Liquid superficial velocity mJ/m2s
m-lfl.s-1 .kgIfl L< 2
2
L> 80
F¥< 1
KFV
F^>
<2
2
Fv< 3.5
X
X
yes
X
X
X
no
X
X
X
X
yes
10:1
X
X
X
>500
5:1
X
X
X
X
RP1
>1200
2.5:1
X
X
X
X
yes
RP2
<1200
2.5:1
X
X
X
X
yes
DT-MF
>300
2.5:1-5:1
X
X
X
X
DT-S
>300
2.5:1
X
X
yes
DP-S
>500
3:1
yes
PLD
>500
TLD
DTI
>50Q
2.5:1
X
DT2
>1200
10:1
X
DR2
<1200
2.5:1
DR3
<1200
DPI
X
X
no yes
X
yes
X
X
X
X
X
5:1
X
X
X
X
X
X
no
>500
2.5:1
X
X
X
X
X
X
yes
RCD
>300
2.5:1
X
X
X
X
X
X
yes
STD
<300
5:1
X
X
X
X
X
X
no
The flow rate of the liquid phase from each drip point can be calculated from the equation: (1) where Fis the liquid flow rate in m3/s; H is the outgo coefficient; F - the orifice cross-section in m2; H - the height of the liquid column over the orifice - m; g - gravity acceleration - m/s2.
517
In case of closed pipes H is the difference between the static pressure on the level of the distribution orifices and the pressure in the apparatuses over the packing, recalculated as liquid column by the equation:
(2,
Pl-g where AP is the respective pressure drop in Pa, and pi - the liquid density in kg/m3. Usually the outgo coefficient is taken equal of 0.62 for outflow through orifices in thin wall. More precisely, taking into account the liquid properties and wall thickness [4], it can be calculated using the equation: 0J2
where ReL = ——
— is the Reynolds number;
ML
wor- the average liquid velocity in the orifices in m/s; fit - liquid viscosity in Pa.s; d - diameter or hydraulic diameter of the orifices in m; 5/ - thickness of the pipe or trough wall in m. Eq.{3) is obtained using experimental data for orifices from 3 to 15 mm bored in pipes with different diameters and wall thicknesses. For the necessary pressure drop if for ensuring 95% uniformity of distribution, the following equation is presented [6,7J:
H = 0.25+ 3^-+
2g
18-^-9^
2g
,
(4)
2g
where Wfc w,& and Wfe are the liquid velocities at the beginning of the corresponding collector: pipe or through, in the collector, and on the end of the collector in m/s. The best way for calculation of the pressure drop of every orifice is to compare it with the pressure drop APP in the through (pipe) part between the
518
liquid entering and the corresponding drip point and of the dynamic pressure APd of the liquid stream in the through (pipe) at the orifice. From Eq. (1) it follows that Fis proportional to ~JH . The value of Wat every drip point can be given with the equation
1 Pig
d
-,
(5)
where H§ is the sum of static and dynamic pressure at the entering of the trough (pipe) in liquid column, I.e. calculating the value of -/ff for every distribution point, we will have information about the irregularity of the distribution. Because bom APP and AP$ are proportional to the velocity on second power low, increasing in the velocity leads to significant improvement of the uniformity of irrigation. The height of the lamellas of the distributors PLD and TLD are calculated so that the liquid from the distributor orifices not only can reach the lamellas, but also the appearing of drops by the hit of the liquid on them to be eliminated. The latter is necessary in order to prevent the taking out a part of the liquid with the gas flow. A scheme of a distribution pipe and one of the corresponding lamellas is presented in Fig. 42. The horizontal axis passes trough the centre of the distribution orifice dividing the height of the lamella into two parts Hi and Hz. The upper part must ensure the prevention of drop appearing. Its necessary height Hi obtained experimentally for different orifice diameters d as a function of the height of the water column H, is presented in Fig, 48. The value Hi is a sum of three components: 1. Term equal to Hi for prevention of small drop appearing; 2. Term y for taking into account the falling of the jet up to reaching of the lamella. This term can be obtained using the well known equation of falling of a body horizontally thrown with a given initial velocity neglecting the friction: ^ = 0.257^-,
(6)
where / is the projection of the distance between the orifice and the lamella on horizontal plane, m.
519
3. The third term is for a reserve, and can be taken equal to 20 mm.
0.12
0.10-
d=15mrn d»13.5mm
0.08
jT 0.080.04 0.02 0 0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
1.2
Fig. 48. Ht versus H for different diameters of the orifices.
7.3,1.1.3. Some conditions for high quality liquid distribution using single streams distributors Later some conditions essential for high quality liquid distribution will be considered. The first condition is to ensure equal pressure difference for each of the points of irrigation all over the column cross-section. Because the flow rate according to Eq. (1) is proportional to vH, practically -<JH must be as constant as possible. The following reasons lead to deviation of this height from its average value: 1. Levelling. A precise horizontality of the liquid distributor is achieved by levelling the distributor troughs by means of special screws. The permissible horizontality tolerance is maximum 3 mm [1- Part "Definition of high quality liquid distributors"]. Other ways of levelling are also possible, e.g. using of calibrated lamellas. 2. Height of the troughs. In order to decrease the pressure drop of the liquid phase in the trough and the dynamic pressure, which according to Eq.(5) leads to changing of if, the liquid velocity in the trough must be lower than 0.5 m/s,
520
better about 0.3 m/s with a minimum loading height over the distributor orifices 30 mm. The load range of the liquid distributor defines the height of the distributor troughs. The limitation of velocity results in even liquid levels in the troughs, and behaviour of the discharge from the distributor independent of the flow velocities transverse to the discharge orifices. 3. Position of the distribution orifices. If the orifices are bored as near as possible to the trough bottom, the reduction of the liquid superficial velocity leads to strong reduction of the cross-section of the liquid flow in the trough, and thus to increasing of the pressure drop in it. This increasing leads automatically to additional decrease of the uniformity of the distribution. For example as it follows from Eq. (1), the increasing of the liquid flow rate through the orifices two times leads to four time reduction of the height ff over the orifices, which leads to two time increasing of the liquid velocity in the through and to about 4 time increasing of its pressure drop. The increasing of the pressure drop leads to increasing of the difference between the heights of liquid columns over the different orifices and thus to an increase of the difference in the flow rates through each of them, i.e. to a reduction of the uniformity of irrigation. The other possibility is to drill the orifices as higher as possible making the uniformity of the distribution very sensitive to the perfect levelling of the device. That is why in any case, the position of the orifices must be chosen between the bottom and the top of the trough taking into account the influence of the flow rate and the possibility for levelling of the distributor. In some cases when the ratio of the maximal to the minimal liquid superficial velocity is very great, the liquid enters the irrigation pipes (Figs. 29, 37 and 38) by more than one orifice situated at different heights. 7.3.1.2. Spray distributors According to [1] the spray distributors are popular choice for gas cooling processes since the large surface of the drops produced contributes towards effective heat exchange. Furthermore, spray distributors make possible a homogeneous distribution of liquid, in particular where low liquid superficial velocity is involved. They distributed the liquid phase over the whole crosssection of the apparatus on areas quite smaller than the dimensions of the single packing element that is why the packing is better wetted at its uppermost part than in the case of single steams distributors. Other advantages of spray distributors are that they are less sensitive to the solid phase in the liquid, and that, especially in case of large column diameters, are insensitive to horizontal adjustment. A disadvantage of these constructions is that they do not distribute well enough the liquid phase and thus do not ensure the same flow rate ratio of the two phases over the whole eross-section of the apparatus. That is why they are
521
proper for cooling towers as well as for non equilibrium processes, when recirculation of the liquid phase is possible. Another disadvantage of this construction is that a part of the smallest drops can be swept away with the gas phase. Standard differential pressure for the nozzles is 3 bars, but they can operate also at 0.5 bar. A usual construction of spray distributor (type DP-S) produced by Raschig [1] is presented in Figs, 49 and 50.
Fig, 49. Spray distributor type DP-S [1].
Fig. 50. Draft of the spray distributor type DP-S [1].
In order to achieve perfect function, a spray distributor with several nozzles must be arranged so that the spray cones overlap, when they fall on the packings. It is only in this way that it can be ensured that liquid reach each sections of the column. To minimize the distant between the distribution nozzles and the bed, most fully conical nozzles are used, with a spray cone of 120°. At these conditions the distant between the nozzles and the packing is between 600 and 800 mm. The critical drop size to sweep with the gas flow as a function of the gas capacity factor at different liquid cinematic viscosity and density are presented in Fig. 51 [1].
522 /g^ai ista"
£(3=0.1 kgftn3
3
// —- ft'""*"*
*
V
I'
s
/
— >
/
V
/
/
* f
s
4
0 0 1
'"' 2
3
4
5
6
7
89
F-factor, Pa °-5 L = 1000, kg/m
10
0 1
2 3 4 5 6 7 8 9
10
F-fector, Pa °-5 ^ =1,Sx1Q-5,m2/s; pL = 1000, kg/m3
Fig. 51. Critical drop size 4* to sweep with p s flow as a function of gas capacity factor at different liquid cinematic viscosity and density [1].
An overview of the application areas of the spray liquid distributors is presented in Table 5 together with other types of distributors considered in this book. 7.3.2. Liquidredistributors Because of some irregularity in the distribution of both phases over the column cross section after a given height of packing, the concentrations of the liquid over the cross-section are no more uniform either. This leads to reduction of the column efficiency, which is stronger with increasing of the packing height, respectively with getting of the concentrations near to the equilibrium values. To prevent, or more exactly, to decrease significantly this reduction of efficiency the liquid, after a given packing height is collected, mixed, and distributed again over the cross-section of the column. There are two possibilities for liquid redistribution. The first of them is more simple and cheaper, but it does not ensure full mixing of the whole liquid flowing in the column. Two constructions of this type are considered below. In Fig. 52 the liquid redistributor RP 1 [1] is presented. The device consists of distributor troughs, which are open in the direction facing the column wall. The RP 1 lies on a closed supporting ring and is fixed with special clamps. The liquid from the upper packing is gathered on the perforated plate and after mixing there because of its energy dissipation, is fed through the perforated orifices on the bottom backing bed. The gas is flowing through the gas risers. In order to prevent the down-coming liquid from raining into them they are provided with covers.
523
Fig. 52. Liquid redistributor RP 1 [1].
The load range of the redistributors from this type is normally 2.5:1. The liquid load is between 2 and 125 m3/(m2hj. The devices are produced for columns with diameters from 1200 to 3000 mm. The principle of the construction of the redisiributors RP2 presented in Fig. 53 is similar. It is designed for columns with diameters 300 to 1200 mm. The load range of this construction reaches 4:1. Both the above mentioned constructions are simple and light, which means also cheap, but they are not able to collect and homogenised the whole liquid flow flowing in the column. This purpose is answered by the devices considered below. All of them consist of two main parts: collector and distributor. Because the main types of distributors are considered above, only the respective collectors for the liquid phase will be considered. A simple construction of liquid collector, used in some of the distillation columns constructed by the author's team and intended for columns with diameters not more than 1000 mm, is presented in Fig. 54. The collector consists of cut cones 1 open at both sides, mounted in the column corpus as presented in the figure. The direction of the gas phase is shown by arrows. The collected liquid leaves the collector by means of pipe 2, connected to the distributor.
524
Fig. 53, Liquid redistribution RP 2
t t t t t t t 4 t
towards the nedistributor Fig. 54. Collector of liquid for redistributors.
A collector offered in [1] for columns with diameters from 300 to 1200 mm, is presented in Figs. 55 and 56. The design is accomplished by analogy with the liquid distributor RP 2 (Fig. 53), but instead of discharge holes there is a lateral downcomer shaft. The collector permits 100% liquid collection. The
525
device is designed as a flat disk with gas risers. It is fixed to a support ring by means of special clamps. For column diameters between 1200 and 3000 mm the liquid collector CP 1 presented in Figs. 57 and 58 is offered [1].
Fig. 55. Liquid collector CP 2 [1].
Fig. 56. Draft of the liquid collector CP 2 [1].
An interesting collector (SL) produced by Sulzer Company [11] is presented in Fig. 59. It is used as a separate unit to accumulate liquids from packed sections within a column. It requires a ring channel welded to the column wall. The pressure drop of the device is negligible. The same principle is also used in the liquid collector [1] type CV 1 produced by Raschig [1], presented on the photography in Fig. 60. The draft of this collector is given in Fig. 61. The inclined and overlapping lamellas of this distributor ensure farreaching of liquid at small pressure drop. The channels at the lower end of the lamellaslead the collected liquid into an annular channel which follows the column wall. In large columns or with larger liquid loads the lamellas are also available in a segment version and with tansverse central troughs for increased liquid distribution. Some typical dimensions of this collector are given in Table 7. The advantage of CV 1 in comparison to CP 1 and CP 2 is that it affects less the uniformity of the gas phase distribution, which is important in case of a packing with extremely low pressure drop.
526
Fig. 57. Liquid collector CP 1
Fig. 58. Draft of the liquid collector CP 1 [1].
Fig. 59. Scheme of the Vane collector SL produced by Sulzer Company [11].
527 Table 7. Some typical dimensions of the liquid collector CV 1 Inside diameter of column D
Outside diameter of collector D
Ring channel
Overall height H
Approx, weight
mm
mm
mm
mm
kg
800
670
80
200
18
1000
850
100
200
25
1200
1050
100
200
41
1500
1350
100
250
62
1800
1550
150
250
82
2100
1850
150
250
115
2400
2150
150
250
160
2700
2400
200
250
195
3000
2700
200
250
250
•
Co umn £ n
mkuir \ i
(if wy 1 IF/ Fig, 60. Liquid collector CV 1 [1],
Fig, 61. Draft of the liquid collector CV 1 [1].
The liquid phase distributors can be constructed not only of metal but also of plastic and graphite.
528
In Fig. 62 the graphite distributor VSTG produced by Sulzer Company [11] is presented. The one-piece distributor VSTG is used in highly corrosive substances. It uses tubes with lateral outlets to distribute the liquid onto the packing. It can be installed in flanged column only. The device can be used to collect and redistribute liquids between packed sections. Hereafter its specifications are presented. Diameter 0.25 -1.6 m; Liquid load 1 to 20 m3/m2h; Drip-point density 80 to 200 drip points per m2; Turndown ratio 3:1 max.. multiple-stage 10:1; Gas load F-factor up to 3 Pa1/2; Sensitivity to contamination -slight; Construction details- Supported on the packing. Other constructions for collection of the liquid phase are also possible.
Fig. 62. Graphite distributor VSTG
7.4. Gas (vapour) distributors The uniform distribution of the gas phase over the cross-section of the column is also very important for its effective operation, because from thermodynamical point of view more important is not the regular distribution of each phase, but mostly the constant ratio of the flow rates of the two phases. At uniform distribution of the liquid phase the latter can be ensured in case of
529
uniform distribution of the gas phase also. Because the pressure drop of the packing ensures a gradual levelling of the profile of the gas distribution, the problems with its irregularity are not as difficult as those for the liquid phase. The problem of the gradual levelling of the profile of the gas phase velocity with the packing height is discussed in Chapter 8. Here only the devices for ensuring of the preliminary reduction of the irregularity of the gas distribution will be considered. If the gas is entering the column through a simple pipe, as it is presented in Fig. 63 [1] the initial flow under packing will be irregular because of the inertia! forces and slow dissipation or the gas kinetic energy.
Fig, 63. Flow behaviour at the bottom of columns for low and high flow rates [1],
To reduce the distribution irregularity of the gas phase entering the packing the gas/vapour inlet must be positioned sufficiently below the packing. According to [1] the distance between the inlet pipe and the packing in case of a column diameter 1 m must be 400 mm. For a column diameter between 1 and 2 m it must be 700 mm. For a larger column 1000 mm is suggested. Based on the similarity theory (Chapter 1), the ratio of the column diameter to the distance in vertical direction between the pipe for entering of the
530
gas phase and the packing must be constant depending on the ratio of the inlet gas velocity to the gas velocity in the column. For reduction of the irregularity of the gas distribution in packing inlet cross-section special devices are proposed. Some of them will be considered below. A simple possibility to improve the gas phase initial distribution is to feed it by a knee form device orienting the gas flow downwards in the centre of the column cross-section. The disadvantage of this device is that in case of a column with a great diameter the necessary height of the knee used for this purpose is very great. Another construction using the same principle is presented in Fig. 64.
Fig. 64. Cut pipe gas distributor [1].
By this construction the inlet pipe is either perforated or slit on the underside. The gas exits downwards from the orifices, is deflected and flows into the packed bed. In comparison with bringing in the gas by means of a turn to bottom knee pipe, it needs some lower height of the column. Other principle for better initial distribution of the gas phase is this used in the gas distributor [1] type GV 2, presented in Fig. 65.
531
These distributor systems with guide vanes are complex structures especially efficient with large column diameters. They encourage the distribution of the gas phase through increased turbulence and reduced pressure drop. The design has gained popularity under the name "Schoepen Toeter".
Guiding structure for gas distribution
Fig. 65. Gas distributor type GV 2.
A gas distributor (GV 3), designed after another principle of distribution, is presented in Figs. 66 and 67, It is operating not only as a gas distributor, but also as a liquid collector. The principle of action is based on its pressure drop, which should have value of at least 10 mbar. The gas goes through the orifices at the upper part of the device. The liquid is led to the bottom of the column trough a downcomer shaft. Therefore, large gas loads are possible [1]. If the device is used also as a liquid collector, the exit pipe is connected to the following liquid distributor. Because of the higher pressure drop and the small height, this construction is especially appropriate for columns operating at higher pressure.
532
7.5. Combined devices The combined devices, as already mentioned, ensure redistribution of the phases and simultaneously additional mass transfer in the column. Because of their double effect they will be considered separately here. A double-effect packing element proposed by Schneider and Stichlmair [9, 13] is presented in Fig. 68. A scheme of its arrangement is given in Fig. 69. The packing is constructed so as to ensure increased radial distribution which leads to greater radial mixing of the phases. Its effect is demonstrated in Fig. 70, where data for the isotherms for water cooling in counter current air stream in a column with 25 mm stainless steel Pall rings are presented.
Fig. 66. Gas distributor GV 3.
Fig. 67. Draft of a gas distribution GV 3.
The results show that by using of these elements, it is possible to improve significantly the column efficiency. The great advantage of the device is that it serves also as a packing for mass transfer processes, and thus a significant part of the column volume is used not only for redistribution of the two phases. Its shortcoming is connected with that advantage. That is, this packing, as each other packing, is not able to collect all the liquid phase of a given column cross section, to mix it perfectly, and to distribute it again over the packing lying below. This is the only way to ensure a perfect from masstransfer efficiency point of view redistribution of the liquid phase. A combination between a liquid collector and a support grid designed by Sulzer Company [11] is presented in Fig. 71.
533
The collector SLT combines a packing support grid with a vane collector. As a packing support, it can support the direct load of packings with surface areas up to 350 m /m3. For smaller packings, additional drip plates are used. This non-welded collector SLT is often used in applications where space between packed beds is critical. This collector requires a support ring inside the column.
Y/////A
Fig. 68. Detail drawing of the packing of Schneider and Stichlmair [9,13]. Corrugated 1 and plate 2 sheets of separate channels. Plates 2 are provided with openings 3 and flaps 4 for preventing wall flow.
Fig. 69. Scheme of the alternating composition of convenient packing- 5 and the packing of Schneider and Stichlmair [9, 13]- 6.
The collector-distributor VS, designed by Sulzer Company [11], presented in Fig. 72, is a compact construction. It is used whenever collection and redistribution of liquid is required at very height liquid loads. As presented in Fig. 72, the construction does not allow full mixing of the liquid phase coming from the packing above. That is why a separate tray to collect and mix the liquid is proposed [11] to be put over the collector distributor VS. The specifications of this device are as follows; Diameter 0.25 - 8.0 m; Liquid load >30 m3/(m2h);
534 Drip-point density 100 to 200 drip points per m2; Turndown ratio 3:1 max; u Gas load F-factor up to 3 Pa.03. Sensitivity to contamination — slight; Special note -truss supports are used in large column diameters [1].
Pall-Ring 25 mm Stainless Steel F = 0.8Pa°'s Lh=3.B m3/(mzh)
Hnr3 = 0.47 m packing elements with increased radial distribution and suppressed wall flow
Fig. 70. Liquid isotherms in a column with a packing of Pall rings and a point source liquid filling, (a)- Reference measurements with stondard packing; (b) Measurements with the novel packing elements.
Fig. 71. Collector support grid SLT designed by Sulzer Company [11].
535
Fig, 72. Collector/distributor VS designed by Sulzer Company [11].
The liquid from the separators enters the overflow troughs 13 and through the collecting trough and the join pipe 15 enters the liquid phase distributor consisting of main distribution trough 16, distribution troughs 17, and reflecting plates 18. The liquid from the orifices, perforated on the side walls of the distribution troughs, reaches the reflecting plates and flows on the packing under the device. The good mixing of the liquid in the plate and in the join pipe ensures equal concentration on the whole column cross section under the device. At lower gas velocities the V separators can be omitted. A collector-distributor of the liquid phase over the column cross section proposed by Kolev et al. [10] is presented in Figs. 73 and 74. It includes a special tray 1 for mass transfer and mixing of the liquid phase and a usual liquid phase distributor 2. Over the perforated tray 1, overflow troughs 4 are mounted. They are connected by collecting trough 5. The overflow troughs are connected also by the V separators 7 which can be made easily of expanded metal. It is found that the plates furnished with those separators are able to operate at gas capacity
factor FG up to 5 Pa™ [10].
536
Fig. 73. Section of the redistributors 1- perforated plate, 2- liquid distributor, 3- column wall, 4-overflow troughs, 5- collecting trough, 6-join pipe, 7- V separator, 8- separating plate, 9- main distribution trough, 10- distribution troughs, 11-reflecting plates.
Fig. 74. Cross-section A-A from Fig. 73.
537
Nomenclature d- orifices diameter or hydraulic diameter, m; ~ gas capacity factor (Fv= FG = F-factor), (m/s).(kg/m3)0 5 =Pa° s F- orifice cross section, m2; g - gravity constant - m/s2. H- height of the liquid column over the orifice, m; Ho - sum of static and dynamic pressure in the enter of the trough (pipe) in liquid column; Hi and Hj - height of the lamella for stopping of the liquid jets from the side distribution orifices over and under the plain passing through these orifices; / - projection of the distance between the orifice and the lamella on horizontal plane, m. ReL = ——
— is the Reynolds number in the distribution orifices;
ML
$I - thickness of the pipe or trough wall, m. V- liquid flow rate, m7s; wQ - gas velocity determined for the column cross-section, m/s; wor - average liquid velocity in the orifices, m/s; Wfc Wdo and Wh> - liquid velocity at the beginning of the corresponding collector, pipe or through, in the collector and on the end of the collector, m/s; AP - pressure drop, Pa; APp- pressure drop in the through (pipe), between the liquid entering and corresponding drip point, Pa; APd- dynamic pressure of the liquid stream in the through (pipe) at the corresponding orifice of irrigation, Pa; pG - gas phase density in kg/m3; pL - liquid density, kg/m3; ft - outgo coefficient; ftL - liquid viscosity, Pa.s; •
References 1. Prospectsus of Column internals, Raschig LTD, Mundesheimer Stt.lOO, D-67061, Ludwigshafen, Germany. 2. N. Kolev, Ch. Dimitrov, Kr, Semkov, Distributor for liquids conteminated by solid phase. Bulgarian patent No 91154 / 09.02.1990.
538 3. N. Kolev, R. Daraktschiev, A. Boev, Liquid phase distributor for packed bed columns, Bulgarian patent No 23577 / 25.07.1977 r. 4. R. Daraktschiev, N. Kolcv, A. Boev, CMmieheskoe I Neft. Mashinostr. No 10,7-8 (1978), (in Rusian). 5. N. Kolev, Liquid phase distributor for heat and mass transfer apparatuses. Bulgarian patent No 63909/22.02.2000. 6. J. A. Golovaehevskii, Mashinostroenie, Moskwa, 1974 p. 271.(in Russian) 7. W.A. Kliachko, A. A. Kostilskii, Water purification for industrial water supply. M. Stroiisdat, 1950, p. 336. 8. N. Kolev, Kr. Semkov, Liquid phase distributor, Bulgarian patent, No 83759 /14.04.1988. 9. O. Schneider, I Sticchlmair, Trans. IChemE, Vol. 81., part A, January (2003) 74-78. 10. N. Kolev, J. Chervenka, Rr. Semkov, Z. Brosh, R. Darakehiev, Method and pattern for increasing of the efficiency of the heat and mass transfer processes in packed columns. Bulgarian Patent Reg. No 81254/23,09.1987. 11. Sulzer Chemtech Separation Technology Brochures: Internals for packed columns (December 2003) 12. R, F. Strigle, Random packings and packinp towers, Gulf publishing Company, Houston, London, Paris, Tokyo. 1987. 13. O. L. Schneider, J. G. Stichlmair, JStovel column packing for enhanced lateral distribution and mixing." Presented in the distillation symposium of the 2003 Spring AICHE Meating, New Orleans, LA, March 31- April 3,2003.
539
Chapter 8
Distribution of the liquid and gas phase over the crosssection of a packed bed column The great advantage of packed bed columns is the possibility to carry out the mass and heat transfer processes in them at conditions of countercurrent flow which in case of uniform distribution of both phases over the cross-section of the apparatus insures maximal driving force at given initial and end concentrations of the phases. The mathematical models for calculation of packed bed columns presented in Chapter 1 and the equations for determination of the necessary performance characteristics of the packing given in Chapter 3 are reliable only in case of uniform distribution over the cross-section of the apparatus. The nan uniformity is usually called maldistribution. A great number of investigations [1-5, 8-18, 20-44, 133-137] show that the real columns operate at conditions of maldistribution instead of uniformity. In this chapter the problem of maldistribution of the liquid and gas phase in packed columns is discussed and the possibility for its reduction or taking into account by the calculations of these apparatuses is considered. 8,1. Some measurements showing the great effect of maldistribution The great effect of maldistribution in packed columns can easily be seen from the results of the investigations carried out by Stiehlmair et al. [1-3], where the temperature profiles for water cooling with air in case of evaporation for different packings are obtained. In Fig.l a typical picture of the isotherms is presented. The column with a diameter 630 mm is filled up with 25-7 PP (polypropylene) Hiflow-Rings. The liquid distributor is a rotating one with 3 perforated tubes with an angel between them of 120° and rotation speed 3 min"1. The whole number of the drip points of the arms is 116. At these conditions the initial distribution of the liquid phase can be considered uniform. For initial distribution of the gas phase a special device has been installed with small parallel tubes with pressure drop many times higher than the dynamic pressure of the inlet gas. The distance between the horizontal lines, marked by + in Fig. 1, is 620 mm. The difference between neighbouring isotherms is 1 °C. It is easy
540
llflllU
Fig. 1. Experimental isotherms for hot water cooling in a packed bed column with 630 mm diameter, for Hiflow-Ring 25-7 PP at F fector equal to 1.35 Pa0'5, at liquid superficial velocity 6.6
541
to see that the experimental curves show a strong maldistribution. The difference of the packing heights between two neighboring isotherms Yaries between 93 mm and 1 m, i.e. more than 10 times. Strong maldistribution in packed bed with smaller diameter of the particles is shown also in the investigation of Gdtz et al. [76]. It is carried out using magnetic resonance imaging for visualization of the packing volume. The method allows visualizing not only of the distribution of the random packing elements but also to obtain the picture of the velocity components of the flow. In spite of the fact that about 78 papers are cited there, these types of investigations are not usable in the area of the practice of packed bed columns, at least nowadays. Hoek et al. [128] also investigated the distribution of the liquid phase in a packed bed. In their study ring and saddle random packings and also several types of corrugated structured packings are used.. The column diameter was 500 mm and the height of the packing- up to 2 m. The liquid distributor had 68 nozzles, or 350 nozzles per m . The distance between the peripheral nozzles and the column wall was 20-25 mm. It was mentioned that the peripheral area of the packing was, therefore, not irrigated which allowed the study of the rate at which liquid migrated into the wall zone. Indeed, the calculated average distance between the neighbor nozzles /, based on their number per m 2 , is
1 = 1000:4350=53.45 mm. I.e. the nozzle number for the column cross-section in the wall zone is about the same as in the column cross-section as a whole. The bottom support plate consisted of 657 squares (16x16 mm) liquid catching cells and 24 cells touching the wall. Similar design is used also by Bemer and Zuiderweg [112] in their investigations in case of irrigation of the packing with an axisymmetrical single jet. The liquid rate from all 657 non-wall area catching cells was determined with a special sampling device that could measure 177 cells simultaneously. The sampling period for 177 cells was about 20 s; a total measuring cycle for all cells - about 5 minutes. The superficial liquid velocity used was 5, 10, and 15 mm/s (18, 36 and 54 m3/m2.h). It was found that the distribution was very stable with time. Even after one day, leaving the column standing dry for one night, the distribution profiles had not changed. When a given type of packing was redumped, the new distribution differed in details from the original one. Some of the data obtained are represented in Fig. 2.
