Computational Methods and Experiments in
Materials Characterisation II
WIT Press publishes leading books in Science and Technology. Visit our website for new and current list of titles. www.witpress.com
WITeLibrary Home of the Transactions of the Wessex Institute. Papers presented at Computational Methods and Experiments in Material Characterisation II are archived in the WIT eLibrary in volume 51 of WIT Transactions on Engineering Sciences (ISSN 1743-3533). The WIT eLibrary provides the international scientific community with immediate and permanent access to individual papers presented at WIT conferences. http://library.witpress.com
High Performance Structures and Materials EDITORIAL BOARD K.S. Al Jabri Sultan Qaboos University Oman
M. Domaszewski Universite de Belfort-Montbeliard France
B. Alzahabi Kettering University USA
K.M. Elawadly Alexandria University Egypt
J.A.C. Ambrosio IDMEC Portugal
M. El-Sayed Kettering University USA
H. Azegami Toyohashi University of Technology Japan
F.P. Escrig Universidad de Sevilla Spain
A.F.M. Azevedo University of Porto Portugal
C. J. Gantes National Tech. University of Athens Greece
G. Belingardi Politecnico di Torino Italy
P. Gaudenzi Universita di Roma ‘La Sapienza’ Italy
S.C. Burns University of Illinois at UrbanaChampaign USA
D. Goulias University of Maryland USA
W. Cantwell Liverpool University UK J.J. Connor Massachusetts Inst. of Technology USA I. Doltsinis University of Stuttgart Germany
J.M. Hale University of Newcastle UK S. Hernandez University of La Coruna Spain N. Ishikawa National Defense Academy Japan
N. Jones The University of Liverpool UK
A. Miyamoto Yamaguchi University Japan
A.J. Kassab University of Central Florida USA
D. Necsulescu University of Ottawa Canada
T. Katayama Doshisha University Japan
R. Schmidt RWTH Aachen Germany
E. Kita Nagoya University Japan
L.C. Simoes University of Coimbra Portugal
T. Krauthammer Penn State University USA
S. Tanimura Aichi University of Technology Japan
M. Langseth Norwegian University of Science and Technology Norway
I. Tsukrov University of New Hampshire USA
S. Lomov Katholieke Universiteit Leuven Belgium
D. Yankelevsky Technion-Israel Institute of Technology Israel
M. Maier Institut fuer Verbundwerkstoffe GmbH Germany H.A. Mang Technische Universitaet Wien Austria H. Martikka Lappeenranta University of Technology Finland
T. X. Yu Hong Kong University of Science and Technology Hong Kong
SECOND INTERNATIONAL CONFERENCE ON COMPUTATIONAL METHODS AND EXPERIMENTS IN MATERIALS CHARACTERISATION
MATERIALS CHARACTERISATION II CONFERENCE CHAIRMEN C.A. Brebbia Wessex Institute of Technology, UK A.A. Mammoli University of New Mexico, USA
INTERNATIONAL SCIENTIFIC ADVISORY COMMITTEE L Berlyand D Bernard M Bush W P De Wilde L Gorbatikh M Klasztorny J W Leggoe G Moriconi P Prochazka Y-L Shen F van Swol F Wittmann
Organised by Wessex Institute of Technology, UK and University of New Mexico, USA
Sponsored by: WIT TRansactions on Engineering Sciences
Computational Methods and Experiments in
Materials Characterisation II Editors C.A. Brebbia Wessex Institute of Technology, UK A.A. Mammoli University of New Mexico, USA
C.A. Brebbia Wessex Institute of Technology, UK A.A. Mammoli University of New Mexico, USA
Published by WIT Press Ashurst Lodge, Ashurst, Southampton, SO40 7AA, UK Tel: 44 (0) 238 029 3223; Fax: 44 (0) 238 029 2853 E-Mail:
[email protected] http://www.witpress.com For USA, Canada and Mexico Computational Mechanics Inc 25 Bridge Street, Billerica, MA 01821, USA Tel: 978 667 5841; Fax: 978 667 7582 E-Mail:
[email protected] http://www.witpress.com
British Library Cataloguing-in-Publication Data A Catalogue record for this book is available from the British Library
ISBN: 1-84564-031-4 ISSN: 1746-4471 (print) ISSN: 1743-3533 (on-line) The texts of the papers in this volume were set individually by the authors or under their supervision. Only minor corrections to the text may have been carried out by the publisher. No responsibility is assumed by the Publisher, the Editors and Authors for any injury and/or damage to persons or property as a matter of products liability, negligence or otherwise, or from any use or operation of any methods, products, instructions or ideas contained in the material herein. © WIT Press 2005 Printed in Great Britain by Athenaeum Press, Gateshead. All rights reserved. No part of this publication may be reproduced, stored in a retrieval system, or transmitted in any form or by any means, electronic, mechanical, photocopying, recording, or otherwise, without the prior written permission of the Publisher.
Preface Characterisation is the connection between an abstract material model and its realworld behavior. It allows one to predict the response of the material under an arbitrary set of conditions based on a finite series of tests. In some cases, the model does not have a closed-form solution, but is cast in terms of differential equations that are solved numerically. The solutions for a particular set of boundary conditions can be related to a set of material parameters which characterise the material. As increasingly high performance is sought, engineering materials are becoming ever more complex. As a consequence, characterisation is increasingly difficult. A trend is being established where characterisation proceeds through a combination of numerical modeling and experimental testing. Several papers in this book describe such an approach. Increasingly high performance is in many cases sought through the small scale. Hence, much attention is given to the micro-and nano-structure of materials. Experimental techniques for small-structure characterisation are becoming more sophisticated as diagnostic equipment and data processing merge. Optical and electron microscopy is often coupled with digital image processing. X-ray microtomography is a particularly effective way of obtaining 3-D micro structural information. These methods are the topic of several papers. Industrial applications are the driving force behind the development of a wide variety of materials, from concretes to foams to special surfaces. While the research and techniques which aid in the development of such materials are the primary focus of the conference, it is appropriate, as well as informative, to include a number of applications-oriented papers in this book. With the hope of providing useful information to practitioners in the materials research area, the Editors also wish to thank their colleagues in the Scientific Advisory Committe, who helped to ensure the quality and appropriateness of the papers in this book. The Editors, Portland, Maine, 2005
This page intentionally left blank
Contents Section 1: Composites Characterizing spatial heterogeneity in polydisperse particle distributions J. W. Leggoe ........................................................................................................ 3 An analysis of internal strains in unidirectional and chopped graphite fibre composites based on x-ray diffraction and micro Raman spectroscopy measurements B. Benedikt, M. Lewis & P. Rangaswamy.......................................................... 13 The dynamic response of the asymmetric composite laminated beam carrying moving masses S. R. Mohebpour, P. Malekzadeh & K. Hooman ............................................... 23 A model to study slit damaged braided fabric structures J. N. Rossettos & T. A. Godfrey ......................................................................... 33 Characterization of brake pad friction materials G. S. Darius, M. N. Berhan, N. V. David, A. A. Shahrul & M. B. Zaki.............. 43
Section 2: Alloys Second phase particle distribution and its effect on the formability of aluminum alloys Z. Chen............................................................................................................... 53 Investigation of aging heat treatment on microstructure and mechanical properties of 316L austenitic stainless steel weld metal A. Amari Allahyari, H. Farhangi & S. M. M. Hadavi........................................ 63 Crystal plasticity associated with crack stability in single crystals S. H. Chen, Y. Katz & W. W. Gerberich ............................................................ 73
Section 3: Cements Constitutive law of structural concrete under geochemical processes S. Hernández, L. A. Romera & A. Mosquera ..................................................... 85 Simulation of the behaviour of fully-graded concrete at a mesoscopic level based on a rigid body spring discrete element model Y.-P. Song, H.-L. Wang & B.-T. Wang .............................................................. 99
Section 4: Biomaterials A novel elastometer for soft tissue S. M. Harrison, M. B. Bush & P. Petros.......................................................... 111 Micromechanical study of green wood subjected to mode I fracture S. Vasic & S. Stanzl-Tschegg ........................................................................... 121
Section 5: Damage mechanics Thermo-mechanical model of a cardboard-plaster-cardboard composite plate submitted to fire load and experiments S. Sakji, C. Soize & J. V. Heck......................................................................... 133 Hysteretic characterization of slit-type steel plates subjected to shear deformations A. Benavent-Climent ........................................................................................ 141
Section 6: Thermal analysis A technique for measuring the dynamic behaviour of materials at elevated temperatures with a compressive SHPB B. Davoodi, A. Gavrus & E. Ragneau ............................................................. 153 High temperature properties and the crack susceptibility of new steel grades for automotive purposes G. Gigacher, R. Pierer & C. Bernhard............................................................ 163 Thermogravimetric analysis of novel brake friction materials M. N. Berhan, G. S. Darius, N. V. David, A. A. Shahrul, M. B. Zaki & M. Zulkifli .................................................................................. 175
Section 7: Image analysis Using synchrotron computed microtomography to quantify 3D micro geometrical changes in multimaterials D. Bernard ....................................................................................................... 185 Fast acquisition high-resolution synchrotron radiation X-ray microtomography for academic and industrial purposes E. Boller, P. Cloetens, R. Mokso, P. Tafforeau, X. Thibault, F. Peyrin, A. Marmottant, P. Pernot & J. Baruchel ........................................ 197 Experimental improvements for micro-tomography of paper and board X. Thibault, S. R. du Roscoat, P. Cloetens, E. Boller, R. Chagnon & J.-F. Bloch ................................................................................................... 207 Polymeric foam behaviour under impact tests: deformation study by micro tomography P. Viot & D. Bernard....................................................................................... 217 Optical measurement of a 3D displacement field using one camera D. Vavrik, J. Bryscejn, J. Jakubek & J. Valach ............................................... 229 Similitude law evaluation for composite structures using optical techniques L. Ballère, P. Viot, L. Guillaumat & J.-L. Lataillade ...................................... 239 Three-dimensional digital microstructure C. F. Cornwell & R. W. Noack ........................................................................ 251 Accurate sintering morphologies from Monte Carlo modelling S. Bordère, D. Gendron, J.-M. Heintz & D. Bernard ...................................... 259 Organic coatings on metal surfaces for corrosion protection V. Branzoi, L. Pilan & F. Branzoi ................................................................... 269 Combined use of Mössbauer spectroscopy and X-ray diffraction for the study of order-disorder in tin(II)-containing fluoride ion conductors G. Dénès, M. C. Madamba, A. Muntasar & Z. Zhu ......................................... 279
Section 8: Continuum methods Finite element based modelling of micro-mechanical response of computer simulated ‘realistic’ microstructures with spatial heterogeneity at different length scales A. Sreeranganathan, H. Singh & A. M. Gokhale ............................................. 291 A comparison between static and dynamic inverse modelling for the identification of orthotropic elastic material parameters D. Lecompte, T. Lauwagie, H. Sol, W. Heylen & J. Vantomme....................... 301 Characterizing the frictional interface between PCBN and 1018 steel for friction stir welding numerical models D. Stratton & C. Sorensen ............................................................................... 311 Optimal topology of eigenstrains in the assessment of tunnel structures P. Procházka, V. Doležel & S. Pešková........................................................... 321
Section 9: Particle models Characterization of dislocation in underground mass using coupled modeling V. Doležel & P. Procházka .............................................................................. 333 Bumps in deep mines using free hexagons P. Procházka & M. Kugblenu.......................................................................... 343
Author Index .................................................................................................. 353
Section 1 Composites
This page intentionally left blank
Computational Methods and Experiments in Material Characterisation II
3
Characterizing spatial heterogeneity in polydisperse particle distributions J. W. Leggoe Chemical Engineering Department, Texas Tech University, USA
Abstract Material failure is typically a complex multi-scale process, in which macroscale failure properties are strongly influenced by heterogeneity in the spatial distribution of the microscale flaws and secondary phases responsible for failure initiation. The Deviation Ratio, representing the ratio of the distance to the Nth-nearest neighbor in the real material to the distance expected for an equilibrium (random) ensemble of particles, offers a method by which the deviation of particle distribution from an equilibrium spatial distribution can be qualitatively and quantitatively characterized. Previous investigations have identified the importance of using Nth-nearest neighbor statistics derived from ensembles of impenetrable spheres rather than point processes to calculate the deviation ratio, with statistics derived from slices through three-dimensional ensembles being preferred when considering data extracted from micrographs. In the current investigation, it has been found that polydispersity in the particle distribution can significantly affect the mean distance to the Nth-nearest neighbor in equilibrium ensembles of disks and spheres. The mean distances to the Nth-nearest neighbor for polydisperse particle populations exceed those for monodisperse populations for all values of N for two-dimensional ensembles, three-dimensional ensembles, and slices through three-dimensional ensembles. The effect is directly attributable to the decrease in population intensity associated with polydispersity for a given particle volume fraction and mean particle diameter. Continuing investigations will explore the effect of standard deviation, particle volume fraction and the form of the particle size distribution on mean Nth-nearest neighbor distances.
1
Introduction
Material failure is typically a complex multi-scale process, in which macroscale failure properties are strongly influenced by heterogeneity in the spatial WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
4 Computational Methods and Experiments in Material Characterisation II distribution of the microscale flaws and secondary phases responsible for failure initiation. Recent numerical investigations of failure in metallic alloys and particulate reinforced metal matrix composites (PR MMCs) have accordingly attempted to simulate the effects of heterogeneity through the use of Representative Volume Element (RVE) [1,2] or Cellular Automata (CA) models [3-6]. In RVE models of PR MMCs, particles have commonly been distributed throughout the volume by Random Sequential Addition (RSA); in CA studies, the cells have typically been assigned properties randomly in line with a governing property distribution selected to simulate varying degrees of particle or void clustering. Real particle distributions, however, are rarely truly "random", due to the influence of processes such as interdendritic segregation that occur during material synthesis [7,8]. It is therefore necessary to define measures that provide meaningful qualitative and quantitative characterization of the extent to which a spatial distribution deviates from a "random" state. The mean center-to-center distance to the 1st nearest neighbor particle (
) is well established as a tool for qualitatively characterizing deviation from complete spatial randomness (CSR) [9-12]. Dirichlet tessellation of two-dimensional particle distributions can extend the characterization to include the first shell of "near" neighbor particles, through measures such as the mean "near" neighbor distance, the coefficient of variation in the near neighbor distance, and the cell area fraction [8,13]. Particle clustering may, however, extend considerably further than the first shell of near neighbors. The "deviation ratio" ∆n has been proposed as a means of qualitatively and quantitatively characterizing deviation from CSR, and may be defined as [14]; L ∆n = n (1) Rn where is the mean center-to-center distance to the Nth-nearest neighbor particle in the actual microstructure, and is the value expected for a "random" array. For generality, both and must be normalized by the mean particle diameter. For distributions in which clustering is more severe than expected for a random array, ∆n< 1; ∆n>1 would indicate an ordered distribution. With increasing N, the effects of short range clustering or ordering should diminish, and ∆n should tend towards unity. The source of the critically affects the validity of the approach. Particle distribution statistics are often derived from two-dimensional micrograph images. The micrograph statistics of real particle distributions have often been compared with the statistics of two-dimensional Poisson point processes [8,1012], for which the mean distance to the Nth-nearest neighbor is given by [15]; n.(2n )! Pn = (2) 2 1 2 n n! λ 2
( )
where λ is the intensity of the particle distribution (number of points per unit area). The approach used to derive equation (2) is easily extended to three dimensions, yielding;
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
1 1 Γ n + − 3 4 3 Pn = πλ . 3 (n − 1)!
5
(3)
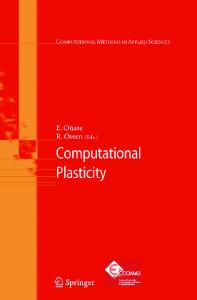
In three dimensions, the population intensity λ is defined as the number points per unit volume. Only point processes may achieve a true completely spatially random state. Spatial distributions of hard (impenetrable) particles, in contrast, represent "inhibited" point processes; particle centers cannot approach closer than the sum of the radii. The fundamental "random" state must therefore be defined as the equilibrium state for an ensemble of hard spheres, which may be simulated computationally using a Metropolis algorithm [16,17]. The inhibition effect considerably alters mean Nth-nearest neighbor distances, especially for small values of N. With increasing N, inhibition diminishes and tends towards the point process values predicted by equations (2) and (3). Formulae are available that bound the mean distance to the 1st-nearest neighbor for equilibrium ensembles of monodisperse spheres in two- and three-dimensions [16]; estimates for that are accurate within particular ranges of volume fraction may be obtained if approximate equations are used for the relevant void or nearest neighbor probability distribution functions [18-20]. For higher order neighbors, computer simulations have provided for N up to 20 for equilibrium ensembles of monodisperse disks in two dimensions [21]. For three-dimensional equilibrium ensembles of monodisperse spheres, the have been determined for N up to 200 [22]. It has, however, been noted that the particle distribution in a micrograph results from taking a slice through a threedimensional particle array. Since the arrangement of the resultant "slice disks" is governed by three-dimensional exclusion effects, the Nth-nearest neighbor statistics for the slice differ from those obtained for two-dimensional monodisperse disk arrays. Computer simulations have accordingly been undertaken to determine the mean distance to the Nth-nearest neighbor for a slice through an equilibrium three-dimensional array of monodisperse spheres for N up to 200 [23]. Particle populations in metallic alloys and PR MMCs are not, however, usually monodisperse, and often exhibit significant polydispersity. The Comral85TM PR MMC depicted in figure 1 is a typical example; image analysis has estimated that the mean (three-dimensional) particle diameter is 13.7 µm, with a standard deviation of 0.38 times the mean particle diameter. It has previously been shown through nearest-surface spacing that polydispersity can significantly affect nearest-neighbor spacing [24]. The objective of the current investigation is to compute the mean distance to the Nth-nearest neighbor for equilibrium ensembles of polydisperse disks (in 2D), spheres (in 3D), and for slices through three dimensional sphere ensembles for values of N up to 200. For this initial report, populations in which the disk and sphere diameters are normally distributed have been considered, with a single standard deviation of 0.25 times the mean disk or sphere diameter being imposed in order to determine the significance of polydispersity effects. The results, and their effect on deviation
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
6 Computational Methods and Experiments in Material Characterisation II
Figure 1:
Backscattered electron micrograph depicting the particle distribution in a Comral-85TM PR MMC comprised of aluminum 6061 and 20-volume% MicralTM microspheres. The material was prepared by melt casting followed by extrusion.
ratio values computed for the Comral-85TM PR MMC, are presented and discussed.
2
Simulation of equilibrium ensembles of polydisperse particles
To collect the Nth-nearest neighbor statistics for equilibrium ensembles of polydisperse disks and spheres, initial ensembles were created by using random sequential addition (RSA) to place disks or spheres within square or cubic spaces. The disk/sphere diameters were normally distributed with a mean of 1.0 and a standard deviation of 0.25. The code creating the initial ensemble generated a list of 10,000 disks or spheres having diameters meeting the desired distribution. The disks or spheres were then placed in the ensemble space via RSA. For polydisperse disks and spheres, it is impossible to exactly meet a target intensity. Rather, disks or spheres were placed within the space until the desired target area or volume fraction of 0.20 was achieved. Spaces sized to accommodate 10,000 monodisperse disks or spheres were found to respectively accommodate 9439 disks or 8447 spheres for the given standard deviation. It can therefore be seen that polydispersity significantly reduces the intensity of a particle distribution at a given volume fraction and mean diameter in comparison with equivalent monodisperse ensembles. WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
7
The initial particle arrays were evolved towards equilibrium, and subsequent equilibrium realizations were generated, using a Metropolis algorithm. Proposed moves were generated using the random number generator native to Compaq Fortran, the maximum move length being adjusted to achieve a 50% probability of move acceptance. Particles leaving the volume reappear periodically at the opposite boundary, preventing artificial depletion near the boundary. Edge effects were accounted for when checking move validity and in the computation of Nth-nearest neighbor distances by creating a periodic torus surrounding the base domain. RSA particle ensembles do not represent equilibrium ensembles [16], and based on a previous three-dimensional investigation [22] the first 400 realizations were ignored in order to permit equilibrium to be achieved. Every 20th realization was stored thereafter until a total of 100 realizations had been stored for each configuration.
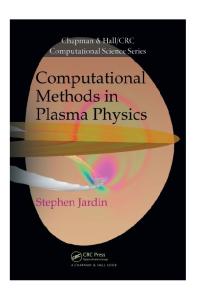
(a) Figure 2:
(b)
Schematic illustration of a planar slice through a three-dimensional sphere ensemble. (a) Equilibrium sphere ensemble, with the (shaded) slice plane shown. (b) Slice plane containing disks created by the intersection of the slice plane with spheres.
The Nth-nearest neighbor distances were computed for every particle in every stored realization, and were arithmetically averaged to obtain the mean values. The mean distance to the Nth-nearest neighbor was normalized by the mean diameter of the disk or sphere distributions; the true mean distances for arrays of arbitrary mean diameter having an equivalent normalized standard deviation may then be computed by multiplying the normalized mean distances by the mean particle diameter. Slice statistics were obtained by making five slices sampling the full range of the volume in the Z-direction of each of the stored three-dimensional polydisperse sphere ensemble realizations, as illustrated in figure 2. The center co-ordinates and diameter of each "slice disk" created by the intersection of the plane with a sphere were stored, and the distances to the Nth-nearest neighbor for every slice disk were computed and averaged to obtain mean values. The mean distances to the Nth-nearest neighbor for the slices were normalized by the true
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
8 Computational Methods and Experiments in Material Characterisation II (three-dimensional) mean diameter of the original spheres, rather than the average diameter of the disks created by intersection with the slice plane.
3
Results and discussion
The normalized mean center-to-center distances to the Nth-nearest neighbor for equilibrium ensembles at an area/volume fraction of 0.20 and a standard deviation 0.25 times the mean diameter are presented in figure 3 for twodimensional ensembles, three-dimensional ensembles, and slices through threedimensional ensembles. The data for each configuration are compared with the Nth-nearest neighbor distances computed in previous investigations for equilibrium ensembles of monodisperse disks and spheres [22,23].
Figure 3:
Plot of normalized mean center-to-center distance to the Nthnearest neighbor for 0.20 area/volume fraction equilibrium ensembles of monodisperse and polydisperse disks or spheres. Polydisperse particle diameters were normally distributed with standard deviation of 0.25 times the mean particle diameter.
It is immediately apparent that the Nth-nearest neighbor distances for the polydisperse ensembles exceed those for monodisperse ensembles for all values of N for all configurations. For the two and three-dimensional ensembles, the result may be understood in terms of the decreased population intensity associated with polydispersity. Since area is proportional to diameter squared, and volume is proportional to diameter cubed, for a normal distribution the area or volume encompassed by a polydisperse population of particles must exceed the area or volume occupied by a monodisperse population of equal number intensity having the same average diameter. Conversely, for a fixed volume
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
9
fraction, the intensity of the polydisperse population must be lower than for the monodisperse population. As the intensity of the population decreases, mean nearest neighbor distances must increase. The significance of the effect is evident in figure 4, which plots the ratio of the polydisperse ensemble Nth-nearest neighbor distances to the monodisperse ensemble results as a function of N. For all configurations, the ratio increases rapidly at first, and then undergoes a mild oscillation attributable to the shell packing effect commonly observed in monodisperse ensembles with increasing area/volume fraction. The ratio eventually settles, however, on a relatively constant value with increasing N.
Figure 4:
Plot of ratio of the center-to-center distance to the Nth-nearest neighbor for 0.20 area/volume fraction equilibrium ensembles of polydisperse ensembles to the distances for monodisperse ensembles having the same mean disk or sphere diameter.
The influence of polydispersity is clearly stronger for three-dimensional ensembles than for two-dimensional ensembles, as expected given the cubic volume dependency and thus the greater decrease in intensity. The influence is strongest for the slice arrays, which combine a three dimensional decline in intensity with the more complex spacing relationships inherent in the slice. It has previously been shown that using Nth-nearest neighbor distances based on point processes can result in significant error in the computation of deviation ratios for impenetrable particles [22,23]. The current results indicate that using data obtained for monodisperse sphere populations, for either three-dimensional or micrograph (slice) data, will also result in significant error if the real particle population exhibits significant polydispersity. To illustrate the significance of the effect, the deviation ratios computed for the Comral-85TM PR MMC using Nth-nearest neighbor statistics obtained for
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
10 Computational Methods and Experiments in Material Characterisation II slices through equilibrium arrays of monodisperse and polydisperse spheres are plotted in figure 5. With increasing N, the deviation ratio should tend towards unity. The ratios computed using the monodisperse data clearly fail this test. The ratios computed using the polydisperse data also fail, but are significantly improved compared to the monodisperse data. Given that the estimated normalized standard deviation in the ComralTM particle diameters is actually on the order of 0.38, rather than the value of 0.25 used in the simulated ensembles, it is likely that the results can be further improved. It is interesting to note, however, that the form of the resulting curve is more or less unaffected by the source of the , meaning that meaningful qualitative conclusions regarding the severity and extent of clustering may still be drawn regardless of the source of the .
Figure 5:
Plot of deviation ratio as a function of N for Comral-85TM, as calculated using mean Nth-nearest neighbor distances for slices through equilibrium ensembles of mono- and polydisperse spheres.
It is evident from these initial results that polydispersity significantly affects mean Nth-nearest neighbor distances. Future investigations will examine the effect of standard deviation on mean Nth-nearest neighbor distances, particularly for three-dimensional and slice array configurations. The effect should increase with increasing standard deviation, due to the increasing reduction in intensity. The influence of particle volume fraction on the significance of the effect should also be considered. The current investigation has considered populations in which the disk and sphere diameters were normally distributed. For microscale particle populations, a log-normal distribution will often provide a more accurate description of the size distribution, and the effect of the form of the particle size distribution on nearest neighbor spacing is also to be investigated.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
4
11
Conclusions
It has been found that polydispersity can significantly affect the mean distance to the Nth-nearest neighbor in equilibrium ensembles of disks and spheres. The mean Nth-nearest neighbor distances for polydisperse arrays exceed those for monodisperse arrays for all N for all configurations. The effect is directly attributable to the decrease in intensity associated with polydispersity for a given particle volume fraction and mean particle diameter. Continuing investigations will explore the effect of standard deviation, particle volume fraction and the form of the particle size distribution on mean Nth-nearest neighbor distances.