542
Mf = 0.59
Nc=20
15mm stainless steel Pall rings
11
20
liquid velocity, mm/s Fig. 2. Effect of the liquid rate on the flow pattern for 15 mm stainless steel Pall rings; bed height 600 mm; liquid superficial velocity 36 m3/m2h (10 mm/s). White areas- L,/L<0.67; crosses 0.67< £;/£/.J. Black bar in the histogram - average liquid rate. Number of liquic chenals Afc=20.
Areas of high flow can easily be identified; they apparently represent locations of preferred downflow or liquid channels. A definition of there size and number is a meter of arbitrary choice. In [128] a channel is definite as a location where the liquid rate is larger than 1.5 of the average value in the packing. Figure 2 shows also a histogram of the distribution. The flow rates are plotted along the horizontal axis and the number of collecting cells within a given flow rate interval along the vertical axis. The cells that run at the average
543
rate are indicated by the black line in the histogram. The liquid phase distribution is further characterized by the liquid maldistribution factor Mfi,
(1)
where n=657 is the number of the collecting cells. Li, L are the local and mean liquid superficial velocity, m3/m2s; For a large number of flows i | ^ equals the square of the relative standard deviation of the flows. The data for the maldistribution factor obtained by Hoek et al. [128] for Pall rings and Raschig rings with different dimensions and different liquid superficial velocity versus the bed height are presented in Fig. 3,
•
• • MfL
15 mm Pall rings 10 mm/s 15 mm Pall rings 15 mm/s 50 mm Pall rings Smmfe
o
50 mm Pall rings
A
30 mm Raschig rings 5 mm/s
A
30 mm Raschig ririgs
15 mm/s
15 mm/
A A ©
A
8
0.5-
1
I 0.5
I
1.0
1.6
Bed height, m
r 2.0
Fig, 3. Maldistribution factor as a fimction of the bed height for different packings and different liquid superficial velocities.
544
The data show that the maldistribution factor is practically not dependent on the liquid superficial velocity for Pall rings. For Rachig Rings the effect of this parameter is very strong. The reason for this difference is not explained by the authors. The flow pattern in Fig. 2 represents the distribution on the scale of the packing particles, since the size of the packing elements is approximately the same as the size of the catching cells. To obtain the flow rates for the packing particle scale, the flows from adjacent cells have to be added. It is assumed that the flows from the square blocks of 4 cells represent the flow on the packing unit's scale for the 30 mm Raschig rings and the 50 mm Pall rings. It was mentioned [128] that because of the holes in the sides of the Pall rings, their liquid distribution properties were found to be about the same as that of Raschig rings of about half of their size. A comparison of the liquid radial spreading coefficients of the two packings using Eq.(15) and Table 2, given below, completely confirm this assumption. The results for the other investigated random packings are similar. In Fig. 4 the distribution of the liquid phase under Mellapak 25 0Y is presented [147]. The number of drip points is 760 points/m2.
Fig. 4. Liquid velocity profile leaving the bottom of a Mellapak 250Y structured packing: (a) for the gas velocity below the loading point {hfy, =0.26); (b)- for the gas velocity over the loading point (A^.=l .74).
545
The comparison of the data at different gas velocities, below (Fig, 4(a)) and over the loading point (Fig. 4 (b)), shows a strong additional liquid phase maldistribution over this point. In Table 1 the maldistribution factors of the liquid phase for different random and corrugated structured packings are presented. The form of Eq. (1) is used to describe also the maldistribution of the gas phase. Nevertheless, up to now it is not possible to use this statistical factor for calculation of packed bed columns. It can be used only for comparison in cases when the number of the cells per column cross-section is constant. The reason is that it is not demonstrated neither theoretically nor experimentally that the value of the maldistribution factor is not depending on the number of the collecting cells, Le. on the experimenter choosing that number. Moreover, it is easy to prove that it depends on n. Nevertheless, the maldistribution factor is useful for determining the height of the packing after which the maldistribution remains constant Another type of investigations showing the maldistribution of the liquid phase is the determination of the holdup distribution using the gamma tomography method [141]. The experiments are carried out with metal Pall ring 24.4 mm in a 600 mm diameter column. Three types of liquid distributors are used. The first two are presented schematically in Fig. 5. The third (point source inlet) feeds the liquid as a single jet in the centre of the column cross-section. Some of the obtained [141] results are represented in Fig. 6 and 7. The data in Fig. 6 show that even with the best distributor device the ratio between the maximal and the minimal averaged liquid holdup is up to 300%, and only the chosen scale gives the illusion for approximately uniform distribution of the liquid holdup. In Fig. 8 results from X-Ray computed tomography of the dynamic liquid holdup obtained by Marchot et al. [143] for irrigated with water corrugated structured packing are presented. The results are obtained in a 0.6 m internal diameter column. The polypropylene Sulzer Mellapak 250Y is investigated. The element height is 310 mm, and the thickness of the corrugated sheet is 1.2 mm, the corrugation height is 13 mm and the corrugation base 26 mm. The upper and lower 50 mm of the sheet, as well as the central part, are smooth. Two types of liquid distributors are used; single point, located in the centre of the column cross-section and uniform distributor ensuring 106 drip points per m2.
546 Table 1. Maldistribution factor of the liquid phase for different random and corrugated structured packings after Stikkelman [147] and Schultes [148], Packing
Material
Maldistribution factor
Author
25 mm Raul-Ring
Plastic
0.55
Stikkelman [147]
25 mm Raul-Ring
Plastic
0.5
Schultes [148].
38 mm Raul-Ring
Plastic
0.69
Stikkelman [147]
50 mm Raul-Ring
Plastic
0.46
Schultes [148].
25 mm Pall-Ring
Metal
0J1
Stikkelman [147]
25 mm Pall-Ring
Metal
1.1
Schultes [148].
50 mm Pall-Ring
Metal
0.50
Schultes [148].
25 mm IMTP
Metal
0.57
Stikkelman [147]
Raschig Super Ring No2
Metal
0.28
Schultes [148].
Ralu-Pak 250 YC
Metal
0.21
Schdultes [148].
Mellapak250Y
Metal
0.24
Stikkelman [147]
Mellapak 500 Y
Metal
0.21
Stikkelman [147]
MellapakBX
Plastic
0.22
Stikkelman [147]
Montz Bl-250
Metal
0.23
Stikkelman [147]
Montz BS-450
Metal
0.44
Stikkelman [147]
25 mm Raul-Ring
Plastic
0.55
Stikkelman [147]
25 mm Raul-Ring
Plastic
0.5
Schultes [148].
38 mm Raul-Ring
Plastic
0.69
Stikkelman [147]
50 mm Raul-Ring
Plastic
0.46
Schultes [148].
25 mm Pall-Ring
Metal
0.81
Stikkelman [147]
25 mm Pall-Ring
Metal
1.1
Schultes [148].
50 mm Pall-Ring
Metal
0.50
Schultes [148].
25 mm IMTP
Metal
0.57
Stikkelman [147]
Raschig Super Ring No2
Metal
0.28
Schultes [148].
Ralu-Pak 250 YC
Metal
0.21
Schdultes [148].
Mellapak 250 Y
Metal
0.24
Stikkelman [147]
Mellapak 500 Y
Metal
0.21
Stikkelman [147]
MellapakBX
Plastic
0.22
Stikkelman [147]
Montz Bl-250
Metal
0.23
Stikkelman [147]
Montz BS-450
Metal
0.44
Stikkelman [147]
547
t
t
.**
: > ,
*
%V
V CT-j
•»
—'»-
»
111
"
i "
rr-,
m
ti-J
\
* \ \
——m-
TT—i
m
1 1
\
'—•—•— %
*
'•
\
» '—
#
u
•
•
U
1, / /
fff~1 #*
•
Active holes
(a)
(b) O Inactive holes
Fig, 5. Principle scheme of the liquid distributor used by Yin at al. [141]: (a) uniform liquid distributor, (b) center Met liquid distributor. 0.10 0.08
g 0.04 0.02 0.00
/kjl|^^ 10
20
30
40
50
60
70
80
90
Detector Position
0.00 10
20
30
40
50
60
70
80
90
Detector Ponitlon
o.oo 10 (c)
2 0 3 0 4 0 5 0 6 0
70
8 0 9 0
Detector Position
Fig. 6. Scan line average liquid holdup at 600 mm packing under the distributor, (a) uniform liquid distributor, £=17.2 m3/(m2h); (b) centre inlet liquid distributor, L= 8.6 m3/(m2h); (c) point source inlet liquid distributor, 1= 17.2 m3/(m2h).
548
•0 3
-0 2
-0 1
(b)
Fig. 7. Shaded contour plots of the liquid holdup distribution, at 600 mm packing under the distributor, (a) uniform liquid distributor, 1=17.2 m3/(m2h); centre inlet liquid distributor, L- 8.6 nrV(m2h); (c) point source inlet liquid distributor, L= 17.2 m3/(m2h);
549
Fig. 8, Liquid holdup of irrigated polypropylene Sulzer Mellapak 2S0Y, at liquid superficial velocity 0.004 m/s. (A) first element, point source; (B) second element, point source; (C) first element, uniform distribution: (D) second element, uniform distribution.
8.2. Types of maldistribution In a detailed theoretical analysis Tsotas and Schlunder [88] have considered the dependence of the axial dispersion on flow nonuniformity. Three types of flow nonuniformity are defined: micro-, meso- and macroscopical. In order to describe the influence of microscopical nonuniformity on axial dispersion in packed beds, the flow channels are approximated by equal size cylindrical capillaries. A step function is used for lie velocity profile, and the fluid in the outer region of each capillary is assumed to be stagnant. The
550
relationship derived in this manner can describe well most of the results of the tracer experiments. Above all it helps in understanding the differences observed between dispersion of gas and dispersion of liquids. Anomalously high dispersion coefficients, obtained during dispersion of gases through beds of fine-grained particles, are attributed to the mesoscopic flow nonuniformity and are described in the model. Because the dimensions of the industrial packings are quite greater, the model will not be discussed in details here. Theoretically, it is impossible to have a really uniform distribution of two phases over the cross-section of the apparatus at least because both of them cannot be in the same time on the same place. That is why speaking of uniform distribution of the phases for the apparatus as a whole, we usually mean the uniform distribution of their average superficial velocities, calculated for specific local packing cross-sections with given dimensions and uniformly distributed over the cross-section of the apparatus. Usually and especially in case of random packings, these specific cross-sections include a given number of elements, which from statistical point of view represent the whole packing. In the best case the dimensions of these specific cross-sections are equal to the dimensions of the packing elements or, to be more precise, to the dimensions of the channels formed in the packing. The real maldistribution for each of the phases, gas or liquid, over these specific cross-sections further is called first type of maldistribution. The term small-scale maldistribution is also used [128], This maldistribution depends only on the packing, but not on the design of the column. The second type or large-scale [12S] maldistribution connected with the design of the column is a result of the following two reasons: 1. Initial maldistribution of the phases over the cross-section of the packing; 2. Effects of the column wall on the maldistribution. To reduce the first type of maldistribution some changes in the design of the packing are necessary. It means that this maldistribution characterizes any packing. In order to reduce or even to eliminate the second type of maldistribution, some changes in the design of the column have to be made. Because there are some important differences between the maldistribution in the gas and in the liquid phase, they will be considered separately. The main reason for the first type of maldistribution is the maldistribution of the packing itself, which is especially important in case of random packings. In Fig. 9 the void fraction of Cascade Mini-Ring 1A with a nominal size of 25 mm versus the distance from the wall in a 600 mm diameter column are presented. The data are obtained by Toye et al. [144] by means of
551
computed tomography at 1.5 m packing height. The experimental points are averaged over the whole bed height. That is why the real nonuniformity in each cross-section is significantly greater than that in the figure. 95 n
93 §2-
91
40 80 Distance from the wall, mm
iao
Fig. 9. Radial profile of the void fraction in a column dumped with Cascade Mini-Ring 1A with a nominal size of 25 mm versus the distance from the column wall.
The increasing of the void fraction near the column wall is because of the different conditions of packing distribution there. It is easy to understand that the ratio of the void fraction near the wall to that in the bulk of the packing increases with increasing of the void fraction in the bulk. Nevertheless, even at great value of £ the effect can be measured. The axial profile of the void fraction for the same packing [144] is presented in Fig. 10. The figure shows that, except for the first three points of the graph that corresponds to a depth smaller than 0,5 m, the void fraction is practically constant. The results are in good agreement with the equation of Zou and Yu [145] for calculating of the minimal, critical height of the packing, Hcrt, after which the average void fraction can be considered constant. The equation is
H
1.41
where dc is the column and 4> the packing diameters.
(2)
552 95T
94-
u
1
9 2 91 -•
90-
—) 300
1 ( 1— 600 900 1200 Distance from the top, mm
1500
Fig. 10 Axial profile of the void fraction in a column dumped with Cascade Mini-Ring 1A with nominal size 25 mm versus the height of the packing.
8.3. Maldistribution of the liquid phase Because of the great importance of the distribution of the liquid phase for the effective operating of the packed column, different aspects of this phenomenon are investigated in a large number of theoretical and experimental papers [5-29, 54, 55, 57-73, 79-87, 128, 133-138]. Some of the basic results of these investigations are presented below. The harmful effect of liquid maldistribution has long been known and investigated [133-137], In general, it can be stated [128] that the maldistribution becomes relatively more detrimental if the number of transfer units (or the equivalent number of theoretical stages) in the column becomes greater. Therefore, it has been an industrial practice to redistribute the liquid at length intervals along the packed columns equivalent to about ten to twenty theoretical stages.[128]. Liquid distribution measurements were made a long time ago, e.g. by Bacher, Chilton and Veron in 1935. These measurements and also more recent data [10-13, 18, 21-24, 128, 139] are obtained by collecting the liquid flowing from the bed, using a specially designed bottom packing support plate divided into a limiting number of liquid "eatehing" sections. There are two possibilities for constructing of these sections: squares with sides equal to the dimension of a single packing element or sometimes greater, equal to the crosssection of several elements [133-138], or ring forms, coaxial to the column axis [10-13,18,21-24].
553
8.3.1. Basic equationfor the distribution of the liquid in a packing To describe the distribution of the liquid phase in the packing for the case of axisymmetrieal flows, Cihla and Schmidt [6] offer the following equation:
d2f(r\z) or
1 df{r\z) _ 8f(r\z) r or oz
where f— L/Lo is dimensionless liquid superficial velocity; Lt, Lo- local and mean liquid superficial velocity in m3/m2s; r' = r/R- dimensionless radial coordinate; r- radial coordinate, m; R- column radius, m; z = Dh/R2- dimensionless height of bed; D- coefficient of radial spreading of liquid, called also liquid spread factor, m; h- height of the packing, current coordinate, m. The shortcomings of Eq. (3) are as follows: 1. The value of D depends weakly on L [7, 54], This effect can be taken into account by the calculations. 2. In the case of random packings D is not strictly constant over the cross-section of the apparatus [8] because of the changing of the inclination of the single elements. In macro scale this shortcoming is not important. The first boundary conditions for solving of Eq. (3) are proposed by Cihla and Schmidt [6] for a cylindrical column with a reflective for the liquid phase wall. These conditions are:
or
at h -> 0 and r>0, L,(r, 0)=0,
(4) (5)
at r=0, L,(0t0) = «i. The solution of Eq. (3) at these boundary conditions expressed by means of Bessel functions is
554
an.D.h
Q 'o\anl
V
K
(6)
where Q is the liquid flow rate in m3/s; Jo- Bessel function of first kind, zero order; an- roots of equation JQ\X) = 0 . Besides the coefficient of radial spreading, to characterize the liquid spreading, the distribution width is introduced [142]. This value is connected with a modified Gaussian distribution function and can be obtained also experimentally. 83.1.1. Determination of the coefficient of radial spreading of the liquid phase The coefficient of radial spreading of the liquid phase defined by Eq. (3) depends on the packing type and dimensions and in many cases on the hydrodynamics of the liquid phase too. The investigations of Stanek and Kolev [8], carried out with random packings show, that it is not constant over the whole cross-section of the apparatus. The same result is obtained also by Marchot et al. [89] The coefficient of radial spreading of liquid phase is usually determined using the method described by Kabakov and Dilman [55]. The method is based on the solution of Eq. (3) for a single irrigating jet orientated in the cente of the cross-section of the column. The solution is as follows:
Q
4nDH
4DH
(7)
Q is the flow rate of the liquid jet in m3/s and Hthe height of the packing in m. After [55] f as a function of f2 is plotted as astraight line in half logarithmic coordinates. The value of D can be calculated either from the slope of that line or from its ordinate intercept. The local liquid superficial velocity is determined collecting per unit of time the liquid after the packing in open cylinders co-axial to the column axis. To prevent additional spreading of the liquid phase due to its great velocity when entering the packing, a special feed device for velocity reduction can be used. The values of D obtained from the slope and the intercept of the experimental line must be equal. In the same time the average squared error
555
must be minimal. To fulfil these requirements it is proposed [54] to calculate the value of D from the equation;
N-l
a =
lnq,-\ln
4DH
(8)
using a computer program of nonlinear programming. A common equation for determination of the radial spreading coefficient can be obtained in case of statistical consideration of the moving of the liquid streams in the irrigated column. Making such considerations Tour and Lerman [57] have worked out the equation:
= 0.5s/?/H ,
(9)
where A is the radial remove of the streams in the packing corresponding to one remove in vertical direction, and s is the number of the removes in a packing depth if. Accepting that: (10)
and (11) for the coefficient of the radial spreading the following equation is obtained [57]:
Dldp=KD
(12)
where dp is the packing size in m. The constant KD depends on the type, but not on the size of the packing. To calculate the coefficient of radial spreading Kabakov and Dilman [55] have proposed the equations:
= K1+K2lgdp
(13)
556
and D = K3+K4.Q
(14)
where the constants Kj and K2 depend on the packing type, and the constants K3 and K4 on its type and size. Bemer and Zuiderweg [112] obtained the following equation for determination of the coefficient of radial liquid spreading for Raschig rings and Intalox saddles D = 0.12dp.
(15)
Theoretically, Eq. (12) must contain not the size of the packing, but the average free streams' way. The assumption of simple proportionality between this way and the packing size is the reason why Eq.(12) does not take into account the influence of the hydrodynamics of the liquid phase on the radial spreading coefficient [7]. In fact the length of the liquid streams in the packing is a sum of two terms. The first of them is that used by Tour and Lerman [57] which is proportional to the packing size, and the second is an additional length outside of the packing due to the inertial forces in the liquid phase. Because these forces are connected with the liquid velocity, respectively with the liquid superficial velocity, the proposed [7] equation for calculating the radial spreading coefficient, after obtaining the experimental constants, is as follows: ^- = KD{l
+ 53 [L2 f(g dp )j0J } ,
(16)
where g is the gravity acceleration in m/s2, and L~ the liquid superficial velocity in m3/(m2.s). The values of KD for different packings are represented in Table 2. Of the data existing in literature Eq. (16) fails to describe only some date for very small packings with sizes up to 10 mm, which are practically not important for industry, and the data for spheres 5-20 mm. Probably, this is due to the influence of the capillary forces, which for this packing are greater and which are not taken into account in Eq. (6). hi Fig. l l a comparison between the curve according to the equation and the experimental data of different investigators for different liquid superficial velocities for the packings given in Table 2 is presented.
557 Table 2. Geometrical characteristics of the packings used for determination of the constants in Eq. (16) No
Type of packing
Dimensions, mm
Characteristic dimension, mm
KD
Authors
1
Ceramic Raschig rings
15x15x2
15
0.108
Stanek [8]
O
25x25x3
25
±0.008
Kabakov [55]
3
35x35x4
35
,,
4
50x50x5
50
Kolev [7]
e • ©
5
13.8
13.8
Porter [58]
6
10
10
Dutkai [59]
7
15
15
39
d ©
8
25
25
55
X
9
20
20
10
12
12
Parktold [60]
11
25.4
25.4
95
12
50J
50.8
Caims [61]
13
20
20
14
30
30
2
Symbol
®
+ e e
m Brignole [62]
9
IS
Plastic Pall
35
35
0.065
Dutkai [59]
•
16
rings
50x5
50
± 0.004
Kolev [7]
•
17
Ceramic Berl saddles
13
13
0.092
Porter [58]
25
25
±0.006
Kabakov [55]
19
25
25
Tour [57]
20
35
35
„
21
26
26
22
38
38
15
15
0.100
25
25
± 0.0065
25
61x25*
43
26
60x36*
48
27
66x44*
55
18
23 24
Ceramic Intalox saddles
Cairns [61] Dutkai [59]
A A A
•
A W A
0 Kabakov [55]
•
V »
•
* The sizes are given as outside and inside diameter of the torus. The eharacteristie size is their arithmetical mean.
558
"a
2 n
a
8
+20%
§10°
6 10
'0—
-T*
1 7
2
4
i
i
i
8 8 1CT6
2
4
i
i
,
.-£••.
i
i
%jSa#»—-20X
i
8 8 10" 5
i
I
2
4
I
I
6 8
L2/dg Fig. 11. Comparison of the experimental data for the radial spreading coefficient of the packings given in Table 2 with the curve drown according to Eq. (16).
The difference in the constants KD for Raschig rings and Intalox saddles in Table 2 and in Eq. (15) of Bemer and Zuiderweg [112] is probably connected with not taking into account the liquid flow rate in Eq. (15) The data for the liquid spreading coefficient for Pall rings, Raschig rings and saddles obtained by Hoek et al. [128] are also in agreement with Eq. (16) and Table 2. Only their data for 50 mm Pall rings are significantly lower. The data obtained for the radial spreading coefficient of Holpaek packing [54] are presented in Fig. 12.
/ i
—H 1-
— 4-
L±J
icr3
f
/ 'tit /
i\ y
•
> .
4
8 8 10"*
2
4
S 8 10~3
Q.rtf/s Fig. 12. Dependence of the single jet flow rate on the radial spreading coefficient of Holpack, Table 3, and different random packings: 1- Ceramic Raschig rings 50x50x5 mm [55]; 2- Intalox saddles 61x25 mm [55]; 3-Pall rings from PVC, 50 mm [7]; 4- Inclined arranged Raschig rings 50 mm a = 16° [63].
The data show that at low value of the liquid flow rate the radial spreading coefficient is not depending on it. After a given flow rate its
559
increasing leads also to increasing of D. The reason of this increase is the same as in the case of random packings already explained. Using the data from Fig. 12 for the horizontal part of the curves for Holpaek, the following equation for determination of the radial spreading coefficient is obtained [54]:
[
\2.9 /
s
i)
\-OJS
U/j
f
\1.2
Ui J
The geometrical values in the equation are explained in Fig, 89, Chapter 3. The confidence interval of the equation at 95% statistical confidence is 5.8%, and the average error is 11%. From Eq, (17) it follows that the increasing of the ratio h/Sj leads to increasing of the value of 13 which contradicts to the result of the statistical model of Tour and Lerman [57]. Such a contradiction between the values calculated from experimental data and a well physically grounded model should be explained by another physical model of distribution, at least for some of the investigated packings. An examination of the values of j / for the packings in Table 3 shows, that for the first three of them $i is equal to 3.5 mm. This value is of the magnitude of the diameter of the liquid drops and jets trickling in the packing. That is why they are not turning aside but blanketing the lamellas. As already mentioned in Chapter 3, considering the liquid-side controlled mass transfer for these packings, due to this phenomenon, the reduction of the width of the lamellas does not lead to increasing of the mass transfer rate. Eliminating these three packings, the following equation is proposed:
(
(is)
The confidence interval of the equation at 95% statistical confidence is 5.6%, and the average error - 8.9%, The maximal deviation is 20%. For 85% of the experimental data the deviation is not higher than 15%. In Fig. 13 a comparison between the equation (the lines) and the experimental data (the points) is represented. The plotting of the liquid flow rate on the abscissa in Fig. 12 is quite natural because it is directly the measured value. Using the data from this figure for calculation of the packing height which ensures uniform distribution (see
560
point 8.3.3), we obtain some reserve in the height. It is because D does depend directly on the jet flow rate Q, but on the liquid superficial velocity which is lower in case of a single jet than in case of many jets of the same flow rate in big apparatuses. That is why more useful results can be obtained by plotting on the abscissa the value of the average liquid superficial velocity. In Fig, 13 the data for D as a function of the average liquid superficial velocity calculated at the bottom part of the investigated packing are plotted. The figure shows that even at low liquid superficial velocity the effect of this velocity is significant.
20
10
40
L10*,m/s Fig. 13. Influence of the liquid superficial velocity on the liquid radial spreading coefficient for Holpaek packings. The numbers of the lines are explained in Table 35, Chapter 3. The line P is for randon Rasehig rings 50x50x5 mm.
-157. 8 10
Fig. 14. Comparison between the experimental data for the liquid radial spreading coefficient for some packings presented in Table 3 and the line calculated by Eq. (18).
561
The comparison between the experimental data for the liquid radial spreading coefficient in the horizontal part of the curves in Fig, 12 and the curve calculated using Eq. (18) is given in Fig. 14, The characteristics of the packings are presented in Table 3, Recently the liquid radial spreading coefficients of some new highly effective packing, considered in Chapter 3 and presented in Table 4, are investigated [150,151]. It is shown that for all of them the radial spreading coefficients, presented also in Table 4, are practically independent of the liquid superficial velocity. The comparison of the new date, with the older types of packings sows that the new ones are characterized by significantly lower liquid spreading coefficient. 8.3.2. Wall effect 8.3.2.1. Nature of the wall effect Under "wall effect" we understand usually the liquid stream flowing on the wall of the column as by-pass of the main liquid flow. It must be always taken into account that even at a great column diameter when the part of the liquid flowing on the column wall is small, the influence of the wall effect on the mass transfer is significant. The reason is that at presence of such a flow, the liquid to gas ratio in the zone near the wall is many times greater than in the main packing. That is why the concentration of the liquid near the wall is changing comparatively slower. The mixing of the two flows, this near the wall and that flowing in the main packing, which have quite different concentrations, leads to reduction of the efficiency of the apparatus as a whole. Of course, this reduction is as greater as greater is the difference between the concentrations of the two flows. The phenomenon of the wall effect is described for the first time by Weisman [64]. On the base of experiments with point feeding of the liquid phase in the centre of the cross-section of cylindrical columns with diameters of 110 and 300 mm, he concludes the following: 1. The trend of the liquid phase to spread on the column wall increases with the reduction of the ratio between the diameters of the column and the packing. (This is due to higher value of D at higher packing diameters). 2. The effect of the liquid flow rate on the liquid phase distribution is approximately the same in all parts of the column. 3. After reaching a given packing height the distribution of the liquid phase obtains stability and does not change further in the packing depth.
562 Table 3. Geometric characteristics of the Holpack packings used in Fig. 12 (see Fig. 89, Chapter 3)
No
Symbol
Hydraulic diameter
c4,mm
Distance between expanded metal sheets
mm
I, mm
Sheet thickness
mm
mm
8, mm
h, mm
1 2 3 4 5 6 7 8 9
6.5
10
7
22.2
0.8
3
4.0
6.5
20
7
22.2
0.8
3
4.0
CD A • A V •
6.5
50
7
22.2
0.8
3
4.0
17
10
17.8
90
3
11
13
17
20
17.8
m
3
11
13
17
50
17.8
90
3
11
13
20.8
10
22
85
4
17.5
24
20.8
20
22
85
4
17.5
24
w
20J
50
22
85
4
17.5
24
o •
The investigations of Stage and Bose [65] carried out in laboratory rectification columns show that the thickness of the wall film fluctuates and does not reach equilibrium state. The difference between the results of Weisman [64] and of Stage and Bose [65] is explained [66] with condensation of the vapour on the column wall. Later investigations [8-13, 58, 59, 67-72] confirm the results of Weisman [64]. The difficulties to determine the constants in the models for calculating the wall effect, and the circumstance that even knowing them the problem connected with the influence of this effect on the mass transfer in the column remains, make it expedient to find methods for its removal. To eliminate, or at least to reduce the disadvantages connected with the wall effect, knowledge about the mechanism of this phenomenon is necessary. In literature the wall effect is explained with the difference between the packing free cross-section in the main packing and near the wall connected with the different arrangement of the elements in these two zones [14-16], with the difference in the radius of the packing elements and the radius of the column [17], and with the difference of their wettability [59, 74].
563 Table 4. Geometrical characteristics and liquid radial spreading coefficients of some highly effective packings. Name
Material
Surface area
Free vol.
Nom. diam.
flxlO3
m 2 /m 3
%
mm
m
Rasehig Super-Ring No. 0.5
metal
236.2
96
20
1.90
Raschig Super-Rin g No. 1
metal
175.9
97
25
1.94
Rasehig Super-Ring No. 1.5
metal
155.5
98
30
2.41
Raschig Super-Ring No. 2
metal
105.8
98
38
2.42
Raschig Super-Ring No. 3
metal
100.6
98
50
3.49
IMTP40
metal
171.6
97
40
2.95
IMTF50
metal
107.1
98
50
3.14
IMTP70
metal
69.1
98
70
4.20
Ralu-FlowNo.lPP
plastic
177
95
25
2.20
Ralu-FlowNoJPP
plastic
98.4
95
50
3.27
Raschig Super-Ring No. 0.6
plastic
206.3
96
25
2.03
Raschig Super-Ring No. 2
plastic
117.2
96
50
2.72
An additional explanation [18] of this phenomenon is demonstrated in Fig. 15, on the example of Raschig rings. From a statistical point of view, the number of the packing elements which have inclinations a between 0 and 90° (type A) is equal to the number of the elements for which a is between 0 and 90°, elements type B. The difference between these two types of elements connected with the wall effect is that the elements type A give to the wall of the apparatus all the quantity of liquid flowing on them. The elements type B take from the wall only the liquid flowing at the point of touching of the element to the wall. That is why on the upper part of the packing where the thickness of the wall film is very small, the flow from the wall to the packing is significantly smaller than the flow from the packing to the wall. This leads to an increase of the thickness of the wall flow along the packing height to a point where both flow rates are equal. After this point the thickness of the wall flow remains constant. This simple model explains also why the wall effect is smaller for a packing with thin walls. This is because the packing of type B begins taking liquid from the wall film at smaller film thickness than in case of a thicker packing wall. It explains also the effect due to difference in the wettability of the column wall and of the packing. When the wettability of the packing is better, the liquid from the column wall is flowing
564
from the touch point to the packing bulk and also on the outside surface of the packing element of type B. 8.3.2.2. Calculation of the liquid phase distribution in packed columns in the presence of wall effect The quantitative description of the radial spreading in case of wall flow is carried out using different models [58, 8-13, 59, 73] based on the differential equation of Cihla and Schmidt, Eq. (3). The difference between them is in the boundary conditions at which the differential equation is solved. All these methods describe well the liquid phase distribution over the cross-section of the column using two experimental constants, depending on the type of the packing and the dimensions of the column.
Fig. 15. Principal scheme for explanation of the wall effect
To calculate the liquid phase distribution in the packing, including the wall flow, Stanek and Kolar [9-13] propose the following boundary condition forEq.(3); atr = l
8f(r, z)/8r = B[f(r, z) - C.WJ
(19)
which expresses the intensity of liquid exchange between the flow on the wall area and that over the packing. W is the dimensionless wall flow rate (scaled by the total flow rate). The coefficient B in the last equation, expresses the intensity of liquid exchange between the flow on the wall and that over the
565
surface of the packing. The coefficient C characterizes the equilibrium distribution of liquid between the wall flow and the flow within the packing. The equilibrium conditions are reached theoretically after an infinite depth of the packing. According to experimental studies [11] the coefficients B and C do not depend on the mean liquid superficial velocity, on the type of the initial distribution of liquid on the top of the packing, or on the depth of the layer. The parameter B appears also to be independent of the ratio of the packing size to the column diameter. Its values for some packings are represented in Table 5. The coefficient C depends on the above mentioned ratio of sizes and can be determined by the following correlation [12]: C = Kde/dp,
(20)
where the value of K depends on the packing type. Its values are represented in Table 5. The general form of the solution of Eq. (3) with the boundary condition (19) is the following: f(r,z)
= A1l+'£tAHJ0(qmr)exp(-q2HZ)
,
(21)
where q„ designates the roots of the characteristic equation in the form
= 0.
(22)
The coefficient Ag is a constant given as AO=C/(1+C).
(23)
The coefficients An depend on the type of initial liquid distribution, i.e. the initial condition. Jo and Jj are Bessel functions of first kind, zero and first order. The paper [13] presents solutions for various types of initial distribution of the density of irrigation on the top of the packed bed.
566 Table 5. Values of B and K for some packings Type of packing
B
K
References
Raschig rings
6.7
0.181
[11]
Pall rings
§.14
0.70
[26]
Intalox saddles
7.85
0.298
[25]
Porter and Jones [58] assume that the flow rate on the wall is linearly proportional to the axial flow rate in the packing adjacent to the wall. While this condition is approached at high bed, it is not usable at short bed. The two parameters introduced in their study are the liquid spread factor D and a constant of proportionality linking the wall flow and adjacent flow, referred to as the wall effect factor. Dutkai and Ruekenstam [54] proposed that the liquid flow in the wall region could be considered as "adsorption-desorption" process. They introduced two parameters to describe the wall condition, as well as the liquid spread factor D, three parameters in all. The physical reason for the wall effect was not analyzed, as it was not in the investigations of Porter and Jones [58] either. The effect was considered to be due to the presence of the wall and therefore was concentrated in the immediate vicinity. The spreading of structured packing was studied [128] using Sulzer plastic BX and Sulzer Mellapak 500-Y. They consist of corrugated sheets. installed vertically with corrugation inclined towards the axis of the column. For adjacent sheets the angle of inclination is turned in opposite direction. A layer of vertical sheets has a height of 165 or 210 mm; adjacent layers are rotated by an angle of 90°. Plastic BN is a gauze packing made of polypropylene and polyacrilonitrile threads. The height of the layer is 165 mm, the hydraulic diameter of the channels is 7.5 mm and the angle of inclination is 30°. The packing is self-wetting due to capillary action of the gauze material. Mellapak consists of corrugated metal sheets. For the type 500-Y the hydraulic diameter of the channels is i mm, the layer height is 210 mm and the inclination of the corrugations towards the column axis is 45°. Most of the liquid from a single jet enters between two adjacent sheets. Therefore, its spreading occurs between these two sheets. The maximum horizontal diversion from the injection point equals the displacement caused by the slope of the corrugations, i.e. 115 mm for Plastic BX and 210 mm for Mellapak. This is illustrated by the spreading diagram in Fig. 16, obtained at a liquid flow rate 225 ml/s for both packings. In the case of Mellapak two centres of gravity of the flow develop at a distance of about 0.33 m with only little flow in between. With BX a more even
567
distribution is found which probably has to be attributed to increased liquid exchange between adjacent gauze sheets.
T
/
•
• •
PlasticBX Mellapak 500-Y
Fig. 16. Spreading of single jet by one layer of plastic BX and Mellapak 500-Y along the parallel sheets onto which the jet is flowing. Jet flow rate 225 ml/s.
Due to the rotation of subsequent packing layers the centres of gravity (Fig. 16) of a higher layer are, in principle, cut in two halves in the next lower layer. This is most clearly illustrated by the Mellapak experiments presented in [128]. After two layers the next splitting of the flow causes two flows to combine again, causing only six instead of eight flows to develop. Using such considerations it is obtained [128] that the coefficient of radial spreading for Mellapak can be calculated by the equation.
D = 0.22^br
(24)
where ar is the horizontal displacement, and br is the vertical displacement. This equation is similar to Eq.(9) of Tour and Lerman [57]. The constant 0.22 was found to be approximately the same for 8 to 12 layers of packing. For Mellapak in which a single split occurs at an interval of 0.33 m, a = 165 mm and i=210 mm it follows that D=0.0285 m. This is equivalent to spreading caused by Raschig rings of about 250 mm in diameter and it is of the same order of magnitude as found for the radial gas diffusivity of Mellapak obtain by Meier et al.[129]. Hoek et al. [128] noted also that with random packings a semi stable flow distribution developed rapidly in the main body of the packing bed, which they called "natural flow" or "small-scale maldistribution". It is characterized by severe channelling, or rivulet formations, of the liquid. Channelling is
568
randomly distributed over the cross-section of the bed with, on an average, one main liquid channel per 30-40 packing particles. The potentially detrimental effect of this maldistribution on the separation performance is largely compensated by radial mixing. Hoek et al. [128] think that because of the random character of the flows, a simple diffusion plus mass transfer model cannot be applied to estimate the effect of the small-scale maldistribution (first type of maldistribution). The investigations [48-50] show that it is possible to calculate the packing height by using the dispersion model in case of uniform distribution of both phases over tiie column cross-section. These investigations are not taken into account in [128]. Therefore, the authors introduce a "radial mixing height". In their model it is assumed that no mixing occurs between the liquid streams in a zone with a height zm. The radial mixing is represented by alternating mixing stages in which all liquid streams are mixed ideally instantaneously. The value of mixing height, zm, may be deducted from the analogy between axial and radial spreading or dispersion. Axial dispersion can be expected to be of the same nature as the radial spreading; the differently sized channels will have a different liquid residence time, tn which is coupled through the liquid holdup Hd with the liquid flow rate as:
(25)
Because for the most packings [130-132] Ha is proportional to Lm, tr is proportional to L'm, As it can be seen from the equations of different investigators of the liquid holdup presented in part 3.2.1.2.1.3, the power to £ in the equation for calculation of Hg varied from 1/3 to 2/3. That is, Eq. (25) must be used carefully taking into account the real power for the given packing. Using Eq. (25), the residence time distribution can be calculated from the liquid holdup. This was done for the average case assuming Mji equal to 0.5 (see Fig. 3). From the flow distribution curve used and the resulting residence time distribution curve, it is found that the relative standard deviation, (Tg of the residence times is equal to 0.08. This value is coupled with the axial Peclet number for the liquid phase Pei through
569
with
L.dD P*L=-Z-ZT'
(2?)
Expressed in terms of "mixing height", the liquid stream is fully remixed after a height equivalent to about 16 packing particles. The use of axial diffusivity, DL, in defining of the Peclet number is allowed when the analogy between the mechanism of radial and axial spreading is valid, i.e. when the radial and axial displacement of liquid elements are the only causes of the dispersion determined in tracer experiments (the method by which the radial and axial diffusivities are usually obtained). If the mixing length, zm is taken equal to the packing height H instead of Eq. (26), the following equation can be written: (28) Eq. (28) gives the possibility to obtain the mixing length knowing the Peclet number. Gunn [79, 80] pointed out that the region of the packing immediately adjacent to the wall was aligned due to the contact, and, therefore probably, the permeability of the liquid flow in the wall region is different from that in the bulk. The potential is compound, since axial and radial velocity, pressure, and gravity are constituent elements. Although the general phenomenon and contributing causes are described in that paper, it was ultimately assumed that the field of redistribution is isotropic. However, preliminary experiments on l"Pall rings showed that the rate of redistribution within a 0.3 m diameter column was less rapid than indicated by the condition of isotropy, and much better description of the experimental measurements was given by introducing significant anisotropy, as Gunn found later [81]. Subsequent investigations of Gunn [82] carried out with four modern types of 25 mm in size packings, namely Nutter rings, IMTP, Pall rings and Super Intalox saddles show a good agreement between the experimental and theoretically calculated data. The model operates with the stream function and the total liquid flow in the column using four experimental constants: packing spread factor, axial permeability and spread factor, radial permeability and spread factor, and permeability (axial spread factor) in the wall region. The usage of the stream function instead directly of the liquid superficial velocity
570
makes this model less useful for calculation in the field of the hydrodynamics and mass transfer in packed bed columns. It must be mentioned also that the investigation of Stanek and Kolar [9-13], solving the same problem before Gunn, using a physically well founded model which needs one experimental constant less than the Gunn model, obtaining very good agreement with the experimental data, is not cited by Gunn [82]. 8.3.2.3. A possibility to eliminate the wall effect To prevent the wall flow formation as early as 1936, Sturman [14] proposed modification of the column wall. The aim of the modifications is to achieve the same distribution of the packing elements in the proximity of the wall and in the bulk of the layer. The modification involved installation of horizontal fins on the wall, corrugated surface of the wall, or hemispherical profiles on the wall. The investigations of Kirschbaum [15], carried out in a column with corrugated walls, showed that the height of the transfer unite did not depend on the height of the packing section. Regardless of the type of the modification of the wall proposed by Sturman, it was concluded in the literature [75] that from the standpoint of economy such modifications are ineffective. The simple model for explanation of the wall effect, presented in Fig. 17 is able not only to explain the main reason for its appearance and all phenomena connected with it, but also to show the way for its elimination.
Fig 17. Illustration of the action of a deflecting ring.
If on the column wall small rings, as this shown in Fig. 17, are installed [18, 19] at a given distance between them, the elements of type B take from the wall not only the liquid in the point of touching but also a great part of the liquid flowing on the wall. It means that these small ring^ can act as deflecting rings making the column wall reflect the liquid phase. Later they are called wall flow deflecting rings (WFDR).
571
As illustration of the effect of these rings, experimental data for the ratio of the local to average liquid superficial velocity as a function of the dimensionless column radius at different packing heights are presented in Fig. 18 [18]. The data are for a column with diameter of 190 mm packed with Raschig rings 25x25x3 mm. The points "o", in the figure are for the case with deflecting rings, and points marked as "x" - without them. The width of the rings is only 5 mm. The distance between them, equal to 100 mm, has been obtained experimentally. The liquid phase enters the packing in the form of a single stream axial to the column. Each experimental point in Fig. 18 is an average value of 6 experiments, made after new filling up of the packing in the column. The curves are calculated using the theoretical equation of Cihla and Schmidt [6], Eq.{3), solved by them in case of a reflective column wall and feeding of the liquid phase in the form of a d-funetion. The boundary conditions are: r =R ^ =0 or
(29)
L,(r,0) = 0
(30)
r =0 Ll(0,0) = aa. The solution
L,(r,h) = Q
for drawing of the curves in Fig. 18 is obtained using Bessel functions. h is the axial coordinate in m; r- radius vector in m; R- radius of the column in m;
(31)
572
Jo - Bessel function of first kind, zero order; an - root of the equation J0(x) = 0.
0
0.2 0.4 0.6 0.8
1
r/R 0
0.2 0.4 0.6 0.8 1 r/R
H=770, mm
H=350, mm
2
*
2
•
1.5
1.5
•
o ©
s
«
•
0.2 0.4 0.6 0.8 1 r/R H=11S0, mm
©
1
0.5
0.5 h
0
-j"
•
0
0.2 0.4 0.6 0.8 1 r/R H=1600, mm
Fig. 18. Dimensionless liquid superficial velocity at different packing height versus dimensionless column radius.
The value of D in Eq. (3) has been found experimentally to be 3.8 mm [18]. It is in good agreement with the literature data [20] for this packing. The good agreement between the experimental data and the calculated curves shows that a column wall with deflecting rings can be considered reflective for the liquid phase.
573
As it is shown, using deflecting rings, it is possible to prevent the negative effect of the wall flow. Simple calculations show that the price of these rings does not exceeds 2% of the price of the column. For their use in the industry a method for calculation of the distance between them is necessary. 8.3.2.3.1, Determination of the distance between the wall flow deflecting rings for elimination of the wall effect As already mentioned, the distance between the deflecting rings for the data presented in Fig. 18 has been obtained experimentally. In order to calculate its value that provides uniform distribution of the liquid superficial velocity over the whole packing cross-section in industrial columns, some model and physical studies are carried out [21-26]. All of them are based on the fact, that just after a given deflecting ring the flow rate on the wall is zero, and for calculating the wall flow below the rings the equation of Cihla and Schmidt [6] with the boundary condition of Stanek and Kolar [9-13] can be used. Because the problem of calculating the distance between the deflecting rings is very complicated, it is solved [21-24] "step by step". The experiments are carried out in a Plexiglas column 188.6 mm in diameter, without a gas flow. 25 mm random Raschig rings are used as packing. Water was supplied from a constant head tank equipped with overflow weir via a regulating valve. The liquid phase distributor ensures 8448 drip points per m2 of the cross-section of the column. In the first investigation of mis series [21], the liquid phase distribution in the packing in case of initial uniform distribution and a single deflecting ring installed over the packing bed is calculated and experimentally proved. In [22-24] the effect of many deflecting rings with equal distance between them is investigated. The results show that the width of the deflecting ring obtained from the model is larger than the real one. It is connected with the fact that the packing elements placed directly on the corresponding deflecting ring act as an enlargement of this ring. The value of this enlargement is obtained using the probability theory and the results are also experimentally proved. The calculations lake into account the different statistical position of the packing elements on the ring and consequently the different distance from the column wall at which these elements can transport the liquid phase from the real deflecting rings into the packing volume. It is found mat the calculated value of the width of the deflecting ring in the model is about 1.5 times bigger than the real one. The papers [23, 24] use optimization calculations to obtain the necessary distance between the deflecting rings at which the liquid superficial velocity in the column can be assumed uniform. Using the obtained results, the following equation for practical calculations is proposed:
574
= 0.068 (dc /d/J3(Sfd/J
K AJ\
(32)
where Z = Dhi/R3 is the dimensionless distance between the neighbour deflecting rings; Ae-the distance between the deflecting rings in m; S deflecting ring width in m; dc -.column diameter in m; K- constant in Eq.(20). The above mentioned theoretical investigations are described in details in Appendix of this chapter. The diameter of the Raschig rings is used as packing size dp in Eq.(32). For packings with different form Eq. (32) can also be used when the packing size in it is an experimentally obtained value instead of the real packing dimension. For Pall rings with a diameter of 24 mm and a height of 25 mm the value of dp for Eq.(32) is 17.5, and for Intalox saddles with an outside diameter of 57.5 mm, an inside diameter of 26 mm and a height of 32.5 mm, this effective size is 28 mm [25,26]. The great effect of the wall flow on the mass transfer coefficient can be seen in the investigations of Franz [96], who has studied the desorption of CO2 from water in air stream in a 500 mm diameter column, filled up with 50 mm Intalox saddles. The height of the packing is 1, 1.5 and 2 m. The obtained results for the average volumetric mass transfer coefficient divided by the mass transfer coefficient for the firs meter of the packing are represented in Fig. 19. It is easy to see a strong reduction of the average volumetric mass transfer coefficient with increasing of the height of the packing. For a 2 m high packing the average value of the coefficient is with about 33% lower. If the reduction is calculated only for the second meter of the packing height, it can be seen that the mass transfer coefficient for the second meter is only 32% of that for the first meter. The main reason for this strong reduction is the wall effect. Other investigations carried out together with Darakchiev and Kolev [97] for the same process in a column with a diameter of 468 mm, filled up with Holpack packing No 19, Table 3, show no difference between the values of Kia obtained at packing heights of 1 m and 3.4 m. In this case 12 mm wide deflecting rings with 200 mm distance between them are used. The investigation of desorption of oxygen by steam from feed water for boilers at a 770 mm high Holpack packing in a column with 3 deflecting rings and without them shows [98] the following. At initial concentration of the oxygen equal to 9300 mg/m3 and absence of deflecting rinp, the end concentration of the oxygen in the deaerated water is 40 mg/m3. In presence of deflecting rings, it is less than 6 mg/m . In both eases the temperature of deaeration is 103°C. The liquid superficial velocity is about 120 m3/(m2.h). It means that by mounting only 3 deflecting rings the end concentration is reduced
575
more than 6.6 times. Such a great reduction seems unbelievable but it is real. It is easy to calculate that if at absence of deflecting rings only 1 % of the liquid leaves the apparatus as wall flow with its initial concentration, the end concentration in the purified water increases with 93 mg/m3.
1 <
0.8
*"
— —
1
0.6
1
1.2
1.4
1.5
1.B
2
H,m Fig. 19. Changing in the volumetric mass transfer coefficient as a function of the packing height related to the respectiYe value for the first meter of the height.
8.3.2.3.2. Other devices for reduction of the wall effect The deflecting rings are patented in 1972 [19] and since then they have been implemented in industry in many columns for absorption, desorption, and distillation processes, to eliminate the wall effect. [97, 9§, 114-118]. The same is the action of the metal bounds (usually mesh bounds) used in case of some corrugated packings, presented in Fig. 20. Despite practically the full elimination of the harmful wall effect on the column efficiency, the deflecting rings are used up to now only in the apparatuses designed and implemented in industry by the author of this book and his team. The whole number of these apparatuses is about 750.
576
Sul/cr BX
Monte A1
Mellapak 250Y
Gempah 4BG
Rain Pak 250YC
MontzCi -300. Plastic
Fig. 20, Some comi^ted packings with special bounds acting as deflecting rings.
For partial solving of the wall effect problems, the "Rosette" wall wiper of Norton Company, Fig. 21, is proposed. The wall wipers are used to remove the liquid from the wall and place it into the packed bed, where it will be adequately contacting with the rising vapour phase. Generally, wall wipers are required only in the lower portion of the stripping section. These devices usually are spaced apart by about two theoretical stages of packed height. Because the wall wipers are installed within the packed bed itself, they must be designed carefully to avoid severe reductions in column capacity. The producing of the wipers as a "rosette" gives the possibility to enlarge the cross-section for the gas flow. At the same time this leads to increasing of the local liquid superficial velocity under the end parts of the "rosette". Practically, due to a very small width, the deflecting ring reduces the column cross-section insignificantly and, as already said, the packing elements in contact with the ring remove the liquid phase from the wall without reducing the cross-section for the gas phase.
577
Fig. 21." Rosette" wall wiper of Norton Company [109]
8.3.3. Liquid phase distribution under the distributor There are many types of devices for distribution of the liquid phase over the apparatus cross-section, presented in Chapter 7 (7.3), The best of them distribute it in the form of drops or jets with equal flow rates. The distributor orifices are uniformly located over the cross-section of the apparatus in the apexes of squares or equilateral triangles. After the distributor additional distribution of the liquid phase takes place in the packing itself. Kabakov and Dilman [27] were the first who discussed the problem of calculation of the height of redistribution packing layer after which the liquid is uniformly distributed. Their simple model is presented in Fig. 8. The liquid is entering the packing in points A and B. The local liquid superficial velocity is calculated in three characteristic points: the points G and H placed on the same vertical axis as A and B, and the point E which is on the same level just between them. The liquid superficial velocity at each drip point is calculated using the solution of Cihla and Schmidt Eq. (3) for the case of liquid not reaching the column wall. The following additional assumptions are made: 1. The liquid in point G comes only from point A, and this in point H only from point B. 2. If the liquid superficial velocity at point E is equal to that at points G and H, the liquid in the whole column cross-section is uniformly distributed. 3. The influence of the distribution from the drip points around A and B is neglected. From this assumption it follows that the triangle and square configuration of the drip points should give the same results, which is doubtful.
578
Fig 22. Scheme of the model of Kabakov and Dilman [27] for disttibution of the liquid phase.
For elimination of the above mentioned shortcoming, another model is proposed [28]. It considers the packing as divided by imaginary vertical planes forming hexagonal or square prisms. The number of these prisms is equal to the number of the points of irrigation, each of them lying in the centre of a prism. In Fig. 23 a part of the packing cross-section in case of drip point location in the centre of the hexagon, or which is the same, in the triangle apex is presented. Because of the symmetry, the liquid flowing, for example, through the plane E from point if to point C is equal to the flow in opposite direction, from point C to H. It means that each of these imaginary planes can be considered as reflecting one. For this reason the boundary condition for reflection can be applied
8L,/dN =
(33)
where N is the normal vector to plane F. If the hexagonal prisms are replaced by circumscribed cylinders, Eq. (33) becomes: =0 .
(34)
579
Fig. 23.Schcme of the model of Kolev [28] for disteibution of the liquid phase.
I.e. in this case the solution of Cihla and Schmidt [6] for a cylindrical column with a reflecting wall, Eq. (6), can be used for calculation of L. Because the distance between the points C or i? to plane F is smaller than the radius R of the circumscribed cylinder, the liquid phase distribution in the prism is slightly better than in the cylinder, i.e. when using Eq. (34) instead of Eq. (33), the calculated height of the packing is bigger than that necessary for the distribution of the liquid phase to a given degree of uniformity. Using Eq. (6), the following equations are obtained: For the maximal value of the dimensionless liquid superficial velocity
= l + 0.024(R2/Dh)3
(35)
For the minimal value of dimensionless liquid superficial velocity
6.2xlO~4(R2
/Dh)4'
(36)
In this equation the radius R of the circumscribed cylinder can be determined from the value of the distance / between the drip points using [28] the equation:
580
(37,
obtained by simple geometrical considerations. From Eqs. (36) and (37), at a value of/not lower than 0.95 in every point of the column cross-section after the redistribution layer with a height hoss, the following relation for determination of the height of the redistribution layer can be obtained hOkSa=O.lll2/D
(38)
It means that for this value of h, the liquid superficial velocity is not more than 5% lower than the average one. Some data for the value of h as a function of the number of drip points Nj per m2, calculated by Eq. (38), are represented in Table 6. Because of lack of experimental data for D for the most of the modern packings, the calculations are made only for some of mem. Using Bessel functions, Semkov [29] has obtained an exact solution of Eq. (3) with boundary condition (33). The difference between maximal and minimal dimensionless liquid superficial velocity (frfi) versus the dimensionless packing height is represented in Fig. 24 [29]. The investigations are carried out for drip points located in the apexes of Mangles (A) and of squares (•). The investigations of Semkov [29] have also shown that the necessary height of the redistribution layer is slightly smaller than this calculated by Eq. (38), as already mentioned. From equations 18 and 39 it follows, that the height of the packing bed in which the liquid after the distributor is uniformly distributed with a given degree of uniformity is inversely proportional to the packing element size. That is why it is recommended directly under the distributor to put a redistribution layer of packing elements as great as possible. They can be specially selected to have higher spreading coefficient, but to be of the same type as the main bed packing, possibly only of a greater size. It must be mentioned here that this type of arrangement of the packing in the column is not applied up to now, but obviously it leads to the following significant advantages. The price of the bigger packing elements per cubic meter is lower, the height of the redistribution layer with greater elements is smaller, and the pressure drop is lower. Thus, this arrangement leads to reduction of the capital investments and also of the operating expenses.
581 Table 6. Packing
D*
N, 2
L
ho,-95
L
N, 2
2
L
ko.95
D'
mm
mm
m
mm
mm
m
mm
mm
m
mm
mm
mm
RR"50
5.4
50
152
0.470
100
107
0.233
200
76
0.118
5.4
RR25
2.7
50
152
0.940
100
107
0.466
200
76
0.236
2.7
BS*"50
4.6
50
152
0.552
100
107
0.274
200
76
0.139
4.6
BS25
2.3
50
152
1.103
100
107
0.547
200
76
0.277
2.3
PR 50
3.25
50
152
0.781
100
107
0.387
200
76
0.196
3.25
PR 25
1.63
50
152
1.562
100
107
0,774
200
76
0.392
1.63
+
The value of D is calculated by Eq. (16) not taking into account the influence of the liquid superficial velocity. Raschig Rings *** Berl Saddles +
Pall rings
1Q°r
ier 3 t
I
1
I
i
i
Fig. 24. Difference between the maximal and minimal dimensionless liquid superficial velocity (frfi) versus the dimensionless height of the packing 2, after Semkov [29]. h - drip points located in the apexes of triangles. • - drip points located in the apexes of squares.