References [1] [2] [3]
[4]
[5] [6] [7] [8] [9] [10]
Llorca, J., & Segurado, J., Three-dimensional multiparticle cell simulations of deformation and damage in sphere reinforced composites, Materials Science & Engineering A, 365, pp. 267-274, 2004. Shen, H., & Lissenden, C.J., 3D finite element analysis of particlereinforced aluminum, Materials Science & Engineering A, 338, pp 271281, 2002. Leggoe, J.W., Mammoli, A.A., Bush, M.B., & Hu, X.Z., Finite element modeling of deformation in particulate reinforced metal matrix composites with random local microstructure variation, Acta Metallurgica, 46, pp. 6075-6088, 1998. Besson, J., Devillers-Guerville, L., & Pineau, A., Modeling of scatter and size effect in ductile fracture" application to thermal embrittlement of duplex stainless steels, Engineering Fracture Mechanics, 67, pp 169-190, 2000. Decamp, K., Bauvineau, L., Besson, J., Pineau, A., Size and geometry effects on ductile rupture of notched bars in a C-Mn steel: experiments and modeling, International Journal of Fracture, pp 1-18, 1997. Khvastunkov, M.S., & Leggoe, J.W., Adapting cellular automata to model failure in spatially heterogeneous ductile alloys, Scripta Materialia, 51, pp. 309-314, 2004. Leggoe, J.W., Hu X.Z., & Bush M.B., Crack tip damage development and crack growth resistance in particulate reinforced metal matrix composites, Engineering Fracture Mechanics, 53, 873-895, 1996. Murphy, A.M., Howard, S.J., & Clyne, T.W., Characterisation of severity of particle clustering and its effect in fracture of particulate MMCs, Materials Science and Technology, 14, pp. 959-968, 1998. Schwarz, H., & Exner, H.E., The characterization of the arrangement of feature centroids in planes and volumes, Journal of Microscopy, 129, pp. 155-169, 1983. Vander Voort, G.F., Computer-aided microstructural analysis of specialty steels, Materials Characterization, 27, pp. 241-267, 1991.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
12 Computational Methods and Experiments in Material Characterisation II [11] [12] [13]
[14] [15] [16] [17] [18] [19] [20] [21] [22] [23] [24]
Zhang, J., Przystupa, M.A., & Luevano, A.J., Chacterizations of pore and constituent particle populations in 7050-T7451 aluminim plate alloys, Metallurgical & materials Transactions A, 29, pp. 727-737, 1998. Anson, J.P., & Gruzleski, J.E., The quantitative discrimination between shrinkage and gas microporosity in cast aluminum alloys using spatial data analysis, Materials Characterization, 43, pp. 319-335, 1999. Yang, N., Boselli, J., & Sinclair, I., Simulation and quantitative assessment of homogeneous and inhomogeneous particle distributions in particulate metal matrix composites, Journal of Microscopy, 201, pp. 189200, 2001. Leggoe, J.W., A Technique for Characterizing Spatial Distributions of Particles Based on Nth-Nearest Neighbor Statistics, Journal of Materials Science Letters, submitted, 2005. Thompson, H.R., Distribution of distance to Nth neighbor in a population of randomly distributed individuals, Ecology, 37, pp. 391- 394, 1956. Torquato S, Random Heterogeneous Materials - Microstructure and Macroscopic Properties, New York, Springer-Verlag, 2002. Metropolis, N., Rosenbluth, A.W., Rosenbluth, M.N., Teller, A.H., & Teller, E., Equation of state calculations by fast computing machines, Journal of Chemical Physics, 21, pp. 1087-1092, 1953. Torquato, S., Lu, B., & Rubinstein, J., Nearest-neighbor distribution functions in many-body systems, Physical Review A, 41, pp. 2059-2075, 1990. Rintoul, M.D., & Torquato, S., Hard sphere statistics along the metastable amorphous branch, Physical Review E, 58, pp 532-537, 1998. Torquato, S., & Lee, S.B., Computer simulations of nearest-neighbor distribution functions and related quantities for hard sphere systems, Physica A, 167, pp. 361-383, 1990. Tewari, A., & Gokhale, A.M., Nearest neighbor distances in uniaxial fiber composites, Computational Materials Science, 31, pp. 13-23, 2004. Leggoe, J.W., Nth-Nearest Neighbor Statistics for Completely Spatially Random Three-Dimensional Arrays of Monodisperse Spherical Particles, Materials Science & Engineering A, submitted, 2005. Leggoe, J.W., Nth-Nearest Neighbor Statistics for Analysis of Particle Distribution Data Derived from Micrographs, Scripta Materialia, submitted, 2005. Lu, B, & Torquato, S., Nearest-surface distribution functions for polydispersed particle systems, Physical Review A, 45, pp. 5530-5544, 1992.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
13
An analysis of internal strains in unidirectional and chopped graphite fibre composites based on x-ray diffraction and micro Raman spectroscopy measurements B. Benedikt, M. Lewis & P. Rangaswamy Engineering Sciences and Application Division, Los Alamos National Laboratory, USA
Abstract In this paper, the method for the determination of internal strains in polymer matrix composites from the strain measurements in the embedded sensors has been examined. Two types of strain sensors embedded in either chopped graphite fibre/epoxy matrix composite or unidirectional graphite fibre/polyimide matrix composite were investigated. For the chopped fibre composite, we used Kevlar49 fibres (~10µm in diameter) as strain sensors, while aluminium inclusions with diameters ranging from 1 to 20µm were embedded in the unidirectional composite. Both composite plates with embedded sensors were subjected to external loads generated by a four-point bending fixture. Strains inside the sensors were measured using either x-ray diffraction (XRD) or micro Raman spectroscopy (MRS). A model based on the equivalent inclusion method (EIM) was used to extract the internal strains in composites from the measured strains inside the embedded sensors. It has been demonstrated that the geometrical features and the material properties of the embedded strain sensors may affect the accuracy of the extraction of the composite internal strains. The average interactions between the sensors were found to have only a minor effect on the strain determination in a composite. Keywords: x-ray diffraction; micro Raman spectroscopy; equivalent inclusion method; Eshelby tensor; interactions between inclusions; four-point bending.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
14 Computational Methods and Experiments in Material Characterisation II
1
Introduction
There are several experimental methods presented in the literature that can be used to measure internal strains in polymer matrix composites (Benedikt et al. [1]). Unfortunately, the majority of the proposed experimental approaches can only be used to determine strains averaged over a macroscopic gauge volume (layer removal, hole-drilling, etc.). In this work, we discuss a non-destructive method that can be used to determine strains in polymer matrix composites at microscopic level. The presented method is based on strain measurements in embedded sensors. For the purpose of this work, the strain measurements in the sensors were performed using either x-ray diffraction (XRD) or micro Raman spectroscopy (MRS). The idea of employing embedded metallic inclusions as XRD strain sensors was first proposed by Predecki and Barrett (Predecki and Barrett [2]) and used to measure internal strains in unidirectional graphite/epoxy composites with embedded aluminium, silver, and niobium inclusions. These authors successfully measured the strains in the inclusions embedded in composite plates subjected to mechanical loads. However, they were unable to quantitatively evaluate the strain transfer from the composites to the embedded inclusions, which is critical for the correct determination of the state of strain in the composites. The use of MRS to study strain distributions with µm resolution in fibre composites was first reported by Galiotis [3]. It has been shown by this author that the initiation of fibre debonding, matrix yielding, and strain transfer efficiency in short- and long-fibre composites can be assessed by MRS. The possibility to use the reinforcing fibres as MRS strain sensors is another feature of MRS technique. However, MRS is generally less accurate than XRD and it can only be used to measure longitudinal strains in a fibre. The main objective of the work presented in this paper is to assess the accuracy of the strain determination in polymer matrix composites from the measurements in the embedded sensors. As an illustration, we consider two types of embedded sensors, namely Kevlar-49 fibres embedded in a graphite/epoxy composite and aluminium inclusions embedded in a graphite/polyimide composite. Strain in a Kevlar-49 fibre was measured using MRS, while XRD was employed to measure strains in Al inclusions. Both types of composite samples with embedded sensors were subjected to four-point bending conditions generated by the same fixture. To extract the strain field in a composite from the experimental data the model based on the equivalent inclusion method (EIM) was used. Obviously, the presence of the embedded sensors locally disturbs the strain field; moreover the geometry, elastic properties, interactions between the sensors, and spatial orientation of the sensors also affect the local strain disturbance. Therefore, the numerical model must be able to take all these factors into an account to accurately extract composite strains from the measurements in the embedded sensors. Finally, we want to point out that residual strains in the sensors were not investigated in this paper. However, it has been shown by Benedikt et al. [4] that the residual strains can be quite accurately determined using the present method.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
15
2 Fundamental basis of the method 2.1 X-ray diffraction The experimental determination of the strains in Al inclusions embedded in the unidirectional graphite/polyimide composite was done using a Siemens D500 diffractometer fitted with pseudo parallel-beam optics and a solid-state detector. First, the lattice spacing d0 for 422 atomic planes for unstressed Al powder was measured. Second, the lattice spacing dφ,ψ for 422 planes for the embedded Al inclusions oriented along a direction defined by φ (in-plane) and ψ (out-ofplane) angles was experimentally obtained as a function of the prescribed bending moment. The direction of the reinforcing fibres coincided with φ = 00 direction. Τhe relationships between the measured lattice spacing and the principal components of the strain (ε11, ε22, and ε33) in the inclusions are given by eqn (1-2). d φ =0,ψ − d 0
= (ε 11 − ε 33 )sin 2 ψ + ε 33
(1)
dφ = 90,ψ − d 0 = (ε 22 − ε 33 )sin 2 ψ + ε 33 d0
(2)
d0
In the numerical computations, six different values of the lattice spacing dφ,ψ were measured for each φ angle (φ=00 or φ=900) by varying ψ. It can be shown that if d φ ,ψ − d 0 vs. sin2ψ plots for φ=00 and 00<ψ< 900 , and φ=900 and d0
0°<ψ<90° are linear, then the shear stress components σ13 and σ23 are zero, there are no significant stress gradients in the diffracting volume, and the method is considered to be applicable to the specimens being measured (Noyan and Cohen [5]). 2.2 Micro Raman spectroscopy Strain measurements using Raman spectroscopy are possible in materials for which the strain field changes the inter-atomic force constants and molecular vibration frequencies. The change of the molecular vibration frequencies affects the measured frequency of the scattered radiation causing a shift of the Raman peak. For Kevlar-49 fibres and many other materials there is a linear relationship between the applied longitudinal strain and the Raman peak shift. In the present study, the Raman peak due to the phenyl ring stretching vibration near 1610 cm-1 was chosen to determine the state of strain in Kevlar-49 fibres, since this particular vibration mode exhibits the highest strain sensitivity. The strain dependence of the Kevlar 49 fibre Raman peak position was taken to be 4.13cm-1 per % of longitudinal strain. Only fibre longitudinal strains were measured using MRS technique. For the light source, we used an Innova 70C Ar+ laser that generated a laser beam with 488 nm wavelength. An ACTON SpectraPro® 500i spectrometer WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
16 Computational Methods and Experiments in Material Characterisation II equipped with a CCD chip and a Keiser Optical Systems Inc. Raman microscope were used to record the Raman spectra. A camera attached to the microscope was used to monitor the irradiated area. The spatial resolution of the MRS measurements was about 8µm. The laser power on a sample was kept at less than 0.8 mW to avoid local heating. 2.3 Equivalent inclusion method The objective of the numerical model is to accurately extract the strains in the composites from the measured strains in the embedded sensors. Different assumptions were made to compute composite strains from XRD and MRS data. These assumptions along with the fundamental equations used in the computations are presented in this section. The Al inclusions used in XRD measurements locally formed clusters with high concentrations of inclusions within a cluster. Therefore, the average distance between the inclusions in the densely packed clusters could be very small with respect to inclusions size. Consequently, the local interactions between the embedded inclusions could considerably disturb the strain field, which could also affect the XRD data. Moreover, the volume irradiated by x-ray beam was much larger than any individual inclusion. Therefore, the XRD strains in the inclusions represent strains averaged over the volume of a cluster. To numerically estimate the inaccuracy of the method caused by the averaged interactions between inclusions, we used the model proposed by Benedikt et al. [6]. It would be very difficult to numerically determine the interactions between all individual Al inclusions in an average size cluster due to the sheer number of inclusions, which could be larger than several thousands. On the other hand, the individual interactions are only considerable between the inclusions, which are located fairly close to each other (Benedikt et al. [6]). For these reasons, we explicitly modelled the interactions only inside a relatively small sub-cluster that consisted of up to no more than 60 inclusions. By prescribing the far-field strains εT-M to the sub-cluster, the average influence of the remaining inclusions in the cluster was modelled. The magnitude of εT-M was determined using the following equations:
( ∑ (C (ε
)
( )) + (1 − v )(C (ε
I M Cijkl ε klBend + ε kld ( p ) + ε klT − M = Cijkl ε klBend + ε kld ( p ) − ε kl*( p ) + ε klT − M
vf N
N
p =1
M ijkl
Bend kl
+ ε kld ( p ) − ε klT ( p ) + ε klT − M
f
M ijkl
Bend kl
(
+ ε klT − M
) p=1,…,N (3) )) = C ε (4)
)
M Bend ijkl kl
1 N I Bend (5) ∑ Cijkl ε kl + ε kld ( p ) + ε klT − M N p =1 where εX-Ray is the measured strain in the inclusions (for MRS experiments εX-Ray is substituted with εMRS - strain measured in a Kevlar-49 fibre), CI is the tensor of the elastic constants of the inclusions, CM is tensor of the elastic properties of the matrix, εBend is the unknown strain in composite caused by external bending, vf is the average volume fraction of the inclusions, N is the number of inclusions in I Cijkl ε klX − Ray =
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
17
the sub-cluster, εT(p) is the constant eigenstrain for the pth inclusion and εd(p) is the disturbance strain for the pth inclusion given by: Ω( I ) T ( I ) ε ijd ( I ) = Sijkl ε kl +
N
∑S
r =1 (r ≠ I )
Ω ( r )( outside ) ijkl x=x p
ε klT ( r ) for I=1, 2,…,N
(6)
where S Ω ( I ) is the Eshelby tensor for the interior points of Ith spherical inclusion, and S Ω ( r )( outside ) is the Eshelby tensor for the exterior points of rth spherical inclusion computed at the centre point xp of rth inclusion (Eshelby [7]). Since the numerical values of the Eshelby tensors for the exterior points depend on the relative position of the interacting inclusions, the disturbance strains εd(p) (p=1, 2,…,N) include the effect of individual interactions. From the solution of eqn (3-6) the unknown εBend strain can be also computed. εBend is assumed to be identical to the strain in the composite generated by external bending at locations occupied by the embedded sensors. For MRS experiments two Kevlar 49 fibres were used as strain sensors. Moreover, these sensors were located in a pure resin region as seen in Figure 1b. For this reason the mechanical interactions with reinforcing chopped graphite fibres and the other sensor were neglected in the EIM computations. Effectively, the model used to extract the composite strain from the MRS experimental data was obtained from eqn (3-6) by putting inclusions volume fraction vf = 0, neglecting the interactions between the sensors, and putting the Eshelby tensor for long fibres in place of the Eshelby tensor for spheres.
3
Experimental results
3.1 Materials tested The unidirectional graphite/PMR-15 polyimide composites were manufactured at the NASA Glenn Research Centre in the form of 152 × 152 × 1 mm plates. Before curing, the Al inclusions were suspended in acetone and painted on top of the first unidirectional prepreg ply surface. After drying they were covered by the subsequent plies to form a laminate. The distributions of Al inclusions were determined using scanning electron microscopy. This work has been done at the University of Denver. The analysis showed that the average area fraction of Al inclusions in a cluster was 40% ± 7% and most of the inclusions were located 0.1 mm under the surface of the sample. A representative example of embedded Al inclusions is presented in Figure 1a. The following elastic properties of polyimide resin and Al inclusions were used in the numerical computations: EM=4.5 GPa, νM=0.36 and EI=71 GPa and νI=0.35, respectively (Benedikt et al. [1]). The chopped graphite fibre/epoxy matrix composite samples with embedded Kevlar-49 fibres were fabricated at the LANL Engineering Sciences and Applications Division facilities. The composite samples were manufactured in the following way. First, two Kevlar-49 fibres were firmly attached to a mould; the fibres were positioned perpendicular to each other. Second, the mould was
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
18 Computational Methods and Experiments in Material Characterisation II filled with uncured epoxy containing chopped graphite fibres. The resin was allowed to cure before the sample was taken out from the mould. Two Kevlar-49 fibres oriented along the sample longitudinal and transverse directions are shown in Figure 1b. The following elastic properties of epoxy resin and Kevlar-49 fibres were used in the computations: EM=4 GPa, νM=0.36 and EI=124 GPa and νI=0.3, respectively. The thickness of the composite sample was 2.4 mm and Kevlar fibres were located 0.3 mm under the surface of the sample. The samples were manufactured in a form of rectangular plates.
Longitudinal fibre
Transverse fibre
Figure 1:
Examples of embedded (a) Al inclusions (Benedikt et al. [1]) and (b) Kevlar 49 fibres.
3.2 Four-point bending tests The bending moment applied to the composite plates was generated by a four point bending fixture. The magnitude of the prescribed bending was controlled by a displacement of fixture's outer pins monitored by a micrometer. After the desired value of the strain was applied, the specimen was irradiated with either X-ray or laser beam and the strains inside the sensors corresponding to a given pins displacement were obtained. Longitudinal strains measured in two Kevlar-49 fibres oriented along the sample longitudinal and transverse directions are presented in Figure 2. The MRS measurements were done as a function of the displacement of fixture outer pins. Three different measurements were taken from random locations on the fibres for each value of the pins displacement to evaluate the experimental scatter. In Figure 2 we show the average strains and respective standard deviations of the experimental data. The fibre strains for the displacement smaller than 2 mm are not shown in Figure 2, since the accuracy of these measurements was affected by the sliding of the pins on the sample surface and compressive residual strains in fibres. It is seen in the shown figure that there is a linear relationship between measured strains and the magnitude of the bending. It was determined using the least square method that the slope of the fibre strain vs. pins displacement was 13,910 ± 320 µε and -550 ± 200 µε per 1 mm displacement for longitudinal and transverse fibre, respectively. These values were subsequently used to determine the internal strains in chopped fibre composites caused by bending. WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
19
Strain in Kevlar-49 fibres [µε]
10000 8000 Longitudinal fibre
6000 4000 2000
Transverse fibre
0 -2000 0.1
0.3
0.5
0.7
Displacement of outer pins [mm]
Figure 2:
MRS strains in two Kevlar-49 fibres as a function of pins displacement.
Strain in Al inclusions [µε]
1000 800 600
ε11
400 200 0 -200 -400 -0.01
ε22 ε33 0.05
0.11
0.17
0.23
0.29
0.35
0.41
Displacement of outer pins [mm]
Figure 3:
XRD strains in the Al inclusions as a function of pins displacement (Benedikt [1]).
Strains in the Al inclusions embedded in the unidirectional composite as a function of external bending are shown in Figure 3. The data presented in this figure was taken from Benedikt et al. [1]; the XRD experiments were done at the University of Denver. For pins displacements of 0, 0.13, and 0.36 mm three separate XRD strain measurements were done to evaluate the experimental scatter. The shown error bars represent the standard deviation of the experimental data. For the remaining values of pins displacements one strain measurement per given displacement value was made. All three principal strain components measured in the embedded inclusions were linearly changing as a function of the applied bending. However, it was discovered that for large
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
20 Computational Methods and Experiments in Material Characterisation II bending displacements (more than 0.5 mm) embedded Al inclusions yield plastically (Benedikt et al. [4]). The plastic effects in Al inclusions are not discussed in this work. Based on the experimental data shown in Figure 3, it was also determined that the ε11 X-Ray, ε22 X-Ray, and ε33 X-Ray strains changed by 540 ± 80 µε, 40 ± 50 µε and -230 ± 35 µε per 1 mm displacement, respectively. It should be noted that the reported uncertainties for the XRD experiments are significantly smaller than the corresponding errors for MRS experiments.
4
Numerical results: composite strains as a function of prescribed bending
Model presented in section 2.3 was used to extract composite strains generated by four-point bending. For unidirectional polyimide matrix composites with embedded Al inclusions 100 clusters consisting of N=60 inclusions each were randomly generated. The volume fraction of the inclusions in each cluster was vf=40%. The uncertainty of εX-Ray was determined in section 3.2. Ten different values of strains εX-Ray ± ∆εX-Ray corresponding to 1 mm displacement were randomly generated for each cluster. Altogether, 1000 cases of different clusters and εX-Ray ± ∆εX-Ra strains were used in the computations to extract the average composite strains and their respective uncertainties. The results of these computations are presented in Table 1. For MRS measurements in Kevlar-49 fibres the numerical model used to extract the composite strains was much easier to implement numerically. No interactions between sensors were considered in the numerical model. Similarly as in the case of Al inclusions, the uncertainty ∆εMRS was assumed to be the same as the error of the MRS experimental data (Figure 2). Composite strains extracted from the measurements in Kevlar-49 fibres are presented in Table 1. Table 1:
Strains in unidirectional and chopped fibre composites per 1mm of outer pins displacement.
ε11 ε22 ε33 [µε] [µε] [µε] Unidirectional fibre composite (sensor: Al inclusions, XRD) Lévy solution 6570 -1440 --XRD and EIM 6050 ± 900 560 ± 560 -2290 ± 380 XRD and EIM (no interactions) 6100 ± 920 551 ± 563 -2370 ± 385 Chopped fibre composite (sensor: Kevlar 49, MRS) Lévy solution 13200 -2820 --MRS and EIM --13910 ± 320 -550 ± 200 To validate the EIM approach, the internal strains in a composite generated by four-point bending were computed using an approximate Lévy solution (Reddy [8]). Five terms of Fourier series were used in the numerical computations. In Table 1 composite strains at locations occupied by the sensors
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
21
computed using the Lévy procedure are compared with the strains determined from the embedded sensors. It can be concluded that ε11 strain computed using the Lévy solution and the embedded sensors approach agreed reasonably well for both composite architectures. The discrepancy between the analytical predictions and experimental data for ε22 was caused by the fact that the bending for the analytical model was generated by prescribing constant line load to a sample. As a result, a saddle-like region was formed between two inner pins. In reality, the creation of the saddle region was suppressed presumably by the friction between the pins and the sample, which resulted in measured ε22 strains having smaller magnitude than indicated by the analytical model. The through-thickness strain ε33 was not computed using the Lévy method. In section 3.2, the standard deviations of ε11MRS and ε11X-Ray measured in Kevlar-49 and Al sensors were estimated (320 µε and 80 µε for Kevlar-49 and Al inclusions, respectively). Based on these estimates, we conclude that the XRD strains in the Al inclusions were four times more accurate than the MRS strains in Kevlar-49 fibres. However, according to the data presented in Table 1 the longitudinal and transverse strains in composites were actually more precisely determined using MRS. The standard deviations of ε11 in a composite due to 1 mm pins displacement are 320 µε and 900 µε for MRS and XRD tests, respectively. MRS yielded better estimates of the composite strain ε11, since the longitudinal strain transfer to a fibre-sensor was significantly larger than the strain transfer to Al inclusions. It was also found that the longitudinal strain transfer to a fibre was virtually not affected by the elastic properties of the sensors. In addition, the longitudinal strain in a fibre was almost identical to the corresponding composite strain. This is a consequence of the fact that S11jj (j=2 or 3) components of the Eshelby tensor for a fibre are zero, where x1 is the fibre direction. On the other hand, it can be shown using eqn (3-6) that the strain transfer to spherical inclusions depends on elastic properties of the matrix and inclusions. Therefore, if spherical sensors are used, the properties of the matrix and inclusions have to be known to extract composite strains. In addition, it is shown in Table 1 that the interactions between the Al inclusions had only a minor effect on the computed composite strains. Moreover, spherical inclusions could be used to determine all three principal strains in a composite. Fibre sensors can be only used to determine longitudinal strains. Therefore, two perpendicular fibres had to be used to determine ε11 and ε22.
5
Conclusions • • •
XRD and MRS can be used to determine strains generated by a fourpoint bending fixture in investigated polymer matrix composites Composite strains were more accurately determined using long fibres as sensors; spherical inclusions yielded less accurate results All three principal strains in a composite were determined using spherical inclusions; long fibres can be used to determine composite strains only along their longitudinal direction
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
22 Computational Methods and Experiments in Material Characterisation II •
The average interactions between the Al inclusions can be neglected in the computations leading to the extraction of composites strains
Acknowledgements This research was performed at the Los Alamos National Laboratory, operated by the University of California for the Department of Energy (W-7405-ENG-36). The authors wish to thank Dr. M Kumosa and Mr. J Charles.
References [1]
[2] [3] [4] [5] [6]
[7] [8]
Benedikt B, Predecki P, Kumosa L, Armentrout D, Sutter JK, Kumosa M, The use of X-ray diffraction measurements to determine the effect of bending loads on internal stresses in aluminium inclusions embedded in a unidirectional graphite fibre/PMR-15 composite, Composite Science and Technology, vol. 61, p 1995-2006, 2001. Predecki P, Barrett C, Stress Measurement in Graphite/Epoxy Composites by X-Ray Diffraction from Fillers. J. Comp. Mat., vol. 13, p 61-71, 1979. Galiotis C, Interfacial Studies on Model Composites by Laser Raman Spectroscopy. Composite Science and Technology, vol. 42, p 125-150, 1991. Benedikt B, Kumosa M, Predecki P, An Evaluation of Residual Stresses in Graphite/PMR-15 Composites by X-Ray Diffraction. Acta Mat., in press. Noyan IC, Cohen JB, Residual Stress. Measurement by Diffraction and Interpretation. Springer-Verlag, New York, 1987. Benedikt B, Lewis M, Rangaswamy P, Multi-Inclusion Model for Particulate Composites with Periodically and Randomly Distributed Reinforcements. Journal of the Mechanics and Physics of Solids, submitted. Eshelby JD, The Determination of the Elastic Field of an Ellipsoidal inclusion, and Related Problems. Proc. R. Soc. London, vol. A241, p. 376396, 1957. Reddy JN, Mechanics of Laminated Composite Plates. Theory and Analyses. CRC Press, 1997.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
23
The dynamic response of the asymmetric composite laminated beam carrying moving masses S. R. Mohebpour, P. Malekzadeh & K. Hooman Mechanical Engineering Department, Bushehr Engineering Faculty, Persian Gulf University, Iran
Abstract In this paper the dynamic response of the asymmetric orthotropic composite laminated beam subjected to moving masses has been studied. Through a onedimensional finite element having 24 degrees of freedom the effects of extension, bending, and transverse shear deformation are studied without losing the Poisson's effect. In order to preserve the characteristic coupling including bend-stretch, and bend-twist coupling the lateral strains and curvatures are presented on the basis of axial and transverse strains and curvatures. The dynamic responses of symmetric isotropic laminated beams under the action of moving masses have been compared to the experimental results. This study uses the higher order shear deformation theory that can be employed in the study of force and free vibration problems. Keywords: moving masses, dynamic response, composite laminated beam, higher order shear deformation, rotary inertia.
1
Introduction
A lot of papers can be found on the theoretical [1-3], experimental [4-6], and numerical [7-13] analysis of traditional beams and plates under the action of moving masses, but on the study of the composite laminated beams under the action of moving masses few researchers have worked [14]. In this article to study the dynamic response of an orthotropic composite laminated beam under the actions of moving masses, a solution based on a finite element method has been developed. The algorithm also accounts for the shear deformation, the rotary and higher-order inertia effects, A conforming beam element based on Hermitian interpolation function that satisfies C1 continuity WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
24 Computational Methods and Experiments in Material Characterisation II condition, has been used. The time variable is evaluated by using the Newmarkmethod [15]. The algorithm presented in this paper can be applied to the moving masses with a constant speed motion or constant acceleration motion, for three deformation theories; Classical lamination theory (CLT), First shear deformation theory (FSDT) and Higher-order shear theory (HOST). As a part of this study, a computer code has been developed to analyze orthotropic unsymmetrical composite laminated beams under the action of moving masses that are more efficient than the other general purpose FEA codes for this specific problem.
2
Basic assumptions and governing equations
In the present study of CLT the small deflection theory of bending of thin laminate based on following assumptions are used: a) The displacements of the midsurface are small compared with the thickness of the laminate and, therefore, the slope of the deflected surface is very small and the square of the slope is negligible compared to unity. b) The Kirchhoff-Love assumptions are used, thus plane sections initially normal to the mid-surface remain plane and normal to the mid surface after bending. c) The transverse normal stress is small compared with the other components therefore, can be neglected. There are a large number of plate theories that include transverse shear deformation. In present study two displacement-based theories, FSDT and HOST have been developed for consideration of shear deformation. In the FSDT the assumption that mid-plane normal remains normal after deformation (assumption b) is relaxed to mid-plane normal remaining straight after deformation and need not be normal. In this theory the shear correction factor will be needed to satisfy the stress-free boundary conditions. Finally the higher-order shear deformation based on Reddy’ s third-order shear deformation [16,17] not only includes transverse shear as in the case of the FSDT but also accounts for a parabolic variation of transverse shear through the laminate thickness, and hence there is no need to use the shear correction factor as in the FSDT. Also in the present study based on assumption a and b, further simplifying assumption given by W= Wb+Ws where w is the transverse displacement, TD, of the mid-plane and Wb and Ws are its components due to bending and shear respectively, are made to Reddy’s theory so that the number of variables reduced by one. Consider a laminated beam made of a number of layers with its computational coordinates (x,y,z) which are interactive by moving loads. The moving loads and beam are considered as a single system and the transverse inertia effects of moving loads are fully accounted for. Each lamina made of a unidirectional fiber-reinforced material is considered as a homogeneous orthotropic material. Orthotropic axes of symmetry in each lamina of arbitrary thickness and elastic properties are oriented at an arbitrary angle 9 to the beam axis. The moving masses travel at an equal constant velocity or an equal initial velocity and acceleration. Fig. 1 shows a composite laminated beam and the moving masses schematically where L is the beam length, b is the beam WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
25
width, t is the total thickness of beam; i is the number of moving masses, E is the position of the first moving mass with respect to x-direction; L is the distance between the first moving mass with i-th moving mass along x-direction; m = mass of i-th moving mass; Yo = position of moving masses with respect to ydirection (for this study yo=0); n total number of moving masses; δ= Dirac Delta function. Applying the variational method for continuum media, the equations of motion, according to, the displacement field based on Reddy’s third-order shear deformation, can be found as:
Figure 1:
The composite laminated beam moving loads model.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
26 Computational Methods and Experiments in Material Characterisation II In the above equations the coefficient s is a constant factor which by setting s=1 the displacement field of HOST can be achieved, and s=0 leads to the ∂W ∂W displacement field of FSDT and by setting s = 0,ψ x = − ,ψ y = − the ∂x ∂y displacement field of the CLT can be obtained. Also q is the distributed transverse load, m is the mass of i-th moving load, and Ni, N and Pi (1=1,2,6) are stress, moment and higher-order stress resultants, respectively which can be found in [l8,19]. Qi* and Ri (i=1,2) are the stress and higher-order shear stress resultants defined as follows: m zk m zk 4z2 4z2 (3) (Q1*, R1 ) = ∑ ∫ σ 5k , 2 σ 5k dz, (Q2 *, R2 ) = ∑ ∫ σ 4k , 2 σ 4k dz h h k =1 zk −1 k =1 zk −1
In Eqs. (1), I0,I1 and I2 are normal, coupled normal-rotary and rotary inertia coefficients and I3,I4 and I6 are the higher-order inertia coefficients as defined in [18,19]. Using constitutive relation for a composite laminate, one may find the resultant forces and moments in terms of displacements for HOST as: Aij Aij Aij Aij Aij {N1, N2 , N6 , M1, M2 , M6 , P1, P2 , P6} = (4) Sym. Aij T
∂u ∂v ∂u ∂v ∂2 wb ∂2 wb ∂2 wb ∂2ws ∂2ws ∂2ws , , , 2 , , , , 2 + − − − − − − 2 ∂x2 ∂x∂y ∂x2 ∂y 2 ∂x∂y ∂x ∂y ∂y ∂x ∂x Matrices A,B, and D are extensional, bending-extensional (coupling) and bending stiffness coefficients and matrices E, F and H are higher-order stuffiness coefficients that can be observed in [18,19]. Similarly, the resultant shearing forces can be found by using the corresponding constitutive relation in terms of displacements: �� D D45 ∂Ws ∂Ws Q 44 2 , (5) �� = Q1 Sym D *55 ∂y ∂x In Eq.(5) the components Dij* of can be found as: (6) Dij*= Aij*+2 Dij+ Fij where: m −4 m Aij = ∑ Qijk ( zk − zk −1 ), Dij = 2 ∑ Qijk ( zk3 − zk3−1 ), 3h k =1 k =1 (7) 16 m k 5 5 (i, j = 4,5) Fij = 4 ∑ Qij ( zk − zk −1 ), 5h k =1 In Eqs. (7), Qij are transformed reduced stiffness [20]. For beams, it can be assumed that the lateral strains are zero or lateral resultant forces are negligible. The first assumption is valid for beams with solid cross-section [21-22]. Second approach means lateral resultant forces are assumed to be zero: N2=0 , M2=0 , P2=0 (8)
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
27
Combining Eqs. (4) and (8) and determining corresponding lateral strains in terms of other strains, Eq.4 may be simplified as
{R} = D {ε }
T
(9)
The reader may refer to [13-14] for more details of driving this last equation. By equating Q2** = 0, the above linearization procedure is completed and Eq. (5) is also simplified as follows: 2 ( D *45 ) ∂W Q1** = [ D55 ] s , [ D55 ] = D *55 − (10) D *44 ∂x Now by combining Eq. (9) and Eq. (10), the relation between resultant forces and generalized displacements may be written in its final form as: {0} ε R D ∂ws = D** {ε } (11) {R} = Q ** = T 1 {ε } [ D55 ] ∂x The advantage of above approach is that a two-dimensional beam theory is reduced to a one-dimensional theory without ignoring the Poisson’s effect.
3
Finite element formulation
In order to develop the finite element models of the laminated composite beam and moving loads, displacement models are used. The displacement finite element formulation of composite beams is based on the principle of virtual displacements where all governing equations are expressed in terms of displacements. In this section, a finite element model for HOST is developed by using Hermitian cubic interpolation function. Then finite element formulation for FSDT and CLT can be found as special cases. The field variables in the dynamic case for HOST can be represented as: 4
u = ∑ ui H i ( x ), i =1
4
β x = ∑ β xi H i ( x ), i =1
4
wb = ∑ wbi H i ( x ), i =1
4
4
4
i =1
i =1
i =1
ws = ∑ wsi H i ( x ), λb = ∑ λbi H i ( x ), λs = ∑ λsi H i ( x ),
(12)
where ui , xi ,Wbi ,Wsi , λbi , λsi denote the generalized nodal displacements and H1(x) are the Hermite interpolation polynomials. The element which is used for finite element procedures is a C conforming element, which has a total of twelve degrees of freedom per node. By eliminating generalized nodal displacement, xi , this element can be used for FSDT and by eliminating generalized nodal displacement λij and Wsi, the element will have ten degrees of freedom per node, which is used for CLT in this study. Substituting Eq. (12) into Eq. (11) and using Hamilton variational principle, the element equations of motion are M e {q��e } + M e {q e } = {F e } (13) T
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
28 Computational Methods and Experiments in Material Characterisation II The variables q and stiffness coefficients Kr (for α,β= 1,…,6) are defined by [1314] and are not re-introduced here. The overall mass matrix of the entire system at time t is given by: e M e = M e + M mL (14) T
e is the element mass matrix where M e is the element mass matrix and M mL due to the mass of moving loads. For the i-th moving load with a concentrated mass m1, the elementary mass matrix can be obtained as: e M mL = b ∫ [ H ] miδ [ x − (ζ − Li )][ H ] dx = bmi H H T
T
(15)
l0
where the bar symbol on H means that the term is evaluated in local coordinate of the specific elements where moving loads are located. The external forces due to transverse force q and moving load can be obtained by
{F } = b∫ [ H ] qdx + b∫ [ H ] F δ x − (ξ − L ) dx T
e
T
i
l0
i
(16)
l0
The dynamic response of the composite laminated beam under the moving loads is investigated by a step-by-step method. At any instant of time t, the position of all moving loads are found and by using Eq. (15) and Eq. (16) the effects of e and moving loads are appeared on the elementary moving mass matrix M mL nodal force vector {F e } . It should be noted that all elementary moving mass
e and nodal force vector {F e } are equal to zero except that of the matrices M mL element on which the moving loads act.
4
Numerical results and discussion
4.1 Free Vibration of Symmetrically AS/3501-.6
Graphit-Epoxy Laminated Composite Beams for Various angle of layer. Numerical results have been presented for four symmetrical layer AS/3501-6 clamped-clamped graphit-epoxy beams (ө/-ө/-ө/ө). This example demonstrates the importance of the bend-twist coupling term and the Poisson-effect of angleply beams. Results obtained using the FSDT (with/without the bend-twist coupling and Poisson-effect), are compared to analytical results [23], where in their study they used first shear deformation and including the rotary inertia but neglecting bend-twist coupling and Poisson-effect. Beam width is taken as unity as mentioned in [23] and the material properties used in these examples are: ELL=144.8 GPa, ETT=965.3 GPa, GLT=413.7 GPa, GTT=3.48 GPa, mass density ρ =1389.227 Kg/m3, Poisson's ratio ν LT = 0.3 . Table 1 shows the non-dimensional fundamental frequencies
ϖ = ω L2
ρ ELL h 2
of four layer symmetrical angle-ply beams for the clamped-
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
29
clamped boundary condition. In this table, the first row shows the results reported by [23] and in the second row the results of the present study used the FSDT without both the bend-twist coupling and Poisson-effect are shown (FSDT). In third row results of FSDT with consideration of the bend-twist coupling and neglecting Poisson's-effect are presented (FSDT) and finally, in forth row results of FSDT including both bend-twist coupling and Poisson effects are shown. Table 1:
Solution type Analytical FSDT** FSDT* FSDT
Non-dimensional fundamental frequencies for the AS/3501-6 Graphit-Epoxy of ( θ / θ -/ θ -/ θ ) angle-ply Clamped-Clamped beams for slender ratio L/h=15. 0 4.8487 4.8712 4.8712 4.8629
Non-dimensional fundamental frequency 15 30 45 60 75 4.6635 4.0981 3.1843 2.1984 1.6815 4.6835 4.1118 3.1908 2.2006 1.6814 4.1071 3.3806 2.6199 1.9611 1.6604 4.0082 2.8762 1.9330 1.6290 1.6063
90 1.6200 1.6207 1.6207 1.6161
The frequencies decrease with increase in fiber orientation. Also neglecting the bend-twist coupling and Poisson-effect may occurs overproduction of the fundamental frequency, specially for angle lay-out between 30° through 60°, for example, for the (45/-45/-45/45) clamped-clamped beam the fundamental frequency is 64.7% less than that reported in [23]. 4.2 Forced vibration of isotropic simply supported beam with moving mass
In this example the algorithm were developed for the case of moving mass are studied for problem that has constant velocity. Since the exact solution for moving mass problem is not available, the results are compared with experimental work reported by [6]. In their investigation a uniform simply supported beam has been studied, where the dimensions and mechanical properties are as follows: length L=1.524m(60"), width b=0.1016m(4"), thickness h=0.476 cm (0.1875"), modulus of Elasticity E=206.8 GPa (30 MPsi), mass density µ.=7850.6 kg/rn3, fundamental natural frequency ωf= 9.4π and mass ratio is Mml / Mb =0.5. The comparison of numerical method of present study and experimental res6lts are available for three different velocity ratios, V 1 1 3 , , = . Fig. 2 shows the time history of the dynamic TD of mass Lω f 4π 2π 4π M mL gL3 for the above three values of 48EI velocity ratio. As it can be observed, the agreement between the results of present numerical solution and those obtained by experimental is very good. In Fig. 3 shows the time histories of the TD of the beam divided by static central TD for a spectrum of velocity ratios are drown. As it is seen the maximum TD of
divided by static central TD of beam ws =
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
30 Computational Methods and Experiments in Material Characterisation II the beam 11 under the action of moving mass occurs at lower velocity ratio (V/Lωf =0.5/π) in comparing of moving force case. Another feature is that by increasing the velocity of moving mass the maximum displacement is shift to the right of centre of beam. Finally for relatively high velocity ratios the inertia of the beam is dominated by the dynamic effects of the mass. Fig. 4 shows a comparison of the TD of moving mass for various mass ratios when the velocity ratio is equal to one. As it is shown in this figure the motion of the mass would be like as a parabolic trajectory. Also by increasing the mass ratio the TD significantly decreases.
Figure 2:
FEM vs. experimental MmL/Mb=1/2,V/L ω1 =1/4 π .
TD
Figure 3: Time histories of the TD of Figure 4: the simply supported beams due to moving mass V/L ω1 =2/ π .
of
the
moving
mass
Comparison of TD of the moving mass due for several mass ratio using HOST with V/L ω1 =1/ π .
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
31
4.3 Forced vibration of the orthotropic composite laminated beam
We shall now solve an orthotropic simply supported composite laminated beam under the action of M=0.45 Kg moving mass. A symmetrical cross-ply laminated with four layer of equally thickness (0°/90°/90°/0°) for comparing the results is chosen. Each layer is a unidirectional fibre reinforced material with following properties; EL=144.8 GPa, ET=9.65 GPa, GLT=4.l36 GPa, GTT=3.447 GPa, µ=1389.297 kg/m3, VLT=0.25, VTT= 0.25 where subscripts L and T are directions respectively parallel and perpendicular the fibers and VLT is the Poisson’s ratio measuring normal strain in the transverse direction under axial normal stress in L-direction. The laminated beam has 10.16 cm length, 0.635 cm width and a total thickness of h = 0.745 cm, with moment of inertia 1=218.8 1 mm4 and fundamental period Tf=0.3187 ms. Fig. 5 shows the comparison of dynamic magnification factor of this Graphite-epoxy beam with that of the steel beam without considering the shear effect (CLT). As it can be observed, in spite of the fact that the total weight of composite beam is approximately 6.5 times less than the total weight of steel beam, the maximum dynamic response of centre of beam is approximately the same for both materials. Another important result of this investigation is that the critical velocity (Vc) of this Graphite- epoxy composite beam is approximately 2.5 times the critical velocity of traditional steel beam. Also in Fig.5, the dynamic magnification factor of composite beam is drawn for CLT, FSDT and HOST. It can be concluded that the shear deformation effect is very important in the strength analysis of composite laminated beams even if the slender ratio is not very low (L / h = 13.6).
Figure 5:
Comparison of Dynamic magnification factor of steel beam and Graphite-epoxy composite beam with respect to moving load velocity using CLT.
References [1] [2]
Timoshinko, S.P. and Woinowsky, K., Theory of plates and shell, McGraw-Hill, 1959. Szilard, R., Theory and analysis of plates, classical and numerical method, Prentice-Hall, 1974.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
32 Computational Methods and Experiments in Material Characterisation II [3] [4] [5] [6] [7] [8] [9] [10] [11] [12] [13] [14] [15] [16] [17] [18] [19] [20] [21] [22] [23]
Raske, T.F. and Schiack, A.L., Dynamic response of plates due to moving loads, J. Acoust. Soc. Amer, 3, 42, 625-635, 1968. Smith, J.R. and Liigthholder, R.K., Moving load test on experimental prestressed concrete highway slab, Highway Res. Rec., 60, 59-76, 1963. Yoshizawa, M. and Takizawa, T., Vibration of a beam and a moving load with sprung and unsparing masses, Bulletin of ASME, 28, 239, 911-91S, 1985. Ayre, R.S., Jacobson, L.S. and Hsu, C.S., Transverse vibration of one- and two- span beam under the action of a moving mass load, Proc. 1st U.S. Nat. Cong. App. Mech., 1951. Wu, I.S. and Dai, C.W., The dynamic response of the inspan-supported bridge due to moving loads, Int. J. Num. Method Eng., 24, 743-762, 1987. Padovan, J. and Paramodilok, O., Generalized solution of time dependent traveling load problem via moving finite element scheme, J. Sound Vibration, 2, 91, 195-209, 1983. Hino, E., Yoshimura, T., Konishi, K. and Ananthanarayana, N., A finite element method prediction of the vibration of a bridge subjected to a moving load, J. Sound Vibration, 1, 96, 45-53, 1984. Mulcahy, N.L., Bridge response with tractor-trailer vehicle loading, Earthquake Eng. St. Dynamics, 11, 649-665, 1983. Nelson, H.D. and Conover, R.A., Dynamic stability of a beam carrying moving masses, J. App. Mech., 93, 1003-1006, 1971. Taheri, M.R. and Ting, E.C., Dynamic response of plate to moving loads, Computer Structures, 34, 3, 509-521, 1990. Mohebpour, S.R. and Dehdashti, G., Finite element analysis of multi-span thin beam under the action of moving loads, J. M. S. Uni. Railway Eng., in press. Kadivar, M. H. and Mohebpour, S. R., Forced vibration of unsymmetric composite laminated beams under the action of moving loads, Int. J. Com. Sc. Tec., 58, 10, 1675-1684, 1998. Bathe, K., Finite element procedures in engineering analysis, 1982. Reddy, J. N., A simple higher-order theory for laminated composite plates, J. App. Mech., 106, 51, 745-752, 1984. Reddy, I.N., Mechanics of laminated composite plates: theory and analysis, CRC, 1997. Reddy, I.N., Energy and variational methods in applied mechanics, 1984. Whitney, J.M., Structural analysis of laminated anisotropic plates, 1987. Jones, R. M., Mechanics of composite materials, NY, Hemisphere, 1975. Wu, X.X. and Sun, C.T., Vibration analysis of laminated composite binwalled beams using finite elements, A.IAA journal, 29, 5, 736-742, 1991. Chen, A.T. and Yang, T.Y., Static and dynamic formulation of a symmetrically laminated beam finite element for a microcomputer, J. Comp. Materials, 19, 459-475, 1985. Chandrashekhara, K., Krishnamurthy, K., and Roy, S., Free vibration of composite beams including rotary inertia and shear deformation, Comp. St., 14, 269-279, 1990.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
33
A model to study slit damaged braided fabric structures J. N. Rossettos1 & T. A. Godfrey2 1
Department of Mechanical and Industrial Engineering, Northeastern University, Boston, USA 2 Natick Soldier Center, US Army Soldier and Biological Chemical Command, USA
Abstract A micromechanical model has been developed that will allow the study of a slit-damaged braided fabric air-beam structure. As such, the relevant system of non-dimensional ordinary differential equations is derived and solutions are given for the stress concentration near the broken yarns. This knowledge will contribute to the prediction of damage growth and the ability to compare different fabric materials for their damage tolerance. A simplification of the analysis has been shown to be possible when a parameter, e , the ratio of yarn tensions due to inflation to the yarn stiffness is small, approaching zero. In such a case, the equations for the braided fabric can be reduced to those of the plain weave fabric, so that the stress concentrations are the same as those for woven fabrics. As it turns out, an important result of the present analysis is that the stress concentration factor is, in fact, independent of the parameter, e , and the helix angle of the braided fabrics. This means that much of what has been learned in the study of damage in woven fabrics can be used for braided fabrics. Keywords: braided fabrics, stress concentration, damage growth, air-beam structures.
1
Introduction
In addition to woven fabric air-beams currently in development and production for large shelters and space structures, a braided fabric air-beam technology has emerged. Much work has already been done in studying damage growth in woven fabrics [1-4], where the yarns of the weave are oriented normal to one
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
34 Computational Methods and Experiments in Material Characterisation II another. Determination of the stress concentration at the end of a slit in the yarns has been used to predict damage growth. In the development of the nondimensional equations, a parameter has also been identified [2], which may be used to compare different materials as to their damage tolerance. It would be useful to develop similar technology for braided construction where the yarns are no longer normal to each other, but are oriented at some angle. Although the construction of curved braided air-beams with some longitudinally stiffened regions is complex, the essence of the beam is a braided tube with a nominal helix angle such that the hoop and longitudinal stresses in the beam are supported by the appropriate components of the yarn tension. The present paper derives equilibrium equations in terms of appropriate yarn displacements where strains and yarn rotations are assumed small so that terms involving products of displacements are neglected. The complement of the angle between yarns is denoted by, ψ , so that when ψ = 0 the yarns are normal to each other as in woven fabrics. Also by appropriate non-dimensionalization, a parameter, e = T EA , appears, where T is the yarn tension and EA is a measure of yarn stiffness. Some of the present fabrics yield values of e in the neighborhood of 0.03. When e approaches zero there is a marked decoupling of the governing simultaneous equations, for any value of ψ . A dramatic simplification occurs for which the structure of the equations is essentially that of the previous woven fabric model, with the implication that the braided fabric model develops stress concentrations due to yarn breaks similar to woven fabrics. In the present work the full coupled equations are used to find solutions for various values of e, ranging from 0.0 to 0.10, and values of ψ in the neighborhood of current air-beam technology of 36 degrees with 25% variations. The results indicate that there is little or no change in stress concentration for the chosen range of values for e and ψ . This is a significant result since most all that has been learned for woven fabric technology can be used for braided fabrics.
2
Analysis
The sketch in fig. 1, of an element of the beam surface, illustrates the helix angle in relation to the hoop and longitudinal directions. Our purpose is to develop a micromechanical model to study a slit-damaged air-beam structure. As indicated in Figure 2a, the slit consists of aligned consecutive breaks of the # I yarns, where the nomenclature of # I and # II yarns is shown in Figure 2. The # II yarns are not interrupted by the slit. Both # I and # II yarns carry remote tensions, T , due to the inflation-induced hoop and longitudinal stresses in the air-beam. We consider the i, j th yarn cross-over point and its immediate neighbors in the braided fabric, as shown in fig. 2b. Equilibrium equations for the cross- over point i, j are easily derived using an approach similar to that taken previously with plain woven fabrics [3].
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
α
35
α
Longitudinal stress
tan α = 2
Hoop stress Figure 1:
An element of the beam surface.
We first consider the case where no slip occurs at the cross-over point and that rotations and strains in the yarns are small. In contrast to the woven fabric case [3], we now have an oblique angle between the #I and #II yarns. As a result, it is necessary to consider the y-direction displacement of the cross-over points. This will introduce nonlinear terms in the force equilibrium equations. By assuming that terms involving products of displacements are neglected due to the small rotation and strain assumption, it is possible to derive linearized equations. Let u i and v i be yarn cross-over point displacements in the x and y directions. The equilibrium equations, where variations in the x (or j) direction have been averaged (smeared out) as in [3], can be derived in a straightforward manner. They are: d 2ui + k1 (u i +1 − 2u i + u i −1 ) + k 2 (vi +1 − 2vi + vi −1 ) = 0 (1) dx 2 d 2 vi dx 2
+ k 3 (v i +1 − 2v i + v i −1 ) + k 4 (u i +1 − 2u i + u i −1 ) = 0
(2)
where,
(1 e − 1)sc (3) , k4 = L2 L2 L2 L2 and s = sin ψ , c = cosψ , e = T EA . T is the remote tension in the yarns and EA is a measure of yarn stiffness. The nominal angle, ψ , and yarn spacing, L , are shown in fig. 2. If we define dimensionless quantities ξ , U i and Vi by k1 =
s 2 + ec 2
, k2 =
(1 − e )sc
, k3 =
s2 + c2 e
x = Lξ / e , (u i , v i ) = L e (U i , Vi )
(4)
Eqns. (1) and (2) become, U i′′ + b1 (U i +1 − 2U i + U i −1 ) + b2 (Vi +1 − 2Vi + Vi −1 ) = 0 Vi′′ + b3 (Vi +1 − 2Vi + Vi −1 ) +
b2 (U i +1 − 2U i + U i −1 ) = 0 e
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
(5) (6)
36 Computational Methods and Experiments in Material Characterisation II 3 2
1 0 0 -1 -2 -3
I yarns
\
L
II yarns
(a)
x i,j+1
i+1,j
I yarn
\
i, j
II yarn
y i-1,j
i, j-1
(b)
Figure 2:
(a): Aligned consecutive breaks in the #I yarns. (b) The i, j th yarn cross-over point and its immediate neighbors in the braided fabric.
where 2
s 2 + ec 2 k1 L es 2 + c 2 1 (7) = , b2 = − 1 sc = k 4 L2 , b3 = e e e2 e Note that b2 is a coupling parameter. When ψ = 0 as in woven fabrics, s = 0, b2 b1 =
= 0 and the U i and Vi displacements are de-coupled from Eqns. (5) and (6). For arbitrary values of ψ , if the quantity e = T EA is very small, as is the case for materials currently used such as Vectran and Kevlar, then the second and third
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
37
Computational Methods and Experiments in Material Characterisation II
terms in equation (6) are large compared to the first term, which can be dropped, so that we can write s Vi +1 − 2Vi + Vi −1 = − (U i +1 − 2U i + U i −1 ) (8) c Substituting eqn. (8) into eqn. (5) we can eliminate the Vi displacements to get U i′′ + U i +1 − 2U i + U i −1 = 0
(9)
Eqn. (9), which is in fact the equation that results when modeling plain weave fabrics [3], implies that, for the case considered, where no slip occurs at the cross-over points, the braided fabric should develop stress concentrations similar to woven fabrics due to yarn breaks. This conclusion, as just indicated, was subject to the restriction that yarn tensions due to inflation are small compared to the yarn stiffness, so that the parameter e is small. In what is to follow, it will be shown that the calculation of the stress concentration for braided fabrics gives the same result as that for woven fabrics for general values of e . 2.1 Braided fabric model stress concentration factor A broken yarn configuration will be studied where the full eqns. (5) and (6) are to be considered. Solutions will be sought for different values of the parameter e = T EA to determine its influence on the stress concentration, and compare the results with those predicted when using eqn. (9) (i.e., e =0, ψ =0). In this section we do not consider a region where the broken yarns lead to slipping between the I and II yarns. This will be discussed later concerning the effect of slipping on the stress concentration factor. In addition to eqns. (5) and (6), boundary conditions need to be considered at x = 0, where the breaks occur. Suppose the I yarns are numbered as in fig. 2a, so that i = 0 is the center yarn where y = 0. The nth yarn is given by i = n in the positive y direction and i = -n in the negative y direction. Then for all broken yarns at x = 0, we require that the total load in the yarn at the break is zero, which translates to dui (0 ) dx = −T EA = −e . This result is obtained by noting that the total load in the yarn is EA dui dx + T , where T is the initial load and EA dui dx is the additional load due to the disturbance (i.e., a break), and this total load must vanish at a break. Using eqn. 4, this condition can be written in non-dimensional form as dU i (0 ) dξ = −1 . Because of zero shear at the broken end, we also have dVi (0 ) dξ = 0 . For all intact yarns, we note that the anti-
( )
( )
symmetry which exists along ξ = 0 , requires that U − n 0− = −U n 0+
and
( ) = −V (0 ) where, for example in fig. 2a, n is greater than or equal to 2. Also, since all intact yarns are in tension at ξ = 0 , we also have U ′ (0 ) = U ′ (0 ) . V− n 0
−
n
+
−n
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
−
n
+
38 Computational Methods and Experiments in Material Characterisation II
\ 3 2 1 0 -1 -2 -3
[ Figure 3:
Breaks in the I yarns at ξ = 0 for yarns n = 0,+1,−1 . The intact yarns are n = +2,−2.
As an example, consider the case of 3 yarn breaks with 2 intact yarns on either side as shown in fig. 3, where we assume U 3 = U −3 = 0 , V3 = V−3 = 0 so that the active yarns are n = 0, ± 1, ± 2 . The differential equations are given by eqns. (5) and (6) (where i = 0,±1,±2 ), and represent a system of ten 2nd order differential equations for the unknown displacements, U i ,Vi (i = 0,±1 ± 2 ) . Their solution can be written as an eigenvector expansion. In the eigenvector expansion technique the equations are written in matrix form as,
d 2 U/ dξ 2 - A U = 0
, UT = [ U 2 , U 1 , U 0 ,U −1 , U −2 , V2 ,V1 , V0 , V−1 , V−2 ]
(10)
where A is an appropriate matrix consistent with the solution vector, U. Since the equations have constant coefficients, a solution is assumed in the form U= R
e λξ
where R is of the same order as U. Substitution into eqn. 10 gives AR =
λ R. Using MATLAB, eigenvalues li = λi2 and corresponding eigenvectors, 2
ri , are easily obtained. The solution is then given by 10
U=
∑c i =1
i
ri e
− liξ
(11)
where terms with positive exponents are dropped for bounded solutions as
ξ → ∞ . The ten constants of integration, ci , are determined using appropriate
boundary conditions. The ten boundary conditions at ξ = 0 are based on the anti-symmetry which exists. This can be seen by noting that the yarns are in tension, and rotating fig. 3 by 1800 shows that the negative numbered yarns play the same role as the positive numbered yarns. The boundary conditions at ξ = 0 are then given by, U 1′ (0 ) = −1, U 0′ (0 ) = −1, U −′ 1 (0 ) = −1, U −2 (0 ) = −U 2 (0), U −′ 2 (0) = U 2′ (0 ) V1′(0 ) = 0 , V0′ (0) = 0 , V−′1 (0) = 0 , V− 2 (0 ) = −V2 (0 ), V−′ 2 (0) = V2′ (0)
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
(12)
Computational Methods and Experiments in Material Characterisation II
39
Once the displacements are found, the stress concentration in the first intact yarn can be calculated. The physical load in the I yarns is denoted by pi . The nondimensional load in the i th I yarn is defined by Pi , where pi = TPi ( T is the initial tension in the yarn). The total load in the yarn is pi = T + EA du i dx . On using eqn. 4, this can be written in terms of non-dimensional quantities as Pi = 1 + dU i dξ . For our example, the value of P2 at ξ = 0 (the load in the nearest intact yarn), would represent the stress concentration factor (actually, the load concentration factor; P2 = p2 T ). Our purpose is to evaluate how various values of the parameter, e = T EA and the angle ψ affect the stress concentration factor (for our case, P2 (0 ) ). The results are given in figs. 4 and 5. In fig. 4, P2 is plotted against ξ for various values of the angle, ψ , while the parameter e = 0.03 , is fixed. While the curves vary over the range of ξ , for different values of ψ , the stress concentration factor (SCF), as given by P2 (0 ) is independent of ψ and has a value of 1.67. In Figure 5, P2 is plotted against ξ for various values of e , while ψ is fixed at 30 o . It is clear that the parameter e has a negligible effect throughout the range of ξ . The case of 7 breaks (not shown) indicates a similar trend, with an SCF of about 2.54. A similar scenario also occurs with one break, with an SCF of 1.29. When we include a slip region, where broken yarns slip near the break, the analysis becomes more complex and is given in [5]. The stress concentration factor is plotted against a slip region parameter, α , for various values of e and ψ . It turns out that for a range of values of α , the stress concentration factor is independent of the tension parameter, e , and the angle, ψ . 1.8 1.7 1.6
0 1.5
30 60
P2
1.4 1.3 1.2 1.1 1 0.9
0
0.1
0.2
0.3
0.4
0.5
0.6
ξ Figure 4:
P2 vs ξ for ψ = 0 o , 30 o , 60 o ; e = 0.03.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
40 Computational Methods and Experiments in Material Characterisation II 1.8 1.7 1.6
P2
1.5
e = 0.03, 0.07, 0.1
1.4 1.3 1.2 1.1 1
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
ξ Figure 5:
3
P2 vs ξ for e = 0.03 , 0.07 , 0.1; ψ = 30o.