582
8.3.4. Special packings for a redistribution layer The most of the packings have high enough spreading coefficients to ensure small height of the redistribution layer. But the spreading coefficients of the packings ensuring the lowest pressure drop per mass transfer unit at a minimal packing volume are very low. Those are the packings with vertical walls. For such kind of packings it is necessary to mount additionally a layer of other packing between the main packing and the liquid phase distributor, to redistribute the liquid uniformly over the cross-section of the apparatus. A very important requirement to this packing is not only to have high spreading coefficient but also to insure at least the same permissible gas and liquid superficial velocity as the main packing in the column. Because the existing packings usually do not fulfil both of these conditions, special types of new packings for this purpose are designed [90-92] and investigated [93-95]. To ensure great gas and liquid superficial velocity at the loading point, the packing should be arranged. To ensure great spreading coefficient, according to Eq. (9) of Tour and Lerman [57], the packing should ensure greater value of id, the radial remove of the liquid streams in the packing corresponding to one remove in vertical direction, i.e. the packing should have inclined walls. To insure equal spreading in all directions, the packing should be arranged in rows with the same direction of inclination in one row, and the opposite direction of inclination for every second row. The adjacent rows are rotated by 90° in respect to the column axis. The easiest way to realize this idea is to use as arranged packing the inclined Rasehig rings, presented in Fig. 25 [90,93]. The data for the investigated packings of this type are presented in Table 7. There are two possibilities to optimize the angle of inclination of the packing; to ensure minimal pressure drop, and to ensure minimal packing volume. From Table 7 and from the equation of Tour and Lerman [57] it is seen that the value of D is a monotonously increasing function of a. That is, with increasing of a the necessary packing volume for ensuring a given redistribution decreases monotonously. In the same time the increasing of the value of a leads to reduction of the loading and flooding capacity, i.e. to reduction of the efficiency of the main packing under the redistribution layer. The really optimal value of the angle of inclination a of the packing elements is obtained [93] experimentally as a value at which the pressure drop of the redistribution layer, which insures a given degree of uniformity of the liquid distribution at a given distance between the irrigated points and given gas and liquid superficial velocities, is minimal. To insure these conditions, the value of the ratio AP} / D has to be minimal too.
583
Fig, 25. Inclined Raschig Ring.
In Fig. 26 experimental data for this ratio, obtained for the packings presented in Table 7, versus the angle of inclination a, at different gas and liquid superficial velocity, are presented. It is easy to see that the optimal value of the angle is 16°, Of course, this optimal value ensures only a minimum pressure drop of the distribution layer, but not a minimum volume of the packing in the layer. The data for the pressure drop of the packing No 3, Table 7 [93] are presented in Fig, 27 as a function of the gas velocity at different liquid superficial velocities. In the same figure date for other packings are also represented for comparison. For calculating the spreading coefficient D of inclined Raschig rings, the following equation is proposed [93]. 0.48
(39)
The geometrical characteristics of the packing elements in Ms equation are explained in Fig. 25.
584 Table 7. Geometrical characteristics and spreading coefficient of arranged inclined ceramic Raschig rings No
Symbol
d
h{
s
a
a
ZMCPm
e 2
mm
mm
mm
deg.
m /m
3
3
m /m
3
Calculated from the slope
Calculated from the intercept
1
8
52.0
51.5
5.5
0
117
0.74
1.23
1.04
2
e
50.2
43.0
5.5
9
106
0.73
1.61
1.55
3
CD ©
49.1
41.2
5.5
16
116
0.73
2.85
2.43
49.9
21.7
5.5
16
126
0.73
2.85
2.43
50.0
41.3
5.5
22
109
0.73
2.80
2.50
50.0
37.4
5.5
31
119
0.73
2.63
2.50
4 5 6
€
The accuracy of equation (39) could be seen in Fig. 28, where in dimensionless coordinates the experimental points and the line of the equation are compared. The principle to create packings for redistribution layer with inclined walls is used also in [91] and [94]. The packing investigated there, presented in Fig. 29, consists of inclined lamellas connected in a frame. The values of D of the packings with inclined lamellas versus the flow rate are presented in Fig. 30. For calculation of I? the following equation is proposed [94] (40) where Do is the value of D at low flow rate at the horizontal part of the curves in Fig. 30. AD is the additional value of D connected with enlargement of the liquid jets in the packing because of the flow inertia. For calculation of D and AD the following equations are proposed:
(41)
and
585
30
Fig. 26. Influence of the angle of inclination a of the packing elements on the ratio AP/D at different gas and liquid superficial velocities. 1. - we = 1 m/s, 1=0 m3/(m2/s); 2. - wB = 1.5 m/s, L=0 m3/(m2/s); 3. - wa = 2 m/s, 1=0 m3/(m2/s); 4. - w0 = 1.5 m/s, £=3.2xl(T3 m3/(m2/s).
586 10* 8 6
I
/ /
10'
0.4
0J
0.8 1
7 1-« L=0 :-o L=2,3x10~3m/s L=3.3x10-3m/s 4-A - A L=a L=6.4x10"3m/s
8.5x1 f^m/s 5-o L=8.
2
w0, m/s Fig. 27. Pressure drop of the packing No 3, Table 7, as a function of the gas velocity at different liquid superficial velocities, a- random Raschig rings 50x50x5 mm, £=0 m3/(ma/s); b- random Raschig rings 50x50x5 mm, £=8.5xlO'3 nT3/(nr/s); c- arranged Raschig rings 50x50x5 mm, 1=0 m7(nr/s); d- arranged Raschig rings 50x50x5 mm, 1=8.5x10 m7(mz/s).
AD
T
(42)
587
where lj is the lamella width in m, and 4- projection of/ on the horizontal plane. The geometrical characteristics of 5 different constructions of the packing are given in Table 8. 1.0 0.8
-5s 0.6
0"
+10%^, ^S"*"""' § 0.4 "-"-10%
0.2
0,1
0.2
0.4
0.6
0.8 1.0
Fig. 28. Companion between the line calculated by means of Eq. (39) and the experimental data.
Fig. 29. General view of the packing with inclined kmellas.
588 Table 8. Geometrical characteristics of some packings with inclined lamellas Packing No
1
Sheet width, mm Pitch between sheets, mm
45 16
45 16
45 16
45 16
45 16
Sheet thickness, mm
1
1
1
1
1
Pitch between two adjacent rows in vertical direction, mm
65 65
65
65
65
65
Sheet slope, deg
16
22
22
30
40
Cogging
Yes No Yes Yes Yes • © Q €> >
Symbol
10
4 6 8
1CT
2
4
68
10
Fig. 30. Influence of the jet flow rate on the spreading coefficients of the packings presented in Table 8.
The pressure drop of packing No 3, Table 8 as a function of the gas velocity at different liquid superficial velocities is presented in Fig. 31.
589
AP In Fig. 32 the ratio
is presented as a measure of the pressure drop H.D of the redistribution layer versus the angle of inclination at different gas velocities. The pressure drop of not irrigated packings with inclined lamellas can be calculated using the equation y/ = 5.2xlO~4a's
,
(43)
where ^ number is defined as follows
2pG,H,w0 It is proposed [94] to calculate the pressure drop of the irrigated packing AP using the equation
where A = Ag + AA .
(45)
Both equations are explained in details in section 1.6.1. do and AA can be determined using the following equations:
= 3.17.B*?"
( h X0-78 Fr°LJ7\ ?L M'U4 la J
(46)
590
10"
.
6
-A 2-4 3-0 4-B
10
L=0 1=2x10^ m/s L=2x10-*m/s L=4x1fTzm/s
5 - v L=6x1CT2m/s - * L=8)«1Q-2m/s
I
4
I I
I
6 8 10 wo,m/s
4
I
6 8 10
Fig. 31. Pressure drop of packing No 3, Table 8, as a function of the gas velocity, at different liquid superficial velocities.
,1,69
.-1.17
[wopG)
,e
-1,52
(47)
In Fig. 34 a comparison is made between experimental values of A and those calculated by means of Eqs. (44), (46) and (47) up to the flooding point.
591
It is seen that in this case the maximal error does not exceed 25%. The accuracy of the equations under the loading point is better. The possibility to make the ceramic honeycomb packings mechanically stable at low wall thickness makes this form very proper for packing with inclined walls. The general view of such a packing is presented in Fig. 35. The dimensions of the investigated [99] packings of this type are presented in Table 9.
20
30
40
50
a, deg Fig. 32. Dependence of the ratio
AP
as a function of the angle of inclination at 1=0.002
m3/(m2/s): 1- wo=\ m/s; 2- wg=\.5 m/s; 3- wu=2 m/s.
Fig. 33 represents the comparison between the experimental data for cogged packings, Table 8 and the line calculated using Eq. (43). For calculation of the liquid spreading coefficient of these packings, the following equation is proposed [99]
(48)
592
where pL is the liquid density in kg/m3 and a the surface tension in N/m . The sizes d, st, h and A are explained in Fig. 35.
Fig. 33. Comparison between the experimental data Tor cogged packings, fable 8, and the line calculated using Eq. (43).
0,2
Bi
0.6
Acalc Fig. 34. Comparison between experimental values of A with those calculated by Eqs. (44), (46) and (47).
593
Fig, 35. General view of a honeycomb packing element with an inclined wall, with the basic dimensions.
Table 9. The dimensions of the investigated ceramic honeycomb packings with inclined walls No
Symbol
d
h
s
a
a
B
JV
G
D*10 3
mm
mm
mm
deg
m 2 /m 3
m J /m 3
num/m 3
kg/m3
m
1
•
19
51
2
14
172
0.82
4700
367
1.04
2
o
19
51
2
19
171
0.82
4560
358
1.30
3
• • •
19
50
2
26
170
0.82
4320
357
1.57
19
46
2
33
169
0.81
4350
348
2.60
27
49
3.5
13
128
0.79
2300
414
1,87
4 5 6
A
27
48
3.5
16
127
0.79
2320
410
1.91
7
•
27
49
3.5
24
124
0.81
2250
408
2.67
27
49
3.5
30
122
0.82
2200
405
3.17
27
36
3.5
16
120
0.81
3170
400
1.69
27
69
3.5
16
126
0.79
2350
420
1.64
8 9 10
•
o
594
The comparison of the experimental data with Eq. (48) is represented in Fig. 36. It is seen that the maximal deviation is ± 15%. The mean arithmetic error is 6.4%. Based on Eq. (170), Chapter 3, for vertical arranged packings with smooth walls the following equation for calculation of the pressure drop of dry packing with inclined walls is proposed.
(49) + 7 Re,
Fig. 37 shows the comparison of the experimental results with the line representing Eq. (49). The mean arithmetic error of Eq. (49) is 9.6%. ReG varies from 1530 to 6600, h/dk - from 1.33 to 2.5. It is proposed [99] to use for calculation of the pressure drop of the irrigated packing under and over the loading point Eq. (17) (Chapter 3), respectively Eq. (176) (Chapter 3), and for calculation of A§ - Eq. (179) (Chapter 3). For determination of zWthe following equation is proposed [99]:
= OJ(tma)u\
(50)
where Frt =
is Froude number of liquid; g g- gravity acceleration, m/s2. The mean arithmetic error of the equation is 12.4%. AP The data for the ratio for different packings and liquid superficial
D.H velocities are represented in Figs. 38 and 39. From Figs. 38 and 39 it is seen that packing No 5, which has an inclination angle of 13° possesses the lowest pressure drop. The pressure drop of the packing with smaller inscribed circle is much higher than that of the packing with bigger one.
595
0.25
0.40
0.60
0.80
Fig. 36. Comparison of the experimental data with the results of Eq. (48).
0.1
0.3
0.4
Fig. 37. Comparison of the experimental results with the line representing Eq. (49).
596
20
12
1.2
AP Fig, 38. The value
\A
1.6
wn,m/s
w0, m/s
AP for the packings
D.H presented in Table 9 as a function of the gas velocity at very low liquid superficial velocities.
Fig. 39. The value
for the packings
D.H presented in Table 9 as a function of the gas velocity at liquid phase superficial velocity L=W3 (m3/m2s).
8.3.5, Other investigations about the distribution of the liquid phase Aroonwilas and Tontiwachwuthikul [140] presented a simple model for distribution of the liquid phase over the cross-section of the column with corrugated packing. Schematically the model is presented in Figs. 40 and 41.
597 NODE {l,J,K}
Fig. 40 Liquid distribution pattern proposed [140].
Fig. 41. Liquid distribution around the intersections; (a) a packing sheet (i), (b) the contiguous packing sheet (i+1) or (i-1).
598
The flow rates of all liquid rivulets q in both figures are connected by the equations of the material balance. The model gives a good picture of the distribution of the liquid phase over the cross-section of industrial apparatuses with corrugated packings. It is also tested [140] by means of experiments at absorption of CO2 in NaOH solution. The obtained results show a very good agreement between the experimental and the calculated data. Unfortunately the good coincidence obtained by this system is not enough convincing test for the model, therefore, the process used is not an equilibrium one, the rate of M s absorption is only weakly dependent on the liquid phase distribution. 8.4. Gas maldistribution Usually the maldistribution of the gas phase is not taken into account, assuming that when the pressure drop of the packing is many times higher than the dynamic pressure of the inlet gas flow, its distribution is uniform. Nevertheless, recently a large amount of investigations have been carried out in this area [30- 43,100-102,108-110,119-224]. The investigations can be divided into three groups: 1. Initial investigations which do not use any model; 2. Investigations that use statistical models; 3. Studies with physical grounded model connected with the packing form. 8.4.1. Initial investigations on gas maldistribution The first investigations on the gas flow distribution in packed columns are carried out in for spherical packings [108, 123, 124]. The principle gas velocity profile in this case is presented in Fig. 42, taken from Reichelt [75]. The picture shows that in the bulk of the packing the gas velocity is constant. Near the column wall, maximum gas velocity is observed. Of course, the gas velocity on the wall is theoretically equal to zero. Daraktschiev [119] investigated the distribution of the gas velocity in a column with a 472 mm internal diameter and different variants of Holpack packing of horizontal expanded metal sheets, ceramic Raschig rings 50x50x5 mm, plastic 50 mm Pall rings and ceramic 35 mm Intalox saddles. The geometrical characteristics of the investigated Holpack are given fa Table 3. The gas velocity measurements are carried out by means of a calibrated thermoanemometer DISA Type 55 A 01. Different average gas velocities are investigated. The investigations are carried out with the inlet devices presented in Fig. 43.
599
Outlet gas velocity
Inlet gas velocity
Fig. 42. Principle gas velocily profile in a spherical packing.
Fig. 43. Inlet distribution devices used by Daraktschiev [119]: (a) device No. 1, (b) device No. 2.
600
The first series of measurements (Fig. 44 and 45) are carried out 100 mm below the packing supporting grid without packing. The second series (Fig. 45 to 52) are taken with the investigated packings at a distance about 50-80 mm over them. To eliminate the effect of the packing filling, which is especially important in case of packings with greater elements the experiments are repeated after packing re-filling or after changing the upper packing sheet in the case of Holpack packing. Because of the high sensitivity of the thermoanemometer which measures directly not the average point velocity, but the real velocity at the moment of measurement, including the effect of the turbulent fluctuations, the signal of the thermoanemometer has been automatically integrated over time, to obtain its average value. The obtained data for all investigated packings are presented in Figs. 44 to 52 as a ratio of the local to the average value of the gas velocity calculated for the whole column cross-section
Wo,
1
/ X
V ni
-
a" Fig, 44. Distribution of the local to average gas velocity ratio w« /w 8m , over the column crosssection, in two perpendicular directions, using the inlet device No. 1 (Fig. 43), at a distance of 100 mm below the supporting grid in the case without packing, o- Wgiim= 2 m/s • - w%m= 3 m/s, AWfl,av~ 4.0 m/s.
The comparison of the data for distribution of the gas phase below and over Holpack shows that regardless of the rather great packing free crosssection, only 5 to 12 sheets of expanded metal are enough to transform the maldistribution from about 200% nonuniformity to satisfactory uniformity. Therefore, Holpack can be used also for reduction of the packing height after which a uniform distribution is ensured. The necessary height for the random
601
packing is significantly higher. The better effect of Holpack is due to the absence of a vertical barrier for the gas phase, which gives the possibility for a good redistribution of the gas over the column cross-section between each two adjacent expanded metal sheets.
Fig, 45. Distribution of the local to average gas velocity ratio wg /wB<m over the column crosssection, in two perpendicular directions, using the inlet device No. 2 (Fig. 43), at a distance of 100 mm below the supporting grid in the case without packing, o- w8ai»= 1,2 m/s, • - wOim= 2,2 m/s, Awftov= 3.0 m/s.
Fig. 46. Distribution of the local to average gas velocity ratio waiAvOiBr over the column crosssection, in two perpendicular directions, asing the inlet device No. 1 (Fig. 43), over a layer of ceramic Raschig ring packing 50x50x5 mm of the following heights: o- H-0.4 m*-H= 0.66 m. wo,av=2.2 m/s.
602
Fig, 47, Distribution of the local to average gas velocity ratio Wfl;/n>orOV over the column crosssection, in two perpendicular directions, using the inlet device No. 2 (Fig. 43), over a layer of 50 mm plastic Pall rings of the following heights: o-|f=0.4 m,*-H— 0.8 m. wfl-H1r=2,3 m/s.
Fig. 48. Distribution of the local to average gas velocity ratio w« /w 8 w over the column crosssection, in two perpendicular directions, using the inlet device No. 1 (Fig. 43), over a layer of Holpack No 1, Table 3, at a packing height 0.148 m. o-wftflv/=1.0 m/s, • - wB(W =1.8 m/s, Aw aav =2.8 m/s.
603
Fig, 49. Distribution of the local to average gas velocity ratio w« Av«,» over the column crosssection, in two perpendicular directions, using the inlet device No. 1 (Fig.43), over a layer of Holpack No 3, Table 3, at w%m= 1.8 m/s, for different packing heights: a-H =0.003 m, • - H =0.109 m, A -H =0.268 m.
Fig. 50. Distribution of the local to average gas velocity ratio w« /w%m over the column crosssection, in two perpendicular directions, using the inlet device No. 1 (Fig. 43), over a layer of Holpack No 3, Table 3, at a packing height 0.215 mm., o- wftOT= 1.1 m/s, • - n»Rm,= 1.8 m/s, AWftiB>= 2 . 5 m / s .
604
Fig. 51. Distribution of the local to average gas velocity ratio ww/H>ft(W over the column crosssection, in two perpendicular directions, using the inlet device No. 1 (Fig. 43) over a layer of Holpack No 3, Table 3, at a packing height 0.215 mm. The two series of points are for two different upper sheets of expanded metal of the same packing type.
2 1
1
\
'
/ '
*\
1
J
Fig. 52. Distribution of the local to average gas velocity ratio wfl; /we,m over the column crosssection, in two perpendicular directions, using the inlet devices No. 1 and 2 (Fig. 43), over the layer of Holpack No 3, Table 3, at a packing height 0.268 mm. o- wftav= 1.8 m/s for inlet device No. 1, • - Wfl,av= 1-6 m/s for inlet device No. 1. The two series of points are for two different upper sheets of expanded metal of the same packing type.
The comparison of the data from Daraktschiev [119] and the data in Fig. 42 shows that for all the packings investigated in [119] no maximum in the gas velocity near the column wall is observed. The reason [119] is that the void
605
fraction of the industrial packings is quite greater than that of the spherical ones. That is why the ratio of the free cross-section near the wall to that in the packing bulk for the spherical packing is significantly greater than for the industrial packings. Therefore, it is expected also that the uniformity of the gas distribution in the modem packings with a great void fraction is better than in the old ceramic Raschig rings. Olujic et al. [127] investigated the gas and liquid maldistribution in a model of a large diameter column with 3 m ID, consisting of corrugated sheet structured packing. The packing used is Montz-pak B1-250 with specific surface area of 250 m2/m3. The height of the packing elements is 195 mm. As a model of the column, a parallelepiped with a bottom of 3000x500 mm is used. The whole packing height is up to 4.4 m. The measurements are made using air and water at atmospheric pressure. The liquid flow rate in each compartment is determined simply by means of the time interval needed to fill the compartment up to a certain level after closing the outlet valve. A liquid phase distributor for ensuring of 100 drip points per m2 is used. The liquid superficial velocity is up to 60 m3/m2h. The layers of the packed bed of the column consist of two or three packing elements (segments), including smaller or larger gaps amidst adjacent elements. The air is supplied via 15 pipes into compartments below the packed bed. Each of the pipes has a valve and a flowmeter. After leaving the packing, the air enters the compartments, where the gas velocity is measured with an anemometer. They, as well as the bottom compartments, are equipped with pressure taps to measure the pressure drop along the column so that pressure profiles across the inlet and outlet of the packed bed can be established. A number of different initial gas and liquid profiles have been used to study the redistribution properties of the packing. A uniform liquid profile means an equal flow rate for each of the 15 distributors with separate feeding. In the case of gas phase, it was not possible to get a completely uniform profile because of the inadequacy for fine tuning of the butterfly valves which were used to keep the pressure drop in the gas circuit at a minimum. As a representative of severe gas and liquid maldistribution, a profile corresponding to blanking half of the distributor was used, and for point source type studies, single-compartment profiles were used, moving from one to other side of the column. A symmetrical reduction of the number of drip points was arranged by blocking each second distributor. For the gas distribution it is found that in case of gas flow with a uniform initial distribution the end pressure and end distribution are not far from plug flow profiles. Tracer spreading experiments show that even at a height of the packing equal to 4200 mm the spreading of the tracer is poor. It does not reach more
606
than 70% of the column cross-section. The cross-section in which the tracer concentration is greater than 50% of its maximal value is only 23%. The comparison of the obtained profiles representing the tracer concentration in the compartments suggests that the radial gas dispersion increases with decreasing of the superficial gas velocity. This weak radial spreading is connected with the length of the channels formed in the packing and is a disadvantage of this type of packings. The investigations for the liquid phase at a 4.2 m high packing shows, that there is reduction of the liquid superficial velocity after the packing of about 30%. The reduction after 1 m packing height is quite smaller. 8.4.2. Gas maldistribution investigation based on statistic methods Taking into account that the flow distribution is a statistical phenomenon, the distribution of the liquid and gas phases should be calculated using one and the same differential equation which is Eq. (8-3) of Cihla and Schmidt [6]. The only difference in their distribution is connected with the fact that the motion of the liquid phase is due to the gravity force, and the motion of the gas phase - due to the pressure drop. That is why for one and the same packing, the radial spreading coefficients D for each phase are not equal, and there is no reason to expect them to be equal. The maldistribution factor Aff for the gas phase is used to characterize the divergence between the real flow and the ideal piston flow [30, 36, 38, 43, 44]. Usually it is defined by the equation:
where N is the number of measuring points, uniformly distributed over the column cross-section; Wi - gas flow velocity in point i, m/s; wo - mean value of the velocity in a given cross-section, m/s. Another important value, connected to the gas phase maldistribution is the penetration depth (PD), i.e. this height of the packing after which the value of Mf remains constant. This value depends on the packing type and dimensions, and also on the inlet gas velocity and the type of the gas distribution devices (GDD). It is easy to see that this depth is equal to the height of the packing after which the gas maldistribution in the packing is only of the
607
first type. Some values of the penetration depth, at commonly used initial gas velocities, are represented in Table 10 taken from [42]. In the packing over PD, the value of A^ is between 0.014 and 0.180 according to data from different investigations [42]. Fig. 53 (taken from [42]) represents a three-dimensional picture of gas velocity profile over a bed of a honeycomb packing with packing elements 61 mm high, and specific surface area of 96 m2/m3. The height of the packing bed is 1.5 m. The experiments are carried out using a GDD ensuring a ring form inlet for the gas phase. Petrova et al. [43] have offered a theoretical model for calculation of the value of penetration depth and for description of Mf as a function of the packing height and distribution characteristics of GDD. They use the solution of Eq. (3), taking into account that the gas flow does not penetrate through the column wall. The results show that the value of Attends to zero with the increasing of the packing height [43]. There are no investigations in agreement with this result. In our opinion, the reason is that Eq. (3) includes the superficial velocities, while Eq. (51) deals with real local velocities. In other words, the first type of maldistribution is not taken into account in Eq. (3). The measurement of wt in Eq. (51) is usually made by thermoanemometer. As the length of the wire of this device is only several times smaller than the channel dimension in the packing in horizontal direction, the measurement of the real gas velocity in this case is not exact, i.e. the value of JWf is not exact either. The discussed experimental error does not influence the value of the penetration depth.
Table 10. Experimental values of penetration depth for some packings Packing
Pall rings
Holpack
Honeycomb
Mellapak250Y
Dimension, mm
16
25*
50*
20
PD-m
0.35*'-0.41*"
0.3-0.56
0.7**-1.5***
0.3-0.4" 0.6-0.8"*
Reference
[42]
[42]
The diameter of the circle inscribed in the channels. GDD - ring form inlet *"** GDD - usual pipe
[42]
[30]
608
Fig, S3. Three-dimensional picture of gas velocity profile over a bed of a honeycomb packing with height of packing elements equal to 61 mm, and specific surface area equal to 96 m2/m3. The height of the packing bed is 1.5 m.
It must be mentioned here that the value of the penetration depth gives important information, namely, in at what packing height the influence of the second type of maldistribution for the gas phase can be neglected. The information about the value of Mf practically cannot be used for anything but for obtaining of the penetration depth. In order to obtain more correct results, instead of the values of w, in a preliminary selected points, Darakchiev and Dodev [42] have measured the maximal gas velocity in the area near to these selected points. 8.4.3. Gas maldistribution investigation based on a discrete cell model Detailed investigations on the distribution uniformity of the gas phase over the column cross-section in case of corrugated sheet structured packings are carried out by Stoter, Olujic and de Graauw [100-102]. They also mention that the gas distribution in packed beds operating at a substantial pressure drop is more or less uniform [100]. Their large-scale experiments with corrugated sheet structured packings give the same impression [101]. The lateral spreading of gas seems not to be affected by the liquid within the normal operating range
609
and column liquid loads. The extent of lateral spreading of tracer gas proved to be a function of the gas load only, and there was no large-scale maldistribution of the gas observed during the tests. However, in small-scale, i.e. hydraulic diameter scale of gas flow channels, where all transport phenomena occur, the common assumption of a uniform gas distribution is a very rough approximation. The results in the literature [103-106] indicate that the gas flows mainly along the channels, and that excessive bypassing along the wall can occur. In the model proposed by Stoter et al. [102] the packed bed is considered as a series of packing elements composed of vertically oriented corrugated sheets Fig. 54.
(a)
Surface design Ralu-pak YC
Hontz-pak Bl
Fig. 54 Geometrical features of corrugated sheet structured packings: (a) packed bed comprising three packing elements; (b) basic structure of a packing element; (c) flow channel arrangement; (d) nature of the surface of packing types considered by Stoter et al [102].
Each subsequent element is rotated by 90 s with respect to the previous one, thus causing an abrupt change in the fluid flow direction which ensures a large-scale radial disMbution and mixing of both fluids throughout the bed. The considered [102] distribution model is a discrete cell model with a structure used for the description of a small-scale liquid distribution [107], with cell size and number corresponding to the specific surface size of the packing considered.
610
8.4.3.1. Gas flow dbtribution model 8.4.3.1.1. Principle of the model 8.4.3.1.1.1. Structure of the packing bed Fig. 55 illustrates how the cells are interconnected to create the packing channels.
Fig. 55. Structure of interconnected cells (left) and the corresponding channel configuration (right) of the corrugated packing.
Since the gas flow and pressure distribution are influencing each other, a complete description means writing and solving coupled mass, energy and momentum balances for each crossing of the channels. Because of different geometries, a distinction is usually made between the bulk and the wall zones of the packing. The geometrical properties of the used experimental set-up are taken as bases for development and verification of the gas flow distribution model outlined in what follows. 8.4.3.1.1.2. Bulk zone The geometry of the flow channels between two corrugated sheets is such that a very complex flow patterns may exist. A typical flow channel may be considered as a series of connected intersections of channels. Therefore, in the model the integral balance over each crossing of channels is considered. Fig. 56 illustrates schematically this basic unit (control volume of this cell model).