Conclusions
A system of non-dimensional differential equations for yarn displacements has been derived, applicable to slit damaged braided fabric air-beam structures. Two quantities appear and play important roles, namely, the parameter e = T EA (where T is the remote yarn tension due to inflation and EA is a measure of yarn stiffness) and the angle, ψ , (which is related to the helix angle of the braided tube). The stress concentration near the broken yarns is calculated in the case where broken yarns haven’t slipped and in the case where broken yarns slip. Since the stress concentration decreases with an increasing slip region, the maximum value will occur for the non-slip case. For this case it is also shown, analytically, that when e → 0 , the equations for braided fabrics, for arbitrary values ofψ , can be reduced to those of woven fabrics (where ψ =0), implying that the braided fabric should develop stress concentrations similar to woven fabrics, near yarn breaks. To obtain results without the restriction of small e → 0 , the stress concentration is calculated near a slit (a series of broken yarns) in the fabric, for various values of e and ψ using the full braided fabric equations. This is done for both the case of no-slip and the case with slip. The results clearly show that the stress concentration in the adjacent intact yarn along the line of yarn breaks is independent of the parameter e , and the angleψ . This means that all that has been learned in the study of damage in woven fabrics, will be useful for braided fabric air-beams.
References [1]
Godfrey, T.A. and Rossettos, J.N.," The Onset of Tear Propagation at Slits in Stressed Uncoated Plain Weave Fabrics,” Journal of Applied Mechanics 66, pp. 926-933,1999. WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
[2] [3] [4] [5]
41
Godfrey, T.A. and Rossettos, J.N.," On a Parameter for Comparing the Damage Tolerance of Stressed Plain Weave Fabrics", Textile Research Journal 69, pp. 503-511, 1999. Godfrey, T.A. and Rossettos, J.N. "Damage Growth in Prestressed Plain Weave Fabrics". Textile Research Journal 68, pp. 359-370, 1998. Rossettos, J.N. and Godfrey, T.A., “ Effect of Slipping Yarn Friction on Stress Concentration near Yarn Breaks in Woven Fabrics,” Textile Res. J. 73, pp. 292-304, 2003. Rossettos, J. N., “A Micromechanical Model for Slit Damaged Braided Fabric Air-beams,” Project Report- 45627- EG, Army Research Office: AMSRD-ARL-RO-DS, P.O. Box 12211, Research Triangle Park, NC 27709-2211,USA May, 2004.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
This page intentionally left blank
Computational Methods and Experiments in Material Characterisation II
43
Characterization of brake pad friction materials G. S. Darius, M. N. Berhan, N. V. David, A. A. Shahrul & M. B. Zaki Faculty of Mechanical Engineering, Universiti Teknologi MARA (UiTM), Selangor D.E., Malaysia
Abstract Due to health-related problems as well as the requirements for better quality products, many material formulations for high performance asbestos-free materials are being introduced in Light Rail Transit (LRT) brake pads. This paper reports four new formulations of brake friction materials, which are made using the following ingredients: Resin, Iron oxide, Steel fiber, Ceramic fiber, Organic fiber, Magnesium Oxide, Aluminium Oxide, Barium, Sulphur, Graphite, Rubber, Novacite, Nipol and friction dust. Values of Hardness, Specific Gravity and Transverse Rupture strengths of these formulations are reported. The friction and wear test results of these formulations viz., A, B, C and D are included. The effects of physical properties, mechanical properties and morphology of the formulations on their friction and wear behavior are discussed. Scanning Electron Micrographs (SEM) and EDAX analysis of a formulation is included. It is found from the analysis that formulation B possesses better friction and wear properties compared to the other three formulations. Keywords: characterization, friction materials, brake pad, wear rate, SEM, EDAX, physical properties, Light Rail Transit.
1
Introduction
Light Rail Transit (LRT) is an emerging mode of public transportation in Malaysia. Currently there are three commercial LRT Operators namely, STARLRT, PUTRA-LRT and KL Monorail, which provide commuting service in and around Kuala Lumpur. The braking systems of all these LRT trains incorporate
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
44 Computational Methods and Experiments in Material Characterisation II commercial brake pads that are imported. The life span of commercial brake pads varies from one system to another depending on the materials constituent besides braking procedure and maintenance requirements. There are different types of friction materials on the market, which can be classified into the following three categories: Semi Metallic (SM), Non Asbestos Organic (NAO) and Sinter Metal. They are mainly composed of a relatively large amount of iron powder and steel fibers, some graphite, rubber, organic fibers, ceramic materials, abrasives, lubricant and filler. The mixture is bonded together by a thermosetting phenolic resin. A wide variety of elements are employed in the making of the brake pads to obtain the necessary performance criteria for efficient braking criteria. 1.1 Railway brake pad Figure 1 shows a brake pad used in the PUTRA-LRT trains running in Kuala Lumpur. Two such brake pads are used in every hydraulic brake unit. There are 16 brake pads in every train. 35 trains operated by PUTRA-LRT in and around KL are fitted with this type of brake pads. These brake pads are non-asbestos, non-lead and semi-metallic.
Figure 1:
A Railway brake pad (non-asbestos, non-lead and semi-metallic).
1.2 Brake lining requirements The following are the requirements of brake linings for efficient braking operations: • The brake lining having a higher coefficient of friction contribute to more efficient braking • Lining materials should have less wear rate to increase the life the brake lining and thus reducing the frequent changing of the brake lining – saving the time and money. WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
•
• •
45
Brake lining materials must have the capability to work at high temperatures without much change in the coefficient of friction and wear rate. High speed vehicles generate more heat during braking The brake lining material should have a high thermal conductivity to dissipate the heat produced. The brake lining material should not be hazardous and should be free from asbestos. Asbestos dust can cause serious health problems if inhaled. Breathing asbestos dust can cause upper and lower respiratory and gastrointestinal diseases
1.3 Literature review Yusli et al. [1] reported the details of the fabrication of brake pad friction materials using powder metallurgy techniques. Morphology of samples was observed by SEM. The microstructures of the samples show heterogeneous mix due to complex formation of composite materials. Mohamed et al. [2] measured the porosity, density and hardness of four new formulations of brake friction materials and compared the values with that of a commercial specimen. Wan et al. [3] reported the friction and wear results of four new formulations and compared the values with that of a commercial specimen; even though all the new formulations have higher coefficient of friction values, two formulations have higher wear rate, one formulation has the same wear rate and the other formulation has a lesser wear rate. Morshed et al. [4] have investigated and compared the physical and chemical characteristics of four commercial automotive brake shoe lining materials used in heavy vehicles. The swell resistance of the locally produced friction material compares favorably with that of the imported materials, but its bulk density was the lowest and its water absorption the highest. Hee and Filip [5] claim that despite the number of research studies completed on the mechanism of friction in automotive brake lining materials, the phenomenon is still not fully understood. Complex mechano-chemical processes occurring on the friction interface of a composite friction material make it difficult to understand the correlation between the formulation of brake lining and the frictional performance. Analysis of their experimental results shows that the brake lining material containing potassium titanate significantly improved the stability of the friction coefficient, fade and wear resistance. Kazuhisa and Buckley [6] found that the coefficients of friction of metals are related to the theoretical tensile, theoretical shear and actual shear strengths of metals. The higher the strength of the metal, the lower the coefficient of friction. 1.4 New formulations of brake friction materials In this paper, four new formulations of brake friction materials are presented, which are made using the following ingredients: Resin, Iron oxide, Steel fiber, Ceramic fiber, Organic fiber, Magnesium Oxide, Aluminium Oxide, Barium, Sulphur, Graphite, Rubber, Novacite, Nipol and friction dust. Values of
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
46 Computational Methods and Experiments in Material Characterisation II Hardness, Specific Gravity and Transverse Rupture strengths of these formulations are compared with that of a commercial brake pad and the formulation which has its properties comparable with the commercial pad is identified.
2
Elements present in new formulations
The type and exact composition of the formulations are kept confidential as Intellectual Property. The samples of the formulations were analyzed by Scanning Electron Microscope. Yusli et al [1] and Mohamad et al. [2] have carried out the EDAX analysis to find the elements available in the commercial brake pad and in the formulations. Table 1 gives the amount of elements presenting the Commercial brake pad and in the formulations A, B, C & D. Table 1: Element Carbon Oxygen Magnesium Aluminium Sulfur Iron Bariuim Copper Calcium Zinc
3
Amount of elements present in each formulation (% weight) [1,2]. Commercial 60.9 8.2 0.9 0.4 0.6 25.6 2.9 -
A 55.12 18.89 1.2 2.36 1.99 20.44 -
B 54.63 13.14 0.83 27.43 3.97 -
C 56.86 20.6 0.21 1.69 16.06 2.16 2.42
D 53.44 12.84 0.87 1.32 2.5 20.45 2.91 5.97 -
Physical and mechanical properties of formulations
3.1 Shore hardness Hardness values of a commercial sample and four formulations viz., A,B,C and D are tested using a Shore Hardness tester. Figure 2 shows the mean and standard deviations of shore hardness values of the commercial sample and of the formulations. We can compare the hardness values to find those formulations that are better than the commercial sample. It can be seen that formulation A and C have higher hardness values as compared to the commercial sample. Specimen B has the lowest standard deviation even though the mean hardness value is less than that of the commercial sample. 3.2 Transverse rupture strength of commercial sample and formulations Transverse Rupture Strength of the commercial sample and of the formulations are found and shown in Figure 3. Since the brake pad may rupture only in the
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
47
horizontal configuration, only the results of the tests conducted on the horizontal specimen configuration are reported. It is seen from figure 3 that, no formulation is better than the commercial specimen, when we compare the transverse rupture strengths of formulations with that of the commercial specimen. However formulation A has a higher transverse strength compared to other formulations.
Hardness values of commercial and formulations
Shore hardness values
84 82 80 C
78 76 Commercial
A B
D
74 72 70 Commercial and formulations
Figure 2:
Shore hardness values of commercial and formulations. Data points show the mean of 15 measurements and the error bars indicate standard deviations.
Transverse Rupture strength, MPa
Transverse Rupture Strength of Commercial and Formulations 60 50 40 30 20 10 0 Comml.
A
B
C
D
Commercial and Formulations
Figure 3:
Transverse rupture strength of commercial and formulations.
3.3 Specific gravity of commercial and formulations The specific gravity of the commercial and the formulations are shown in Figure 4. It is seen from Figure 4 that, no formulation is better than the commercial
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
48 Computational Methods and Experiments in Material Characterisation II
Specific Gravity
specimen, when we compare the specific gravity of formulations with that of the commercial specimen. Specific Gravity of Commercial and Formulations
3.5 3 2.5 2 1.5 1 0.5 0
Comml.
A
B
C
D
Commercial and Formulations
Figure 4:
Specific gravity of commercial and formulations.
However formulation B has a higher Specific Gravity compared to other formulations. Wan et al. [3] have studied the friction and wear properties of these formulations and reported the following results: Table 2 shows the coefficient of friction and wear values for the commercial as well as the formulations. Table 2:
Friction coefficient and wear rate of the commercial and formulations.
Formulation
Friction coefficient
Commercial A B C D
0.332 0.374 0.383 0.484 0.347
Wear Rate (g/MJ) 0.038 0.043 0.035 0.106 0.038
4 Discussions When we compare the friction coefficient and wear rate values of the formulations with that of the commercial sample, we find that the co efficient of friction values of all the formulations are more than that of the commercial sample; The wear rate of formulation B is lower than the commercial specimen and the wear rate of formulation D is equal to that of the commercial specimen. We can choose formulation B in the first place and formulation D as the next choice. In Table 1 we see that the iron content in formulation B is higher than the commercial specimen; also it is higher when we compare formulation B with other formulations. The amount of oxide present in formulation B is the least as WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
49
compared to formulations A & C. The amount of aluminium present in formulation B is lower compared to other formulations. We notice that Barium is present in formulations B and D whose amount is approximately equal to that present in the commercial specimen and this may contribute to the same or better wear properties. From Figure 2 we see that the formulations B and D have average shore hardness values less than that of the commercial values. Uniform hardness values are observed in formulation B (the standard deviation is the lowest), which is an indication of good bonding between the constituents of the elements of the brake pad materials; this can be observed from the Scanning Electron Microscope shown in figure 5. Even though the transverse rupture strength (TRS) of all the formulations are lower than that of the commercial specimen, the TRS of formulation B is higher than that of the formulation D. The specific gravity values of all the formulations are lesser compared to that of the commercial value. But the specific gravity of formulation B is higher than that of formulation D.
Figure 5:
Scanning Electron Microscopy of formulation B (100X).
Good bonding between the elements is seen in the Scanning Electron Micrograph as shown in figure 5. Pores are not evident and uniform morphology is observed.
5
Conclusion
Four formulations A, B, C and D are compared with a commercial sample of a Brake friction Pad used in a Light Rail Transit (LRT). It is found that
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
50 Computational Methods and Experiments in Material Characterisation II formulation B has higher friction coefficient and lower wear rate compared to the commercial specimen. Higher amounts of iron and Barium present in formulation B give superior friction and wear properties to the formulation B.
Acknowledgements This work was supported by the Ministry of Science, Technology and Innovation, Malaysia through IRPA grant [03-02-01-0055-PR0066/04-03]. We thank Prof. Dr. Azni Zain Ahmad, Assistant Vice-Chancellor, IRDC, UiTM Shah Alam, Prof. Madya Dr. Mansur Ahmad, Research Head, IRDC, UiTM, Shah Alam for their encouragement and support. We thank Prof. Madya Ir. Dr. Hj. Abdul Rahman Omar, Dean of the Faculty of Mechanical Engineering, UiTM Shah Alam for his support. The authors are thankful to Dr. Mohmad Soib Selamat (AMREC, Kulim, Kedah), Dr. Talib Ria Jaafar (AMREC, Kulim, Kedah) for providing us with experimental facilities. We also thank Dr. Mustafar Sudin, (Universiti Teknologi Petronas), Malaysia for his support.
References [1]
[2]
[3]
[4]
[5] [6]
Yusli, M.J., Mohamad, I.I., Mazli, M., Mohd, A.S., Bakar, M. and Mohd, S.S., Fabrication and Morphology Study on Disc/Rotor Brake Pad, 2nd Malaysian Brake Friction Materials Colloquium 2004, Faculty of Mechanical Engineering, Universiti Teknologi MARA, Shah Alam, Selangor D.E., Malaysia, 3-4 December 2004. Mohamad, I.I., Yusli, M.J., Mazli, M., Mohd. A.S., Bakar, M., Mohd, S.S., Evaluation of Light Rail Transit Brake Pad Formulations, 2nd Malaysian Brake Friction Materials Colloquium 2004, Faculty of Mechanical Engineering, Universiti Teknologi MARA, Shah Alam, Selangor D.E., Malaysia, 3-4 December 2004. Wan, M.A., Mohd, S. and Talib, R.J., Friction Analysis of Light Rail Transit (LRT) Brake Pad Through CHASE Dynamometer Test, 2nd Malaysian Brake Friction Materials Colloquium 2004, Faculty of Mechanical Engineering, Universiti Teknologi MARA, Shah Alam, Selangor D.E., Malaysia, 3-4 December 2004. Morshed, M.M. & Haseeb, A.S.M.A., Physical and chemical characteristics of commercially available brake shoe lining materials: a comparative study, Journal of Materials Processing Technology, 155– 156, pp. 1422–1427, 2004. Hee, K.W. & Filip, P., Performance of ceramic enhanced phenolic matrix brake lining materials for automotive brake linings, Wear, 259, pp. 1088– 1096, 2005. Kazuhisa, M. and Buckley, D.H., Correlation of Tensile and Shear Strengths of Metals with Their Friction Properties. ASLE Transactions, 27(1), pp.15-23, 1984.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Section 2 Alloys
This page intentionally left blank
Computational Methods and Experiments in Material Characterisation II
53
Second phase particle distribution and its effect on the formability of aluminum alloys Z. Chen Department of Mechanical Engineering, University of New Brunswick, Canada
Abstract Aluminum alloys have been increasingly used in the automotive industry for fuel economy. The existence of second phase particles in aluminum alloys provides damage nucleation sites during formation processes and limits the formability. Characterization of second phase particle distribution and its effect on the formability of aluminum alloys is of great importance. Distribution of Fe- and Mn-based second phase particles in Al-Mg alloys AA5182 and AA5754 is captured using microscopy and image analysis. Spatial tessellation of particle images is conducted to quantify particle distribution, such as particle size, shape (aspect ratio) and clustering. Large particles are found more often in AA5182 than AA5754. The obtained particle distribution is then applied to a so-called damage percolation model to predict formability of both alloys in stretch flanging. Keywords: aluminum sheet, ductile fracture, formability, second phase particles, microstructure, heterogeneity.
1
Introduction
Modern automotive industry instigates more and more usage of new highstrength-to-weight ratio metal alloys such as aluminum and high strength steel in the fabrication of structural components. Application of advanced lightweight alloys contributes efficiently to the effort in reducing emission and promoting fuel economy in the auto industry. However, compared with traditional steel, aluminum exhibits limited formability due to ductile fracture caused by the existence of second phase particles. Experimental study showed that distribution of second phase particles in aluminum alloys is strongly inhomogeneous [1],
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
54 Computational Methods and Experiments in Material Characterisation II both in size and spacing. Existence of second phase particles provides damage nucleation sites during forming processes and limits the formability of aluminum alloys. Characterization of second phase particle distribution and its effect on the formability of aluminum alloys is of great importance. For this reason we conduct the current research. Void nucleation occurs at second phase particles through particle debonding and/or particle cracking during straining. Subsequent growth and coalescence of nucleated voids will finally trigger ductile fracture in aluminum alloys. Although Gurson’s [2] model and many other micromechanics models have been introduced in the numerical simulation of aluminum sheet forming processes, selection of void nucleation strain in each simulation is somewhat arbitrary, with lack of experimental background. Further more, Gurson’s material model only involves the value of particle areal (volumetric) fraction, it is therefore unable to examine the effect of heterogeneity of particle distribution on the forming behaviour of aluminum sheet alloys. The current paper reports our recent work in characterizing the heterogeneous particle distribution in automotive aluminum-magnesium sheet alloys, AA5182 and AA5754, and their effect on the formability of these sheet alloys. To employ quantified particle distribution in formability prediction, a socalled combined FE/damage percolation model recently developed by the author [3] is adopted.
2
Quantification of heterogeneous particle distribution
Two automotive Al-Mg sheet alloys, AA5182 and AA5754 are studied as received and O-tempered. The chemical compositions for both alloys are listed in Table 1. Table 1:
Nominal chemical composition of AA5182 and AA5754, wt% [4]. Alloy AA5182 AA5754
Si 0.08 0.06
Fe 0.3 0.21
Mg 4.6 3.2
Mn 0.33 0.2
Cu 0.04
Ti 0.01
The accuracy and precision of quantitative stereology is highly dependent on the quality and consistency of metallographic specimen preparation, as discussed by Pilkey [5]. Rectangular samples were sheared from the as-received sheet and set in 25 mm cold mounts. Epoxy was used to mount the samples to minimize residual stress from the mounting process. Metallographic specimens were prepared of sufficient size so that particle fields can be extracted from areas well away from the sheared edges. The requirement to obtain large-scale highresolution metallographic fields dictated that the specimen surfaces be virtually perfectly flat and free of scratches. In order to maintain high quality and repeatability, sample preparation was carried out using vibratory polishing equipment at the Alcan Kingston Research and Development Centre (Now
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
55
Novelis Global Technology Centre). Detailed grinding and polishing procedures can be seen in [3]. To prevent variations in field illumination from affecting the measurements, a 1000-series pure aluminum sample was employed as a standard background to achieve a background-correcting image. To avoid further inaccuracy, the background image has been acquired by averaging 15 images taken from different spots on the surface of the standard sample. The adverse effect of video noise is minimized through an image averaging algorithm, where ten frames are acquired in rapid succession and then averaged to reduce gray scale fluctuations [3]. Table 2:
Mechanical properties of AA5182 and AA5754 from uniaxial tensile tests [4].
Material σ0 (MPa) E (GPa) ν
AA5182 1.6 mm 117.34 71.71 0.33
AA5754 1.6 mm 102.78 71.17 0.33
Fe- and Mn-based particles of 2 micron to 20 micron in diameter were found in these materials. Generally, AA5182 has higher particle content compared with AA5754 due to higher magnesium and iron contents. Particle distribution has been quantified through the sheet thickness using image analysis. Particle fields were captured for each alloy using a roughly 3.5 mm x 1.6 mm plane image. This large-scale image was constructed from 98 smaller scale images with a magnification of 150 using an optical microscope and a digital camera. Particle data was obtained by image analysis using ImagePro Plus v4.5 software.
Figure 1:
A small-scale particle dilation tessellation for a particle field of AA5182.
Particle distribution data used in the damage percolation model include particle size, neighbouring particle list (first order cluster), neighbouring particle cluster list (second order cluster). To achieve this data, a so-called particle dilation (or matrix-erosion) tessellation technique has been adopted in the current work [5, 6], which is based on the so-called matrix erosion technique. In this tessellation, a particle dilation algorithm is applied to partition the particle field (Fig. 1). This tessellation scheme entails dilation of the particles at constant rates WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
56 Computational Methods and Experiments in Material Characterisation II until they impinge upon each other, with the skeletonized field corresponding to the respective boundaries of impingement. Conceptually, an equivalent tessellation is obtained by incrementally removing a single width of pixels from the matrix surrounding each particle in a digital particle field until a shell of matrix material remains after the impingement of neighbouring particles. This tessellation method is attractive since the original particle shape and orientation are reflected by the tessellated images and it is well suited for use in digital image processing. 2.1 Tessellated particle field Employing the particle dilation tessellation technique, large-scale tessellated particle fields were obtained from the four Al-Mg microstructures, using metallographic specimens in various planes of view. Figures 2 and 3 show the cropped tessellations for the 1.0 and 1.6 mm AA5182 and AA5754 in the rollingthickness planes. In general, AA5182 exhibits a higher particle areal fraction and particle size than AA5754. In contrast, AA5754 displayed higher numbers of particles per unit area. These observations demonstrated that AA5182 contains much larger particles, which should lead to earlier damage nucleation during deformation [7, 8]. The higher degree of particle clustering in the AA5182 microstructures (Fig. 2) should also lead to higher damage rates [9, 10].
400 µm
(a)
400 µm
(b) Figure 2:
Large-scale high-resolution spatial tessellation for AA5182 sheet particle field, rolling-thickness view: (a) 1.0 mm thickness; (b) 1.6 mm thickness.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
57
400 µm
(a)
400 µm
(b) Figure 3:
Large-scale high-resolution spatial tessellation for AA5754 sheet particle field, rolling-thickness view: (a) 1.0 mm thickness; (b) 1.6 mm thickness.
Particle field data extracted by the tessellation software includes: (a) particle size, location, and orientation; (b) nearest neighbouring particle list and spacing; and (c) cluster list (particles comprising each cluster). The determination of which particles comprise a cluster is based on the inter-particle dilational spacing data, which will be addressed shortly. It is worth mentioning that the particle field data was obtained based on an elliptical simplification. Each of the irregular shaped particles was simplified as being an ellipse of the same area as the particle in the tessellation data. Ellipses were oriented vertically or horizontally about its centroid based on the initial orientation of the semi-axes. The ellipse was rotated such that its semi-axes aligned with the nearest horizontal or vertical axes of the image, as illustrated in Fig. 4.
a
y
θ
a
y r
r x (a)
Figure 4:
x (b)
Re-orientation of the simplified ellipse representation of a particle: (a) before realignment; (b) after realignment.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
58 Computational Methods and Experiments in Material Characterisation II 2.2 Inter-particle dilational spacing The software developed by Pilkey [5] is used to extract useful information from the tessellated digital images. During each particle dilation step, the software records when each particle feature merges or touches another dilating particle feature. First contact or agglomeration between a particle and one of its neighbours defines then a nearest neighbour. Knowing the pixel size, the software can then determine the nearest neighbour spacing based upon the number of dilations performed. Dilational counting measures are then tabulated during the construction of a matrix erosion spatial tessellation and represented by a histogram of inter-particle dilational spacing (IPDS) frequencies. Given that a matrix erosion tessellation algorithm involves repeated particle dilational passes, equivalent to matrix erosion passes, the number of distinct features that disappear from the particle field during each dilation pass is recorded as a frequency. The disappearance of a feature occurs when it agglomerates with another feature (i.e. dilating neighbours come in contact). At the start of the spatial tessellation process, each particle represents a feature. By recognizing that each particle dilation pass is of characteristic length in a digital image, the agglomeration frequencies can be plotted against dilational distance to produce an IPDS frequency spectrum. It follows that local peaks in the frequency of dilational merging events are indicative of characteristic spacings within the tessellated particle field. The dilating features which agglomerate at the smallest of these characteristic spacings are referred to as first order clusters, while successive IPDS peaks signify so-called second, third and higher orders of particle clusters [5]. Figures 5 and 6 display the IPDS spectra for each of the particle fields presented in the preceding section. It is observed that the through-thickness longitudinal section for each sheet exhibits the prominent first-order cluster peak occurring at an IPDS of 2µm. This suggests that a relatively large number of closely spaced particles are available to promote void nucleation and subsequent coalescence.
(a) Figure 5:
(b)
IPDS of AA5182 sheets in the rolling (longitudinal)-thickness view planes: (a) 1.0 mm sheet; (b) 1.6 mm sheet.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
(a) Figure 6:
59
(b)
IPDS of AA5754 sheets in the rolling (longitudinal)-thickness view planes: (a) 1.0 mm sheet; (b) 1.6 mm sheet.
2.3 Particle size distribution The particle size distribution is an important microstructural parameter impacting ductile fracture. Figures 7 and 8 show the measured particle size distributions in the rolling-thickness view plane for the alloys. In these figures, particle size is plotted in terms of particle area in the section plane. It is observed that AA5182 possesses more large particles beyond 25 µm2, compared to AA5754, for all sections. This is attributed to the higher Fe and Si levels in AA5182 (Table 1). 40
40
AA5182, 1.0 mm rolling-thickness
30 Frequency (%)
Frequency (%)
30
AA5182, 1.6 mm rolling-thickness
20
10
20
10
0
0
0
10 20 30 2 Particle size (µm )
40
0
10 20 30 2 Particle size (µm )
(a) Figure 7:
40
(b)
Normalized histograms of particle size in rolling-thickness view plane: AA5182.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
60 Computational Methods and Experiments in Material Characterisation II 60
AA5754, 1.0 mm rolling-thickness
50
50
40
40 Frequency (%)
Frequency (%)
60
30
20
10
30
20
10
0
0 0
10 20 30 2 Particle size (µm )
(a) Figure 8:
AA5754, 1.6 mm rolling-thickness
40
0
10 20 302 Particle size (µm )
40
(b)
Normalized histograms of particle size in rolling-thickness view plane: AA5754.
Distribution of particle aspect ratio was also extracted from image tessellation, as reported in [3]. However, this parameter hasn’t been considered in the current work for simplicity.
3 Formability prediction A so-called combined FE/damage percolation model developed recently by the author [3] was employed to simulate stretch flanging process of these alloys. Stretch flanging is such a forming process that a blank with an inner cutout hole, clamped at outer edge, deforms under a downward motion of a circular cylindrical punch. This process, due to repeated bending/unbending effect as the material flows around the punch profile, is believed to be damage-sensitive. The model uses damage-based Gurson’s [2] model to account for the global softening of the material in the finite element calculation, whilst the local damage development and fracture is examined within the measured particle field at individual particle. To achieve this goal, the FE calculated stress/strain and porosity histories have been exerted onto the local particle distribution, where nucleation, growth and coalescence of voids are controlled by appropriate criteria. Catastrophic failure of stretch flanges was predicted at the onset of ductile fracture, and formability predicted as the limit punch depth to fracture. Details of the forming designations and combined model can be seen in [3]. It is revealed that void nucleation dominates the catastrophic ductile fracture, no significant void growth and coalescence has been observed at the onset of failure [3]. Also found from the experimental test, thinner 1.0 mm sheet exhibits cutout edge necking which is believed to be induced by other failure mechanisms than WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
61
damage-based ductile fracture. Consequently, different levels of void nucleation strain have been adopted in the combined model to correlate the model results with the experimental ones for the 1.6 mm sheet only. Figure 9 shows damage development within a large scale particle field of AA5754 predicted by the combined model, at which void coalescence reaches to a critical level to trigger catastrophic failure, and the limit punch depth has been determined.
Figure 9:
Critical moment at which void coalescence within measured particle distribution triggers catastrophic failure, AA5754, 1.6 mm sheet: (a) corresponding finite element mesh; (b) damage development within the area of interest; grey ellipses show coalesced voids.
80
80
70
70
60
Circumferential crack
Radial crack
50 40 30
Experimental: Radial crack at cutout Circumferential crack at punch nose
20 10 0
AA5182, 1.6 mm 0.2
0.3
0.4
εN
0.5
0.6
0.7
Limit punch depth (mm)
Limit punch depth (mm)
Figure 10 depicts the predicted the flanging formability against three levels of void nucleation strain for both alloys. It is seen that nucleation strain of 0.6 provides good model results in comparison with experimental results. Experimental: Radial crack at cutout Circumferential crack at punch nose
60 50 40 30 20 10 0
AA5754, 1.6 mm 0.2
0.3
(a) Figure 10:
0.4
εN
0.5
0.6
0.7
(b)
Limit punch depth predicted for the 1.6 mm sheet by the combined model at different levels of void nucleation strain: (a) AA5182, (b) AA5754.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
62 Computational Methods and Experiments in Material Characterisation II
Acknowledgements This research was supported by the Natural Science and Engineering Research Council of Canada, the New Brunswick Innovation Foundation, and the University of New Brunswick.
References [1] [2] [3] [4] [5] [6] [7] [8] [9]
[10]
Pilkey, A.K., Fowler J.P., Worswick M.J., Burger G. and Lloyd D.J., Characterizing particle contributions in model aluminum alloy systems, Microstructural Science, Vol. 22, ASM, 1995. Gurson A.L., Porous rigid-plastic materials containing rigid inclusionsyield function, plastic potential, and void nucleation, Ph.D. Thesis, Brown University, Providence, RI, the United States, 1975. Chen Zengtao, Heterogeneous particle distribution and its effect on ductile fracture, Ph.D. Thesis, University of Waterloo, Waterloo, Canada, 2004. Finn M.J., Private communications, 1999. Pilkey A.K., Effect of second phase particle clustering on aluminumsilicon alloy sheet formability, Ph.D. Thesis, Carleton University, Ottawa, Canada, 1997. Shehata M.T. and Boyd J.D., Measurement of spatial distribution of inclusions, In: Inclusions and Their Influence on Materials Behaviour, ASM International, Metals Park, 123-131, 1988. Gurland J., Observations on the fracture of cementite particles in a spheroidized 1.05% steel deformed at room temperature, Acta Metall., 20, 735-741, 1972. Fisher J.R. and Gurland J., Void nucleation in spheroidized carbon steels, Part I: Experimental, Metal Science, 15, 185-192, 1981. Horstemeyer M.F., Matalanis M.M., Sieber A.M. and Botos M.L., Micromechanical finite element calculations of temperature and void configuration effects on void growth and coalescence, Int. J. Plasticity, 16, 979-1015, 2000. Worswick, M.J., Pilkey A.K., Thomson C.I.A., Lloyd D.J. and Burger G., Percolation damage predictions based on measured second phase particle distributions, Microstructural Science, Vol. 26, 507-514, 1998.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
63
Investigation of aging heat treatment on microstructure and mechanical properties of 316L austenitic stainless steel weld metal A. Amari Allahyari1, H. Farhangi1 & S. M. M. Hadavi2 1
Department of Metallurgy and Materials Engineering, University of Tehran, Iran 2 School of Mining and Metallurgy, University of Amir Kabir, Iran
Abstract Austenitic stainless steel alloys are used extensively in heat resistant structural components in power generating and chemical industries. Austenitic stainless steel weld metal exhibits a duplex microstructure consisting of a dispersion of high temperature delta-ferrite in austenite. It has been shown that aging between 500–700°C results in progressive dissolution of the delta-ferrite and precipitation of M23 C6 carbides and intermetallic phases. In this paper, the effects of aging at temperatures between 550–850°C for periods of up to 100 hours on the microstructure and mechanical properties of 316L austenitic stainless steel weld metal have been investigated. Austenitic stainless steel 316L plates of 20 mm thickness were welded using the gas tungsten arc welding technique. Tensile and impact test specimens were machined from the weld sections and subjected to various aging heat treatments. Based on the results of mechnical testing it was found that whereas the strength properties show comparatively small variations due to aging, the tensile ductility and impact toughness are strongly affected by increasing aging temperature and time, such that aging at 850°C for 5 hour results in a 90% reduction in the value of impact energy of the weld metal. The loss of impact toughness and tensile ductility has been discussed based on the dissolution of delta-ferrite and precipitation of the intermetallic sigma phase. Keywords: aging, 316L weld metal, impact energy, ductility, delta-ferrite-sigma phase.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
64 Computational Methods and Experiments in Material Characterisation II
1
Introduction
Austenitic stainless steel alloys are used extensively in heat resistant structural components in power generating and chemical industries because of their excellent corrosion resistance and good fabricability and adequate high temperature mechanical properties [1]. During welding of austenitic stainless steels, high residual stresses can be induced in the weldment. These stresses arise from the low thermal conductivity and high coefficient of thermal expansion of these steels. The stresses can approach and may even exceed the proof stress and in thick sections of the weldments (> 12 mm) can extend up to 50 mm from the fusion line into the parent material [2]. Austenitic stainless steel weld metal exhibits a duplex microstructure consisting of a dispersion of high temperature delta-ferrite in austenite. Depending on the composition of the weld a small amount of delta-ferrite ranging from 3-9% is retained in the weld metal to overcome the problem of hot cracking. Delta-ferrite acts as a strengthener at room temperature, so that the weld metal tensile strength properties are equal to those of the parent metal in a 7-8% cold worked condition [3,4]. However, despite its beneficial effects, the presence of delta-ferrite leads to enhanced attack of the weld metal in some corrosive conditions. Furthermore, the deltaferrite is inherently unstable and can transform during high temperature exposure in service or during post weld heat treatment [5,6]. Therefore, the transformation kinetics of delta-ferrite and its subsequent effect on mechanical properties and corrosion resistance have been the subject of extensive studies [7]. It has been shown that aging between 500 and 700°C results in progressive dissolution of the delta-ferrite and precipitation of M23 C6 carbides and intermetallic phases. At lower aging temperatures (i.e. 500°C), transformation of delta-ferrite is very slow and the main transformation products following shortterm aging of up to 100 hours are the M23C6 carbides. At higher aging temperatures, upon full transformation of delta-ferrite, sigma phase is observed to grow rapidly at the expense of carbides and austenite [5, 8, and 9]. The effects of aging between 500-700°C on room temperature tensile properties of 316L stainless steel weld metal has been extensively studied and reported. However, the impact properties of the aged 316L weld metal have not been thoroughly investigated. In the present work, the effects of aging between 550- 850°C on room temperature tensile and impact properties are studied. The changes in ductility and impact energy as a result of aging are correlated with dissolution of delta-ferrite and precipitation of sigma phase [9,10,11].
2
Experimental procedure
Using the gas tungsten arc welding process, type 316L stainless steel filler wire were deposited in a weld geometry and described by ISO2560. The steel plates used were 20 mm thick 316L stainless steel dimensioned 1000x110 mm. the chemical composition of the weld metal and the welding parameters are given in Table 1 and Table 2, respectively. All welded sections were subjected to nondestructive examinations including ultrasonic and radiographic testing for quality control prior to sample preparation for mechanical testing. WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
65
Round tensile specimens and standard charpy impact test specimens were machined from the welded sections. The weld metal tensile specimens and charpy impact specimens were aged at 550°C, 750°C and 850°C, for various durations ranging from 1 to 100 hours. The ferrite content in the weld metal was measured before and after aging using a ferritoscope, which was calibrated with magnetic probe against National Bureau of Standard set of standard samples, in accordance with the procedure laid down in AWS A4.2-74. Micro structural observations were carried out using optical and scanning electron microscopy, after etching the weld metals in Murakami's reagent. Chemical composition of constituent intermetallic phases in aged samples was analyzed using EDS. Tensile tests were carried out at a nominal strain rate of 5x10-4 s-1 at room temperature on the weld metal and the aged weld metals. Values for yield stress (YS), ultimate tensile strength (UTS), and percent elongation were determined from the load-elongation curves. The average Impact energy of three specimens is reported for each weld metal condition. Charpy impact tests were performed at room temperature. Table 1:
Chemical composition of 316L austenitic stainless steel weld metal.
Element
C
Cr
Ni
Mo
Mn
Co
Al
P
Cu
Weight percent
0.017
17.16
10.22
2.18
1.1 9
0.13
0.00 4
0.03
0.23
Table 2:
Welding parameters.
Welding Process
Welding Wire
Shielding Gas
Tungsten inert gas
AISI 316L
Ar 99.99%
Tungsten electrode diameter
Welding Wire diameter
Polarity
3.2 mm
2.4 mm
DCEN
Welding current
Argon flow rate
Welding speed
130 A
8.5 l min
-1
1cm min-1
3 Results and discussions 3.1 Tensile properties The percentage changes in strength properties, UTS as a function of aging time at aging temperatures of 550, 750 and 850 °C are shown in Fig. 1. Aging at 550 °C results in a small increase of YS. However, the percentage changes in UTS with aging time for various aging temperatures can be evaluated from Fig .1. In general, aging causes a small increase in UTS at all aging temperatures
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
66 Computational Methods and Experiments in Material Characterisation II
Change in UTS (%) (%)
investigated. The increase in UTS reaches its maximum value after 5 hours of aging at 850°C. At longer aging times, the increase in UTS drops gradually to lower values. The percentage changes in reduction area, i.e., percent elongation, with aging time at various aging temperatures are shown in Fig. 2. The reduction area of the weld metal is considerably reduced at aging temperatures investigated. The reduction is normally larger at higher aging temperatures and times. However, the curves for changes in ductility at aging temperatures of 750 and 850 °C both exhibit maximum points. The time required to reach the maximum point decreases from 25 to 5 hours with increasing aging temperature. 100 90 80 70 60 50 40 30 20 10 0
550 750 850
1
10
100
Aging Time (h)
Figure 1:
Change in UTS as a function of aging time.
100 90
Change in reduction area (%)
80 70 60
550 650
50
750 850
40 30 20 10 0 1
10
100
Aging time (h)
Figure 2:
Change in reduction area as a function of aging time.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
67
3.2 Impact energy The percentage changes in impact toughness with aging time at different aging temperatures are plotted in Fig. 3. The impact toughness of the weld metal is also significantly reduced at test temperatures studied. The reduction in impact toughness is larger at higher aging temperatures and times.
80 60 40
transformation (%)
Change in impact energy and delta-ferrite
100
550-TR to ferrite 750-TR to ferrite 850- TR to ferrite 550 750 850
20 0 -20 -40 -60 -80 -100 1
10
100
Aging Time (H)
Figure 3:
Change in impact energy and transformation of delta-ferrite as a function of aging time.
At the aging temperature of 550 °C, the impact energy of the weld metal drops by 20% after 100 hours of aging. At 750°C, aging for 1 hour results in a 30% reduction in impact energy. The impact energy then decreases rapidly as aging time is increased to 5 hours. Further increase in aging time results in a gradual decrease of impact energy and shows a 90% reduction after 100 hours of aging. The most adverse effect of aging on impact toughness is observed at the aging temperature of 850 °C. The impact energy drops by 90% only after 1 hour of aging and remains constant at that level at longer aging times. 3.3 Microstructure and dissolution of delta-ferrite The microstructure of 316L austenitic stainless steel weld metal is shown in Fig. 4. Dual phase structure of the weld metal consists of white austenite matrix and dark delta-ferrite as a secondary phase. The average delta-ferrite content of the weld metal was found to be 7.5 FN, as measured by a ferritoscope. The ferrite content before and after aging at various temperatures was converted to the fraction of ferrite transformed. The percentage changes of ferrite transformed as a function of aging time for various aging temperatures are shown in Fig.4. It is clear that the dissolution of delta-ferrite at 550 °C was sluggish and reached only about 20% after 100 hours of aging. The transformation rate of delta-ferrite
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
68 Computational Methods and Experiments in Material Characterisation II
30 µm
Figure 4:
An optical micrograph showing the duplex microstructure of the weld metal.
Figure 5:
A SEM micrograph showing sigma phase particles in the microstructure of the weld metal aged at 750o C for 25 hours.
increases with temperature. The time required for 90% dissolution is about 1 hour and 5 hours, respectively, for 750 and 850°C. Optical and scanning electron microscopy observations showed no major modifications in the microstructure of the weld metal due to aging at 550°C. The only changes detected were limited to minor alterations in the morphology of the delta-ferrite. At higher aging temperatures of 750 and 850°C, a continuous network of sigma phase was found to form at lower aging times (Fig. 5). Prolonged aging at these temperatures led to spherodization of sigma phase as shown The progress of spherodization by necking of elongated, unstable sigma
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
69
(a)
(b) Figure 6:
SEM fractograph of (a) weld metal showing a typical ductile mode of failure and (b) weld metal aged at 850o C for 100 hours revealing a brittle mode of failure.
particles and the formation of smaller particles of equilibrium shapes can be observed in this micrograph. Energy dispersive x-ray spectrometry of spheroids white phases that are enriched from Fe, Cr and Mo and it shows that sigma [Fe-Cr-Mo] intermetallic phase has been appeared. 3.4 Fractography The fracture surface of the weld metal is shown in the scanning electron micrograph in Fig.6a. The fracture surface consists of microscopic dimples and
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
70 Computational Methods and Experiments in Material Characterisation II reveals a ductile mode of failure by micro void joining mechanism. A similar behavior was observed for the specimens aged at 550°C. The fracture surface of the weld metal aged at 850°C for 100 hours is shown in Fig. 6b. This fractograph reveals a completely brittle mode of failure by cleavage. Cleaved sigma phase particles and extensive secondary cracking along sigma phase-matrix boundaries are also evident in this micrograph. All specimens aged at 850°C and specimens aged at 750°C for times between 5 to 100 hours exhibited similar brittle fracture behavior. As mentioned in fig 8, it can be seen that with increasing aging temperature from 550 to 750 and 850°C, mode of failure alter from ductile fracture to completely brittle and in the other word, with increasing aging time up to 100 hours, it was seen similar treatment. With comparison of figure 7 and 8, it is obviously observed that there is good correlation between the mode of fracture and delta-ferrite transformation.
90 80 70 60
Change of ductile fracture(%)
50 40 30 20 850
10 750
0 1 Aging time (%)
Figure 7:
4
Aging temprature
550
5 25 100
Change of ductile fracture as function of aging time and temperature.
Effects of aging
Based upon the data presented it is clear that the effect of short term aging for periods of up to 100 hours on tensile and impact properties become more significant with increasing aging temperature. At 550°C, where the rate of transformation of delta-ferrite is slow and the only transformation products are the M23C6 carbides [4]. The change in tensile ductility and impact properties are WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
71
comparatively smaller. However, at aging temperatures of 750 and 850 °C, where the rate of transformation of delta-ferrite is much faster, and the main transformation product is the brittle intermetallic sigma phase, tensile ductility and impact properties are significantly reduced. Precipitation of sigma phase at these aging temperatures results in a corresponding change in the fracture mechanism from a ductile void coalescence mechanism to a brittle cleavage fracture mechanism. A good correlation between the amount of transformed delta-ferrite and the changes in impact energy can be observed for aging temperature of 750 and 850 °C. The spherodization of sigma phase dose not appear to retard the steep fall in impact energy. However, it dose seem to temporarily arrest and even partly compensate the loss in tensile ductility.
100 90 80 70 60 Delta-ferrite transformation (%)
50 40 850
30 20 10 750
0
Aging temprature 1 5 Aging time (h)
550 25 100
Figure 8:
Change of Delta-ferrite transformation as function of aging time and temperature.
This effect can be deduced from the occurrence of maximum points on the change in ductility curves at higher aging temperatures. In as much as the progress of spherodization is faster at higher aging temperatures, the maximum point on the change in ductility curve is displaced to lower aging times, accordingly.
5
Conclusion
1- The rate of dissolution of delta-ferrite increases with increasing aging time and temperature. 2- Tensile ductility and impact properties are most adversely affected by aging at 750 and 850 °C, as a result of precipitation of sigma phase.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
72 Computational Methods and Experiments in Material Characterisation II 3- The changes in impact properties due to aging at 750 and 850°C can be correlated with the amount of transformed delta-ferrite. 4- It is obviously observed that there is good correlation between the mode of fracture and delta-ferrite transformation and with increasing delta-ferrite transformation to sigma phase, mode of fracture alter from ductile to completely brittle.
6
Nomenclature
A YS UTS
amperage, A yield stress, MPa ultimate tensile strength, MPa
References [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11]
W.J. Mills, Fracture toughness of type 304 and 316 Stainless Steels and their welds, International Materials Reviews, 42, pp. 45 82, 1997. J.J. Smith, R.A. Farrar, Influence of microstructure and composition on mechanical properties of some AISI 300 series weld metals, International Materials Reviews, 33(1), pp.25 51, 1993. R.A. Farrar, C. Huelin, Phase transformation and impact properties of type 17-8-2 austenitic weld metals, Journal of Materials Science, 20, pp. 2828 2838, 1985. T.P.S. Gill, On Microstructure-property correlation of Thermally Aged type 316L Stainless Steel weld Metal, Met. Trans., 20A, pp. 1115 1124, 1989. H. Shaikh, T.V. Vinoy, Correlation of microstructure and tensile properties of 316 stainless steel weld metal solution annealed at high temperatures, Material Science and Technology, 14, pp. 129 135, 1998. G.F. Slattery, Microstructural transformations in stress relived type 316 Stainless Steel weld Metal, Metallography, 13, pp. 59 70, 1980. K. Yutaka ,Preferential Precipitation site of sigma Phase in Duplex stainless steel weld metal, Scripta Materiala, 40(6), pp. 659 663, 1999. R. A. Farrar, Microstructure and phase transformations in duplex 316 submerged arc weld metal, an aging study at 700 °C, Journal of Materials Science, 20, pp. 4215 4231, 1985. C.E. Lyman, Analytical Electron Microscopy of stainless steel weld metal, Welding research supplement, pp. 189 194, 1979. J.K. Lai, Delta-ferrite Transformations in a type 316 weld metal, Welding Research Supplement, January, pp. 1 6, 1979. B. Weiss, Phase instabilities during high temperature exposure of 316 Austenitic Stainless Steel”, Met. Trans, Vol.3, pp. 851-866, 1972.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
73
Crystal plasticity associated with crack stability in single crystals S. H. Chen, Y. Katz & W. W. Gerberich University of Minnesota, Minneapolis, USA
Abstract A sound physical view regarding quasi crack stability behavior in the sub critical domain remains challenging. As such, it requires exploration and insights into the micromechanical processes of fracture. This study is centered on Fe-3wt % Si single crystals with sub critical crack growth induced by the interactive effects of sustained load and external hydrogen. Pre sharp cracked crystals oriented in both the (001)<010> and (001)<110> directions have been loaded at specific stress intensity factors at 1atm gaseous hydrogen environment that affected dramatically the crack stability. Generally, a fine scale localized approach has been adopted with attention to the crack tip stress field distribution and the tracking of the near fracture surface micro plasticity. In addition the evaluation of the local effective driving force has been attempted. Using an alternative definition, the study is engaged with damage evolution that can be attributed to the dynamic behavior of the crack extension in terms of initiation and the arrest potential. This kind of discontinues behavior still remains in the framework of a global propagation controlled cleavage process. Experimentally, the study was also assisted by the Selected Area Channeling Patterns (SACP) technique that enabled 5µm spatial in a sub micron depth resolution regarding the local strain measurements. The current study emphasized the important role of the dislocation dynamic in semi brittle BCC single crystals. Moreover, it was found that the anisotropic plasticity dominates the near crack tip behavior with implications on the deformation features and thus on the dynamic sub critical crack extension behavior. Keywords: crack stability, single crystal, crystal plasticity, hydrogen effects, sub critical domain.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
74 Computational Methods and Experiments in Material Characterisation II
1
Introduction
One of the most critical forms in which mechanical damage is manifested can be associated to transitions in the crack stability behavior. This with the notion that ample of origins might influence the crack stability under a broad scope of circumstances. Considering the local crack stability equation, changes can be attributed to variables affecting the driving force, the material resistance or even both. For the latter, a deductive example for such micro mechanism is the case of a sharp crack in a semi brittle elastic-plastic material under interactive conditions. Nevertheless in order to facilitate better tracking conditions, the situation of a sub critical crack growth seems beneficial that normally is activated by an intensified local stress-strain field. Thus, the mechanical environment at the crack tip might be sufficient for dislocation emission at the crack front or at adjacent quasi-static dislocation sources in equilibrium. Local dislocation shielding potential and concomitant dislocation emission during decohesion, clearly affect both, the local driving force and the fracture resistance. These two significant entities dominate the crack stability equation. The influence on the local driving force emerges from either deviation from the ideal sharp crack-tip or from dislocation shielding, with implications on the elasticplastic stress field distribution. In this context, the fracture resistance might be affected by the introduction of a modified term in order to formulate the apparent surface energy. The current investigation is centered on further insights into the aforementioned aspects as related to damage evolution. Basically, the study is phenomenological and the semi brittle Fe-3wt%Si pre-cracked single crystal has been selected. Besides imposing a remote stress field sub critical crack growth could be accentuated by environmental degradation. Notice, that under such conditions a sharp crack situation still prevails due to hydrogen-deformation interaction [1]. In fact, crack extension occurred in a marginal stability fashion that was experimentally substantiated [2]. Here to mention that theoretically this issue was addressed by Kelly et al. [3] and by Rice and Thomson [4]. In this framework the current study is assisted by novel techniques regarding at least two issues. First, how to refine local observations with respect to fine scale features as confined to the fracture surface plasticity. Second, in the case of mechanical/environmental interactions how to characterize the crack-tip behavior associated with the slow crack growth process. The present study enabled to ease the understanding of relevant facets of micro plasticity. In terms of quasi-stable cracking model the present study emphasizes not only the local instability events but also the significant role of the arrest potential caused by local plasticity.
2
Material and experimental procedures
The selected material system was Fe-3wt%Si single crystal. Basically, this semibritlle metallic system consists of a BCC crystal structure and typically behaves as a strain rate sensitive material. The crystals were received as bars with two
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
75
zone axes namely <001> and <010>. The orientation has been confirmed by utilizing the Laue back reflection X-ray technique. Bars with diameter of about 23mm were machined into mini-compact discs specimens by Electric Discharge Machining (EDM) minimizing as such prior plastic deformation. Two crack systems were considered (001) <010> and (001)<110> in terms of crack plans and direction. In order to achieve specimens that follow fracture mechanic methodology a sharp crack was introduced by compression-compression fatigue. Cyclic conditions at 143K consisted of a frequency of 3Hz and a load ratio of R=0.1. These mini-specimens enabled to define the mechanical environment by the imposed stress intensity factors. Slow crack growth experiments were performed under sustained load in 1atm H2 at ambient temperature. In fact, discontinues sub critical slow crack extension was activated by external hydrogen interaction under a well-defined stress intensity factor. Crack growth was tracked by Acoustic Emission (AE) beside information regarding the crack behavior and length providing crack extension rate determination. At this stage two significant sources of evidences appeared desirable. First, the determination of the plastic strain field at the crack tip vicinity associated with hydrogen induced sub critical slow crack growth. These findings were revealed by using SAECP. The electron channeling line width for each image was measured by a micro densitometer. The plastic strain vs. the position was determined by following calibration procedures. Second, supplemented information was obtained by following slip traces analysis. Here, slip traces at the crack tip vicinity on the side surface were carefully identified and analyzed. The assessment considered the crystallographic orientation of the crack system. In this context, orientation prediction based upon theoretical continuum mechanics model has been compared. In addition, Transmission Electron Microscopy (TEM) provided relevant images regarding dislocation structures associated with the sub critical slow crack growth. As mentioned, this growth has been enhanced by hydrogen/deformation interaction.
3
Experimental results
The marginal semi-brittle material of Fe-3wt%Si consisted of a Youngs modulus E<100> of 1.32×105 MPa and yield strength at ambient temperatures of 296 MPa. The strain hardening coefficient was determined to be 0.38. Hydrogen enhanced slow crack growth for both crack systems resulted in severe plastic flow although the macroscopic observation features appeared as a cleavage fracture mode. As confirmed consistently by AE tracking, the crack growth followed a discontinuous process with an average growth rate of 1.6×10-8 m/s. Regardless the crack system plasticity occurred during crack extension and the crack front was always tunneled (Figures 1&2). These findings have been obtained at an imposed stress intensity factor of 24MPam½, with external hydrogen interaction. A fracture surface of a specimen with (001)<010> crack system is demonstrated in Figure 3.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
76 Computational Methods and Experiments in Material Characterisation II
Figure 1:
Schematic tunneled herringbone structure (a) crack system (b) fracture features.
As observed, slip traces appeared in the near crack tip enclave due to micro plasticity which has been identified by the slip trace analysis method. Experimentally based it was also concluded that {112}[111] and {110}[111] slip were activated actually in reasonable agreement with the finite element analysis. Slip traces from the side surface are demonstrated in Figure 4. For the (001)<010> crack system the crack grew globally along the <010> direction. However, higher resolution indicated a zigzag with alternating micro growth that was parallel to the two orthogonal <110> and <īıo> directions. This consistent crack growth fashion resulted in typical herringbone features with tilted surfaces. In contrast, the surface morphology for the (001)<110> crack system was completely different. In fact, crystal plasticity dominated the whole cracking growth process. The resolved shear stress is a function of the crack orientation and the exact micro slip morphology clearly influence the crack
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
77
extension and its arrest potential. Regarding the strain measurements by the SACP two general findings were confirmed. First, during the sub critical crack growth heavily diffused channeling patterns have been revealed and extensive plastic deformation that was confined to a very thin layer has been developed near the fracture surface. Strain gradient due to the crack tip singularity became evident. The strain as such was highly dependent on the crack system and under imposed opening mode Ι loading conditions; the plastic strain level was crystallography dependent. Once again, the difference between the two crack systems became evident by the side surface SACP images as shown in figures 5 and 6. The SACP images indicated that the strain contour as shown pronounce differences between the two crack system, in particular, regarding the magnitude of the plastic strain level. In general, the strain level is higher for the <110> direction at the same depth below the fracture surface. Here to mention, that the singularity of the strain distribution remained similar namely proportional to ln(1/r). The role of anisotropy due to crystal plasticity clearly affects the dislocation dynamics. In the present comparative study side and mid sections were included for both crack systems.
4
Discussion
The aforementioned crack growth behavior is associated with fracture surface fine scale features that are dependent on crystal plasticity. Although not elaborated here, continuum calculations of the resolved shear stress were carried out. In a single crystal segment the calculation followed the anisotropic case for a BCC crystal structure. As known, this case involved only three independent constant due to the crystal symmetry. Nevertheless, for the stress strain relationship as expressed by a forth rank tensor of the compliances requires appropriate attention. For example, the (001) <110> crack system a rotation of θ=45° is required in order to established the compliance matrix for this specific direction. In fact, the transformation matrix [T] for such a rotation still remains in an orthogonal coordination system. In the current case, the direction cosines can be arranged in a matrix form lij given by m l ij = − n 0
n
0
m
0
0
1
(1)
where m=cosθ, n=sinθ. Thus, the compliance Sijkl is obtained by
Sijkl = liα l jβ lkγ llδ Sαβγδ
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
(2)
78 Computational Methods and Experiments in Material Characterisation II
Figure 2:
Figure 3:
Tunneled fracture surface in (001)<110> crack system.
SEM fractography in (001)<010> crack system.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
Figure 4:
79
Slip traces in (001)<010> crack system, K=25MP (a) Nomarski contrast. (b) Traces analysis.
Since the rotation is around the z axis, therefore l13=l23=l31=l32=0. The transformed matrix includes combined trigonometric functions of m and n in the forth power. The anisotropy is expressed by the deformation characteristic of the local distortion and by the mechanical crack tip field. This became apparent from the SACP images namely by different patterns of the line acuity degradation. Theoretical evaluation of the resolved shear stress has been addressed by Tetelman and Robertson [5], Gell and Robertson [6] and Tyson et al. [7]. It appears that their prediction can partially explain the current findings regarding the (001)<010> crack system in terms of the local dislocation activity. By adopting Sih et al. [8] the maximum resolved shear stress differed only by 3% between the dominated slip systems. In contrast, for the (001)<110> crack
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
80 Computational Methods and Experiments in Material Characterisation II system differences of about 20% have been determined. Figure 7 demonstrate also the changes in terms of the local crack tip strain gradient.
Figure 5:
SACP, (001)<010> crack system. ×=distance from the initial tip. y=distance from the fracture surface.
The information which has been gathered so far can add insights in the understanding of a slow crack growth process. Notice, that anisotropic slip activity changes the effective surface energy or the resistance and both are directionally dependent. The role of the driving force and the resistance potential alluded to alternating events of crack triggering and crack arrest. The discontinuous nature of the crack extension has been physically substantiated by AE tracking. Although not in the present scope, the mentioned model even enabled to predict the crack growth rate with good agreement with the experimental results. Finally, the current investigation includes critical elements as related to the complicated and controversial topic of hydrogen embrittlment. The experimental program actually provided conditions for extremely small margins between and alternating ductile and brittle crack growth stages. However, it is important to emphasize that the whole process remained a macro event of a cleavage fracture that is kinetically dominated by the arrest potential.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
Figure 6:
Figure 7:
81
ASCP, in (001)<110> crack system, initiation stage.