611
1 Fig. 56. Control volume for a crossing in the bulk of the packing (left) and the associated channels (right), [102].
Numbers 1 and 2 denote inlets and numbers 3 and 4 outlets of the crossing of gas flow channels (a block cell), while dashed lines mark the interface where two flows contact each other (cross flow contact interface). The mathematical model describing the gas flow distribution in one crossing cell can be summarized as follows. For steady state, one dimensional gas flow, the mass balance is PGA(W0;l + Woa) = PGMWftJ
+ W0;4) >
(52)
where A is the flow channel cross-section, and the subscript numbers at the superficial gas velocity wo indicate the locations according to Fig. 56. The gas density is considered to be constant, as well as the cross-section of the gas flow channels. The equation for the conservation of momentum with respect to a given control volume can be written as follows: y direction Fy + Asin(a)(P, = pGA.sin(a)(wl3
-P3-P2
+ P 4) =
- w20:l - Wg.4 + w30;2) '
z direction
Fz + A cmfajfPj -P3-P2 + P4) = = pG A cos(a)(w03
,
- w0;l - Wg:4 + w;,3)
(54)
612
where F(N) is the acting force, indices y and z denote components of the force in the horizontal and vertical directions respectively, P is the pressure and a the channel inclination angle. Since the loss of mechanical energy is caused by Mctional resistance to flow, it is convenient to write an energy balance in terms of this loss;
"•J
+ A(w0;ii>
"•"'
(55)
+ wo.2P2 - w0;3P3 - wo.4P4) = Elass
Etas,, is the sum of all mechanical energy losses per unite time caused by friction, which can be expressed as „
i-4
wm
(56)
where ^" is an overall packing friction factor which stands for all friction losses involved. It can be easily obtained from pressure measurements for each type and size of corrugated structured packing. Since in the five equations above there are seven unknowns, i.e. wOi.3,wj^,/;|,i^,.E'falw,i^,aiid Fz two additional equations are needed to describe completely the problem. The y- and z- directed friction forces Fy and F2 can be expressed as F = sm(a)(-F1+
F3- F3+ F4) ,
(57)
Fz = cos(a)(-F]+
F3- F3+ F4).,
(58)
where
(59) Fy and Fz can now be written as functions of wo;i (i—l, 4).
613
By substituting Eqs. (56) - (59) into Eqs. (52) to (54) and after some transformations, all the unknowns can be expressed as functions of wn-j in the energy balance (Eq. (55)) obtaining a polynomial of third order. The real value oiwoj which gives the lowest energy losses per cell is chosen as a solution.
8.4.3.1.1.3. WaJlzom Because of the pressure losses caused by bends and channel crosssection changes, the flow pattern in the wall zone is even more complex than that in the bulk. When the packing fits perfectly, there is no empty space between the wall and the periphery of the packing. This situation can be simulated by assuming total gas reflection of the wall. However, a more realistic situation includes wiper bands around each element to avoid excessive liquid bypassing. A wall wiper band partly occupies the empty space between the packing periphery and the column wall. This situation can be simulated by partial gas flow reflection. Fig. 57 illustrates schematically the situation without a wall wiper, represented in the form of two packing channels, one (1) reaching and one (4) leaving the wall zone cell with a constant cross-sectional area. Subsequent wall cells form a vertical wall channel (2 and 3).
Fig. 57. Control volume for a crossing at the wall (left) and the associated channels (right) [102].
Here the same balance equations can be used as in the bulk zone, but the momentum balance equations differ somewhat: y direction
sin(a)
(P, +P<) = PcA. sin(a)(-w20:! - w20;4)
(60)
614
z direction
1
2
= Pa-Amiif^s ~woa) + PGAcos(a)(
2
2
w0:4 - wA0;l
Here the subscript wall is referring to wall channels. Fz is defined analogously to a crossing cell in the bulk of the packing; F = sinfaX-Fj+FJ-F^
(62)
For Fy it can be written Fz = cos(aX-F,
-F4) + (-F3 - F3) ,
(63)
where F^u represents an additional wall zone friction force which can be calculated from the mean pressure in the wall channel and the wall area of the control volume:
_(P2+P3).A sm(a) The friction factors Ft to F4 as used in equation (62) and (63) are calculated from Eq. (59) taking £ = ^walliot channel inlet 2 and outlet 3 to include pressure loss caused by bends and the wall zone respectively. A wall wiper can be simulated by a local reduction of the wall channel cross-section as shown in Fig. 58. From the continuity equation the velocity change caused by the wall channel cross-section reduction can be calculated.
615
Q - control volume for channel cross-aection reduction © - control volume for wall crossing
© - control volume for wall channel cross-section enlargement
Fig. 58. Control volumes for the crossing at the wall with a cross-section reduction (wall wiper) (left) and the associated channels (right), [102],
From the momentum balance the corresponding pressure change can be also obtained. Referring to control volume 1 or 3 (Fig, 58), the following is obtained:
Avail
P wall
- P wiper
^ Amtt — PGW0; O;wall ,
(65)
I
I
(66)
The reduced wall channel cross-section is taken into account in the calculation over the wall crossing block cell (compare control volume 2 in Fig. 58 with the control volume in Fig. 57). 8.4.3.1.1,4. Gas inlet zone The crossing cells in the bottom layer are somewhat different from the cells in the bulk or wall zone. Such a cell can be considered as an inlet channel with two outlets. This means that two adjacent channels are fed by the same inlet compartment (Fig. 59), and thus have equal inlet pressure.
616
gas inlet
Fig. 59, Packing channels in the bottom layer of cells and the associated gas inlet compartment, [102].
Since the inlet flow has no horizontal component in y direction, the horizontal momentum of the inlet flow of a channel is assumed to have a zero value. The corresponding balance equation in y direction is Fy -Asin(a)(-P3
+P4) = pGAsin(a)(w20.3
- w20.4)
(6?)
Fy is the sum of the components {F$ and F4) of the acting friction force: (68) Friction forces Fj and F4 are calculated by Eq. (59) using the corresponding inlet zone friction factor £* = £in(et • 8.4.3,2. Calculation procedure The gas flow field in the packing is obtained iteratively by successive substitutions of the outlet pressure of the crossing cells (Pj and P4% beginning from the bottom layer and going upwards, layer by layer, until the top layer of the packing is reached. The input values are the given inlet flow rates entering
617
the cell in the bottom layer and the pressure at the top of the packing element. The algorithm is shown in Fig. 60. Since the convergence proved to be rather unstable in the case of nonuniform initial velocity profiles a convergence dumping factor (e=0-l) is used to produce a new values for cell pressures and velocities.
rt = I
t
i
f
t
t
t
input cell dimensions and configuration call pressure loss factors Inflows ond POu»»t for all calls in layer n P»euii = Pi>utw torn=lto»t«p P|inO*P»ut»t
Inflows ond PB|
for all the cells in the layer n -1 w,,,,,^ (inflow, P]taw5
±
far all cells in layer n
for all oils in layer n Pn»iH-l
next sweep ii
For all calls in layer n = n lop N i -«% But i-l I * »rror For oil cells in leyer n = I JPiini-Piini-tI<errar ,
Fig. 60. Algorithm for the calculation of the gas velocity profile leaving a packing element consisting pf imperforated corrugated sheets [102].
8.4.3.3. Experimental details The experiments for testing the model are carried out using two types of metal corrugated packings both with specific surface area of 250 m2/m3. However, with respect to surface design these packings represent two extremes. The surface of MONTZ-PAK B1-250 can be characterized as a shallow embossed one without any perforations {"closed surface packing"). The surface of RALU-PAK 250 YC can be characterized as a slightly open jalousie-like one
618
with slits lying close together. The slits change row-wise and are exposed to gas flow on the side of the channel only. The openings of the slits on the other channel wall face the downwardly flowing liquid, so that this packing is highly permeable for both phases. Having in mind the numerous narrowly spaced slits along a channel, it is spoken of an "open surface packing". The gas distribution properties of these packings have been investigated using the simple pieces of equipment shown schematically in Fig. 61 (a). The main part of the equipment is an open frame into which one or more packing sheets with a length of 0.5 m and a height of 0.2 m can be inserted. At the bottom there are 17 compartments, each equipped with a separate gas feed line. The two outside compartments are considered as left-hand- and right-hand-side wall compartment respectively. The top-side outlets of these compartments are the corresponding wall channels, so that 15 inlet compartments, which correspond precisely to the width of a packing element (0.5 m), actually feed 17 outlet channels. The enlarged detail shown in Fig. 61(b) illustrates the relationship between inlet compartments and outlet channels. The front-side corrugated sheet has the channels oriented to the right-hand side and the back one to the left-hand side. Both the inlet flow rate and the air pressure for each compartment are measured. Directly above the packing the concentration of the tracer gas (CO2) and/or the outlet velocity of each air stream leaving the channels are measured too. For the latter purpose a specially designed micro-Pitot tube is used. Thanks to its construction, this tube also enables the determination of the direction and the static pressure of the outlet flows. With Montz-pak, i.e. closed surface packing, two sheets are sufficient to create the characteristic crossing gas flow channel structure. The air is simply introduced between the two sheets. To avoid wall flow, preliminary investigations are carried out in which the packing is fitted perfectly, so that no open space between the wall and the end of the packing channels exists. The influence of the initial maldistribution is investigated using point sources introduced at various locations (channel inlets). To investigate in detail the behaviour of the wall flow, some tests with open space between the outside boundary of the packing and the wall are carried out. The influence of the wall wipers is simulated physically by introducing an obstacle in the wall channel at a distance of 80 mm from the top of the packing sheets. The three different wall configurations investigated are illustrated schematically in Fig. 61(c). To create representative channel geometry for Ralu-pak, i.e. to enable a smooth communication between the two sides of the packing sheets, four packing sheets fitting perfectly to the side wall are used. The outside faces of the two outer sheets are closed to prevent air
619
escaping into the surroundings. In this case the inlet gas entered three parallel planes of flow channels. Because of the gas inlet location, some inlet gas maldistribution could not be avoided during these experiments.
1 2 3 *
S i
7 8 f ID 11 12 11 14 IS H W I
(b)
no wall channel
wall channel
wall channel with wiper
Fig. 61. Schematic representation of: (a) the experimental set-up used in the investigation with 15 gas Met compartments below two or four tightly packed corrugated sheets, each with 17 flow channels; (b) the relationship between inlet compartments and outlet channels; (c) the three wall zone arrangements which are investigated [102].
620
8.4.3.4. Results and discussion In this section first the influence of the nature of the packing surface is illustrated and discussed. Then the velocity and pressure distribution measurements and simulation results for a closed surface packing are evaluated, 8.4.3.4.1. Tracer distribution profiles The tracer distribution tests are carried out with Montz-pak and Ralupak, under the same conditions of perfectly fitting packing, with and without presence of countercurrently flowing water. In all tests the gas velocity profile is uniform and the tracer gas (CO?) is injected into the inlet of channel 16 (the front plate, with channels oriented to the right-hand side), which has his inlet in compartment 9 (see Fig, 61). Fig. 62 shows the outlet tracer concentration profiles obtained with Montz-pak fitting perfectly to the walls. Obviously, there is no effect of the eounterflow of the liquid phase. In both cases the peak appears in channel 16 where the tracer is introduced. This indicates a pronounced channel flow of gas. However, the presence of a tracer in the central part of the left-hand-side channels indicates the existence of a certain amount of mixing of gas flows at 12 crossing interfaces along the channel. Simulation with a cell-splitting factor of 0.15 results in a fairly good reproduction of tracer concentration profile curves (Fig. 63).
to
• • L= 0 mm/s O D L= 6 mm/s
"6
M B M S a. a.
i
Ie
wo= 2.4 m/s
CD u .
8
10
12
14
Outtot channels Fig. 62. Measured fas tracer distributions between two sheets of Montz-pak (the tracer is introduced in channel 9 with right-hand upward orientation), with and without presence of countercurrently flowing water [102].
621
The profiles shown in this figure are measured with open wall channels. From the comparison with the profiles obtained with perfectly fitting packing (Fig. 62) it is obvious that the possible bypassing wall flow does not affect the distribution of the centrally introduced tracer gas. On the other hand, the presence of a left-hand-side peak in the profiles obtained during the tests with Ralu-pak (Fig. 64) fitting perfectly to the wall suggests some inlet maldistribution of the tracer gas as well as a smaller mixing effect in the crossing flows; namely, a certain amount of the injected tracer passes through slits into neighbouring channels, i.e. into a gas stream with a flow oriented to the left-hand side. A striking observation is the more central location of the peaks, which indicates a smaller angle of gas flow with vertical axis than in the case of closed surface packing (Montz-pak). wo=2.4 m/s
• Measurement a Calculation
8
L=0
10
12
14
16
Outlet channels Fig. 63. Comparison of the measured and calculated gas tracer distribution profiles for Montz-pak [102].
As illustrated in Fig. 65, this means a deviation from channel flow, i.e. a smaller angle of flow with respect to the vertical axis. Another interesting observation with this packing is the changing nature of the gas flow under wet conditions. If we look at the profiles obtained with eountereurrently flowing water (Fig. 64), we see that the tracer distribution profiles become similar to those with closed surface packing. Since the liquid also makes use of slits as it flows down the packing, it plugs the slits and promotes channel flow of the gas phase. Similar behaviour can be expected from other types of structured packings with more or less open surface. This means that the prediction of the model developed basically for closed surface packings may be valid for open surface packings at increased liquid loads.
622
• • L=0 mm/s J 30 1 o • L=3 mm/s
wo=2,4 m/s
•8
"6
o
o 1 S
8
10
12
14
16
Outlet channels Fig. 64. Measured gas tacer distribution profiles fer Ralu-pak, with and without presence of liquid flow [102].
iA-A
Fig. 65. Gas flow ("slit flow") distribution for Ralu-pak [102].
8.4.3.4.2. Velocity and pressure distribution profiles The outlet velocity profiles and inlet pressure profiles corresponding to the situation shown in Fig. 64 (dry Ralu-pak) are given in Fig. 66, where "right" and "left" refer to the channel orientations. The profiles are measured by placing the Pitot tube at the outlet of the respective channel on the front or back
623
corrugated sheet. The difference in the level of left- and right-hand channel velocities measured at the top of the corrugated sheets is largely due to unequal initial gas distribution; however, the velocity profiles can be considered as flat (within ± 1 0 % ) .
channel
channel left
right
•right
compartment Fig, 66. Measured outlet "velocity in left- and right-hand upward direction and Met pressure for two central sheets of Ralu-pak without wall channels, resulting from a uniform initial velocity profile (2.4 m/s) [102].
compartment Fig. 67. Measured outlet velocities in left- and right-hand upward directions and inlet pressure for two sheets Montz-pak without wall channels, resulting from a uniform initial velocity profile (2.8 m/s) [102].
Figure 67 shows the velocity and pressure distributions measured with Montz-pak for perfectly fitting packing, obtained with a uniform initial gas profile. It can be seen that the outlet velocity distribution is almost flat. There is only a small disturbance near the wall. The results show that the pressure measured in the compartments which feed a channel that ends at the wall is slightly higher. This is due to the additional pressure drop caused by a 90° turn of the gas flow. The measured static pressure distribution profile at the top of
624
the packing is flat for all measurements. The measured outlet direction of the gas flow shows that the gas flows in the channel direction (45°). This is in agreement with the observation of Stikklman et al. [106]. The comparison of the inlet pressure of the two packings Montz-pak (Fig, 67) and Ralu-pak (Fig. 66) indicates considerable difference between their dry pressure drops. With a correction for the difference in the superficial velocities of the compared profiles, it can be seen that the pressure drop of Ralu-pak is almost 30% lower. The explanation of this difference is the more vertically orientated flow due to completely porous channel walls (Fig. 65). 8.4.3,4.2.1. Interface effect. Fig. 68 shows the simulated velocity distribution at the top and the simulated pressure distribution at the bottom. The simulations are carried out with a cell friction factor of 0.32 and an entrance loss factor of 1. The latter accounts for the pressure drop due to the large cross-section reduction at the entrance of the packing channels (Fig. 59). With these values an overall packing element friction factor of LI is obtained which is equal to that obtained for a similar structured packing by Zogg [125]. For the simulation of the wall zone effects with a perfectly fitting packing (gas is reflected by the wall, i.e. it makes a 90° bend before re-entering the packing) the corresponding friction factor is assumed to be twice that for the bulk zone. In order to quantify the interaction of crossing gas flows in the interface within the packing element, a smooth thin plate between two corrugated plates is inserted. In this way a purely triangular cross-sectional area channel flow is created. The resulting flow profile shown in Fig. 69 is obviously similar to that obtained with the open channel structure (Fig. 67). Comparison of the measured inlet pressure profiles (Fig 69 vs. Fig. 67) indicates a considerably lower value of the pressure drop in the case of a closed channel flow, i.e. with a plate inserted between the corrugated sheets. With respect to the normal situation, this means approximately a 50% lower value of the overall friction factor. The explanation can be found in the fact that the insertion of a smooth plate eliminates the influence of rather rough corrugation ridges and the friction between two crossing flows. A lower value of the friction factor also results in a decrease in the amount of wall flow. The conesponding simulation results are shown in Fig. 68. This observation indicates that it is possible to increase the nominal surface area within a given packing volume without increasing the dry pressure drop. This could be of advantage in the design of packings used as catalyst supports in some heterogeneous gas phase reaction applications [107, 125].
625
channel - right
channel Fig, 68. Simulation results for the situation shown in Fig. 67 [102].
• channel
compartment Fig. 69. Measured outlet velocity and inlet pressure profiles for the situation with smooth plate inserted between two corrugated sheets of Montz-pak [102] (w denotes the column wall).
8,4.3.4,2.2. Wall channel effects The velocity and pressure distribution experiment with Montz-pak (Fig. 69) has been repeated with 10 mm spacing between the packing and the wall. This open space creates wall cannels with a cross-section twice that of the triangular gas flow channels. Compartments 1 and 17, situated below the wall channels, are closed to avoid the direct feeding of the wall channels. The velocity profile measured at the top and the pressure profile measured at the bottom are shown in Fig. 70. From the velocity profile it is clear that only part of the gas that reaches the wall flows back into the packing. The low velocity measured for channel 6 indicates that this is more pronounced for the bottom
626
than other layers; namely the gas flow leaving channel 6 is formed via wall reflection of the gas flow which enters the left-hand oriented channel 2 (a very short channel). The low pressure at the bottom of the wall channel a consequence of the absence of entrance effects (no inflow in the wall compartment) and causes a positive pressure gradient towards the wall, which results in gas transport in the wall direction. The comparison of the measured profiles with the simulated ones (Fig. 71) for the velocity distribution at the top and the pressure distribution at the bottom respectively indicates good agreement obtained by using the same values of the friction factor for the wall channel and the channels in the bulk of the packing.
channel'
channel • right
compartment Fig, 70. Measured outlet velocity in left- and right-hand upward and inlet pressure for two sheets of Montz-pak with wall channels, resulting from a uniform velocity profile (2.4 m/s) [102] (w denotes the column wall).
tet
right
channel
Fig. 71. Simulation results for the situation shown in Fig. 70 [102] (w denotes the column wall),
627
The influence of a wall wiper on the gas flow is investigated by inserting a restriction in the wall channel at a distance of 80 mm from the top, which reduces the wall channel cross-section locally to 10%. Fig. 72 shows the velocity profiles measured at the top of the packing and the pressure profiles measured at its bottom. The comparison with the velocity profiles obtained without the flow wiper (Fig. 72 vs. Fig. 70) suggests two differences. Firstly, channels 3 and 14, which have their inlets directly below the restriction, exhibit local maxima. The pressure just below the restriction is so high that the gas is forced to flow back into the packing. Secondly, it is seen that the velocities measured in channel 3-14 are higher than the case without the wall channel restriction. Obviously, the wall restriction causes an increased pressure in the whole section below the restriction. This means that a larger part of the gas flow that reaches the wall is forced to flow back into the packing. Because of the lowest pressure at the top, the wall channel sucks the air out of the packing, which results in very low velocities in channels 1-3 and 14-17. The simulation results shown in Fig. 73 do not differ much from the measured ones. 8,4.3.4,2,3. Initial gas maldistribution effect To investigate the response of the packing to a severe initial maldistribution, a point source in the left-hand wall compartment is introduced (compartment 2). These tests are performed with the packing fitting perfectly to the wall (no wall channel). It is seen, that the channels 7 and 8, Fig. 61, where the gas goes upon reflection from the wall, exhibit peak velocities. An interesting phenomenon here is the presence of gas in channels 9-17, which is obviously an attestation of horizontal gas transport towards the right. This is confirmed by the pressure profile (Fig. 74), which indicates the presence of a positive pressure gradient oriented towards the right-hand side. Figure 75 shows the simulated velocity and pressure profile for this situation. It is clear that the location of the peak is predicted fairly well by the model. The results of the investigations [102] show that packings with imperforated tightly packed corrugated sheets cause a pronounced channel flow of gas. The uniform initial distribution deteriorates only slightly within the height of a packing element. The packing with open surface exhibits a more vertically oriented gas flow. However, under wet conditions the liquid plugs the slits of this packing to some extent, and thus creates a more closed-surface-like gas distribution. Because of the large-scale static mixing effect of the bed, the usual assumption of a plug flow of gas in packed beds consisting of corrugated sheets with closed and open surfaces appears to be justified, [102]. Inserting a flat plate between the corrugated sheets of the closed surface packing results in a lower dry pressure drop, indicating a substantial amount of interfacial friction
628
of gas flows at the crossing interface of gas flow channels. On the other hand, the elimination of interfacial friction trough insertion of flat plates between corrugated sheets means substantial enlargement of the surface area per unit volume. An investigation on the potential of this modification of the design of structured packing elements is in progress [102]. It must be mentioned here that any increasing of the packing specific surface area, at a given liquid superficial velocity, leads to respective increasing of the volumetric mass transfer coefficient and also to reduction of the pressure drop per one mass transfer unite.
channe? rf ""
" *"' right
compartmant
Fig. 72. Measured outlet velocities in left- and rij^it-hand upward direction and inlet pressures for two sheets of Montz-pak with wall channels equipped with a wall wiper, resulting from a uniform velocity profile (2.4 m/s) [102].
right
left
channel
Fig. 73. Simulation results for the situation shown in Fig. 72 [102].
629
channel
channel'
left
N
left
200-
right
200-
comparfrmnt Fig, 74. Measured outlet velocities in left- and right-hand upward direction and Met pressure for two sheets of Montz-pak fitting perfectly to the walls, resulting from a point source inttoduetion of gas into the left-hand-side wall compartment [102].
Fig. 75. Simulation results for tile situation shown in Fig. 74 [102].
The agreement between experimental and calculation values gives the possibility to use the model [102] for calculating the gas maldistribution in industrial columns with corrugated packings. 8.S. Ability of the dispersion model to account for tbe maldistribution Up to now there is no useful theoretical model that considers the influence of all types of gas and liquid phase maldistribution on the mass transfer in a packed bed column. But mere is a model able to take into account the influence of the first type of maldistribution of the gas and of the liquid phase and also their velocity fluctuations. It can be applied for that part of the packing where the second type of maldistribution is eliminated, i.e. under the
630
redistribution layer and over the penetration depth in columns with deflecting rings. This model is the well known dispersion model of Danckwerts [45] that takes into account the influence of the axial mixing presented in Chapter 1 (Eqs. (250) to (255) ). Practically in this case for the mass transfer process, there is no difference between first type of maldistribution and axial mixing. That is why this model is appropriate for our purpose. It is necessary always to bear in mind that the mass transfer coefficient is not a real physical value, but only a constant in the corresponding model, i.e. in the piston flow model or in the dispersion one. That is, the using of the well known equations presented in Chapter 3 is possible only when they are specially obtained for the dispersion model. The effect of the gas axial mixing is usually small. The ratio of the mass transfer coefficients for the dispersion and the piston flow model is usually up to 1.19 [53]. That is why it does not influence significantly the liquid-side controlled mass transfer processes, and the apparatuses for carrying out such processes can be calculated using the piston flow model. The only exception is when the axial mixing in the gas phase is larger because of very low gas velocity and very high liquid superficial velocity. The area of gas and liquid superficial velocities, where enlargement of gas phase axial mixing is expected, can easily be seen in Fig. 2 (Chapter 1) which represents the packing pressure drop versus the gas velocity in double logarithmic coordinates. Under point A, the friction between the fluids leads to additional axial mixing in the gas phase. For this reason, if the piston flow model is used in this area, the experimental mass transfer coefficient is reduced. This effect is observed for the first time by Sherwood and Holloway [51], but it is explained with reduction of the effective surface area. Later, Kolev and Daraktsehiev [52] have observed the same effect for a packing made of horizontal sheets of expanded metal. For this packing the reduction of the effective surface area wim increasing of the liquid superficial velocity is impossible because the effective surface area is about three times larger than the specific one. So, the results could be explained only with the influence of the axial mixing in the gas phase. It must be mentioned here that at the time when Sherwood and Holloway [51] carried out their experiments the axial mixing was not considered in the literature. The axial mixing in the liquid phase is very important. The ratio of the liquid-side controlled mass transfer coefficient for the dispersion and the piston flow model is up to 6 [53]. The overall mass transfer coefficient is calculated using the additivity of the mass transfer resistance and the equations for the partial mass transfer coefficients for each of the phases. The additivity equation is always valid for the local overall mass transfer coefficient. In case of a uniform distribution of both phases over the cross-section of the apparatus, it is practically valid also
631
for the entire column. When calculating the partial mass transfer coefficients, it should be taken into account that the most of the existing dimensionless equations are obtained from experimental data using the piston flow model. For this reason principally they are not proper for the dispersion model [47]. In case of existence of Marangoni effect, which increases the liquid-side mass transfer coefficient, its influence should also be taken into account, as it is shown in [4849]. Theoretically there is no principal difference between absorption and distillation processes. That is why, as the experiments either in pilot plants and in industrial columns have shown, the dispersion model can be used for calculation of packed bed columns for both types of processes, using the same equations for the partial mass transfer coefficients, effective surface area and Bodenstein numbers [50]. 8,6. On the possibility to use the piston flow model for calculation of a packed column with maldistribution The well known piston flow model considered in Chapter 1, Eq. (165) to (168) is very often used for calculation of packed bed apparatuses. However, sometimes its results are not in good agreement with the experiments. The application area of this model is not discussed before [1], In the dispersion model the influence of the maldistribution is taken into account through the experimentally obtained values of the axial mixing coefficient. In the piston flow model, the influence of the axial mixing is indirectly included in the experimental mass transfer coefficients. When using them with this model, we include indirectly some information about the first type of maldistribution. In the cases when the mass transfer process is controlled by the one phase and the maldistribution in the other phase is not important, the piston flow model could be successfully used. In all other cases this is not sure or is practically impossible. The influence of the liquid phase maldistribution on the gas-side controlled mass transfer processes is due to the fact that the driving force is equal to the difference between the concentration of the gas phase and the equilibrium concentration. The latter is dependent on the concentration in the liquid phase, i.e. it depends also on the axial mixing in this phase. The following processes are examples of successful application of the piston flow model for description of the mass transfer in packed bed columns: 1. Liquid-side controlled absorption and desorption, over points in Fig. 2 (Chapter 1). 2, Absorption accompanied with irreversible instantaneous chemical reaction and excess of absorbent in the liquid phase, hi this case the axial mixing in the liquid phase is not important. These types of processes are gas-
632
side controlled and the mass transfer coefficient in the piston flow model includes also the effect of axial mixing in the gas phase. 3. All gas-side controlled absorption and desorption processes, at which the concentration of the liquid phase is changed slowly with the column height (absorption of SO3 in H2SO4 and oleum, etc.). 8.7. Considerations and discussion about some old results for the effect of the liquid distribution quality A very good book in the area of packed columns is that by Strigle [109] published in 1987. Some results presented in it connected with the effect of the liquid distribution quality are discussed here. These are the problem about the number of the drip points per column cross-section unit, the problem of the size of the distributing orifices and the effect of the initial liquid distribution. It is mentioned that the number of the distribution points per square foot of column cross-section area should not exceed 10 (108 points per m2), and a larger number does not improve the packed bed efficiency. The most of the liquid phase distributors considered in Chapter 7 ensure practically the same number of points per m2. Indeed, as it is shown in point 8.3.3 the increasing of the number of the distribution points per unit of column cross-section leads to a proportional reduction of the height of the packing under the liquid distributor ensuring a given degree of uniformity, i.e. to increasing of the column efficiency. Because the height of the redistribution layer is inversely proportional to the spreading coefficient of the packing (Eq.38), the number of the distribution points, for attaining the same height of the redistribution layer, depends on the type and dimensions of the packing elements, and have to be greater for smaller elements which, according to Eq. 16, have a lower spreading coefficient. It is recommended [109, p 210] that the minimum irrigating orifice diameter or weir width for perfectly clean liquids should be 0.14 in (3.5 mm). There is not any theoretical limit for this size. Its reduction leads to increasing of the height of the redistribution layer through increasing the number of drip points. In any case the optimal value of the size of the orifices must be determined in order to minimize the column price. It is found [109 p.210, 110] that the necessity of uniform irrigation increases with increasing the number of theoretical stages per packed bed. For less than five theoretical stages per bed, the column is not so sensitive to the uniformity of liquid distribution. For over five theoretical stages per bed the liquid distribution has a significant effect on packing efficiency, as shown in Fig. 75. In this figure the increase of the value of HETP is shown as a function of liquid distribution quality. With 15 or more theoretical stages per bed liquid
633
distribution uniformity is extremely critical to the attainment of the desired packing efficiency.