Macro plasticity for two crack systems on (001) cleavage plan.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
82 Computational Methods and Experiments in Material Characterisation II
5
Conclusions 1.
In Fe3%Si crystals the selected area channeling technique enabled to characterize the crack tip strain field. This, for the specimen free surface and as well as the mid section.
2.
Due to crystal plasticity the (001)<010) and (001)<110> crack systems differ in the fine scale features that accompanied the fracture process.
3.
The herringbone fracture is a typical feature that results from crystallographic constraint in a given crystal orientation.
4.
The result shear stress analysis under mode Ι is orientation dependent that affects the crack growth sequential events.
5.
In the investigated crystals, the sub critical slow crack growth induced by external hydrogen and sustained load interactions is a dynamic cleavage process. The crack growth occurred in a discontinuous fashion and the rate is completely dominated by the arrest stage.
References [1] [2] [3] [4] [5] [6] [7] [8]
Vehoff, H. & Rothe, W., Acta Metall, 31, 1781,1983. Chen, X. Kozubowski, J. & Gerberich, W.W., Scripta Metall, 22,245,1988. Kelly, A. Tyson, W.R. & Cottrell, A.H., Phil Mag, 15,567,1967. Rice, J.R. & Thomson, R., Phil Mag, 29,73,1974. Tetelman, A.S. & Robertson, W.D., TMS-AIME, 224,775,1962. Gell, M. & Robertson, W.D., Acta Metall, 14,481,1966. Tyson, W.R., Ayres, R.A. & Stain, P.R., Acta Metall, 21,621,1973. Sih, G.C., Paris, P.C. and Irwin, G.R., Int. J. Frac.Mecha, 1,189,1965.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Section 3 Cements
This page intentionally left blank
Computational Methods and Experiments in Material Characterisation II
85
Constitutive law of structural concrete under geochemical processes S. Hernández, L. A. Romera & A. Mosquera School of Civil Engineering, University of Coruña, Campus de Elviña, La Coruña, Spain
Abstract Geochemical processes are an important issue in dam engineering and affect several classes of these structures. They are mainly produced by the chemical interaction between alkaline components of the cement and concrete aggregates triggering an expansive process that creates tensile stresses in the concrete and therefore decreasing the safety level in the construction. This phenomenon has been studied in two Spanish dams, an arch dam and a buttress dam. In both cases a number of structural models were produced and the behaviour of the dam was matched with the numerical results of the computer analysis by defining quite sophisticated constitutive laws in the concrete in accordance with recent theories.
1
Description of the Belesar dam
The Belesar Dam is an arch dam located in North West Spain. It has a height of 130 m and its maximum length at the top is about 275 m. A view the dam appears in Figure 1.
Figure 1:
Picture of Belesar Dam.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
86 Computational Methods and Experiments in Material Characterisation II Table 1. Name
R0
R1
R2
R3
R4
R5
Altitude (m) 330 312 292 272 252 232
Figure 2:
Location of displacement devices.
The dam possesses a quite complete system to obtain loading values, temperature data and structural responses. A brief description follows: — Dam displacements are measured at six locations, distributed along dam volume at different heights. Altitude values are indicated in Table 1, and locations are presented in Figure 2. — Concrete and water data temperatures are obtained by thermometers located at the exterior and inside the dam. The number of thermometer locations is higher than 300 and provide a complete set of data temperatures along dam thickness. 1.1 History of displacements in Belesar dam Usual values of dam displacements are related to reservoir level and material temperatures. Yearly variations present upstream displacement in summer, due to higher temperatures and lower amount of impounded water, and downstream values in winter due to the opposite situation. Displacement data of the Belesar dam presented at the beginning this type of yearly variation, but with an average value moving continuously upstream. The process was quite slow from 1963 to 1979 but it increased in intensity since that year. Historical evolution at position R0 (330 m) of locations 1 is showed in Figure 3. Year numbers are on horizontal coordinate and displacements (mm) are in vertical axis, with positive values corresponding to downstream values.
Figure 3:
Historical evolution of dam displacements at R0 in location 1.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
87
Database of numerical values of the expansions was divided in three historical divisions. Also information about the values of the deformation was given not only at downstream and upstream sides of the dam but also at some locations in the interior of the dam volume, precisely at the middle thickness of it. The temporal sequence of data was: year 1963 to 1970; year 1971 to 1976; year 1977 to 1997. The locations where the expansion values were given are presented in figure 4 for year 1963 to 1970. Information for the following years was described similarly.
a) Upstream.
b) Middle surface.
c)
Figure 4:
2
Downstream.
Values of expansion from 1963 to 1970 (x105).
Description of the Salas dam
Salas dam is a buttress dam located also in Galicia, between Span and Portugal. It has a maximum height of 53m. and a few pictures and some details of the construction appear in Figures 4 and 5. Horizontal lines in Figure 6 represent layers corresponding to steps of dam construction. Also grey areas are the zones where geochemical process is more developed and it can be seen that zones C-9, C-7, C-5, C-3, C-2, C-6 and C-8 are affected. Amongst them C-3 and C-5 contained areas with higher values of expansions, leading also to horizontal cracks in the concrete, specifically a value of 257·10-5 m/m in C-5 and 142·10-5 m/m in C-3.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
88 Computational Methods and Experiments in Material Characterisation II
a) Upstream view
Figure 5:
3
b) Downstream detail
Some views of Salas dam.
Constitutive law for concrete considering orthotropic geochemical damping
The current level of knowledge of the expansion process inducted in concrete by alkali-aggregate chemical reaction is partially unclear. One of the most updated approaches in modelling such behaviour links the expansion evolution to the compressive stress field in the material [1] and a few dams have been studied with this procedure [2-3]. This formulation defines a set of parameters of geochemical damping in the concrete. Clark, Hobbes and Charlword [4-7] stated that such chemical phenomenon attenuates because the compressive stress of the material and it almost stops when an upper value of stress is reached. Nominating εu the ratio of free expansion in the concrete, σL the lower stress level for free expansion and σU the stress level which stops the phenomenon, the expansion ε for a stress σ can be written as
ε = εu
σU σ ε = εu σU log σL
σ ≤σ L
if
log
ε =0
if
if
σ L ≤σ ≤σ U
σ U ≤σ
Recommended values for σL and σU are
σ L ~_ 0,3 MPa
σ U ~_ 5 − 8 MPa
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
(1.a)
(1.b)
(1.c)
Computational Methods and Experiments in Material Characterisation II
89
a) Upstream left side.
b) Upstream right side.
Figure 6:
Elevation of Salas dam.
Dams have different stress level at each direction, therefore seemed logical to consider different level of attenuation at each coordinate axis and therefore three damping parameters αx, αy, αz were defined
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
90 Computational Methods and Experiments in Material Characterisation II α y = ας y
α x = ας x
α z = ας z
(2)
being α = 10-5 m/m and ζx, ζy, ζz geochemical damping coefficients.
4
Constitutive law for concrete in Belesar dam
A finite element model was created to analyse the dam containing the following number of isoparametric hexahedral elements: Arch dam, 1952; Abutments, 255 Foundation rock, 1343.
Figure 7:
Shows the discretization.
The structural model was subjected to two-load combination representing the worst scenarios for the dam. Combination A: Selfweight + Water pressure (330 m) + Tmin + Expansion field. Combination B: Self weight + Water pressure (285 m) + Tmax + Expansion field. Structural analysis was carried out with the commercial code COSMOS/M [89]. The values of the geochemical damping parameters were obtained fixing the value of σu = 6 MPa and adopting a new condition in order to avoid excessive stress values in any direction.
σ x max + σ y max + σ z max 3
= 6MPa
(3)
and
σU σ x max
(4.a)
σU σ y max
(4.b)
σU σ z max
(4.c)
σ x max ≤ σ U
ζ x =1
and
if
σ x max ≥ σ U
ζ x=
σ y max ≤ σ U
ζ y =1
and
if
σ y max ≥ σ U
ζ y=
σ z max ≤ σ U
ζ z =1
and
if
σ z max ≥ σ U
ζ z=
Condition (3) assures than the criteria is not biased at any direction and ζx, ζy, ζz are obtained by an iterative process resultant of applying expression (3) and (4).
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
91
The complete definition of materials required the value of elasticity modulus. An extensive test carried out for specimen of the Belesar dam allowed to identify a value of E for long duration loads. The set of mechanical data were Concrete:
E = 17.000 MPa
ν = 0,25
Foundation rock type 1:
E = 37.000 MPa
ν = 0,25
Foundation rock type 2:
E = 12.500 MPa
ν = 0,25
According with the definition of the geometrical damping each load combination produces different values of the set αx, αy, αz. For the load combinations considered in the study the results turn out Combination A: αx = 0.8·10-5 m/mº C
αy = 10-5 m/mº C
αz = 10-5 m/mºC
αy = 10-5 m/mº C
αz = 10-5 m/mºC
Combination B: αx = 0.6·10-5 m/mº C
5
Comparison between computational results and real displacements in Belesar dam
Structural analysis of the finite element model was carried out considering load combinations A and B with the expansion field in years 1963, 1970, 1976, 2001. The numerical values of the displacements were compared with those provided by the monitoring system of dam located as indicated in Figure 2. The next figures represent together the actual displacement from 1963 to 2001 and the lines corresponding to the results of the numerical model. Line defined by points 1, 3, 5, 7 corresponds to combination A while line between points 2, 4, 6, 8 is the output produced by combination B. Comparison between computational values and actual displacements was made at the following points. Location 1:
Level
R0, R1, R2
Location 2:
Level
R0, R1, R2, R3
Location 3:
Level
R0, R1, R2, R3
Location 4:
Level
R0, R1, R2
One of the resultant graphs is included in Figure 8.
6
Constitutive law for concrete in Salas dam
Considering that the buttresses C-3 and C-5 that were the most affected by the geochemical expansions and they had almost similar geometry only a buttress of intermediate height was used in the study with the dimensions indicated in Figure 9. WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
92 Computational Methods and Experiments in Material Characterisation II
Figure 8:
Comparison between displacement.
Figure 9:
computational
results
and
actual
Dimensions of buttress selected.
Structural analysis was carried out using a finite element model using hexahedral elements. The discretization contained 12057 nodes and 2565 elements, and represented the buttress and the foundation rock. 6.1 Constitutive law for concrete in the case with two layers with geochemical expansions The first case under study corresponded to the situation with two layers affected of geochemical expansions and the structural model used in the analysis appears at Figure 11. WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
Figure 10:
Figure 11:
93
3-D view of finite element model.
Structural model with two affected layers.
— Weight of the concrete. — Hydrostatic pressure at a height of 836 m. — A value of geochemical expansion of 257·10-5 m/m. according with data. The first step of the study consisted in carrying out structural analysis considering the concrete as a linear material. Geochemical damping coefficients ς egax and ς egay were considered identical due to the stress distribution in the buttress which is very two-dimensional. Therefore the expression became.
α x = ας ega α y = ας ega α z = α being α = 10-5 m/mº C.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
94 Computational Methods and Experiments in Material Characterisation II Values of elastic modulus E for the materials included in the model were the ones already used in a previous technical report and appears in Table 2. Table 2:
Dam concrete
Values of elastic modulus. Type 1
Type 2
3 · 105
3 · 105
Type 3
2.54 · 105 2.54 · 105
Concrete in affected layers 2.6 · 105 2.6 · 105 2.1 · 105 Foundation rock
3 · 105
Type 4
2.1 · 105
1.5 · 105 2.54 · 105 1.27 · 105
The first type corresponds to the linear material. Type 2 is similar to the previous one but is used to consider greater flexibility of the foundation rock. Types 3 and 4 are similar to the formers but diminishing the value of E in order to consider the effect of continuous loads.
Figure 12:
Structural model showing cracks location.
The structural analysis started considering the complete structural model of Figure 11 and that step was defined a phase 0. The numerical results shown higher tensile stresses. In places where they were greater than σR = 21 kg/cm2 a crack was defined and a new structural analysis was worked out with the updated structural model. This procedure gave way to more phases where new cracks were defined until the process finally converged. The structural more showing the locations of cracks appears at Figure 12. The numerical results for the maximum values of stresses obtained in the analysis appears in Table 3. 6.2 Constitutive law for concrete with geochemical expansions in a layer Structural model associated at this case is presented in Figure 13. The set of loads included in the analysis were:
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
95
— Weight of the concrete. — Hydrostatic pressure at a height of 836 m. — Geochemical expansions of a value of 142·10-5 m/m. Table 3:
Maximum values of stresses (kg/cm2).
Tensile stress (kg/cm2)
Compressive stress (kg/cm2) Material
Type1
Type2
Type3
Type4
Type1
Type2
Type3
Type4
Phase 0
36.60
36.50
27.80
27.70
53.40
59.80
51.10
51.50
Phase 1
35.50
35.50
27.00
27.00
54.30
54.30
43.90
44.00
Phase 2
27.40
27.40
21.80
21.70
62.90
63.00
45.80
46.20
Phase 3
26.40
26.20
20.10
20.10
62.90
63.00
46.90
46.90
Phase 4
21.00
21.00
19.00
19.00
62.90
63.00
46.90
51.50
Figure 13:
Structural model for a layer with geochemical expansions.
The procedure for identifying the geochemical damping coefficient was identical to the previous paragraph and finally the resultant value was ς ega = 0,07. The set of materials and the value of the elastic modulus were those already mentioned. Structural analysis was carried out in several phases because the higher values of tensile stresses required define cracks inside the structure. Finally the process converged with the cracks location described in Figure 14, which were similar to the real cracks appearing in the dam.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
96 Computational Methods and Experiments in Material Characterisation II
Figure 14:
Cracks location.
Table 4 shows the maximum values of stresses along the process. Table 4:
Maximum values of stresses (kg/cm2).
Tensile stress (kg/cm2)
Compressive stress (kg/cm2) Material
Type1
Type2
Type3
Type4
Type1
Type2
Type3
Type4
Phase 0
117
117
97.80
97.80
98.30
98.0
82.20
82.00
Phase 1
108
109
92.00
93.00
115
116
100.00
101
Phase 2
54.4
54.6
44.00
44.30
87.20
87.90
77.20
77.80
Phase 3
23
22.90
19.60
19.20
93.80
99.60
89.29
95.19
Phase 4
17.5
17.20
15.40
14.90
92.70
92.70
88.15
93.80
7
Conclusions
The following conclusions can be extracted from this research. a)
Geochemical process constitutes a loading that significatively effects stress distribution and safety level in dams.
b)
Constitutive law for the concrete based on defining geochemical damping coefficients can be an efficient approach to reproduce dam behaviour.
c)
Values of damping coefficients depend on the dam typology.
References [1]
Léger, P., Tinawi, R. & Mounzer, N.; Numerical simulation of concrete expansion in concrete dams affected by alkali-aggregate reaction: state-of-
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
[2]
[3]
[4] [5] [6] [7]
[8] [9]
97
the-art. Canadian Journal of Civil Engineering, vol. 22, nº 4, pp. 692-713, 1995. Tanner, D.T.; The use of monitoring and finite element analysis in evaluating remedial measures at TVA’s Hiwassee dam. Proceedings of the International Conference on Alkali-Aggregate Reactions in Hydroelectric Plants and Dams, Fredericton, N.B., 28 Sept.-2 Oct., 1992. Yeh, C.H., Zipparro, V.J., Kaltsouni, M., Wagner, C., & Niznik, J.; Fontana emergency spillway, case study. International Workshop on Dam Safety Evaluation, Grindelwald, Suiza, 26-28 April, Vol. 1, pp. 187-198, 1993. Clark, L.A.; Modelling the structural effects of alkali-aggregate reaction in reinforced concrete. ACI Materials Journal, 88 (3): 271-277, 1991. Hobbs, D.W.; Cracking and expansion due to the alkali-silica reaction: its effects on concrete. Structural Engineering Review, 2(2): 65-79, 1990. Charlwood, R.G.; A review of alkali-aggregate reactions in hydroelectric plants and dams. Hydropower and Dams, 1(3): 73-80, 1994. Charlwood, R.G., Steele, R.R., Solymar, Z.V. & Curtis, D.D.; A review of alkali-aggregate reactions in hydroelectric plants and dams. Proceedings of the International Conference on Alkali-Aggregate Reactions in Hydroelectric Plants and Dams, Fredericton, N.B., 28 Sept.-2 Oct., 1992. COSMOS/M 1.71 version. User’s Manual, SARC. Santa Monica, California, 1994. Romera, L.E. & Hernández, S.: Resolución de modelos estructurales de elementos finitos con el programa COSMOS/M. Universidad de La Coruña, 1997 (in Spanish).
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
This page intentionally left blank
Computational Methods and Experiments in Material Characterisation II
99
Simulation of the behaviour of fully-graded concrete at a mesoscopic level based on a rigid body spring discrete element model Y.-P. Song1, 2, H.-L. Wang1, 2 & B.-T. Wang1, 2 1
State Key Laboratory of Coastal and Offshore Engineering, Dalian University of Technology, China 2 Department of Civil Engineering, Dalian University of Technology, China
Abstract In this paper, the behaviour of the four-graded concrete is analyzed using the mesoscopic approach which treats the concrete as a three-phase system consisting of a cement mortar continuous phase, a coarse aggregate dispersed phase, and the interface transition zone (ITZ) - an interfacial zone between cement mortar and coarse aggregates. First, according to the aggregate grading curve of fully-graded concrete and Walraven function, a random aggregate structure is generated in which the shape, size and distribution of the aggregate particles resemble real concrete in the statistical sense. Then, based on the rigid body-spring discrete element model, this paper presents a procedure for mesoscopic study behaviour of four-graded concrete under the two-dimensional stress state. At last, the proposed numerical method is validated to simulate some routine tests of concrete carried out in the laboratory (which includes uniaxial compressive and tensile test and biaxial tensile-compressive test of four-graded concrete) and it proves that this method could effectively describe the failure behaviour of concrete under various plane stress state. Keywords: four-graded concrete, mesoscopic structure, random aggregate, rigid body spring model (RBSM), strength.
1
Introduction
For various purposes, in massive concrete structures such as the concrete dam、 water gate、 dock、 harbor construction、 nuclear power plant, people WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
100 Computational Methods and Experiments in Material Characterisation II usually add fair-sized coarse aggregates in the mix design of concrete, such as adopting four-graded concrete (size distribution of coarse aggregate is 5-120 or 150mm). Obviously the safety of these massive concrete structures is of great significance to us all. The behaviors of strength and deformation between large aggregate concrete and wet-screened aggregate concrete have been compared under direct-tension, compression, splitting, bending and biaxial tests in some literature [1]. According to the experimental results, the main mechanical property of large aggregate concrete is apparently affected by the scale effect and the effect of wet screen sieve of aggregate. In order to explain away the coarse aggregate effect, the study on the numerical method of concrete is needed. Especially it is essential to establish a numerical model for the large aggregate concrete based on the meso-level. Wittmann [2] has proposed that concrete at meso-level is a composite material in which it is treated as a threephase composite consisting of coarse aggregate, mortar matrix with fine aggregate dissolved in it, and interfacial transition zones (ITZ) between the coarse aggregate and the mortar matrix. This paper has developed the rigid body spring model (RBSM) analysis program to simulate the fully-graded concrete which includes the pre- and post-processors, and the intermediate RBSM computational procedure. This method has three evident advantages: (1) The aggregates and the cement mortar are regarded respectively as different elements with random properties and their material inhomogeneity is considered; (2) Springs between two elements can simulate the discontinuity of the ITZ’s deflection and since the spring is assumed to have negligible thickness, it will not affect the geometrical dividing between coarse aggregate and mortar matrix; (3) The rigid-body-spring network provides a discrete rather than a continuum representation of fracture.
2
The principle of RBSM
The discrete element method presented here is based on the rigid body-spring model (RBSM) proposed first by Kawai and Toi [3]. Initially, this technique was used in the study of landslide (Casaverde et al., 1989 [4], also Omachi and Arai, [5]), then it has been successfully applied to different branches of structural analysis, such as the initiation and propagation of cracks [6], the seismic response analysis of structures [7] and the coupled dynamic analysis of deep ocean pipes and risers [8, 9]. Numerous examples have proved that this method is able to approximate continuous and discontinuous behavior of structures. In this method, a given structure is divided into a proper number of rigid body elements interconnected along their boundaries through flexible interfaces, i.e. spring systems between elements. In such a discrete element model, displacements of each element can be completely described by the rigid body motions of its centroid so that the lowest order (zeroth order) shape function of the element is used. The deformation energy of the structure is stored only in the spring systems between elements. The system equilibrium equations are formed from each such two-particle subassembly in the domain, as outlined below.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
101
A two-particle subassembly is shown in Figure1. Each rigid particle (triangle rigid body element) has one rotational and two translational degrees of freedom defined at some point within the particle, typically the particle centroid. Let the coordinates of these computational points be (x1, y1) and (x2, y2) for triangle rigid body elements 1 and 2, respectively. The boundary segment, or common facet, to both particles has the same endpoint coordinates (x3, y3) and (x4, y4). The interface between the particles may be represented by three individual springs joining the particles at the facet midpoint P. The spring set shown in the figure actually has zero size; points P ′ and P ′′ are coincident with point P in the undeformed configuration (i.e. they have the same coordinates). These springs are associated with a facet-local coordinate system and are assigned stiffnesses kn, kt, and kφ.
Figure 1:
RBSM model: (a) Rigid particles joined by a flexible interface; (b) Relative displacement between two particles.
Assuming small rotations, an arbitrary point (x, y) located within particle 1 will have the following displacements: u = u1 + ( y - y1)θ1 (1a) (1b) v = v1 + ( x - x1)θ1 where u1, v1, and θ1 are the computational point’s two translational and rotational displacements of the element 1. With reference to Figure1 (b), relative displacement increments of the midpoint on the common edge are given by △d = B△ue (2) where dT=[δn,δt,φ]and ueT=[u1,v1,θ1, u2, v2, θ2]; δn, δt and φ are the components of relative displacements in the normal, tangential, and rotational direction, respectively. u2, v2, and θ2 are the computational point’s two translational and rotational displacements of the element 2. Normal and tangential displacements are with respect to coordinate axes that are aligned with the common edge between two undeformed elements. WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
102 Computational Methods and Experiments in Material Characterisation II Letting xij = xi- xj, yij = yi - yj, and lij be the Euclidean distance between points i and j, we get x 43 ( x 43 x P 2 + y 43 y P 2 ) y 43 − x 43 ( − x 43 x P1 − y 43 y P1 ) − y 43 1 (3) B= x 43 y 43 ( y 43 x P1 − x 43 y P1 ) − x 43 − y 43 (− y 43 x P 2 + x 43 y P 2 ) l 43 0 − l 43 0 0 0 l 43 where point P is taken as the facet midpoint. That is, (4a) x Pi = ( x 4 i + x3i ) / 2 y Pi = ( y 4i + y 3i ) / 2 , i=1,2
(4b)
The incremental relation between internal forces and local displacements inside the connection spring is △S=D△d (5) where △ST=[N,F,M] and D is a diagonal matrix containing the normal, tangential, and rotational spring stiffnesses of the described springs (i.e. D=diag[kn, kt, kφ]). These local stiffnesses are set to approximate the elastic properties at the continuum level, and then we get the spring coefficient under the plane stress status: E 1 (6a) kn = 2 h + 1 − υ 1 h2 E 1 (6b) kt = 1 + υ h1 + h2 kϕ =
knl 2 12
(6c)
where h1、 h2 are the heights from each computational center to the common edge of element 1 and 2 (h1+h2=h), E and ν are the elastic modulus and Poisson ratio of the continuum material, respectively. When the spring system bridges over two kinds of different material boundaries, the material parameter E and ν takes the values of weighted average of the material: h E + h2 E 2 (7a) E mean = 1 1 h1 + h2 hυ + h υ (7b) µmean = 1 1 2 2 h1 + h2 where E1 and E2、 ν1 and ν2 are the different elastic modulus and Poisson ratio for different material element 1 and 2, respectively. According to the principle of virtual work for the spring system, together with above relations, we get the equilibrium relations expressed in global coordinates: K△ue=△f+fr (8) where the stiffness associated with the two-particle assemblage is (9) K=BTDB (10) fr=-BT
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
103
where fr stands for the release force vector of the spring system when the crack begins to propagate at the former step of loading increment.
3
The process of simulation based on RBSM
The discrete element method (DEM) may take into account complex macroscopic behavior, quasi-static and dynamic, such as strain softening, dilatation, failure and post-failure behavior (in a compression test, for instance), so it is used in this paper to simulate the mesomechanical behavior of fully-graded concrete. 3.1 RAS model and its automatic mesh generation Mesoscopic analysis of concrete requires the generation of a random aggregate structure (RAS) in which the shape, size and distribution of the coarse aggregate closely resemble real concrete in the statistical sense. The random aggregate structure model adopted in this paper, which had been developed by Wang [10] and his co-workers, consists of three following steps. 3.1.1 Random generation of the aggregate particles The information required in this step is the aggregate gradation curve, i.e. the number of particles for each size. The basis for the dimensional characterization of the concrete aggregates is the sieve analysis. The sieve curve describes the weight fraction W (d) of the aggregates passing through a sieve with d-wide mesh. Thanks to its good packing property, the most common sieve curve used to prepare concrete is the so-called Fuller curve: W ( d ) = d / d max . Henceforth we will refer to the Fuller aggregate size cumulative distribution. Furthermore, we will assume the aggregates to be spheres of diameter d comprised between a maximum value, dmax=150mm, and a minimum value, dmin=5mm. Walraven J. C. turned this grading curve into the two-dimensional formula: d d d d d d Pc (d 0 ) = Pk 1.445( 0 ) 0.5 − 0.5( 0 ) 2 + 0.036( 0 ) 4 + 0.006( 0 ) 6 + 0.002( 0 ) 8 + 0.001( 0 ) 10 d max d max d max d max d max d max
(11) where Pc(d0) is the percent (by mass) of aggregates passing the sieve, i.e. the mass fraction of all the aggregates with radius smaller than the specified value, d0. If aggregates of different size have all the same density, the mass fractions are the same as volume fractions. Then the random sampling principle of Monte Carlo's simulation method is used to produce an RAS (as shown in Figure 2). Since it is beyond the computational means to consider all aggregate sizes, only particle sizes greater than 5 mm are considered. 3.1.2 Generation of finite element mesh The Delaunay triangular mesh generation algorithm, which is suitable for 2-D and 3-D triangular meshes, is adopted in this paper. It stipulates that each of the circumscribed circles of all the nodes can only have three nodes. Using this
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
104 Computational Methods and Experiments in Material Characterisation II algorithm, the inner nodes can be obtained until they cover the entire inner domain. After generating the finite element mesh (as shown in Figure 3), each element is identified according to its location.
Figure 2: Random aggregate structure.
Figure 3: Finite element mesh.
3.1.3 Assignment of different mechanical properties Both the aggregate and mortar matrix phases are treated as homogeneous. Their constitutive properties are simulated using the same linear elasticity model except that they are assigned different material parameters. As has been said before, the ITZ is simulated by the zero-sized spring element; here a local shear strength threshold of Mohr-Coulomb type is introduced in this element. The constitutive relation of each element is assigned according to its location in the assembly. In addition, in order to account for the tension softening of the concrete, an incremental iterative procedure based on the secant modulus has been introduced. It will be used together with the following crack criterion. 3.2 Crack criteria in RBSM Due to the need to use a very fine mesh to properly define the geometry of the mesoscopic structure, stress concentrations near crack tips are more closely reflected in the computational results than in macro level analysis. Generally, the finer the mesh is, the higher will be the stresses developed near the crack tips. To overcome the problem, the maximum circumferential stress theory developed by Erdogan and Sih [11] combined with a Mohr-Coulomb type of criterion to account for the ITZ is adopted here. After cracking, the stiffness of the cracked element is adjusted and the whole structure is re-analyzed at the same load level so that stress relief can take place. Having finished the re-analysis, the structure is checked again to see whether there are still elements whose stresses have exceeded cracking limits. This process is repeated until there are no more elements with stress exceeding strength. Only after this iterative process is completed would the next increment of load be applied.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
4
105
Numerical examples
Based on the numerical model proposed in this study, various numerical examples are solved, to check the capability of the model to predict the experimental results. 4.1 Numerical simulation of concrete under uniaxial compression
VWUHVV�03D
First of all, the numerical model proposed in this paper is used to analyze a fourgraded concrete specimen of size 450×450×450mm3 subjected to uniaxial compression. The random aggregate structure of the concrete specimen and its finite element mesh are shown in Fig. 2 and Fig. 3 .The mechanical parameters used for the numerical simulation are as follows: Limestone aggregate:E0=55.5GPa,ν=0.2, ft=6.0MPa, fc=80.0MPa Mortar matrix: E0=25.5GPa, ν=0.2, ft=2.30MPa, fc=25.8Mpa ITZ: kn=kl=107MPa/m, ν=0.2, ft =2.10Mpa, fc=21.21Mpa (E0、 ν、 ft、 fc are the elastic modulus, Poisson ratio, tensile strength and compressive strength of each phase, respectively) The ultimate compressive strength that the numerical method gets is 17.31MPa; while the value got by test is 18.58MPa.The stress-strain data gained by experiment and the curve gained by numerical simulation are illustrated in Figure 4. Good consistency is discovered by the comparison of the two stressstrain curves. �� �� �� �� �� � � � � �
FRPSXWLQJ�GDWD WHVW�GDWD
�
Figure 4:
���
��� ��� VWUDLQ��� ��
���
����
Numerical and experimental stress-strain data comparison.