1.8
1.7
AV
1.6
/ -S
/ f
/ 1.3 -
/
—
•
—
1.2
1.1 r
1.0
5
T
9
11
13
15
Theoretical Stages at 90% Distribution Quality
Fig. 76. Effect of liquid distribution quality [105 p. 211].
It is worth noting here, that the reduction of efficiency with reduction of initial distribution quality really depends very strongly on the number of the theoretical stages per bed. This is because with increasing of the number of the stages the difference in liquid concentrations over the cross-section increases, and that leads to loss of efficiency. But the difference in the liquid concentrations over the column cross-section depends not only on the initial distribution quality but also on the radial mixing, which depends on the column diameter, the spreading coefficient and also on the distance between the drip points, or which is the same, on the number of drip points per column crosssection unit. Therefore, the data presented in Fig. 76 are to be considered only as tentative. Moreover, in a column with a large diameter, when the initial
634
nonuniformity is for points with a great distance between them, the reduction of HETP can be quite greater also for fewer theoretical stages per bed. Fortunately, the modern good constructions of liquid phase distributors, due to the good design, can ensure quite better degree of initial uniformity, for example 2-5% nonuniformity. That is why more investigations on the effect of nonuniformity of the liquid phase distribution are not necessary. The other side of the problem is that any nonuniformity leads to reduction of the efficiency with increasing the theoretical stages for a given bed. As mentioned in Chapter 7, the problem is solved by dividing the bed by a redistribution device and mixing the liquid phase before the redistribution. Ideally, each individual piece of packing on the top surface of the bed should be irrigated by a liquid stream. This could be accomplished for a bed of 3.5 in. Pall ring packing, but would be impractical for 1 in. packing of the same type. [109, p.211]. Albright [111] found that every packing had a natural liquid flow distribution. Perfect initial distribution will degrade to the natural pattern. Initial maldistribution of liquid will improve slowly to the natural distribution at a given sufficient bed depth. It is concluded that there exists an initial liquid distribution pattern which will minimize the depth of packing required to attain the natural distribution pattern. Bemer and Zuiderweg [112] showed that a significant maldistribution occurred in the bed of a Raschig ring packing. Local flow rates differed from the normal pattern when measured at various liquid flows and packings of different sizes* They concluded that the bulk of the liquid flows in stable channels. Further a high percentage of the radial liquid mixing is due to this irregular flow distribution. Experiments in small diameter columns have shown that a bed of random dumped packing develops a definite number of preferred paths of liquid flows [113]. If the liquid is distributed onto the packing bed with a greater number of streams per unit of the column cross-section than the number of preferred liquid paths, the liquid streams within the bed coalesce until the number of preferred liquid paths is reached. If liquid is distributing onto the packing bed with a smaller number of steams per square meter than the number of preferred liquid paths, the packing redistributes the liquid until the number of preferred liquid paths is established. In this case, the upper portion of the packing bed has a lower-than-normal separating efficiency. Fig. 77 [109, p. 212] shows the performance of such packing bed in binary distillation, Curve 1 represents the separation obtained with a high-performance liquid distribution system. Curve II shows the effect of inadequate liquid distribution to the top surface 10-ft deep packed bed.
635 10.0
•.«
/
8.0 4.0 3.0
7 *—
J.O / /
1.0 0.8
/
0.4 /
0.3
/ / /
0.2 /
0.1
1
2
3
4
S
6
7
»
»
1
0
Depth of Packing Mom Support Rate fffj 1fM).3Q48 m
Fig. 77. Effect of liquid distribution on separation.
Because of lack of more complete information about the conditions at which the curves in Fig. 77 are determined, they can be considered only as tentative. In spite of the irregularity of the internal liquid streams, the overall liquid residence time in a packed bed exhibits a normal curve. This has been verified in a commercial column using radioactive tracers which demonstrates that the average liquid residence time is the same as for plug flow of liquid. 8.8. Presenting of the harmful effect of the liquid maldistribution on the mass transfer in the MacCabe-Thiele diagram in case of rectification, and redaction of this effect by means of redistributers Stekkelman [147] shows that the gas is, in general, relatively evenly distributed over the column cross-section if no maldistribution is initiated at the gas feeding location. That is why the variation of the ratio LJV in the column is determined first of all by the liquid phase maldistribution, where Lm and V are molar liquid and gas flow rate, respectively, in mol/h.
636
To determine the influence of the differing of L^V flow ratios on the mass transfer efficiency of the packed column using a process simulator, the packed bed column can be subdivided into several parallel bed sections [149]. The mass transfer efficiency of these sections can be calculated according to the number of theoretical stages model. The simulation of a column subdivided in such a way can be explained as follows on the base of the MacCabe- Thiele diagram (Fig. 78) for rectification of a two component mixture and the flowchart in Fig. 79.
^*
If
y
y
.§
equi ibriu m lim
•S
/
o S
z4
A
/
o
f
/ '
wf /
n
/
$fstrt
Af
/
W m ¥
ppinc
snnW ment zone
feed ssetion
3
bottom m•ctior XD1
Liquid mole fraction x Fig. 78. MacCabe- Thiele diagram with L^V variations.
At the top of the column the liquid flow Lm0 is unequally distributed over, for example of three column sections as a reflux. The influence of unequal distribution on the mass transfer efficiency can be characterized by the variation factor of liquid flow rate Ss = ALm/ Lm0, that typifies a characteristic relative deviation from the mean liquid load. The first section receives the liquid flow rate Lm] =(l — 5s)Lm0/3. Because cross-mixing may occur between the different liquid flow rates, the variation factor Ss is not identical with the maldistribution factor Mji.
637
Gas-Mixer
condenser
Distillate-Product \ Reflux-Divider Reflux-Distributor Liquid-Mixer/Redistributor Gas-M«er/Redistrbutor-
Feed
Gas-Distributor Phase-Seperator
Liquid-Mixer
Heater
Bottom-Product
Fig. 79, Flowchart of a rectification process without redistribution in the enrichment and stripping sections.
The influence of the liquid flow rate variation on the mass transfer efficiency is described [149] for a distillation unit with an enrichment zone above the feed section and a stiiping zone below it. The unequally distributed liquid over the three column cross-sections is trickling downward countercurrently to the uniformly entering vapour flow, which is ideally mixed by the column internals at the feed section. On the basis of the material and component balances, different concentrations for the liquid and vapour flow leaving the enrichment zone result. For the simulation it is assumed [149] that all parallel sections have the same number of theoretical stages. At the feed section the liquid from the enrichment zone is assumed to be ideally mixed with the fed liquid before entering the striping zone. The liquid mixture is then redistributed unequally to the sections of the striping zone by the variation factor Ss. The liquid leaves the stripping zone at the bottom of the apparatus with different concentrations over the column cross-section, which can be calculated by the component and material balances. At the sump of the column the liquid is mixed and fed to the reboiler. The flow of vapour leaving the reboiler is fed to the sections of the stripping zone in the same flow rate and with uniform concentration. After the packing the vapour flow is leaving the stripping zone with different concentrations. The concentrations can be calculated using again the component and material balances. The vapour leaving the top of the packing is mixed and fed to the condenser where the overhead product is generated. In Fig. 78 xD, xp and xw are the distillate, feed and bottom concentrations of the liquid, and yo, yF and yw
638
the respective concentrations of the vapour phase, xg and ys are the vapour and liquid concentrations entering and leaving the packing at the bottom of the stripping zone. It can be calculated from Fig. 78 that the areas for enrichment and the stripping zones become larger, the greater the variation factor S§ chosen as a consequence of the differing of X^/F ratios in the different column cross-sections. Fig. 80 shows the corresponding ratios in the form of dependence of the required number of theoretical stages versus the LJVfkm ratio and the reflux ratio rD of a column.
V V V LJV - molar flow ratio
! V
Fig. 80. Dependence of the required number of theoretical stages on the LJV ratio of a rectification column.
Before the nominal reflux ratio Lmi/V reaches the minimum reflux ratio, a critical operation comes about. This occurs when the column section with the smaller LJV flow ratio reaches the equilibrium curve. In this point the driving force becomes zero and this column section consequently loses its mass transfer efficiency. This loss cannot be compensated by the column sections with higher LJV flow ratio. This results in the fact that the mass transfer efficiency of the rectification column generally decreases with increasing the variation factor Ss and declining the reflux ratio.
639
The same model is used by Sehultes [148] to show the effect of the liquid redistribution at a given degree of uniformity ensured by the distributors. As described above, the closer a distillation column operates in the vicinity of the minimum reflux ratio, the more theoretical stages required to fulfil the separation task. A large number of theoretical stages in the enrichment or stripping zone of the column results in high packed beds so the liquid redistributars have to be installed in between. Fig. 81 and 82 show how these liquid redistributors can be token into account by the process simulation. By analogy to figures 78 and 79, the different LJV in the packed bed can be taken into consideration in the calculations as a result of the fact that the portion of the column cross-section with a lower irrigation density is simulated by a column with a lower LJV flow ratio, whereas the second parallel mass transfer column is calculated with the middle value and the third one with a higher LJV ratio.
VB
Liquid mole fraction x Fig. 81. McCabc- Thielc diagram with redistributors and £ ^ F variation.
Figure 83 shows the changes in the top concentration with an increasing variation factor «J5and a varying number of liquid redistributors for rectification of ehlorobenzene/ethilbenzene mixture under vacuum as an example.
640 Gas-Mixer
Condenser
Distillate-Product \ Reflux-Divider Reflux-Distributor Liquid-Mtor/Redistributor
Gas-Mixer/Redistributor
Liquid-Mixer/Redistributor
Gas-Mixer/Redistributor
Feed
Liquid-Mixer/Redistributor
Gas-Mixer/Redistributor.
Phase-Separator
Liquid-Mixer
Heater
Bottom-Product
Fig. 82. Flowchart of a rectification process with redistribution in the enrichment and stripping sections.
In the evaluation it is presupposed that the chlorobenzene/ethylbenzene mixture flows into the column with a concentration of 50 mol%5 and the concentrations of the low-boiling component in the top and high-boiling component in the column bottom are bom 99 mol%. The column operates at vacuum at pressure 66 mbar. From a simulation calculation it follows that the required conditions are achieved if the column is operating with a theoretical reflux ratio of rD - 37.5 and has 36 theoretical stages in the enrichment and 36 in the stripping section. In the case of a structured packing with a specific surface area 250 m2/m3, the HETP value is calculated as 0.4 m, yielding packing height of 14.4 m in both the enrichment and the stripping section. Under these conditions the column is operating with 1.8 times the minimum reflux ratio. The influence of the pressure drop along the mass transfer column is not included in the evaluation. It can be seen from Fig. 83 that the requisite product is no longer achieved with an increasing variation factor Sg. Even variation of the liquid flow of 10% brings about a fall in the concentration to 93% for the low-boiling
641
component at the top of the column if no liquid redistribution is used. With an increasing Yariation factor Ss product impurities increase considerably. Product impurities can be significantly reduced if redistributors are used in both the enrichment and the stripping sections, in each case after 18 theoretical stages. This continues if in each case two redistributors are used at a distance of 12 theoretical stages, or three redistributors at a distance of 9 theoretical stages. Chlorobenzene/ Ethylbenzene n
i»r72. %MJ=3&- P=66mbar x,=50mol-%, rd0=37.5, «=1,17 100
"~ —. ^ ^
1
i
-
\
•S
3
—
-
—
.
">•
\
2
o\
90
/ 85
\
\
/ nu in mber of redistributors
80
0%
1
\ \
^ stripping-and enrichment zone s *5% 410* *15% *20% 425% 430% Variation factor of liquid flow ratio S^AL^L^ \
Fig. 83. Change of concentration with an increasing variation factor Ss = ALm / Lm0 varying number of liquid redistributors.«is relative ¥olatility.
Nomenclature AO=C/(1+Q- constant in Eq. (23); AB- coefficients in Eq, (21), determined from the initial condition; a- packing specific surface 1/m; ar horizontal displacement, m; an - roots of equation Jo (x) = 0; B- constant in Eq. (19); br- vertical displacement, m; C- constant in Eq. (19); D- coefficient of liquid radial spreading (liquid spreading factor), m;
at
642
Do - value of D at low flow rate at the horizontal part of the curves in Fig. 30; d- diameter of the circle inscribed in the opening of the packing, m; dc- column diameter, m;
(4e\
du = —
\a
- packing hydraulic diameter, m;
)
dp- packing diameter, m; Eioss- sum of all mechanical energy losses per unit time caused by friction, according to equation (59); F = w0J/% - gas flow factor (F-factor = FG = i%), (m/s).(kg/m3)0 s =Pa° 5 ; / = L/L- dimensionless liquid superficial velocity; g- gravity acceleration m/s2; if- the height of the packing in m; Ha- liquid holdup; hD- distance between the deflecting rings in m; h- packing height, current coordinate, and packing size in Fig. 35, m; hr size explained in Fig, 89, Chapter 3; h§.9s- height of the redistribution layer after which the value of/ is not lower than 0.95 in any point of the column cross-section, m; Joand J/-Bessel functions of first kind, zero and first order; K- constant in Eq. (21); Ki, K?, K3 JKj- experimental constants in Eqs. (13) and (14); Kg- experimental constant in Eq. (12); Li, L- local and mean liquid superficial velocity, m3/m2s; Lm- molar liquid flow rate, mol/h; Lm0- liquid flow rate at the top of the column, mol/h; I- distance between the drip points, m; lr lamella width in m; h- projection of/ on horizontal plane in m; A^-maldistribution factor for the gas phase; Mfi -maldistribution factor for the liquid phase; N- normal vector to the plane F; Nr number of drip points per m2; n- number of the measuring cells; Q- liquid flow rate in m3/s;
R- column radius, m; r' = r/R- dimensionless radial coordinate; r- radial coordinate, m;
643
S- width of the deflecting ring, m; s- number of the removes in a packing depth H, m'1; $r sizes explained in Figs, 90, Chap, 3, Figs. 25 and 35, m; tf liquid residence time, s; qn- roots of the characteristic Eq. (23); V- molar gas flow rate, mol/h; W- dimensionless wall flow rate (related to the total flow rate); w,~ gas flow velocity in point i, m/s; wo- mean value of the gas velocity in a given cross-section, m/s; w«- local value of the gas velocity calculated for the whole column crosssection, m/s; We.sf- average value of the gas velocity calculated for the whole column crosssection, m/s; Z = Dh/B?- dimensionless packing height; zm- mixing height, m. Dimensionless numbers: FrL =
Froude number of liquid, g
PeL =
^r- Peclet number for the liquid phase. Hd,DL
Greek letters; an - root of the equation J0(x) = 0 , A- horizontal remove of the streams in the packing corresponding to one remove in vertical direction and sizes explained in Figs. 25 and 35 in m; AD - increase of D connected with enlargement of the liquid jets in the packing due to the inertia of the flowing flow, m; S - size explained in Fig. 90, Gapter 3; Ss = ALm / Lm0 - variation factor of liquid flow rate; CTg - relative standard deviation of the residence times; e - packing void fraction, m3/m3, equal to its free cross-section area, m2/m2; £ - overall packing friction factor which stands for all friction losses involved; pG - gas density, kg/m3; pL - liquid density, kg/m3; cr - surface tension, N/m;
644
References 1. N. Kolev, J. Stiehlmair, Proceedings of the 10th International summer school of chemical engineering. Varna, Bulgaria, 24-31 May 2004,113. 2. O. Schneider, J. Stichlmair, European Congress of Chemical Engineering 2001 ECCE 3 , , Nttrenberg, 26-28 Jim 2001. 3. A. Stemmer, Untersuchungen und Trenleistung von Fullkoerperkolonnen unter besonderer BerQcksicttung der Maldistribution, GH Essen, Disertation 1985. 4. J. Stichlmair, S. Ulbricht, Chem. Ing. Tech. 57, No 5 (1985) 469. 5. R. J. Kauri, J. Sohlo, Chem. Eng J. 61 (1996) 95. 6. Z. Cihla, O. Schmidt, Collect Czech. Chem. Commun., 22 (1957) 896; 23 (1858) 569, 7. N. Kolev, A. Boev, R. Darakchiev, 15, No 2 (1981) 299. 8. V. Stanek, N. Kolev* Chem.Eng.Sci., 33 (1978) 1049. 9. V. Kolar, V. Stanek, Collection of Czechoslovak Chemical Communications, 30 (1965) 1054. 10. V. Stanek, V. Kolar, Collection of Czechoslovak Chemical Communications, 32 (1967) 4207. 11. V. Stanek, V. Kolar, Collection of Czechoslovak Chemical Communications, 33 (1968) 1062. 12. V. Stanek, V. Kolar, Collection of Czechoslovak Chemical Communications, 38 (1973) 1012. 13. V. Stanek, V. Kolar, Collection of Czechoslovak Chemical Communications, 38 (1973) 2865. 14. O. H. Stflrman, Eigenschaften der FQllkBrpersaulen, Diss. Universitat Hamburg. 1936. 15. E. Kirsehbaum, Chem. Ing. Technik. 28, No 10 (1965) 639. 16. P. Flatt, Einfluss der Ungleichverteilung und der Radial en Diffusion auf der Trftawirkung der von Fflllkorper Kolonnen, Dis. KTH Zurich, 1966. 17. G. S. Sameson, Trans. Inst Chem. Engrs., 45 (1967) T 74 18. N. Kolev, R, Daraktsehiev and L. Markov, Verfahrenstechnik 13 (1979) 164. 19. N. Kolev, R. Daraktsehiev, Bulg. Patent No 18018 from 05.05.1972. 20. M. I. Kabakov, W.W Dilmann, Theoretical Fundamentals of the Chemical Technology, 7 (1973)539 (In Russian). 21. V. Stanek, Kr. Semkov, N. Kolev, G. Paskalev, Collection of Czechoslovak Chemical Communications, 50 (1985) 2685. 22. Kr. Semkov, N. Kolev, V. Stanek, P. Moravec, Collection of Czechoslovak Chemical Communications, 52 (1987) 1430. 23. Kr. Semkov, N. Kolev, V. Stanek, P. Moravec, Collection of Czechoslovak Chemical Communications 52 (1987) 1440. 24. Kr. Semkov, N. Kolev, V. Stanek, Collection of Czechoslovak Chemical Communications, 52 (1987) 2438. 25. Kr. Semkov, T. Petrova, P. Moravec., Bulg. Chem. Commun., 32, No 3/4 (2000) 497. 26. T. Petrova, Kr. Semkov, P. Moravec, Bulg. Chem. Commun., 34, No 1 (2002) 82. 27. M. I. Kabakov, W.W. Dilman, Theoretical fundamentals of the chemical technology, 7, No 6(1975)815. 28. N. Kolev, Theoretical Fundamentals of the Chemical Technology, 16, No 2 (1982) 129 (In Russian). 29. Kr. Semkov, Chem. Eng. Science, 46, No 5 (1991) 1393.
645 30. X. Yuan, W. Li, Institutions of Chemical Engineers Symposium Series No 142, part 2 (1997)931 31. Ph. Suess, Institutions of Chemical Engineers Symposium Series No 1 (1992) A369. 32. L. A. Muir, C.L. Briens, Can. J. Chem Eng. 64 (1986) 1027, 33. Ch. Dodev, N. Kolev, R. Darakchiev, Bulg. Chem. Commun. 31 (1999) 414. 34. Ch. Dodev, R. Darakchiev, Bulg. Chem. Commun. 31 (1999) 51. 35. R. Darakchiev, Chem. Eng. and Proe.,18 (1984) 317. 36. D. P. Edwarts, K. R. Krishnamurthy, R. W. Poltthoff, Trans. I. Chem. Eng. 77 part A, (1999)656. 37. R. Stikkehnan, J. Graauw, Z. Olujie, H. Teeuw, H. Wesselingh, Chem. Eng. Technol. 12 (1889)445. 38. Ch. Dodev, R, Darakehiev, Scientific Works of the Higher Institute of Food and Flavor Industries, vol. XLIV (3), HIFFI Academic Publishing House, Plovdiv, Bulgaria 2000 51 (In Bulgarian), 39. R, J. Kouri, JJ. Sohlo, htstitutions of Chemical Engineers Symposium Series No. 104 (1987) B193. 40. R. M. Stikkhnan, J. A. Wesselingh, Institutions of Chemical Engineers Symposium Series No. 104 (1987) B155. 41. K. E. Poter, Q. H. Ali, A. O. Hassan, A, F. Arian,, Ind. Eng. Chem. Res., 32 (1993) 2408. 42. R. Darakehiev, Ch. Dodev, Chem. Eng. Process. 41 (2002) 385 43. T. Petrova, Kr. Semkov, Ch. Dodev, Chem. Eng. Process. 42 (2002) 931. 44. A. Higler, R. Krishna, R. Taylor, Ind. Eng. Chem. Res. 38 (1999) 3988. 45. P. V. Danckwerts, Chem. Eng. ScL, 2 (1953) 1. 46. I. F. Wehner, R.H. Wilchelm, Chem. Eng. ScL, 6 (1936) 89. 47. N. Kolev, Kr. Semkov, Verfahrensteehnik, 17, No 8 (1983) 474. 48. N. Kolev, Kr.Semkov, Chem. Eng. Prosess., 19 (1985) 175. 49. Kr. Semkov, N. Kolev, Chem. Eng. Process., 29, No 2 (1991) 83. 50. N. Kolev, Kr. Semkov, R, Darakchiev, Mathematical modelling of heat and mass transfer in packed columns. New development in separation processes associated with process industries, biotechnology and environmental protection, edited by R.Pohorecki, K.W. Szewezyk, European federation of chemical engeneering, Workshop party on distilation, absorption and extracktion, Warsaw. May 29-31,1996. 51. T. K. Sherwood, E. A. L. Holloway, Trans. Am. Inst. Chem. Eng. 36 (1940) 39. 52. N. Kolev, R. Daraktschiev, not published results. 53. N. Kolev, Kr. Semkov,, Comm. Department of Chem. XII, 2, No 2 (1979) 2999, (In Bulgarian). 54. R. Daraktschiev, Al. Boev, N. Kolev, Chem. Eng. Process. 20 (1986) 73. 55. M. I. Kabakov, W. W. Dilman, Theoretical Fundamentals of the Chemical Technology, 7, No 4 (1973) 539. (In Russian) 56. R. Daraktschiev, N .Kolev, S. Nakov, Chem. Eng. and Process., 37 (1998) 141. 57. S. R. Tour, F. Lerman, Trans Amer, Inst. Chem. Eng,. 35 (1939) 719. 58. K. E. Porter, M. C. Jones, Trans. Inst Chem. Eng., 41 (1963) 240. 59. E. Dutkai, E. Ruckenstain, Chem. Eng. Sri., 23 (1968) 1365,25 (1970) 483. 60. E. Perktold, Angev, Chem., B19 (1947) 184. 61. W, A. Cairns, Can. Chem. and Proc. Ind., 32, No 4 (1948) 314. 62. E. A. Bringnole, G. Zaeharonek, J. Mangosco, Chem. Eng. Sei., 28, No 5 (1973) 1225. 63. R. Daraktschiev, N. Kolev, G. Paskalev, Verfehrenstechnik, 15, No 8 (1981) 568. 64. N. Weisman, Untersuchungen flber die Rektifikation in Fflllkorperstulen, Dissertation TH Karlsruhe, 1932. 65. H. Stage, K. Bose, Die Belastungsverhaltnisse in Fullkftrperkolonnen unler Rektifizierungsbedingungen, Springer, Berlin, GOttingen, Heidelberg 1962.
646 66. N. Kolev, "About some basic problems of the chemical engineering by creating of high effective packed bed columns." DSc thesis of the Central Laboratory of Theoretical bases of Chemical Technique of the Bulgarian Academy of Sciences 1980 (In Bulgarian). 67. Th. Baker, T. H. Chilian, H. Vemon, Trans. Am. Inst Chem. Eng., 40,25 (1944) 296. 68. P. S. Hoflyzer, Trans. Inst Chem. Eng. 42, T 109 (1964). 69. M. B. Sheridan, M. B. Donald, Ind. Chem., 35 (1959) 439. 70. G. S, Sameson, Trans. Inst Chem. Eng., 45 (1967) T74. 71. S. Ushida, Fudjita, Soc. Chem. Eng. Japan, 39, No 11 (1936) 432B, 40, No 7 (1937) 228B, 238B, 244B; 41, No 9 (1938) 275B. 72. Ch. Alt, A. Meir, G. Richter, Chem. Ing, Techn., 27, Nr 8/9 (1955) 502. 73. M. Party, Magy. Kem. Lopja, 31, Nr 2 (1976) 79. 74. J. P. Karetnikov, K. P. Zideleveva, Cbim. Prom. 2, Nr 6 (1957) 795. 75. W. Reichelt, Strftmung und Stoffaustausch in Fullkorperapparaten bei Gegenstrom einer fltlssigen und einer jpsffirmigen Phase, Verlag Chemie, Weinheim/Bergstr. 1974. 76. J. Gfitz, K Zick, C. Heinen and T. Ritaig, Chemical Eng. and Process. 41 (2002) 611. 77. B. M. Shigolev, Mathematicheska obrabotka nablyudenii, Nauka, Moskow, 1969 (In Russian). 78. G. Kom, T. Kom, Sprawochnik no matematike dlya nauchnich rabotnikov I inzhenerov, 1977 (In Russian). 79. D. J. Gunn, Chem. Eng. Sci., 33 (1978) 1211. 80. M. M. Farid and D. J. Gunn, Chem. Eng. Sci., 33 (1978) 1211. 81. D. J. Gunn, Chem. Eng. Sci., 47 (1992) 2095. 82. D. J. Gunn, H. B. S. Al-Saflar, Chem. Eng. Sci., 48 (1993) 3845. 83. M. M. Farid, Studies in chemical reactor engineering; liquid dispersion and distribution in two phase flow in packed column. PhD Thesis, University of Wells, 1977. 84. T. Baker, H. Chilton and H, C. Vemon, Trans, Am. Inst Chem. Engrs, 13 (1935) 296. 85. A. H. Scot, Trans Inst Chem. Engrs. 13 (1935) 211. 86. K. E. Porter, and J. J. Templeman, Trans. Inst. Chem. Engrs. 46 (1968) 86. 87. P. J. Hoek, J. A. Weselingh and F. J. Zuiderweg, Chem. Engng. Res. Des. 64 (1986) 431. 88. E. Tsotas, and E. U. Sehlttader, Chem. Eng. Process. 24,1 (1988) 15. 89. P. Marchot, M, Crine and G. A. L'Home, Chem. Eng. Journal, 36, Nr 3, November (1987) 141. 90. N. Kolev, R. Daraktschiev, "Packing for column apparatuses" Bulgarian patent, No 27123 /14.09.1979. 91. N, Kolev, R. Darakchiev, E. Istatkova "Packing for redistribution layer of column apparatuses" Bulgarian patent No 33605 / 29.04.1983. 92. N. Kolev, R. Darakchiev, "Packing for redistribution layer of column apparatuses™ Bulgarian patent No 103459/02.06.1999 (In Bulgarian), 93. R, Darakchiev, N. Kolev, G. Paskalev, Verfehrenstechnik, 15, No 8 (1981) 568. 94. N. Kolev, El. Iststkova, R. Darakchiev, Chem. Eng .Process., 21 (1987) 77. 95. R. Darakchiev, N. Kolev, Sv. Nakov* Compt rend. Acad. Bulg. Sci., 49, No.2 (1996) 45. 96. J. Franz, Verfahrenstechnik, 5, No 7 (1971) 297. 97. N. Kolev, R Daraktshiev, L. Kolev, Energetika, v.24, No 10 (1973) 15 (In Bulgarian). 98. N. Kolev, R Daraktshiev, L. Kolev, Teploenergetika, No 8 (1975) 91, (In Russian). 99. R.Daraktschiev5 N.Kolev.S.Nakov, Chem. Eng. and Process., 37 (1998) 141. 100. Z. Oluifi, J. de Graauw, Gas, Chem. Bioehem. Eng, Q., 3(1989)181. 101. F. Stoter, Z. Oluie, J. de Graauw, Gas Separ. Purif,, 5(1991)59. 102. F. Stoter, Z, Oluifi, J. de Graauw, Chem. Eng. Journal, 53(1993) 55. 103. M. Zogg "Strflmungs - und Stoffaustausch Untersuchungen an der Sulzer Gewebepaekung, Dissertation No 4886, ETH, Zurich, Hans Schellenberg, Winterthur, 1972. 104. R. M. Stikkelman, J. A. Wesseling, lEChE Symp. Ser.,104(1987)B155.