4.2 Numerical simulation of concrete under uniaxial tension A four-graded concrete specimen of size 450×450×1200mm3 subjected to uniaxial tension is analyzed. The parameters used for the numerical simulation are the same as the former example. The macroscopic stress-strain curve obtained by the numerical simulation is shown in Figure 5, while the various stages of crack propagation are illustrated in Figure 6.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
106 Computational Methods and Experiments in Material Characterisation II
σ/σmax
In the figures, we can see that: the first crack is formed at an aggregate/mortar interface when the peak load is reached, and at the same time stress-strain curve of the concrete starts to descend. Thus, strain softening of the concrete under tension coincides with the crack propagation process. It is also seen that the cracks formed are highly localized within a narrow band; this is in accordance with the phenomena observed in tensile test of the big specimen.
Figure 5:
1.2 1 0.8 0.6 0.4 0.2 0 0 1 2 -4 ε(10 )
3
4
5
6
7
8
9 10
Stress-strain curve under uniaxial tension by numerical simulation.
( a)
(b)
(c) Figure 6:
(d) Various stages of crack propagation.
4.3 Numerical simulation of concrete under biaxial loading Here we used the numerical specimen, which is previously subjected to uniaxial loading, to study its failure characteristics under biaxial loading. The monotonic WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
107
proportional biaxial loading was gradually applied in two vertical directions with displacement control. The biaxial strength envelopes of the four graded concrete can be obtained numerically in Figure 7. Take the numerical results of biaxial compressive loading for example, it can be found the uniaxial compressive strength is 16.5MPa, while biaxial compressive strength is 23.1MPa when the ratio of stress σ1:σ2 is 1:1, so we can draw a conclusion that there is an obvious increase in compressive strength under biaxial compression than uniaxial compression. Although the numerical simulation was carried out as a plane stress problem, we can see that the failure of four graded concrete under biaxial compression is predominantly caused by tensile damage in the third direction. Due to the lack of experiments of large specimens for four graded concrete under biaxial loading, we cannot compare the numerical results with the experimental results, but the results not only basically agree with the small sized concrete specimens, but also agree with other published finite element solutions. Numerical results show that the formulation is considerably effective and saving time. 5
σ1 σ2
0 -30 -25 -20 -15 -10
-5
0
5
10
-5 -10 -15 -20 -25
Figure 7:
5
Biaxial strength envelope by numerical simulation.
Conclusion
In parallel with experiments, an attempt was made to model the failure of concrete for use in a computer code based on discrete element method (DEM). In this approach, a damage criterion combining Mohr-Coulomb shear strength threshold and fracture toughness is adopted to overcome the problem of very fine mesh for the mesolevel simulation. Then an adaptive incremental displacement controlled iterative scheme and secant stiffness proposed herein can simulate the post-peak behavior of concrete well. The comparison of numerical simulation and test results demonstrates that, based on the limited experimental research work, using meso-level numerical models to simulate mechanical property of mass concrete with large coarse aggregate is viable.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
108 Computational Methods and Experiments in Material Characterisation II Especially, it is an advantage to simulate crack propagation through aggregate or interface with the discrete element model. Computational simulation not only is a much less expensive alternative to the experiments, but also provides a more comprehensive knowledge about the working performance and failure mechanism of the mass concrete.
References [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11]
Bao-ting, Wang, Simulation of Full-graded Aggregate Concrete Constitutive Behavior Based on RBSM (Chapter 4), ph.D.thesis. Dalian University of Technology, China, 1997. Wittmann, F.H. Simulation and analysis of composite structure, Mat Sci and Engrg, 6(8) pp.239-248, 1985. Kawai T. New element models in discrete structural analysis. Japanese civil engineering society symposium, pp. 584-591, 1976. Casaverde, L.; Iwashita, K.; Tarumi, Y.; Hakuno, M., "Distinct element analysis for rock avalanche" Struct. Eng./Earthquake Eng, 3(4), pp. 131140, 1989. Omachi T., Arai Y. Dynamic failure of rockfill models simulated by the distinct element method. Numer. Meth. Geomech, 7(6), pp. 1855-1860, 1988. Cambou, B. From global to local variables in granular materials. In: Second International Conference on Thorntoned, Powders and Grains, Balkema, pp. 73–86, 1993. Lloyd, G. M.; Wang, M. L.; Satpathi, D., "The role of eigenparameter gradients in the detection of perturbations in discrete linear systems" Journal of Sound and Vibration, 4(3), pp. 299-316, 2000. Hart, R. An introduction to distinct element modeling for rock engineering. In: Proceedings of the Seventh International Congress on Rock Mechanics, pp. 245–261, 1991. Kusano, N., Aoyagi, T., Aizawa, J., Ueno, Morikawa, H., Kobayashi, N. Impulsive local damage analyses of concrete structure by the distinct element method. Nucl. Eng. Design 138, pp.105–110, 1992. Wang ZM. Mesoscopic study of crack growth and composite behavior of concrete (Chapter 5). Ph.D thesis. Tsinghua University, P.R. China, 1996. Erdogan F., Sih G.C. On the crack extension in plates under plane loading and transverse shear. Journal of Basic Engineering (ASME), pp.519-525, 1963.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Section 4 Biomaterials
This page intentionally left blank
Computational Methods and Experiments in Material Characterisation II
111
A novel elastometer for soft tissue S. M. Harrison1, M. B. Bush1 & P. Petros1,2 1 2
University of Western Australia Royal Perth Hospital
Abstract A novel device has been designed to allow a surgeon to determine the medium strain (5-25%) compressive properties of highly extensible soft tissue during a surgical procedure. The motivation for the instrument is the need for accurate knowledge of the elastic properties of vaginal tissue in vivo during corrective surgery for incontinence in women. Studies have shown that a surgical technique that adjusts the elastic nature of vaginal tissue can reduce urge and stress incontinence symptoms. The success of the surgical technique would be greatly enhanced by the introduction of an objective measure of the stiffness of vaginal tissue. The compressive deformation is achieved by folding and pinching (indenting) the tissue between two circular cylinders. The applied load and indentation depth are used to estimate the elastic properties of the sampled tissue. A linear material model has been developed and tested against commercially available elastomers. The limits of application of the linear material model were determined using FEA and results from the experimental testing. A basic nonlinear model is also presented that can determine the Neo-Hookean constant of the material. The simple algorithms developed allow immediate inversion of measurements to give elastic properties, thereby permitting multiple readings to be made during a surgical procedure, an outcome that would not be possible if FEA or similar numerical methods were needed for interpretation of the readings. Experimental and numerical results are compared to the analytical models and a discussion of initial design ideas is presented. The device is shown to yield elastic modulus of test materials with an error of less than 10%. Keywords: soft tissue elastometer, large strain, FEA, in-vivo.
1
Introduction
The knowledge of a measure of the elastic nature of particular human tissue structures has significant value to many areas of medicine. In particular some WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
112 Computational Methods and Experiments in Material Characterisation II tissue structures fulfil structural roles that depend on their elastic response. Failure of this role may necessitate surgical correction - quantitative measurement of the elastic properties of the tissue could enhance the success rates of such procedures. Incontinence is a problem experienced by up to half of the female population [1], depending on age. Symptoms include leakage due to stress such as sneezing or coughing (stress incontinence) and increased frequency of the need to empty (urge incontinence). Treatments range from symptom orientated solutions, such as absorption pads, to preventative measures such as muscle training exercises and surgery. The latter is the most successful [2], but may be excessive for some patients. Petros and Ulmsten proposed the “Integral Theory of Incontinence” [3], which suggests that the tensile state of the vaginal hammock is a deciding factor in urge and stress incontinence. Fig 1 shows how the urethra connects to the pubococcygeus muscle (PCM) via the vaginal hammock. In the case of a stress situation (e.g. a cough or sneeze) the PCM pulls against the levator plate (LP) and the longitudinal muscle of the anus (LMA) to kink the urethra, while other structures act to reduce the diameter of the urethra [4]. If the vaginal tissue is too lax then excessive extension of this structure will limit the extent of the kink that can be applied to the urethra. Significant laxity can be caused by trauma (such as childbirth) or ageing, leading to leakage. An incorrect magnitude of tension in the vaginal hammock can also displace the bladder. This results in pressure on the nerve bundles that would normally only be under pressure when the bladder is full. Subsequently the brain is prematurely signalled of the need to empty. This is an example of an “urge” incontinence symptom. Corrective surgery using this model is successful, but could be improved by a device that measures the elastic properties of the vaginal hammock in the surgical environment. Elastometers suitable for application to soft tissue have been under development for the last thirty years. In general a deformation is applied to the tissue and a measure of elasticity estimated by interpreting the load-displacement relationship. Indentation by a spherical indentor has been the more prevalent type of deformation employed. Hayes’ popular boundary value solution [5] was utilised by Lyyras [6] in a novel arthroscopic device that removes some of the uncertainty of indentation depth. Toyras [7] employed ultrasonic thickness measurement to further enhance results. Testing site conditions may prohibit the use of indentation for the accurate determination of the mechanical properties of soft tissue. In this case other methods must be developed, taking into account accessibility, material geometries and current technologies. Instruments employing pipette aspiration [8], balloon inflation [9] and sonic methods [10] have been developed for various applications. All methods produce a complex deformation that makes interpretation of the force-displacement relationship an equally complex task. In this study we propose a localised indentation method based on the concept of pinching of skin between the thumb and forefinger. Two effectively rigid cylinders are employed to fold and then compress (indent) the test tissue. The required load to indent the tissue to a certain depth gives a measure of the
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
113
mechanical response of the tissue. This deformation has the advantage of isolating the test area, or “pinch zone” (Fig 2), from surrounding structures and eliminates the need for complex spatial imaging. Output from the instrument can be processed immediately, allowing for multiple readings to be made during a surgical procedure.
(a)
(b) Figure 1:
Anatomy of the female pelvic floor relevant to stress incontinence. The pubococcygeus muscle (PCM) attaches to the urethra via the vaginal hammock (VH). During emptying the urethra is relatively straight (a). Under stress (b) the PCM pulls against the levator plate (LP) and the longitudinal muscle of the anus to kink the urethra as part of the closing mechanism. An incorrect stiffness of the vaginal tissue may lead in incomplete closure and hence incontinence.
A linear elastic model has been developed to determine either the initial (zero strain) elastic modulus or a hyperelastic material constant. To date, the model has been used to estimate the elastic properties of nonlinear polymer materials. Finite Element Analysis and experimental observation have been used to determine the limits of application of these models. The focus of this study was to design and test a prototype of the device that resembles an instrument that could be used in surgery
2
Analysis
The deformation in the pinch zone (Fig 2) is modelled as a symmetric indentation by a rigid cylinder of finite length. A known solution to the
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
114 Computational Methods and Experiments in Material Characterisation II analogous planar problem (cylinder of infinite length) is corrected to allow for the end effects caused by the finite length of the indentor. Alblas and Kuipers provided a closed form of the load exerted during planar indentation by a rigid cylinder on a thin strip [11]: b c b b 1.333 + 0.680 + 0.115 + 0.074 c c R c 2
PC =
3
E c2 , 2 2( 1 − υ ) b
(1)
where PC is the applied load, R is the radius of the indentor, b is the thickness of the sample, E is the elastic modulus, υ is the Poisson ratio and c is the contact width, which is calculated from the indentation depth at the centre of the indentor, v0: c = (0.170b) 2 − 2 × (0.029b 2 − v 0 R) − 0.170b .
(2)
The end effects are estimated by reference to the analogous case of indentation by a rigid rectangular punch. Solutions for the case of a punch of finite width and the case of an infinite punch (uniaxial compression) are both available. It is postulated that the necessary correction to planar uniaxial compression that accounts for the edge effects associated with a finite punch is similar to the correction required to adjust between the cases of indentation by an infinite cylinder and indentation by a cylinder of finite length. Alblas and Kuipers provided a closed form representation of the forcedisplacement relationship for planar rectangular indentation of an incompressible material [12]: PFLAT =
v0 0.680 b 4 E 1 + 4 C 3 b
(3)
In this case the applied load is PFLAT, and C is the half width of the indentor. Planar compression is similar to uniaxial compression, except that the inplane strain normal to the direction of the indentation is zero: PU =
v0 4 E . b 3
(4)
The end effect correction to (1) is estimated by the ratio of PFLAT to PU, resulting in the indentation force, F: F = PC
PFLAT . PU
(5)
Studies have shown that it is possible to determine a nonlinear material parameter from the instantaneous elastic modulus E for any load-displacement WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
115
data set taken from a non-linear elastic material. The relationship appears to be adequately represented by an exponential function:
ε = (Ae Bv 0 / b + D) ln1−
v0 , b
(6)
where ε is the effective true strain and v0/b is the nominal strain. The variables A, B and D have been determined from Finite Element analysis and appear to be representative of the reaction of all materials tested so far. Assuming a Neo-Hookean hyperelastic model, the single nonlinear material parameter, C10, may be estimated by: C10 =
E . 2(2e 2ε + e−ε )
(7)
If the Neo-Hookean model adequately represents the stress-strain behaviour of the test material in the appropriate strain range then this is more informative measure of elastic response.
3
Materials
Two commercially available elastomers were employed to model soft tissue. Hyperelastic (Mooney-Rivlin) material models were fitted to uniaxial test data (tensile and compressive, N=25). Samples were cut from the sheeting using a punch. The samples were of different stiffness and thickness to allow testing of the generality of the theoretical model. Sample 1 was 1.6 mm thick and was modelled with Mooney Rivlin constants C10 = 1.2 MPa, C01 = 0 MPa. Similarly Sample 2 was 3 mm thick, with C10 = 0.769 MPa, C01 = 0.0699 MPa.
4
Method
A prototype elastometer was designed and constructed (Fig 2). Two scissoring arms pivoted on a low friction bearing were driven by a stepper motor. The prototype allows for various cylinder sizes to be employed. Strain gauges were attached near the bearing (at the point of maximum flexure) to capture the deflection of the arms with the greatest sensitivity. Displacement of the contacts was determined by the speed of the stepper motor, corrected for the flexure of the arms, and verified by a large travel (±25mm or ±1”) extensiometer (Instron Corporation, MA, USA). The strain gauges were calibrated using static weight loading. The output from the strain gauges was captured using LabVIEW software (Labtech, USA) through a 16 channel multiplexer (Keithley, USA). Standard weights of 50 g (1.76 oz) to 250 g (8.82 oz) were added and the signal from the strain gauges was correlated to the applied load. The speed of the stepper motor was estimated by the extensiometer.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
116 Computational Methods and Experiments in Material Characterisation II
(a)
(b) Figure 2:
Schematic of the scissoring device (a) and identification of the “pinch zone” (PZ) (b).
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
117
Cylindrical contacts of radius 5mm (1/5”) and length 25mm (1”) were machined and bolted onto the instrument arms. Surfaces were lubricated using a commercially available, petroleum based lubricant. A reasonable number of readings were taken (N=25) and results were analysed using the model above (eqn 1-5). The elastic constants were then compared to results from uniaxial testing.
5
Results and discussion
A sample load calibration curve is presented in Fig 3. The response was very linear (R = 1.000) and the correction multiplier and offset are listed. It is anticipated that future routine calibration can be achieved using a set of “standard” elastomer samples. 2 0 -0.2
0
0.2
0.4
-2
Load [N]
-4
y = -26.705x - 3.1211 R2 = 0.9999
-6 -8 -10 -12 -14
Strain gauge output [V]
Figure 3:
A sample calibration curve for the strain gauge determined by static loading of standard weights.
Table 1 lists the elastic properties of both elastomers measured using the indentation instrument and the values determined by standard uniaxial testing. Results displayed good accuracy and precision, the latter by a 95% confidence interval. Implementation of the pinching deformation in this manner allowed for an insight into possible design issues of the surgical instrument. The scissoring movement was easy to employ, but a more linear travel may be possible by moving the bearing as far away from the tissue contacts as possible. The drive from the stepper motor seemed an unnecessary addition and it may possible for
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
118 Computational Methods and Experiments in Material Characterisation II the operator to close the contacts manually. This would have added advantages as the operator would develop an intuitive sense of the stiffness of the tissue and there would a smaller likelihood of damage to the tissue. A more compact handheld version of this device is not expected to add significantly to experimental error. Table 1:
Elastic material constants determined by the instrument and standard compression testing.
Nominal
0% to 25%
Strain
Standard Testing (N=25)
Test Method: Nominal
3 mm
Instrument (N=25)
Standard Testing (N=25)
Instrument (N=25)
Neo-Hookean
Young’s Modulus
Thickness
1.6 mm
0% to 25%
Constant C10
1.21 MPa
1.34 MPa
0.214 MPa
0.222 MPa
± 0.07 MPa
± 0.03 MPa
± 0.02 MPa
± 0.01MPa
Error
10%
Error
4%
1.10 MPa
1.05 MPa
0.187 MPa
0.175 MPa
± 0.05 MPa
± 0.06 MPa
± 0.02 MPa
± 0.01 MPa
Error
(-)4%
Error
(-)6%
Fig 4 shows a typical output signal from the instrument applied to a particular polymer sample, compared to the prediction of the analytical model. The result is very sensitive to accurate determination of the point of initial contact. This is difficult due to the highly nonlinear shape of the initial stages of deformation. An iterative technique has been developed to provide accurate determination of this point of contact (and the corresponding sample thickness), producing the results indicated. In general the current design of the apparatus proved sufficient for the laboratory, but the surgical environment requires sterilisation of all instruments. The sensitive parts of the instrument must be placed such that they are not damaged by a procedure such as autoclaving.
6
Conclusions
The prototype device was very successful at delivering the cylindrical indentation to the elastomer samples. Results were consistent and accurate, suggesting that the concept has promise in the surgical environment. The
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
119
prototype will be modified so it can hand-held and results can be compared to this study. The design must also be optimised for ease of sterilisation. 40 35 30
Load [N]
25 20 15 10 Model 5
Instrument
0 0
0.5
1
1.5
Displacement [mm]
Figure 4:
A sample output from the instrument compared to the model prediction.
Acknowledgement This project is supported by a grant from the Australian Research Council.
References [1] [2] [3] [4]
[5]
Millard, R., The prevalence of urinary incontinence in Australia. Aust Continence J, 1998. 4(4): p. 92-99. Maher, C., Female Urinary Incontinence. What causes it and how to treat it. Medicine Today, 2002. 3(2): p. 15-21. Petros, P.E.P. and U. Ulmsten, An Integral Theory of Female Incontinence. Acta Obstet Gynaecol Scan, 1990. 69(Suppl 153): p. 7-31. Petros, P.E.P. and U. Ulmsten, Part II. The biomechanics of vaginal tissue and supporting ligaments with special relevance to the pathogenesis of female urinary incontinence. Scand. J. Urol. Nephrol. Suppl., 1993. 153: p. 29-40. Hayes, W.C., et al., A mathematical analysis for indentation tests of articular cartilage. J. Biomech, 1972. 5: p. 541-51.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
120 Computational Methods and Experiments in Material Characterisation II [6]
Lyyra, T., et al., Indentation instrument for the measurement of cartilage stiffness under arthroscopic control. Med. Eng Phys, 1995. 17(5): p. 3959. [7] Toyras, J., et al., Technical Note: Estimation of the Young's modulus of articular cartilage using an arthroscopic indentation instrument and ultrasonic measurement of tissue thickness. J. Biomech, 2001. 34: p. 2516. [8] Kataoka, N., et al., Application of the pipette aspiration technique to the measurement of local elastic moduli of cholesterol-fed rabbit aortas. Theoretical and Applied Mechanics, 1994. 43: p. 233–38. [9] Lose, G., et al., New probe for measurement of related values of crosssectional area and pressure in a biological tube. Med. & Biol. Eng. & Comput, 1986. 24: p. 488-92. [10] Ghista, D.N., B.N. Rao, and A.S. H., In vivo elastic modulus of the left ventricle: its determination by means of a left ventricular vibrational model and its physiological significance and clinical utility. Med. Biol. Eng., 1975. 13(2): p. 162-70. [11] Alblas, J.B. and M. Kuipers, On the Two Dimensional Problem of a Cylindrical Stamp Pressed into a thin Elastic Layer. Acta Mech., 1970. 9: p. 292-311. [12] Alblas, J.B. and M. Kuipers, Contact Problems of a Rectangular Block on an Elastic Layer of Finite Thickness. Acta Mech., 1969. 8: p. 133-145.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
121
Micromechanical study of green wood subjected to mode I fracture S. Vasic & S. Stanzl-Tschegg Department of Materials Sciences and Process Engineering, Institute for Physics and Materials Science, BOKU University of Natural Resources and Applied Life Sciences, Vienna, Austria
Abstract The importance of environmental effects on the structural performance of wood has been known for ages, moisture being the most pronounced degradative effect that needs to be taken into account at different levels of wooden structure durability. Moisture content has an effect on many mechanical and physical properties below the fiber saturation point. The results presented herein focus on the chracterisation of fracture mechanisms and properties of softwoods and hardwoods at the highest moisture content around the fiber saturation point, where wood can be regarded as a poroelastic fluid-saturated media. Small wooden specimens were subjected to opening fracture mode I loading with the wedge-splitting loading stage which allows for in-situ real-time ESEM investigations. Fracture responses are reported for four different wood species tested ex situ, and fracture parameters such as total fracture energy are discussed related to two fracture directions RL and RT. It is concluded that micro-study provides valuable evidence on the change of fracture mechanism with wood species and fracture orientation. Keywords: wood, fracture, ESEM, moisture, poroelasticity, fluid-saturated media, crack.
1
Introduction
In the living tree, wood contains large quantities of water. As green wood dries, most of the water is removed. The moisture remaining in wood tends to come to equilibrium with the relative humidity of the surrounding air. Moisture moves by
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
122 Computational Methods and Experiments in Material Characterisation II two main mechanisms in wood as a porous material: capillary action (liquid) and diffusion of bound water (vapour). The quantity of moisture adsorbed by wood is governed almost exclusively by ambient conditions of relative humidity. Because of its unusually strong influence on virtually all physical properties, the vapour pressure which controls moisture must be classed as an important environmental variable. Adsorbed moisture causes dimensional changes as well as alternations of mechanical properties, such as modulus of elasticity, ultimate stress, work of fracture and brittleness. Experimental data reported suggest that certain mechanical properties, especially strength, may attain a maximum value at approximately 5 percent moisture content and decline at lower levels of moisture. The past studies have shown that that the fracture nature in wood is related to Moisture Content (MC) [1]. This study was prompted by the fact that not enough information is available on wood fracture mechanics during moisture absorption process (under moisture non-equilibrium states). At a constant temperature of 20oC, three levels of relative humidity were considered: 66, 82 and 100 percent. The results indicated that the moisture content did not influence the fracture path. With longer moisture absorption times, the time needed to reach the maximum load also grew. The fracture toughness gradually increased from oven-dry state adsorbing moisture to 82 percent RH, but decreased from 82 to 100 percent RH. The maximum fracture toughness was reached at 16,8 percent MC. In the study reported by King et al., [2], 3-point bending Single Edge Notched (SEN) specimens of Radiata Pine were tested in modes I, and compact shear specimens in mode II. It was found that mode I fracture toughness in all fracturing directions was lower for wet wood than for dry. However, in TR direction fracture toughness was higher for wet wood and in the TL direction they did not differ significantly. Failure of wet wood in TR direction may have exhibited mixed mode fracture. As reported by Kretschmann and Green [3], for tensile strength parallel and perpendicular to grain and mode II fracture, the peak at all levels of density distributions was reached between 10 and 12 percent MC. For mode I fracture, this peak was reached around 5 to 7 percent MC. Green wood is often defined as freshly sawn wood in which the cell walls are completely saturated with water. Green wood also contains the water in the cell lumens, well-known as free water, as opposed to bounded water in the wood cells. The moisture content at which both the cell lumens and cell walls are completely saturated with water is the maximum possible moisture content. Lumen volume decreases as specific gravity increases, so maximum moisture content also decreases as specific gravity increases because there is less room available for free water. The present study focuses on the fracture initiation and propagation in green wood conditioned at 98 percent relative humidity. It was reported that only below the relative humidity of 84 percent, there is no liquid water present in wood. Therefore for the present fracture investigation of green wood, it is reasonable to assume that it can be theoretically treated as a poroelastic fluid-saturated media. Fracture initiation and growth in porous, fluid-saturated materials is an important issue in geophysical and environmental problems. The coupling of
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
123
deformation with diffusion can significantly affect the mechanical response of fluid-infiltrated materials such as soils, rocks, sands and bones [4]. In particular, the interaction between the pore fluid and volumetric deformation of the solid skeleton has been identified as important factor. Virtually all biological tissue consists of a solid and fluid phase and can be treated in the context of mixture theory. For bone, the solid phase is an anisotropic composite that is inhomogeneous at microscopic and macroscopic scales, while the fluid, mostly water, may be modelled as incompressible or compressible with very large bulk modulus. The treatment results in the dependence of mass flux upon strain gradient. Fluid saturation conditions hold in biological tissues, for which case the fluid volume fraction is simply the pore volume fraction, in green wood this definition applying only for free water. The presence of water is commonly handled by means of the effective stress concept, where the total stress is summed with the effect of fluid pressure. The concept of fluid lag can also be introduced (a region of reduced pressure between the fluid front and the fracture tip). The tip cavity is in fact filled with evaporated fracturing fluid under constant pressure, negligibly small compared with the stress field far from the fracture. Whereas the crack tip moves at a speed dependent on the mechanical characteristics of the medium, the fluid within the fracture moves depending on permeability defined by the cubic law. The cohesive effects smooth the stress field, which presents local concentrations, whereas the fluid pressure is more regular because of the limited pressure value at crack tip. Water pressure inside the crack reduces the maximum principal stresses in the neighbouring areas. The theory of poroelasticity developed by Biot accounts for the coupled processes of fluid flow and elastic deformation of a porous medium which is saturated with either an incompressible or a compressible pore fluid [5]. Poroelasticity is a well-developed theory for the interaction of fluid and solid phases of a fluid-saturated porous medium [6]. The poroelastic field variables are the total stress, the pore pressure, the strain in the solid phase and the variation in dimensionless fluid content. For poroelastic materials, the flow of energy into the pore fluid tends to stabilize the crack growth and results in a quasi-static extension of the crack with a certain velocity. The pore pressure behaviour at the crack tip as r approaches zero is not spatially singular for steadily propagating poroelastic fracture problems. Given such a background, the phenomena of crack initiation and propagation in green wood cannot be considered trivial. Therefore a thorough experimental and theoretical study has been undertaken in order to gain an insight into the interaction of singular stress field due to the crack presence with the fluid present as a free water and moisture bounded in the wood cells, which affects elastic properties. It should be noted that the results presented herein are considered preliminary, as a starting step of the comprehensive research project in which all previously elaborated postulates from the literature will be further explored and taken into account within the finite element analysis of the moisture related phenomena.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
124 Computational Methods and Experiments in Material Characterisation II
2
Experimental study
Freshly cut wood from the Lower Austria, namely spruce, pine, beech and oak, was stored in the climate chamber at the relative humidity of 98 percent and temperature of 20oC. The specimens were cut for diffusional monitoring (weight change versus time) as well as for mechanical testing. Two different fracturing directions were chosen: radial-longitudinal (RL) and radial-tangential (RT), where the first letter denotes the direction of loading, and the second direction of crack growth. As already mentioned, present results are part of the comprehensive experimental programme of investigating the interaction of moisture content with fracture mechanisms in wood. It is planned to perform fracture experiments at different moisture contents, namely 6, 12, 18 and 30 percent to follow the change in the fracture patterns, as well as at different number of humidity cycles (ranging from 30 to 70 and from 40 to 90 percent RH). The present study comprises only the specimens tested at 30 percent moisture content, when the wood is fully saturated with water. Each test series consisted of 10 replicates, with 8 specimens tested ex situ and 2 planned to be tested and examined in situ.