647 105. R. J. Kauri, J. J. Sohlo, JEChE Symp. Ser.,104(1987)B193. 106. R. M. Stikkelman, dc Graauw, Z. Oluie, H. Teeuw, J. A. Wesseling, Chem. Eng. Technol., 12((1989)445. 107. J. L. de Garmo, V. N. Parulekar, V. Prinjala, Chem. Eng. Prog., 88(3)(1992)43. 108. G. Speaek, Uber die Randgflngigkeit in GasdurehstrSmten Fflllk6rpersa"ulen, Dis. TO Dresden, 1955. 109. R, F. Strigle, Random packings and packings towers, Gulf publishing Company, Houston, London, Paris, Tokyo. 1987. 110. L. Spigel, H. C. Yuan,"The influence of maldistribution at partial reflux," World Congress II of Chemical Engineering, October, 1981. 111. M. A. Albright, Hydrocarbon Processing, 63 No. 9(19§4) 173. 112. G. G. Bemer, F. J, Zuiderweg, Chem. Eng. Science, 33, No 12 (1978) 1637. 113. P. J. Hoek, "Large and small-scale liquid flow distribution in packed column" Ph.D. Thesis, Delft University, June 1983. 114. N. Kolev, Chem.-Ing.-Teehnik, v.47, No 16,685 (1975). 115. R. Darakchiev, N. Kolev, Kim.i Neft. Mash., No 8,13-14 (1986) (In Russian). 116. N. Kolev, R,Darakchiev, Kr.Semkov, Water Research,, 30, No 5 (1996) 1312. 117. Kolev N.,*'Kr.Semkov, R.Darakchiev "Mathematical modeling of heat and mass transfer in packed Columns" New development in separation processes associated with process industries, biotechnology and environmental protection*', edited by R.Pohorecki, K.W. Szewezyk. Warsaw. May 29-31,1996.European federation of chemical engeneering. Workshop party on distilation, absorption and extraektion. 118. Kolev N., ILDarakchiev, K,Semkov, Industrial & Engineering Chemistry Research, 36 (1997)238. 119. R. Daraktshiev, Chem. Eng. Process., 18 (1984)317. 120. I. E. Idelchik, ,,Aerodynamic of the industrial apparatuses",Energie, (1964) p 287 (In Russian). 121. I. E. Idelchik, ChimicheskaiaPromishlenost, 4 (1968) 289 (In Russian). 122. I. E. Idelchik, Pressure drop Handbook, Gosenergoisdat, 1964 (in. Russian). 123. M. Morales, C. W. Spinn, J. H. Smith, Ind. Eng. Chem. 43,1(1951) 225. 124. K. Polthier, ,,Beitrag zur SWtaung und air WStemeubertragung in Scbttttungen aus unregelmtSigen Teilchen mit horizontalen und rotationssymmetrischen Oberflachen", Diss. TH Hannover 1965. 125. M. Zogg, Strtaiungs- and Stofeustauschuntersuchungen an den Sulzer Gewebepackung, Dissertation No. 4886, ETH, Zurich, Haus Seheilemberg, Wintertuhr, 1972. 126. J. P. Stringaro, J. Luder, Chem. Plants Processes., 25(1992)6. 127. Z. Olujic, F. Stoter, J de Graauw, ICHEME Symposium series No. 128, November 1992. 128. P.J Hoek, J. A, Wesseltagh, F. Z. Zuiderweg, Chem. Eng. Res. Des, Vol. 64, November (1986)431. 129. W. Meier, R, Hunkeler, D. Stacker, I. Chem. E. Symp. Ser. No. 56, (1979)3.3/1. 130. M. M. Farid, D. J. Gunn, chem.. Eng. Sci. 34(1979)579. 131. K. J. De Waal, A. C Van Mamerer, A. I. Ch.E/1 Chem. E. Joint Meeting, London, (1965) Paper 6-8. 132. G. G. Bemer, G. A. J. Kallis Trans I. Chem. E., 56(1979)200. 133. T. Baker, T. H. Chilton, H. C. Veron, Trans A.I.C.E., 31(1935)296. 134. M. Huber, R. Hiltbruner, Chem.Eng. Sci, 21(1966)819 135. R. E. Manning, M. R. Cannon, Ind. Eng. Chem., 49(1957)348. 136. G. A. Morris, Proc. Int. Symp. Distillation (I. Chem. E) (1960) 146. 137. J. W. Millin, Ind. Chemist, 33(1957)408. 138. H. C. Yuan, L. Spiegel, Prog. 2nd World Congr. Chem. E., 4(1981)274. 139. H. G. Groenhof, Chem. Eng. J., 14(1977) 193.
648 140. 141. 142. 143. 144. 145. 146. 147. 148. 149. 150. 151.
A. Aroonwilas, P. Tontiwachwuthlkul, Chem. Eng. Set, 55(2000)3651. F. Yin, A. Afacan, K. Nandakumar, K. T. Chuang, Chem. Eng, And Process., 41(2002)473. H. Runke, R, Lerzer, O.Becker, Chem, Eng. TechnoL, 23,No 8(2000)691. P. Marchot, D. Toye, A.-M. Pelsser, M. Crine, G. L'Homme, AlChe Journal, 47 No 6 (2001)1471. D» Toye, P. Marcho^, M. Crine, A.-M. Pelsser, G. L'Homme, Chem. Eng and Process., 37(1998)511. R. P. Zou, A. B, You, Chem. Eng. Sci., 51(1996)1177. P. Maarchot, M. Grine, G. A., L'Radial, The Chem. Eng. Journal, 48,1(1992)61. R. M. Stikkelman, Gas and liquid maldistributions in packed columns, Academiseh Boecken Centrum, Dalft, The Netherlands, 1989. M. Schultes, Ind. & Eng. Chem. Research, 39, No 5(2000)1381. J. Stichlmair, A. Stemmer, Inst. Chem. Eng. Symp. Ser. 104 (1987) B113. D. Dzhonova-Atanasova, N. Kolev, S. Nakov, M. Gyupchanov, M. Christov, Comptes rendus de rAcademie bulgare des Sciences, Tome 58, N11 (2005) 1281. D. Dzhonova-Atenasova, N. Kolev, S. Nakov, Radial spreading coefficient of the liquid phase for some higly effective random packings. (Ready for publication).
649
Appendix
Determination of the distance between the wall flow deflecting rings (WFDR) for elimination of the wall effect As already mentioned the distance between the wall flow deflecting rings (WFDR) presented in Fig, 17 has been obtained experimentally. In order to calculate the distance providing uniform distribution of the liquid superficial velocity over the whole packing cross-section in an industrial column, some model and physical studies are carried out [21-26]. All of them are based on the fact that just after a given deflecting ring, the flow rate on the wall is zero, and for calculating the wall flow below the rings, the equation of Cihla and Schmidt [6] with the boundary conditions of Stanek and Kolar [9-13] can be used. Because the problem of calculating the distance between the deflecting rings is very complicated, it is solved [21-26] "step by step". The experiments are carried out in a Plexiglas column 188.6 mm in diameter without a gas flow. As a packing 25 mm ceramic Raschig rings are used. The water is supplied from a constant head tank equipped with overflow weir via a regulating valve. The liquid phase distributor ensures 8448 drip points per m2 of the column cross-section. In the first investigation of this series [21], the liquid phase distribution in the packing is calculated and experimentally proved in case of a single deflecting ring installed over the packing bed and uniform initial distribution. The initial distribution over the packing in presence of such a deflecting ring may be looked upon as a result of a combination of a disc distributor with radius iy and a circular distributor at the disc periphery, as follows:
f(r',Z)=l, Z=0, rj
650
the ratio of the residual variance (So ) to the variance of reproducibility of experiments (Sg ) . (2A) In the second investigation [22] on deflecting rings, the case of many rings at an equal distance is studied. The distribution of the liquid phase in the circle under the corresponding deflecting ring is assumed the same as the distribution of this circle from the packing over it. The liquid collected by the ring is fed in the packing at the inner circumference of the ring. The comparison between the calculated and the experimental data for the liquid distribution shows that to obtain well comparable results, the width of the deflecting rings in the model must be about 50% greater. Naturally the increasing of the effective width of the deflecting ring depends apparently on the ring size as well on the size of the packing element. Therefore the coefficient of effective increase of the width of the deflecting rings equal to about 1.5 cannot be taken as universal [22], The fact that the coefficient of effective increase of the width of the deflecting rings for all experiments needs practically the same value, independently of the number of the WFDR, seems to confirm the bases of the model proposed. Probably the source of the discrepancies between the experimental results and the model calculations, based on the geometrical width of the deflecting rings, is the interaction of the deflecting function of these rings and that of the packing elements in contact with the internal periphery of the deflecting rings. Thus the doubt is cast only on the initial condition of the original model, Equations (1A), stipulating that the liquid deflected by the deflecting rings leaves them at their inner periphery. In contrast, this stipulation was found correct in [21] for the case of a single deflecting ring placed directly on the top of the packed section with no packing elements over it. The results of the first and second type of investigations lead to the conclusion that when the deflecting ring is located within the packed section, the principle part of liquid does not leave it on the internal periphery, but instead, is deflected by the packing elements in the immediate vicinity of the ring. These elements however may deflect the liquid on different radii depending on the angle of their inclination. In other words, the presence of WFDR distributes the structure of the bed near to them with the resulting tendency of the liquid to flow predominantly towards the column axis. Visual observation [22] of the liquid flow in the Plexiglas column confirmed the speculation above. The liquid that falls on the WFDR drains from their surface predominantly via the packing elements contacting them. This mechanism is
651
connected mainly with the good wettability of the ceramic rings by the liquid flow. It may be concluded that the applied model may serve well as long as proper effective dimensions of WFDR are used. A more founded theoretically calculation of the liquid spreading near the WFDR, however, requires analysis of the microstrueture of the packed bed in this region. The investigations on development of a generalized mathematical model for the case of a large number of deflecting rings mounted in the column are presented in [23]. The principal equation of the mathematical model is the equation of Cihla and Schmidt, Eq. (3), solved with the boundary conditions of Kolar and Stanek, Eq. (19). The solution takes the form of Eq. (21). The coefficients AH, in Eq. (21) are determined from the initial condition, i.e. by the initial liquid distribution function y{r) proposed by Stanek and Kolar [13].
(3A)
It is assumed that there is a large number of WFDR in the column spaced apart by the distance Zg. In the determination of initial liquid distribution of the f&+/J~th deflecting ring, one has to take into account the interaction between it and the elements of the packing, i.e. the condition that the liquid drains via the packings elements contacting the WFDR. The continuous line in Fig. 1A shows one of the many possible positions of the packing element (in this case the Raschig ring) contacting the inner periphery of the WFDR. It is seen that the liquid drains from the WFDR at point A, flows down the surface of the packing element and leaves it at the lowest point B at a distance BC from the periphery of the WFDR. Since the packing element contacting the WFDR may be in any arbitrary position, obviously the distance BC may vary between zero and d (shown by dotted line).
652
/ (k+1) 1
c
] dr'
rfc B
u
•
r'
f/
r'=1
Fig. 1A. Single element of the packing containing a deflecting ring: 1- column wall, 2- (k+1)- th deflecting ring, 3- packing element (Raschig ring).
Keeping this in mind we can distinguish three zones of the initial distribution profile: a) For the radius interval 0 < r < rt — d", the initial distribution for (k+l)-ih WFDR is given by the solution of Eq. (21) for the £-th WFDR and Z-=Z& where d = dp/R is the dimensionless diameter of a packing element, dp in m is the diameter of a packing element, and R is the column radius in m. b) For the interval of radius rt —d
653
(5A)
where (p(r) represents the probability density of the radius r. Considering Eqs. (4A) and (5A), one obtains the following expressions for the density of irrigation fB(r ) :
2r .dr
(6A)
2r
Thus title initial condition for the (k+l)-ih WFDR is as follows:
(7A)
forZ=0and 0
in—us
>j '
T\
S
for Z=0 and rj -d'
= 0, forZ=0and rj
(9A)
In addition the mass balance mandates that
(10A)
654
Using this balance one can determine the amount of liquid that hits the (k+l)-ih WEDRas
(11A)
I
= / - 2 )[ A + Yl4k%(qnr')exp(-qX)]r'-dr'
Upon applying the initial conditions (7A)-( 9A) to Eq. (3A) and upon solving the integral, as it is solved in [22], one obtains the following recurrent formula for determination of the coefficient of solution (21) in the section of the packing below the f&+i>th WFDR;
{[(q2R/B)-2Cf+q2n+4C}4(qj\(l iz)
x \
2
_
2
Jl(
MJ
[J(
(12A)
r,-d
The obtained expression, Eq, (12A), appears to be the most general solution for a column with a large number of WFDR. However, the expression contains the undetermined so far distribution of the probability density of the radius, (p(r ) , in the zone r} — d
655
Let us inspect now the vicinity of the WFDR with a packing element (Rasehig ring) situated on it in an arbitrary position. The situation is sketched in Fig. 2A in a plane passing trough the axis of the column.
w
/
5
Fig. 2A. Probabilistic model; a. scheme for the derivation; 1 column wall, 2 deflecting ring, 3 element of packing; b. typical course of the distribution of the probability density (/).
For simplification we shall investigate the two-dimensional case assuming that the axis of the Rasehig ring is on the same plane. Consider now a polar coordinate system with a centre in point A, where the packing contacts the periphery of the WFDR. All possible positions are determined by two variables I and a. The liquid flows down from point B at a distance r from the column axis. From the standpoint of the radius r* one can distinguish two zones; a) zone rr -d'
656
In addition, these two quantities are independent and may assume arbitrary values from the above shown interval with equal probability (uniform distribution). Consequently, their probability distributions are as follows:
qt(l) = 1/d',
(14A)
From the independence of I and a, there follows that their joint probability density distribution is (ISA) Upon changing to cylindrical coordinate system with coordinates r and Z relating to the axis of the column it is obtained: (16A) where the Jacobian J is determined by
dl dZ,
dl dr' J—
(17A)
da dr'
da dZ,
From Fig.( 2A) by geometric considerations it is seen that T=-TJ—
l.sina
(18A)
Zj = /. cos a Upon determining the derivatives and substituting into Eq.(17A) it is obtained:
657
(19A) Then from Eqs. (15A), (16A), and (19A) there follows tihat the joint probability density of r' and Zj is
(20A)
The probability density of the radius
(p(r')=
far'.ZjJdZ,.
(21A)
From the intervals of the quantities I and a , Eq. (13 A), and from Eq.( 18A) there follows that in the zone Tj—d
Zlmm = 0. Zlma = Jj'-ti-r1?
(22A)
Thus upon solving the integral (21A), we obtain
. 2ln^M^m a .71
(23A)
Tj — r
b) Zone rj+S — d ^r 5 ? j . In this zone one can distinguish two cases: 1) the values of / and a are such that the packing element does not touch the column wall, 2) the packing element touches the column wall. In the first case / and a are independent, while in the second they depend on one another. The probability density, (p(r ) then takes the form
658
(24A) where the subscripts 1 and 2 refer to the region of independence and dependence oil and a respectively. The probability density (p}(r )is determined analogously to the previous zone by the integral (21 A) with the only difference that the geometry of the problem (see Fig. 2A) determines that
(25A)
Then
2 in, (r, +S-r +Sr ){d' ){d +Jd' +Jd 2 -UU -r'J} rJ}
9t(r) = -r ~
I1
f
L
< 26A >
When the packing element touches the wall, the quantities I and a are constrained by a functional relationship. Thus r = r (I) and the result takes the form of a unidimensional random variable
&
8r
(27A)
The problem is reduced to determining of (ps( 1) in the zone of contact with the wall, where this probability density is already nonuniform. To tackle this problem, let us utilize the following considerations: The joint probability density
(28A)
659
where p(a /I) designates conditional probability density of a. Let the limiting value of the angle, for which the packing element touches the wall, be at for a given /. This value is determined by geometric considerations (see Fig. 2A) as: T + S' — T al = x - arcsin— . ; d
(29A)
With respect to Eqs. (21 A) and (28A) then we get or,
,
a,
= [
"
(30A)
n/2
Taking into account [77] that
j
(31 A)
x/212
and upon dividing the integral (30A) into two parts by the limit at, we get a,
m
J
(32A)
x/2
Within the limits [a^n] of the second integral, the packing element does not touch the wall and therefore (p(afl) = {p(a) = 2/K. Upon multiplying Eq. (32A) by I/d, putting the second integral on the right-hand side, and considering Eqs. (29A) and (30A), we receive
5
d
(33A)
660
By geometric considerations there follows that in case of a contact with the wall
and
&_
dS
(34A)
dr
Then from Eqs (34A) and (33A) after substituting in Eq.( 27A), we obtain
,
1
2
. rr+S~r d
arcsm —
. ' i2'
(35A)
In this way, in accord with Eq. (24A), the probability density qr(r') in the zone r{ +S — d
. 2 . rj+S 1 —arcsin— ; n d
ti+S-r'f
(36A)
A typical profile of
661
ring obtained from the model is larger than the real one. It is connected with the fact that the packing elements placed directly under the corresponding deflecting ring act as an enlargement of this ring. The value of the enlargement is obtained using the probability theory and the results are also experimentally proved. The calculations take into account the different statistical position of the packing elements under the ring and, consequently, the different distance from the column wall at which these elements can transfer the liquid phase from the real deflecting rings into the packing volume. It is found that the calculated value of the width of the deflecting ring in the model is about 1.5 times bigger than the real one. The papers [23, 24] use optimization calculations to obtain the necessary distance between the deflecting rings at which the liquid superficial velocity in the column can be assumed uniform. Using the obtained results, the following equation for practical calculations is proposed: Z = ft 068 (d/d/^fS/dp)11 k -'J?, where S is the real deflecting ring width in m.
(37A)
662
Chapter 9
Examples In this chapter some examples for calculation of packed bed columns, already implemented in industry by the author, are given and information about their operation in industry is presented. These are examples for absorption, desorption, distillation and direct heat transfer processes. In all cases the year of implementation in industry is given. To shorten the text, the used data for the physicochemical properties of the phases are given directly without citation of the literature or additional calculations. In case of computer programmes for calculation, only the models are mentioned and the obtained results are presented. 9.1. Absorption of H2S from waste gases in staple cellulose fibre production 9.1.1. Calculation of a really built apparatus The last step of the production of staple cellulose fibre is the treating of thin streams of highly viscous water solution of sodium cellulose xanthogenate in bath of dilute sulphuric acid. The CS2 and some H2S obtained by the process are carried out by air flow. In this example the gas flow rate was Vg = 215 000 m3/h, per apparatus, the concentration of H2S was 0.67 g/nm3 and the concentration of CSr 4.75. g/nm3. The waste air contained also 30-50 mg/nm3 sulphuric acid in the form of small drops of dilute sulphuric acid. The gas absolute pressure was 0.1 MPa. To insure the adsorption of the CS2 in the next installation, its purification from H2S and sulphuric acid drops was necessary. The gas temperature was about 40°C and the absolute pressure 1 bar. In 1978 the company decided to use as absorbent water solution of NaOH with initial concentration 230 kg/m3 and to use the by-product obtained in absorption (NajS) at the cellulose plant of the company, which was near the staple cellulose fibre plant. To solve the problem, the firm built two absorbers with a diameter 5600 mm filled with wooden hurdle packing. The industrial experiment showed that they could not ensure the necessary results. In this situation the author's team was assigned the task to find a solution.
663
The first step in a project like that is to choose the proper packing type. For that purpose, it is necessary to determine which of the phases controls the absorption process - the gas phase, the liquid phase or both of them. In some cases the chemical reaction rate must also be taken into account. In the considered process the absorption is accompanied by an instantaneous chemical reaction at very low concentration of the gas phase and height enough concentration of the NaOH in the liquid. Under these conditions the absorption process is always gas-side controlled. The comparison of different packings, presented in Chapter 3, shows that for this type of processes the optimal packing is the honeycomb. That is why this packing was chosen. Since at mat time the honeycomb packing of stamped plates of sintered PVC had not been designed, the available ceramic honeycomb packing was chosen. The geometrical characteristics of the packing are as follows: Inscribed circle diameter - 20 mm; Height of the packing element- h= 60 mm; Void fraction- e=0M3 m3im3; Hydraulic diameter- <4=21 mm; Specific surface area - «=151 m2/m3. The second step to solve the problem is calculation of the packing ability to operate under the flooding point at the given conditions, at the pressure drop which can be provided by the existing ventilators. An attempt was made to solve the problem using only one of the columns. The column cross-section is: _, aDj? 3J4x5.62 F =—- = 4 4 The gas velocity is: wn = 0
VkG — = 3600 JF
,.- 2 = 24.6 m .
215000
_.,_ . = 2.425 m/s.
3600x24.6
The pressure drop of the dry packing is calculated by equation (166)- Chapter 3. y, = where
664
w=
—
2HpG(w0/e) ReG = °
G
fiG.e
2
5- is the dimensionless pressure drop;
- Reynolds number for the gas phase;
— - — pressure drop of the dry packing per unit of packing height, Pa/(m2.m). H The gas density is pG = 1.206 kg/m3. The dynamic gas viscosity is juG = 1.8xlO~s¥a s. The Reynolds number is:
_
Re G
wgdhpG_2J25x0.021xl.206 1.8 xlO~sx 0.83
The dimensionless pressure drop is: +0J13/Re°G1)(h/dh)-°sle-iM
) o .
+ {4111 41lf')\0.02l)8
3
The pressure drop per 1 m packing height is:
AP0 =2¥.pG.(w0/0.83f ^ H dh = 2x0.0622% 1.206(2.425/0.83)2/0.021 = 60.98 Pa/m To guarantee full wetting of the packing surface, it is accepted for the liquid superficial £ that L=4Jff3 m3/(m2s) =14.4 m3/(m2h). The pressure drop of the irrigated packing can be calculated by equation (259) in Chapter 1.
(1-Af
665
where A is a dimensionless value related to the liquid holdup. It can be presented formally as a sum of two values, equation (260) from Chapter 1.
where Ag is the value of A under the loading point and AA is the increasing of A over the loading point. For calculation of Ag and AA equations (175) and (176) from Chapter 3 can be used
M = 3.48K 10-4[(^f /(g.dh)]L69(—fm x £
g
where Re, =
and Fr, = —— are the Reynolds number and the Froude number L
ay
g
for the liquid phase. The values of the kinematic viscosity vL, and the liquid density are as follows: vL =3.64.10^ m2/s, pL =1210 kg/m3. The values of Rei and Fri are as follows: 4L Re
1
=
a.vL
g
W
6
151x3.64.10 ~
981 9.81
The value of Ao and AA are as follows:
666
= 3.17x29-°m,(2.46,10-4 f37.0.83'247 M = 3,48xlO-4[(^f s
f(g.dh)fe9(—/m g
1.69
(2.425/0.83/ = 3.48x109.81x0.021 4.10' .1210 2.425x1.206
= 0.168
0.483 ,
f 0.06"
\0.021t
x
x
(4.1Q-3f.l51 9.81
0,087
-I,}?
0.83-304
=3.014
The packing pressure drop per 1 m packing height is:
AP=
60.98
(1-A)3
(l-0.168-3.014 xlO-"J
= 106 Pa/m9
or for 2 m packing height 212 Pa. For obtaining the loading point, equation (46) can be used
where the coefficient kf, is equal to 1.03. If the value of the expression is lower the regime is under the loading point In this case
1-An 1-(AO-M)
1-0.168 = 1.00036 < 1.03. 1-0.168-3.014x10 -4
I.e., the gas velocity is under the loading point. For determination of the packing height in this case, the equation of the piston flow model for fully gas-side controlled process can be use. The equations (205) and (206) presented in Chapter 1 are as follows:
667
G=
KG.ae.H.ACGm,
where _
ACGJ-ACG2 ACG2
is the average driving force of the mass transfer process. Here G is the absorbed gas per 1 m2 column eross-section per unit of time in kg/(m2.s); ACG} and ACG2 are the differences between concentration and equilibrium concentration of the gas at the inlet and outlet of the packing in kg/m3; KG is the mass transfer coefficient in m/s; ae- the effective surface area in m2/m3. When the process is not equilibrium one, ACG] = CGJ and ACG3 = CG2, where Cat and C r a are the corresponding concentrations. For very low concentration of CQI and CGj it can be written for G: G=
wo.(CGj-CG2).
The initial concentration of H2S is 0.67 g/m3 or CGi=0.00067kg/m3. Assuming that the degree of absorption is 99%, its end concentration is 7 \ The value of G is; G = wo.(CG} -Cm)
= 2.425.(6.7x10^ -6.7xlCT 6 ) = 0.001609 kg/(m2s).
The average concentration difference is:
._ ACG1-ACG2 6.7xl0-4-6.7xl0-6 &<*,= *n =
4
= 1-44x10
3
kg/ml
668
According to the equation of ZhaYoronkoY et al., Eq.(188 ), presented in Chapter 3;
ae/a = Lh/(l.S+0.8Lh), where Lf, is the liquid superficial velocity in m3/(m2.h). For Lt, = 14.4 m3/(m2h) from the equation of Zhavoronkov et al. it follows:
a/a = 1.08. Since the equation is valid up to a/a=l, with some reserve it can be assumed that the effective packing area is equal to the specific surface area, equal to 151 m3/(m2h). The absorption of H2S in NaOH at excess of NaOH on the interface is gas-side controlled and KG = kG. The partial mass transfer coefficient ka can be calculated by the equation of Zhavoronkov et al., Eq.(194) - Chapter 3: S^
0.167.ReGJ4.Sc1G/3.(h/dh)'11-47,
=
where: Shfj = °" h is the Sherwood number; DG ~v ScG = —— - Schmidt number for the gas phase. DG The kinematic viscosity is v G =L49*1(TS m2/s» The diffusion coefficient is DG=1.41 *WS mz/s. For the given example See is:
G
DG
1.41 xior5
Therefore:
Sh- =0.167x4ni074xl.Q57'/3(0.05/Q.021)-°-47
=53.45.
669
. Shg.Dg kr = —-—— = G
dh
53.45xl.45xlQ,-s = 0.0369 mis. 0.021
From Eq. (205), Chapter 1, at the conditions in the packing, it follows 0.0369x151x1.44x10^ „ kG.a.AY G m 0.001609 Jnn H = = r = 200 m. To ensure uniform disfribution over the column cross-section between the liquid distributor and the main honeycomb packing, a special redistribution layer of inclined Raschig rings is mounted. For this layer the packing No 4, Table 7, Chapter 8, with an average coefficient of radial spreading Z>=2.64.10"3 m is chosen. As shown in Chapter 8, part 8,3.4,, at the time of the column construction, this packing ensured minimal pressure drop. The distance between the drip points of the distributor / is chosen 130 mm. For determination of the height of the redistribution layer, ho,9s, ensuring 95% uniformity of the liquid phase distribution over the column cross-section, Eq. (38) (Chapter 8) ^=0.111'/D is used. From here h^ =0.11x0.13*/2.64K.
10~3 =0.704 m.
The column was built and investigated. The end concentration of H2S was determined by means of the well know very precise iodine metrical analytical method using Cd(CH3COG)2 to absorb the H2S and no H2S in the out gas was found, H2S was neither found by the reaction with lead acetate, an extremely sensitive qualitative chemical reaction for H2S. The better than predicted purification of the waste gas from H2S is connected with an additional absorption in the redistribution layer and in the volume under the packing. The value of the pressure drop together with the pressure drop of the inclined Raschig rings are in good agreement with the calculated values. In Fig. 1 a photograph of the column is presented.
670
Fig. 1. Absorption column for H2S by means of NaOH solution.
It must be mentioned here that after about 4 years the honeycomb packing elements began to lose their strength, probably because of dissolving in the NaOH solution of a great part of the AI2O3 from the ceramics. 9.1.2. Possibility for intensification of this apparatus based on more recent investigations As shown in Chapter 3 (3.2.2.1) the assembling of the honeycomb packing of sheets of sintered PVC allows a strong reduction of the liquid superficial velocity necessary to wet completely the packing. At the same time this makes possible to construct packings with thinner walls, respectively with higher void fraction, and this means also lower pressure drop at given gas velocity and specific surface area. That is why here a redesign of the considered apparatus is made. The packing No 8, Table 49 (Chapter 3), is chosen. Its geometrical parameters are: specific surface area- a= 360 m2/m3; void fraction- s =0.83 m3/m3 and hydraulic diameter <4=9 mm. The height of the elements is 50 mm. For the liquid superficial velocity the value of 7.104 m3/(m2s) is chosen. The investigations [1] show that at these conditions the pressure drop of this packing
671
at gas velocity 3 m/s is 165 Pa/m. The volumetric mass transfer coefficient in case of ammonia absorption from air at 1 m/s gas velocity is
From the equation of the flow continuity the column cross-section is:
F = — ^ — = 19.9 m2. 3600.wg That is, the column cross-section with this packing is about 20% smaller. The necessary column diameter is; 4=5.0J m. Taking into account that the diffusivity of ammonia in air at 40°C is Dmj
= 2.02K 10s
m%,
and that of HjS at the same temperature is DHiS= 1.41 x 10s
m2/s,
and also that the influence of the diffusivity on the gas-side controlled mass transfer coefficient is to the power of 2/3, the mass transfer coefficient for absorption of the H2S at 1 m/s gas superficial velocity and temperature 40°C is:
[
5/3
2.02x10 -5
To calculate the volumetric mass transfer coefficient at 3 m/s gas velocity, when knowing its value for 1 m/s, the power at Reo in the corresponding equation must be known. According to equation (194)-Chapter 3, this power is 0.74. According to (195)- Chapter 3, it is 0.63. Since equation (195)- Chapter 3 is obtained using data with a range of changing of the packing void fraction larger than mat for equation (194)- Chapter 3, later the second power is used. So the mass transfer coefficient is obtained:
672
V^=fe^)i[f] =12.59?. Taking into account the example 9.1.1 it can be written:
G H =
0.00199 =
k C
7 = 1.1 m.
12.59xL44.10-4
That is, the ratio of the packing volumes is:
044.
2x24.6 The pressure drop of this packing is 1.1x165 = 182 Pa, or some lower than for the first example for the same case. 9.2. Desorption of O2 from feed water for boilers To prevent the oxygen corrosion in the industrial boilers the feed water is stripped by means of a steam in the so called deaeration columns. For this purpose usually special type of plate columns are used. To intensify the process, it was offered [2] to use the Holpack packing of horizontal expanded metal sheets, described in Chapter 3 (3.2.2.3). The liquid superficial velocity was chosen equal to 120 m3/(m2h) (or 33.333 kg/s) based on experimental data which show that at this condition the maximal liquid superficial velocity is 140 m3/m2h [2]. The other process parameters are as follows: Initial water temperature- 4;=70°C; Pressure - in the apparatus- 0.12 bar; The temperature at this pressure is 104°C; Initial oxygen concentration of the water- 9.3 mg/kg, or g/m3; Outlet oxygen concentration 0,010 mg/kg, or g/m3; The dimensions of the chosen expanded metal sheets are: Thickness of the expanded sheet- hj= 13.2 mm;
673
Width of the lamellas of the expanded metal sheets- Si=17.8 mm; Hydraulic diameter of the packing- df,=l7 mm; Distance between the neighbour expanded metal sheets- 50 mm; Void fraction £ = 0.90 Specific surface area- «=22 m2/m3. Since the oxygen is poorly soluble gas, the process is liquid-side controlled. In this case from the mass balance and from the basic equation of mass transfer per unit of apparatus cross section it follows:
G = L(CLt-Cu) and G=
KLaeHAClm,
where G is the mass of the desorbed component per unit of apparatus crosssection, kg/(m2s); KL- the mass transfer coefficient in m/s; ae- the effective surface area of the packing in m2/m3; For calculating the effective surface area of the Holpack packings, equation (214) in Chapter 3 is proposed; yOJS / ,-t
a
{.erjfj
\0.066
{ g )
The constant K depends on the type of arrangement of the expanded metal sheets. At cross arrangement K=03S. From this equation it follows: a, =0.95x 22\
•
T
{0.058x222J
{
9.81
= 7 2 5 m z /ml
)
For calculation of the liquid-side controlled mass transfer coefficient ki, equation (215) from Chapter 3 can be used. The equation is as follows:
Shl=0.00113.Re0las.Sct5.Ga^68(Sl/h})40.(a.hlf1.
674
The dimensionless numbers in this equation are defined as follows;
v2L Where DL=5.629*l(r9m2fs;
vl=2.7xl0~t
m2/s.
From the equation it follows: r srtn
tn-9 /
5.629x10
0.0/52
j
\0.63Sf _
}
{72.5 x 2.7 xlO"7)
9.81 x 0.013 23
_ (2.7xlO'7J
/i/iaasa
4x0.03333
,0.0132 J
x(22xaO132f'
[ 2.
[5.629x10 =0.00448m/B.
The average concentration difference ACLav is given by equation _
where
ACu=CLl-Cu
and are the differences between the concenlxation of the oxygen in water at inlet, respectively at outlet, of the packing and the corresponding equilibrium concentrations. The concentration of the oxygen in the steam, when feeding the boiler with water with 0.020 mg/kg, is also the same. The partial oxygen pressure m e s eam PQ2^2 ^ t entering the deaerator in mm HG is;
675
0.01x10^22.4 Pn
=
& 1.12x760 =4.36xlQ-6,mmHG, (1-0-01^10^)22.4 IS
where 0.01 xlO'6 is the oxygen concentration in kg/kg water, respectively in kg/kg steam; 32 and 18 are the mol mass of the oxygen and of the water; 22.4 is the mol volume of an ideal gas at normal conditions; 1.12 is the pressure in bar and 760 the atmospheric pressure in mm HG. According to Henry's low
The Henry constant at temperature 104.2 °C is
The equilibrium concentration of the oxygen in the outlet water C i 2 is C*L2 <=4.36*10*/5J4xl(?=8.16xl
32xl00
° 18
=1.451x10-'°
kg/m3 water.
Because the concentration of the oxygen in the steam is equal to its concentration in the purified water, the desorbed quantity of oxygen per mz column cross-section is: G=120(9.3-0.0iy(3600
*1000)=3.0966*lff4kg/(m2s).
The steam consumption with the outgases is chosen 0.5 kg/ton or 0.01666 kg/(m2s). The partial pressure of the oxygen in these gases io 2 _i ls:
676
3.0966 xlQ-4 PO3 , = °" 0.01666 18
^ 2-760x 1.12=8.8mmHG. 4 3.0966 xlO' 32
The equilibrium concentration of the oxygen in the water at these conditions CL1 is: C*lt =S.8/5J4^107=1.648 ^Iff7 malQ^mol water, or /. 648 x 10~732x]M0 18
=2.93x 10'4 kg/m3 water.
The driving forces at inlet and outlet of the packing are: ACLi = 9.3X1CT3 -2.93X1&4 = 9.007 x i r J kg/m3, and ACU = LOxlOT* -8.16xlQ-14 =9.9999xlO^kgfm3. The average driving force ^dClOT is:
AClm =
9.007x10-"-9.9999xlO-e 9.007 xlfT 9.9999 xlQ-6
,
The height of the packing from G = KLaeHACLav is G
3.0933xlQ-4 0.00448x72.5 x 1.3239 xlf
3
= 0.71936 m.
Because the Holpack packing consists of horizontal expanded metal sheets, its height can be changed only stepwise. That is why the closest greater height of the packing equal of 0.77 mm is accepted. The experimental data show that the end concentration of the oxygen in the purified fed water, in presence of deflecting rings for preventing the wall effect (see Chapter 8, point 8.3.2.3), is 0.006 instead of 0.010 g/m3. It is easy to
677
calculate with the same equations that the difference in the end concentrations corresponds to a packing height equal of 0.773 m. The experiments carried out without deflecting rings at the same flow rates and concentrations show an end concentration of the oxygen, after 770 mm packing height, equal to 0.040 g/m3 [2]. A comparison between the results obtained for desorption of oxygen from feed water in the Holpack packing and of industrial date for the same process in plate columns show that the Holpack ensures about 3 times lower concentration of oxygen in about 4.7 times smaller active volume of the apparatus, which has ensured a great export of such apparatuses. 9.3. Simultaneous absorption of H2S and CO 2 in monoethanol amine (MEA) from technological gases in ammonia production The examples given above in this chapter considers cases for which the mathematical model can be solved without a computer program. This is not possible in all cases when the changing of the equilibrium constant, the flow rates or the properties of the phases during the process cannot be neglected in calculation of the height of the packing. Later such case is considered. For a long time the water solutions of monoethanol amine (NH2CH2CH2OH) have been largely used in the chemical industry for purification of technological gases from H2S and also from CO2. Now this process can be successfully used for economically profitable fine purification of gases from these components. The industrial problem which is considered [3] is intensification of the absorption of HjS from technological gas containing CO, H2 and CO2 for synthesis of methanol using monoethanol amine water solution. For the intensification, instead of plate column, Holpack packing No 20, Table 35 (Chapter 3), is chosen. For preventing the wall flow effect, deflecting rings are used. The absorption is accompanied with the following chemical reactions. For H2S absorption: 2S
= (RNH3)2S,
H2S = 2RNH3.HS.
(1) (2)
For CO2 absorption: 2 RNH2 + CO2 = KNHCOO.RNH3,
(3)
678
2H2O + CO2 + RNH2 = RNHCOO.RNH3,
(4)
2RNH2 + C0 2 + H 2 0 = (RNH3)2CO3,
(5)
(RNH3)2CO3 + CO2 + H 2 0 = 2RNH3HCO3,
(6)
where R is the radical -CH2-CH2-OH. It is shown [4, 5] that the influence of the reactions (3) and (4) can be neglected. The difficulties for solving the problem are connected first of all with the fact that the equilibrium concentration of each of the components, H2S and CO2> depends strongly on the concentration of the other. Because the first and second dissociation constants of the H2CO3 are about 10000 times higher than the respective values for H2S, the equilibrium partial pressure of the H2S depends strongly on the concentration of the CO2. The problems of choosing the type of the mathematical model, piston flow or dif&sion, are considered in Chapter 8 (8.6). Here an additional consideration for simultaneous absorption of two components is given. The absorption of the H2S is gas-side controlled process where the concentration of the liquid phase changes slightly with the height. That is why it is to be expected that the piston flow model for its absorption can be used. The absorption of the CO2 is controlled by the chemical reaction rate, and the concentrations also slightly change with the packing height. That is why in this case the piston flow model can be used. The equations of the piston flow model for multi-component mass transfer are presented in Chapter 1, paragraph 1.5.4.2.1 equations (165) to (168). The equations are as follows.
dC Li -W ^ - K G f
^ ah
+
LpLcL^ ah
n fC l J C m
-C* CG
(8)
679
(10)
where pG and pL are the densities of the gas and the liquid in kg/m3; win is the inert gas velocity related to the whole cross-section of the apparatus in nm3/(m2s); w0 - the gas velocity related to the whole cross-section of the apparatus in m3/(m2s); CGin- the concentration of the absorbed gas in the gas phase in mol/nm3inert gas and in kmol/m3; Coi and CGj- the concentration and the equilibrium concenixation of the respective component in the gas phase in mol/m3; Cir the concentration of the respective component in the liquid phase in mol/m3; ae - effective surface area in m2/m3; cp and ct - the specific heat of the gas and the liquid phases in J/kgK; L- liquid superficial velocity in m3/(m2s); q - the heat of absorption in J/kmol; tG and tL - temperature of gas and liquid in "C; N - number of absorbed components; i - index for the absorbed component. To the balance equations (7-10) the following equations must be added: - equation for calculation of the effective surface area ae; - equations for calculation of the partial mass transfer coefficients kG and ki, - equations for determination of the equilibrium and of the physical properties of the two phases. Later i=l is assumed for H2S and i=2 for CO2. For calculation of the equilibrium pressure PH s of the H2S (in Pa) Kolev [3] presents the following equation.
p
- mac06
0}M Hf^-3***+0M4'}
where CUBA is the concentration of the MEA in mol/m3;
n i\
680
0H
s
- ratio between the mol concentrations of H2S and MEA in the solution;
6CO - ratio between the mol concentrations of CO2 and MEA in the solution; t- temperature in °C, Using simple transformations CG1 in equation (9) can be obtained from equation (11). Because the chemical reaction which accompanies the absorption of H2S is instantaneous and the concentration of MEA in the solution is significant, the absorption is gas-side controlled and the mass transfer coefficient KGl(KGjat i=l) can be calculated by means of the respective equation for the chosen packing (equation (216) - Chapter 3). The effective surface area is calculated by means of the equation (214)Chapter3. The absorption of CO2 in MEA solution is accompanied with fast chemical reaction. That is why it is independent of the column hydrodynamics. For calculation of the mass transfer coefficient KCOi the following equation is proposed [3];
KCOj =8.OxlO-4^CMM{l-20CO2)exP(-2314/T),
(12)
where KCOi is in nm3 COa/(m2s Pa) and Fis the temperature in K. Equation (12) contains in concealed form the equilibrium of CO2 in the system. That is why the term
in equation (7), for i=2 must be replaced with KCOiaePCO:i,
where Pco is the
partial pressure of CO2 in Pa. Because of the small calorific effect of the absorption process and partial compensation of the heat of absorption by heat of evaporation of the solution, the process can be considered as isothermal. The mathematical model is solved using specially developed computer program with transforming the differential equation and solving them step by step iterating at every step to obtain the outlet concentration of the two components in both phases after the corresponding step [3]. The comparison between the calculated results and their experimentally obtained values in a pilot plant column with a 500 mm diameter are presented in Fig. 2.
681
100
II
IS
50
\ 3OJ,
•«••••• —' • —
\ 10 5
\
\
-
""A
hk Fig. 2. Comparison between the experimental and calculated values of the concentrations of H%S and COa in the gas phase in a pilot plant absorber at gas superficial velocity w$ = 2,5 tn/s and liquid superficial velocity L =0.00543 m3/(m2s). The values of the inlet concentration of the liquid phases are as follows: for MEA- 2.08 mol/m3; for COa - 0.175 mol/m3; for H2S- 0.0254 mol/ml The temperature is 36°C [3].
The investigation of the industrial absorber, designed with the same packing and flow velocity and concentration, confirmed the results presented in Fig. 2.
References 1. 2. 3. 4. 5.
Kolev N., E. Razkazova-Velkova,, Chemical Engineering and Processing 40 (2001) 47 N. Kolev, R. DaraMsehiev, L. Kolev, Teploenergetika, No 8 (1975) 91-92. N. Kolev, Chem. Ing. Tech. 47,16 (1975) 685, Synopse 268/75. G. J. Astarita, Mass transfer with chemical reaction Chemie 1971 (in Russian) G. Astarita, G. Maruocci, F. Gicia, Aety Accad. Nazi. Lincei, Rond. Classe, Sci. Fis. Mat. Nat.,8,34(1963)176.
682
Index
Angle of wettability, 76 Arithmetical diameter, 3 Axial mixing, 71
B Bodcnstein number, 72
Chemical reaction - absorption of SOj from flue gases by the Wellman-Lord method, 462 - basic statement, 455 - calculate a packed bed column in case of chemical reaction by means of experimental data, 462 - in the gas phase, 461 - differential equation of the penetration theories in presence of, 457 - diffusion time, 456 - equilibrium constant of, 461 - fast chemical reaction, 459 - first order reversible reaction, 461 - reaction in the liquid phase, 455 - reaction rate, 456 - reaction-diffusion equations in case of reaction in the liquid phase, 457 - slow chemical reaction, 458 Co-current flow, 7 Column internals - arrangement of the column internals in industrial packed bed columns, 489 - combined devices — collector-distributor of the liquid phase combined with a plate, 535 -- collector/distributor VS, 535 — collector support grid SLT, 534 -- double-effect packing element, 532 - gas distributor
- cut pipe gas distributor, 530 --distributor GV 3., 532 - flow behaviour at the bottom of columns for low and high flowrates, 529 - gas distributor type GV 2,531 - hold-down plates - hold-down plate type HP 1,498 - Rasehig Grid type RG, 500 - liquid distributors - single streams distributors - - Bottom-Hole distributor VEG, 504 — calculation, 515 — channel-Type distributor with lateral tubes VKR, 506 — conditions essential for high quality liquid distribution, 519 — constructions, 501 — distributor for round columns (1CD), 514 — distributor, type Multi-Flow DT-MF, 510 — distributor with gas risers, type DR2,506 — distributor with gas risers, type DR3.5Q7 — distributor with weirs type DT 2,504 — lamella type distributor, 511 — lateral distributor VEL, 510 — MTS trough distributor, 508 — pipe liquid distributor type DP 1,511 — Splash-Plate distributor trough, 505 - - system distributor DT-S, 509 — trough distributor type DT 1, 502 — trough liquid distributor with stopping lamellas, 512 - spray distributors, 520 - liquid redistributors, 522
683 — collector of liquid for redistributes, 524 — graphite distributor VSTG, 528 -- liquid collector CP 1,526 — liquid collector CP 2,525 — liquid collector CV 1, 527 -- liquid redistributor RP 1,523 -- liquid redistributor RP 2,524 — vane collector SL, 526 - support plates, 488 -- Cross-Flow-Grid support plate type SP-CF, 493 — ceramic packing support plate, 495 — Hexa-Grid support plate type SPHG, 493 — Multibeam support plate type SP 1, 490 — Multibeam support plate type SP 2 and SP 3,491 ~ Rasehig Super Grid support plate, 494 — vapour distributing packing support plate, 495 Convection, 17 Countercurrent flow, 7 Criteria of similarity, 28, 29 Crossflow, 7
D Determination of the distance between the wall flow deflecting rings (WFDR) for elimination of the wall effect, 573,649 Diffusion, 20 - equimolecular, 44 - Pick's low, 20 - molecular diffusion at interface, 44 Diffusion coefficient, 20 Diffusion in immovable medium, 20 Diffusion in movable medium, 21 Diffusion lows, 20 Diffusion model, 70 Diffusion rate, 20 Diffusivity, 20 Diffusivity in gas and liquid phase, 91 Dimensional analysis, 32,33, 35 Dimensionless numbers, 28 Dteensionless pressure drop, 73 Distribution of the liquid and gas phase over the cross-section of a packed bed column
• basic equation for the distribution of the liquid in a packing, 553 - calculating the coefficient of radial spreading, 555 - calculating the coefficient of radial spreading of Holpack packing, 558 - calculating the coefficient of radial spreading of random packings, 556 - calculation of the packing height ensuring uniform distribution of the liquid phase, 580 -Cihla and Schmidt, 553 - determination of the coefficient of radial spreading of the liquid phase, 554 - gas maldistribution, 598 — initial gas maldistribution effect, 627 — initial investigations on gas maldistribution, 598 — investigation based on a discrete cell model, 608 — investigation based on statistic methods, 606 — interface effect, 624 ~ Monfe-pak, 624 — Ralu-pak, 624 -- velocity and pressure distribution profiles, 622 -- wall channel effects, 625 - liquid holdup, 549 - liquid maldistribution factor, 543 - liquid phase distribution under the distributor, 577 - liquid radial spreading coefficients of some new highly effective packings, 561 - on the possibility to use the piston flow model for calculation of a packed column with maldistribution, 631 - presenting of the harmful effect of the liquid maldistribution on the mass transfer in the MacCabe-Thiele diagram, and reduction of this effect by means of redistributors, 635 - some measurements showing the great effect of maldistribution, 539 - special packings for a redistribution layer, 582 - wall effect of the liquid phase
684 — calculation of the liquid phase distribution in packed columns in the presence of wall effect, 564 — determination of the distance between the wall flow deflecting rings for elimination of the wall effect, 573,649 — elimination of the wall effect, 570 — nature of the wall effect, 561 -- other devices for reduction of the wall effect, 575 — wall flow deflecting rings (WFDR), 570 Driving forces of mass teansfer, 40 Dynamic holdup, 3
Flow parameter, 9 Fouling, 472 - comments about the fouling, 481 - experimental results, 472 - possibility to eliminate the fouling or to reduce its effect, 483 Fourier-Kirchhoff equation, 20 Free convection, 17 Froude number for the liquid phase, 75
E
H
Effective surface area, 75 Effective wetted surface, 75 Energy consumption, 9 EStvos number, 75 Equation of conductivity, 17 Equation of continuity, 10 Equation of Henry, 36 Equations of Navier-Stokes, 11 Equilibrium, 36 Equilibrium concentration, 36 Equivalent diameter, 2 Euler number, 73 Examples, 662 - absorption of H2S from waste gases in staple cellulose fiber production — calculation of a really built apparatus, 662 — possibility for intensification of this apparatus based on more recent investigations, 670 - absorption of H2S from waste gases in staple cellulose fibre production, 662 - desorption of O%fromfeed water for boilers, 672 - simultaneous absorption of H2S and CO2 in monoethanol amine (MEA), 677
Fiek's low, 20 Flooding point, 7, 70
G Galilei number, 79 Gas capacity factor, 8 Gas velocity, 4
Heat conduction, 12,13 Heat convection, 12 - differential equation of, 17 Heat transfer, 12 Heat transport equations, 12 Height of a mass transfer unit, 60,61 Hydraulic diameter, 2
Indicator of similarity, 30 Interfacial mass transfer area, 5 Invariants of similarity, 28 Investigation of the main performance characteristics of packed bed columns - axial mixing coefficients, 114 - axial mixing in the gas phase, 123 - axial mixing in the liquid phase, 115 - cold stand, 95 - comparison of the methods for determination of the effective surface area, 138 - construction of the experimental column -- gas distributor, 105 — gas/liquid phase separator, 105 — liquid phase distributor, 102 — sampling device for the liquid phase, 107 — supporting grid for the packing, 105 - experimental installations, 95
685 - gas-side controlled mass transfer coefficient for the piston flow model, 127 - hot stand, 139 -liquid holdup, 109 - liquid-side controlled mass transfer, 124 - loading and flooding point, 108 - mass transfer coefficients, 123 - mass transfer coefficients for the diffusion model, 128 - mass transfer coefficients for the piston flow model, 124 - pressure drop, 10i - technological scheme of the experimental installation, 97 - wetted and effective surface area of the packing, 129
Liquid holdup, 3,75 Liquid holdup under the loading point, 75 Liquid superficial velocity, 3 Loading point, 7
M Marangoni effect, 442 - algorithm for calculation of the influence of the Marangoni effect on the mass transfer, 451 - critical Marangoni number, 445,448 - enhancement factor, 444,449 - gas- liquid-side resistance ratio, 444 - Marangoni instabilities, 446 - Marangoni number, 443,447 - stability index, 443 Mass transfer, 4, 39 - model of Danckwerts, 49 - model of diffusion boundary layer, 50 - model of Higbie, 48 - model of immovable film, 46 - model of Kishinevski, 50 - model of Lewis and Whitman, 46 - penetration model, 47 Mass transfer coefficient, 5,40 - physical models for calculation, 44 Maximal efficient capacity, 70 McCabe-Thiele diagram, 66
Mehod of McCabe and Thiele, 65 Modelling of some important industrial processes, 372 Models for determining the partial mass transfer coefficients, 46 Molecular diffusion at interface, 44
N Navier-Stokes equations, 25 Newton number, 29 Number of mass transfer units, 61
o Operation of the packed bed column in cocurrent flow, 386 Overall mass transfer coefficient, 5,41
Packings - different types, 160 - history, 153 - random packinp — axial mixing in the gas phase, 227 — axial mixing in the liquid phase, 232 — Berl saddles, 154 — comparison of the pressure drop of plastic Ralu-Flow and plastic PallRing, 418 -- effective surface area, 207 — equation for calculation of wetted and effective surface areas, 217 — gas-side controlled mass transfer coefficient for the dispersion model, 240 — gas-side controlled mass transfer coefficient for the piston flow mode, 236 — geometrical characteristics, 158, 159,160,161 — Hiflow Ring, 156 — IMTP, 156 — IMTP - pressure drop, 412 — Intalox saddles, 154 — liquid holdup, 195 — liquid holdup over the loading point, 203
686 — liquid holdup under the loading point, 195 — liquid-side controlled mass transfer coefficient for the diffusion model, 251 -- liquid-side controlled mass transfer coefficient for the piston flow model, 242 — loading and flooding of packings, 185 — maximum efficient capacity, 185 — Nutter ring, 156 - P a l l ring, 154 — performance characteristics, 163 — pressure drop of dry packings, 165 — pressure drop of irrigated packings, 176 ~ radial mixing in the liquid phase, 236 -Ralu-Flow, 156,161 -- Ralu-Ring -lquid side controlled volumetric mass transfer coefficient, 421 — Raschig rings, 154 — Raschig Super Ring, 156,162 — Raschig Super Ring- pressure drop, 405 — RSR, HETP versus gas capacity factor at different organic rectification systems, 416 — wetted surface area, 207 - requirements of the mass transfer theory to the packing form, 149 - structured packings — corrugated sheet packings — axial mixing, 359 — combined packing, 335 — description, 334 — effective area calculation, 356 — experimental data, 337 — gas-side controlled mass transfer, 361 — Gempak, 336 — Gempak A2TS 336 — height equivalent to a theoretical plate-calculation, 362 — J. Montz's high capacity packing B1-25QM, 344 — Katapak -SP- performance characteristics, 440
— liquid-side controlled mass transfer coefficient, 360 — loading and flooding point calculation, 356 — maximum efficient capacity, 356 — Mellaearbon-performance characreristics, 436 — Mellapak250Y,336 ™ Mellapak 250. Y/X- performance characteristics, 427 — Mellapak Plus-performance characteristics, 430 --MontzCl-300,335 — Monte packing Bl-300,335 — pressure drop and liquid holdupequations, 343 — Ralu- Pak 250 Y, 335 - - Ralu- Pak 250 YC- performance characteristics, 422 — SulzerBX,335 — Sulzer metal gauze packing, type CY-performance characteristics, 433 — Sulzer plastic gauze packing, type BX- performance characteristics, 434 — for extremely low liquid superficial velocity, 373 "Mellagrid,437 — packings of expanded metal — comparison of the packing Holpack with other highly effective types of packings, 329 — description, 310 — dynamic holdup of Holpack packing, 320 — effective surface area of Holpack packing, 313,322 — gas-film controlled mass transfer of Holpack packing, 327 — liquid-film controlled mass transfer of Holpack packing, 325 — packing of Kolar, 312 — pressure drop and loading point of Holpack, 315 — Spraypack, 311 — packings with boundary layer turbulizers — comparison with other highly effective packings, 307
687 — description, 294 — dynamic holdup, 300 — gas-film controlled mass transfer of, 305 -— liquid-film controlled mass transfer coefficient, 301 — loading point, 299 — pressure drop- experimental data, 294 — pressure drop of dry packings, 296,297 — pressure drop of irrigated packings, 298 — packing with vertical smooth walls — comparison to other highly effective types of packings, 291 — description, 253 — dynamic holdup, 273 — effective surface area, 276 — gas-side controlled mass transfer coefficient, 280 — liquid-side controlled mass transfer coefficient, 287 — loading point, 271 — pressure drop, 261 — pressure drop of dry packings, 263 — pressure drop of irrigated packings, 268 - Rasehig Super-Pak 300performance characteristics, 425 - random or structured packings?, 386 Peclet number, 71 Peclet number for the liquid phase, 80 Piston flow model, 53,70 Piston flow model with mass transfer coefficient, 53 Pressure drop, 4,6,9 Pressure drop of dry packing, 73 Pressure drop of irrigated packing, 73,74
R Random packing. 73 Raul equation, 38 Refilling, 73 Reflux, 65 Reflux ratio, 69 Reynolds number, 73 Reynolds number for the liquid phase, 75
Schmidt number for the liquid phase, 79 Second Fick's low, 25 Sherwood number for the gas phase, 79 Sherwood number for the liquid phase, 79 Similarity theory, 25,35 - remarks about the similarity theory and the dimensional analysis, 35 Specific surface area, 2 Static holdup, 3 Steady state flow, 19 Stefan's flow, 45 Superficial gas velocity, 4
Theoretical plate, 65 Theoretical stage, 65 Total liquid holdup, 3
Vapour (gas) capacity factor, 9 Void fraction, 2
w Wettability of the packing material, 76 Wetted area, 3