Figure 1:
Loading wedge-splitting stage inside the climate plexiglass box.
Micro-wedge splitting tests on four different species and in two fracture directions were performed ex situ in the climate box with controlled relative humidity of 98 percent. The set-up in the climate box is shown in Figure 1, where the air from bottle with the salt solution is pumped into the plexiglass box, insulated on the cover for the humidity loss. Humidity sensor was used to control
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
125
the relative humidity inside the box. The loading device with the mounted specimen is shown in Figure 2. A loading wedge with two rolls moves against the sloped surfaces of the specimen, whose geometry is adjusted to fit the loading device. On the opposite side, the loading wedge is mounted to the load cell to measure the load levels, while one LVDT is attached to the moving block to measure the displacement of the wedge. The wedge is attached to a microtensile machine constructed to fit the ESEM chamber by Frühmann et al., [7]. The geometry of the specimens is depicted in Figure 3, with the inclined front surfaces to fit the loading wedge head. Displacement rate for the ex situ experiments was 6 µm.
Figure 2:
Wedge-splitting loading device with the mounted specimen. 20 30o
20 mm
30 mm
5
10
10
26
Figure 3:
3
5,00
26 mm
Geometry of the micro-wedge splitting specimens.
Results and discussion
The averaged load – displacement curves for all four wood species are shown in Figure 4 (RL direction) and Figure 5 (RT direction). To emphasise the difference
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
126 Computational Methods and Experiments in Material Characterisation II between the two fracturing directions, averaged load – displacement curves for spruce are shown in the same graph (Figure 6). From the experimental curves, several fracture parameters could be obtained, as shown in the Table 1: maximal load, corresponding displacement, initial stiffness and total fracture energy. The initial slope corresponds to the linear elastic stiffness of the material at the specific moisture content. Total fracture energy corresponds to the integrated area under the load – displacement curve divided by the nominal fracture surface area. It was possible to calculate total fracture energy for all specimens tested, as all specimens exhibited stable crack propagation subsequent to reaching the peak load. 80 75 70
R L direction A ve rage cu rves
65 60
O ak
55
Force (N)
50 45
B ee ch
40 35
P in e
30 25 20 15
S p ruce
10 5 0 0
500
1000
1500
2000
D isplacem ent ( µ m )
Figure 4:
Average load – displacment curves for RL direction.
35
RT direction average curves
30
Oak
Beech
Force (N)
25
Pine
20 15
Spruce 10 5 0 0
500
1000
1500
2000
2500
3000
3500
Displacement (µm)
Figure 5:
Average load – displacement curves for RT direction.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
127
30
Spruce, 30 % MC
25
RL direction
Load (N)
20
RT direction
15
10
5
0 0
500
1000
1500
2000
2500
Displacement (µm)
Figure 6:
Average load – displacement curves for spruce, RL and RT direction.
As visible in Figure 4, in RL direction spruce appears as the weakest and most brittle species, while oak appears the strongest and most ductile. The mean value of the maximum load is 3.45 times higher in oak compared to spruce. The total fracture energy, which is the energy consumed in elastic deformation, crack initiation and crack propagation is also the highest for oak, and 2.88 times higher compared to spruce. The initial stiffness of the load – displacement curves is also the highest for oak. Between the softwoods, namely spruce and pine the differences between the mean values are not huge, while beech and oak, the hardwoods, differ to a higher extent. The results support the contention that differences in microstructure of various wood species play a significant role in the mechanical fracture behaviour. When comparing the two fracturing directions (RL and RT), it is apparent that the maximum load attained in RT direction is slightly lower than in RL direction. However, the differences in the corresponding deformation are more pronounced, especially for softwoods, the values being 2.4 times higher in RT direction for spruce. Consequently, the initial stiffness in RT direction for softwoods is much lower than in RL direction. These differences are however not reflected in the values of fracture energy, the fracture energy for spruce in RT direction being higher than in RL direction, while much lower for oak in RT direction than in RL direction. It should be noted that in RL direction in softwoods, the fracture path proceeds along the fibres, with fibres peeling off and to some extent by trans-wall fracture, while in the RT direction fibres are exposed to trans-wall fracture to a higher degree. Figure 7 shows the fracture pattern in spruce in RT direction conditioned to a lower moisture content than
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
128 Computational Methods and Experiments in Material Characterisation II presented in this study [8]. Regarding the species microstructure, it should be noted that pine and spruce are softwoods with resin canals, but the canals differ in their size (diameter). Pine has large, numerous resin channels, while spruce has small, sparse resin channels. On the contrary, oak for example is a ringporous hardwood, with the rays of differing widths and the large vessels distributed often in bands, while beech belongs to diffuse porous hardwoods, in which the vessels are more evenly distributed and smaller in size. Differences in microstructure together with the interaction with moisture effects in terms of bound and free water can explain the trends in the main fracture parameters presented in Table 1.
Figure 7:
Fracture path in spruce, RT direction.
When compared to the results in the previous study of wedge-splitting behaviour of spruce and beech in TR direction as performed by Frühmann et al. [7] with the same experimental set-up but at the moisture content of 12 percent, it can be concluded that the effect of higher moisture content is most pronounced on the initial stiffness, which increases significantly when the wood is dried to the common in-service moisture content, having in mind also the difference in the fracture direction (RT versus TR). Wood became more brittle with drying and stability of the post-peak response was achieved only for beech, with the value of fracture energy slightly higher than in green wood for RT direction.
4
Concluding remarks
Preliminary results on the microscopic investigation of the influence of the moisture content on the fracture mechanisms and characteristics of wood have been presented for green wood. Load – deformation responses from ex-situ experiments have been obtained, which enabled calculation of relevant fracture characteristics such as peak load, initial stiffness and total fracture energy.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
129
Differences in the fracture parameters evaluated can be attributed to wood ultrastructure variability between different wood species and between the two fracture directions RL and RT. Even between the softwoods (and hardwoods) differences have been found, which can be explained with different resin content, and the size and distribution of vessels. Table 1:
Characteristic parameters for ex situ experiments, RL and RT direction.
Spruce
RL
Pine
RL
Beech
RL
Oak
RL
Spruce
RT
Pine
RT
Beech
RT
Oak
RT
Mean COV Mean COV Mean COV Mean COV Mean COV Mean COV Mean COV Mean COV
Fmax (N) 28.75 11.7% 31.39 7.11% 85.95 14.0% 99.28 21.2% 23.12 30.9% 21.17 27.4% 51.88 12.8% 41.48 7.4%
smax (µm) 962.98 21.2% 877.65 4.87% 1094.1 21.4% 852.51 17.2% 2339.21 25.18 1994.85 26.55% 1195.86 7.43% 1261.88 19.45%
kinit (N/mm) 31.2 24.9% 35.8 7.8% 81.0 21.2% 118.1 23.66% 9.86 9.08% 10.67 14.13% 43.33 9.2% 23.23 15.06%
Gf (N/m) 259.43 25.5% 298.97 15.4% 571.87 16.22% 747.78 40.3% 383.99 36.6% 299.08 38.5% 590.83 24.5% 373.35 12.4%
Future research programme which is currently under way encompasses the insitu real-time ESEM tests which will focus on evidencing the fracture mechanisms. Obtained images will be subjected to digital image analysis and finite element analysis of image-based meshes. Finite element analysis will be also performed with coupling with pore fluid pressure for green wood, and the results will be compared to the no free water presence cases. In-situ real-time ESEM study is also expected to reveal the effect of free water on crack propagation process and the influence of pore fluid pressure on the crack tip singularity. Similar experimental scope is envisaged at each of different moisture contents (18, 12 and 6 percent). It is expected to obtain interesting and valuable scientific evidence of the influence of the moisture content on the fracture mechanics properties and mechanisms in wood, followed by the detailed finite element analysis of the moisture-related phenomena.
References [1]
Liyu W., Zhenyou L, Guangjie Z., Wood Fracture Pattern during the Water Adsorption Process, Holzforschung 57, pp. 639-643, 2003. WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
130 Computational Methods and Experiments in Material Characterisation II [2] [3]
[4]
[5] [6] [7]
[8]
King M.J., Sutherland I.J., Le-Ngoc L., Fracture Toughness of Wet and Dry Pinus Radiata, Holz als Roh- und Werkstoff , 57, pp. 235-240, 1999. Kretschmann D.E:, Green D.W., Moisture Content-Specific Gravity Relationships for Clear Southern Pine’, Proceedings of the International Wood Engineering Conference, October 28-31, New Orleans L.A. Baton Rouge, Louisiana State University, Vol. 2, pp. 536-542, 1996. Garikipati K., Arruda E.M., Grosh K., Narayanan H., A Continuum Treatment of Growth in Biological Tissues: the Coupling of Mass Transport and Mechanics, Journal of Mechanics and Physics of Solids, 52, pp. 1595-1625, 2004. Selvadurai A.P.S. and Mahyari A.T., Computational Modelling of Steady Crack Extension in Poroelastic Media, International Journal of Solids and Structures, 35(34-35), pp. 4869-4885, 1998. Cowin S.C., Bone Poroelasticity, Journal of Biomechanics, 32, pp. 217238, 1999. Frühmann K., Burgert I., Stanzl-Tschegg S.E. and Tschegg E.K., Mode I Fracture Behaviour on the Growth Ring Scale and Cellular Level of Spruce (Picea Abies [L.] Karst.) and Beech (Fagus sylvatica L.) Loaded in the TR Crack Propagation System, Holzforschung, 57, pp. 653-660, 2003. Vasic S. and Smith I., Bridging Crack Model for Fracture of Spruce, Engineering Fracture Mechanics, 69, pp. 745-760, 2002.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Section 5 Damage mechanics
This page intentionally left blank
Computational Methods and Experiments in Material Characterisation II
133
Thermo-mechanical model of a cardboard-plaster-cardboard composite plate submitted to fire load and experiments S. Sakji1,2 , C. Soize2 & J. V. Heck1
1 Modelling 2
Laboratory, CSTB Marne-La-Vall´ee, France Mechanics Laboratory, Marne-la-Vall´ee University, France
Abstract Generally, the standard rules require conventional tests at scale one in order to justify the fire resistance of loaded plasterboard-lined partitions. This paper corresponds to a project whose objectives are to develop a numerical simulation model validated with experiments in order to predict thermo-mechanical overall partition behaviour. This research is organized in four steps. The first step is to set on an experimental thermo-mechanical data base for multilayer cardboardplaster-cardboard(CPC). These tests are carried out using a new testing bench specially developed for this research. A full description of this device is given in the paper. In order to prepare the implementation of a probabilistic model for the CPC multilayer, several tests are performed for different thermo-mechanical configurations. The second step of the research is the development of a complete thermo-mechanical model for CPC multi-layer plates. The developed model is adapted to a range of temperatures for which the cardboard and the plaster can be destroyed. The mathematical-mechanical model has been developed in order to simulate the thermo-mechanical behaviour of the CPC panels subjected to a heat flow corresponding to the ISO 834 function. Numerical simulations performed with a dedicated finite element code are presented. The third step is the identification of the thermo-mechanical parameters for each material of the CPC plasterboard. Thermo-mechanical bending tests for plaster and thermo-mechanical tensile tests for each cardboard are performed. Results show an important dispersal of the Young modulus which will justify the implementation of a probabilistic model which is still in progress. The fourth step consists in comparing numerical results to the thermo-mechanical experiments of step one and to validate the developed model. Keywords: thermo-mechanical model, cardboard-plaster-cardboard composite plate, fire engineering, high light-framed walls. WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
134 Computational Methods and Experiments in Material Characterisation II
1 Introduction Large height partitions (10 m or more) are unload bearing structures. They are made of plasterboards screwed on both sides of a metal frame of various construction configurations. Besides structural requirements such as the resistance to impact loading and collision loads, a light partition must verify various fire resistance criteria. Fire resistance requirements specify the carrying out of full scale tests under the ISO834 thermal loading curve. This last requirement cannot be met when the structure dimensions exceed those of the testing furnaces (up to 5 m). One popular way to circumvent this dimensional difficulty consists in evaluating the partition behaviour by means of an experimental and numerical combined approach. Benouis [1] adopted this approach to assess the mechanical behaviour of light partitions at room temperature. Plasterboard, a cardboard-plaster-cardboard (CPC) multilayer, gives a partition higher resistance under fire loading thanks to the important quantity of capillary and chemically bound water contained in the plaster(21% of its weight). The first step of this research deals with studying the CPC mechanical characteristics under fire and mechanical loading. For that one adopts a thermo-mechanical approach taking implicitly the hydrous phase into account. Indeed the mechanical characteristics of the CPC multilayer are determined under the same thermal loading that a partition would receive during conventional resistance test. For this matter a new thermal loading bench (TLB) is designed allowing a thermal load history equivalent to the ISO834 function to be reproduced on CPC and then to perform mechanical tests. In accordance with the experimental protocol described, other thermo-mechanical tests were performed on cardboard and plaster. A thermo-mechanical model following the classical onedimensional homogenization theory has been developed. In the model, one introduces a cut-off damage variable for each layer of the CPC. A devoted finite elements code, taking into account the evolution of damage within the layers, has been developed. The numerical simulation results are then compared to experimental ones.
2 Methods 2.1 Experimental identification of the thermo-mechanical behaviour of CPC To identify the mechanical characteristics of CPC submitted to a thermal load, a thermo-mechanical approach taking into account the hydrous phase is adopted. Actually, the experimental approach is developed in two steps: 1. Thermal loading by means of a TLB specially conceived for this work 2. Mechanical characterization by means of a four point bending test. 2.1.1 Thermal load bench The TLB (fig.1) allows us to reproduce on 0.4 × 0.4 m2 specimens an incidental flux equivalent to the one that a partition would receive during a mandatory test using a gas furnace. It is composed of a radiant panel which is the heat radiant WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
135
Radiant panel Specimen holder
Digital controlled cart.
Figure 1: Thermal load bench.
source and of a mobile cart provided with a specimen holder. The heat flux received by the specimen is modified by moving it with respect to the radiant panel. The specimen is placed on the mobile cart which is moved step by step by an engine. Hence, one can reproduce the ISO thermal load equivalent heat flux not by modifying the flow of combustible gas, as during tests in conventional furnaces, but by modifying the distance between the specimen and the radiant panel. The plasterboard thermal loading takes place only when the radiant panel has reached its steady state. Therefore one can consider the illumination as constant throughout a test duration. The combination of a heat source used in its steady state and a specimen movement controlled with a millimeter precision insures an excellent reproducibility of the thermal load. However the ECHAFO software [2] developed in order to model thermal exchanges in fire resistance furnaces, allowed the exact calculation of the total heat flux received by the specimen surface at different time steps of conventional fire resistance test. At first, one characterized the incident heat flux received by a fluxmeter at different distances from the radiant panel, one then determined then the cart displacement program in order to reproduce by the TLB the incidental heat flux calculated by ECHAFO. The curve plotted in fig.2 shows Echafo total calculated incidental heat flux on the surface of a plasterboard specimen submitted to the ISO temperature load in a conventional furnace and the TLB proposed heat flux. 2.1.2 Mechanical load bench The second step of the experimental protocol concerns mechanical characterization tests of the CPC multilayer and its components. The Young modulus of CPC multilayer corresponding to different time steps of the ISO thermal load has been determined. Therefore, after having exposed a 0.4 × 0.4 m2 specimen to a historic of heat flux using the TLB, one cuts an 0.08 × 0.4 m2 specimen in the initial WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
136 Computational Methods and Experiments in Material Characterisation II 80.00
70.00
Incident flux (kW/m²)
60.00 Heat flux estimated with ECHAFO Test 1 Test 2 Test 3 Test 4
50.00
40.00
30.00
20.00
10.00
0.00 0
200
400
600
800
1000
1200
1400
1600
1800
2000
Time (s)
Figure 2: Graphs of the measured heat flux (vertical axis in kW/m2 ) as a function of time (horizontal axis in s): ECHAFO estimated heat flux (solid line), TLB measured heat flux (test 1,2,3,4). specimen central part. A four point bending test is then performed less than 30 seconds after the TLB specimen heat loading. The choice of the specimen dimensions (cutting out a 0.08 × 0.4 m2 specimen in the initial specimen) is motivated by the concern of preserving the hydrous boundary conditions by avoiding the steam loss in the specimen central part. Concerning cardboard characterization the same protocol is adopted and instead of the bending test, tensile tests are performed. These mechanical tests are achieved using an INSTRON press of 500 daN capacity and a 5.10−3 m/minute displacement rate. 2.1.3 Thermo-mechanical experimental results To identify the thermo-mechanical characteristics of a BA13 STD plasterboard, tests on specimens having the geometrical characteristics described above, are performed. As the plasterboard is an orthotropic material, the bending tests were carried out in the longitudinal (LL), transversal (TT) and diagonal (LT) directions at different steps of the ISO thermal loading (ambient temperature, 300s ISO, 420s ISO and 600s ISO). For every configuration (mechanical load direction / thermal load historic) six specimens were tested. The mean value of these six tests is shown in fig. 5. During these bending tests the fire exposed face of the specimen is in tension. A measure of temperature using a thermocouple located in the middle of the plasterboard gave a correspondence between the ISO loading time and the average temperature of the plasterboard. 2.1.3.1 Comments Tests on CPC shows a non-linear behaviour which is greater at room temperature. As the exposition time increases the CPC behaviour becomes linear. Tests also show an important dispersal with regards to maximum admissible stress and Young’s modulus. This dispersal result is probably due to the geometrical non-regularity of CPC plates. WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
137
300
120°C
250
20°C
Load (N)
200
150
170°C
100
50 250°C
0 0
2
× 10−3 4
6
8
10
12
14
16
18
20
Transversal displacement (m)
Figure 3: Experiments for different values of temperature on CPC specimens: Graphs of the mechanical load (vertical axis in N) as a function of the transversal displacement (horizontal axis in meters): thick solid line (250 ◦ C); thin solid line (170 ◦ C); thick dashed line (120 ◦ C); thin dashed line (20 ◦ C).
2.2 CPC multilayer model Let us consider a CPC multilayer where the plaster is modelled by n layers. The classical one-dimensional homogenization through the thickness of the multilayer (see [3], [4]) gives the relationship between global forces as a function of the global deformations and can be written by �
� � − � � = � − � � 1 2 6
1 2 6
4 5
H 11 H 12 H 16 −− B 11 B12 B16 −− 0 0
H 12 H 22 H 26 −− B 12 B 22 B 26 −− 0 0
H 16 | B 11 B 12 B 16 | 0 0 H 26 | B 12 B 22 B 26 | 0 0 H 66 | B 16 B 26 B 66 | 0 0 −− −− −− −− −− −− −− −− B 16 | C 11 C 12 C 16 | 0 0 B 26 | C 12 C 22 C 26 | 0 0 B 66 | C 16 C 26 C 66 | 0 0 −− −− −− −− −− −− −− −− 0 | 0 0 0 | F 44 F 45 0 | 0 0 0 | F 45 F 55
em 1 em 2 em 6 − κ1 κ2 κ6 − e4 e5
−
h�1 h�2 h�6 − b�1 b�2 b�6 − 0 0
∆T
(1) where h�i = H ij αj , (i, j = 1, 2, 6), b�i = B ij αj , (i, j = 1, 2, 6). The terms �n+2 � k H = Q (x)(zk − zk−1 ) correspond to the stiffness relating the global ij
k=1
ij
membrane forces ni to membrane deformation em i , (i, j = 1, 2, 6). The terms �n+2 � k 1 3 3 C ij = C ji = 3 k=1 Qij (x)(zk −zk−1 ), (i, j = 1, 2, 6) correspond to the global WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
138 Computational Methods and Experiments in Material Characterisation II 45 40 room temperature
35
Stress (MPa)
30 25 20 15 10 5 0 0
0.002
0.004
0.006
0.008
0.01
0.012
Deformation (%)
Figure 4: Experiments for different values of temperature on cardboard specimens: Graphs of the mechanical stress (vertical axis in MPa) as a function of longitudinal deformation (horizontal axis in %): solid lines (after 300 s of TLB thermal load); dashed lines (at ambient temperature). bending stiffness relating the global bending moments mi to the global bending � 2 �k deformations κi , (i = 1, 2, 6). The terms B ij = B ji = 12 n+2 k=1 Qij (x)(zk − 2 ), (i, j = 1, 2, 6) correspond to the bending-membrane coupling terms. The zk−1 �n+2 � k terms F = F = ςij Q (x)(zk − zk−1 ), (i, j = 4, 5) correspond to the ij
ji
k=1
ij
shear plate stiffness in which ςij is the transversal shear stress correcting factor. k
� (x) = (1 − dk (x))Qk (x) in which Qk (x) and dk (x) are respecOne has Q ij ij ij ij ij tively the membrane stiffness and the damage parameter of the layer k. Finally Ek νk Ek νk Ek Ek one has Qk11 = 1−ν k1 ν k , Qk12 = 1−ν21k ν1k , Qk21 = 1−ν21k ν2k , Qk22 = 1−ν k2 ν k , 21 12
21 12
Qk66 = Gk13 et Qk61 = Qk16 = Qk26 = Qk62 = 0.
21 12
21 12
2.2.1 Numerical model A multilayer thin plate theory is used with the constitutive equation defined by eqn. (1) for the non-linear thermo-elastic model. A finite element code using 8-nodes multilayer plate elements has been developed. In a first step the temperature field is calculated. In a second step, the mechanical response is calculated as a function of the external load and the temperature. For each point of the material, the damage is zero if the maximum stress is less than the limit stress and equal to 1 if the maximum stress is equal or greater than the limit stress. It should be noted that there is one damage coefficient for each layer of each element of the discretized domain. WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
3000
139
ELL ETT ELT
Young’s modulus (MPa)
2500
2000
1500
1000
500
0 0
50
100
150
200
250
Temperature (°C)
Figure 5: Experiments on CPC for different directions: Graph of the mean Young’s modulus (vertical axis in MPa) as a function of the average temperature of the CPC (horizontal axis in C): Thick solid line (ELL ), thin solid line (ET T ), dashed line (ELT ). 250
250
Figure 6.b
200
200
150
150
Load (N)
Load (N)
Figure 6.a
100
50
50
0 0
100
5
10
Transversal displacement (m)
× 10 15
−3
0 0
2
4
6
8
10
Transversal displacement (m)
12
× 10−3 14
Figure 6: Mechanical applied load (vertical axis in N) as a function of the transversal displacement (horizontal axis in meters): Experiments (thick solid line), numerical simulation (thin solid line). (a) tests at 20 ◦ C, (b) tests after 300 s of thermal load
2.2.2 Model results Figures 6(a) and (b) enable to compare the experiment results to the numerical simulation for the applied mechanical load as a function of the transversal displacement at 20 ◦ C (Figure 6(a)) and at 120 ◦ C (Figure 6(b)). Figure 6(b) shows a WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
140 Computational Methods and Experiments in Material Characterisation II good agreement. It should be noted some differences in Figure 6(a) for the ambient temperature (20 ◦ C) which are probably due to the simplified damage model used.
3 Conclusion A thermal bench test has been specially developed for this work. It enabled us to perform the mechanical characterization of plasterboards submitted to the same thermal history that a light partition would receive during a conventional fire resistance test. The simulation results of the developed multilayer model show a good qualitative agreement with the experiments. In order to improve the prediction of the non-linear multilayer thermo-elastic model a more sophisticated damage model should be developed. The development of a probabilistic model of uncertainties is also in progress.
References [1] A. Benouis. Comportement m´ecanique des ouvrages en plaque de plˆatre sur ossature m´etallique. PhD thesis, Ecole nationale des ponts et chauss´ees, septembre 1995. [2] M. Curtat & Ph. Fromy. Heat transfer in fire resistance furnaces piloted with thermocouples or plate thermometers. fire safety science—proceeding of the sixth international symposium, pages 531–542. [3] M. H. Philippe. Etude de quelques mod´elisations de structures en composite a haute rigidit´e en flexion. PhD thesis, Ecole nationale des ponts et chauss´ees, avril 1997. [4] C. Decolon. Structures composites, calcul des plaques et poutres multicouches. Hermes, 2000.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
141
Hysteretic characterization of slit-type steel plates subjected to shear deformations A. Benavent-Climent Department of Mechanics of Structures, University of Granada, Spain
Abstract The new technologies for seismic protection of buildings and bridges, in particular energy dissipation, are receiving much attention in the field of earthquake engineering. One of the energy dissipating devices (EDDs) that has been used in real buildings in the past is the steel plate with slits subjected to shear deformations. The purpose of this research is to characterize the hysteretic behavior of this type of device and to predict its failure under arbitrary cyclic loadings. To this end, several steel plates with slits were subjected to pseudo-static forced cyclic deformations until they failed. Parameters such as the type of steel, the geometry of the slits and the history of the cyclic loading were considered. The load-displacement curve obtained in each test was decomposed into the “skeleton part” and the “Bauschinger part”. It was found that both parts exhibit very stable characteristics, which can be represented by a trilinear and a bilinear curve, respectively. As a result a new hysteretic model that predicts the load-displacement relationship and the failure of this type of EDDs under arbitrary cyclic loading is proposed. The model is validated through dynamic full-scale real-time shaking table tests and can be easily implemented in a computed platform to carry out detailed inelastic dynamic response analyses. Keywords: steel plate with slits, hysteretic behavior, energy dissipating device, skeleton part, Bauschinger part, inelastic response analysis.
1
Introduction
In the last few decades, considerable attention has been paid to research and development of energy dissipation devices (EDDs), particularly for controlling the wind and seismic response of buildings and bridges. An EDD is a special passive mechanism designed for absorbing energy from a vibration structural
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
142 Computational Methods and Experiments in Material Characterisation II system. The large number of EDDs (dampers) that have been developed and installed so far in actual structures can be classified into four categories: hysteretic dampers, frictional dampers, solid viscoelastic dampers and fluid viscous dampers [1], which operate on the principles of yielding of metals, frictional sliding, deformation of viscoelastic solids and fluid orificing, respectively. This research is focused on one type of hysteretic EDD: the slittype steel plate (STSP) subjected to shear deformations. This paper summarizes the results of a testing campaign carried out with STSP subjected to pseudo-statically imposed cyclic deformations up to failure. On the findings, a simple hysteretic model is proposed which predicts the loaddisplacement relationship and the failure of this type of device when subjected to arbitrary cyclic loading. The model is validated through dynamic shaking table tests and can be easily implemented in a computed platform to carry out detailed inelastic dynamic response analyses.
2
Experimental investigation
The experimental results summarized in this section were carried out at the Laboratory of Structures of University of Tokyo (Hongo Campus). A detailed description of the tests can be found in [2], [3]. 2.1 Test specimens Figure 1a shows a typical STSP used in the tests, which consists mechanically of a row of struts separated by slits. The following variables were involved in the tests: the width, B, and height, H, of each strut; the number of struts, n, of each plate; and the type of steel. Two types of steel were used: SM490-type mild steel, and H900-type high strength steel. Their properties, i.e. yielding stress σy, maximum stress σB, and ultimate strain εU, were obtained from tensile tests. A total of ten specimens were tested, whose geometrical and material properties are summarized in Table 1. 2.2 Loading set-up, instrumentation and measurement Four identical STSPs were welded along one of their edges to the web of an Hshape steel member and along the opposite edge to a rectangular steel plate (link element), forming the assemblage shown in Figure 2. The ends of the H-shape section were clamped by bolts to the loading head and base of a SHIMADZUUH-5000kNA SERVOPULSER, forming the loading set-up shown in Figure 2. Forced displacements were applied quasi-statically by the loading head of the servopulser to the upper H-shape section, until the complete failure of the specimen was achieved. The total load applied by the servopulser, QT, was measured by a load cell, and the load attained by one STSP, Q, was simply computed by Q=QT/2. The shear deformation of each STSP, δ, was measured by displacement transducers arranged as shown in Figure 2.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
143
2.3 Loading pattern All specimens were subjected to the loading pattern shown in Figure 3. The increment of displacement amplitude, ∆δ, normalized with respect to the yielding displacement, δy, is indicated in the last column of Table 1 with the parameter ϕ=∆δ/δy. Q strut axis
A
B 20 B 20 B
C SLIT
20 B 20
δ
STRUT
r
center line
r
40
r=10
tan
strut axis
thickness=12
B
r /HT 2
/H'
α =B
I
10
H
H HT
10
H'=H+2r2/HT
H
D
40
r
Q
B
B
b) ACTUAL STRUT
r2/HT
J
B c) IDEALIZED STRUT
a) SLIT-TYPE STEEL PLATE (Units: mm)
Figure 1: Table 1:
Geometrical and material properties of the test specimens.
Specime B H n mm mm SM28-1 SM28-2 SM24-1 SM22-1 SM22-2 SM42-1 SM62-1 SM62-2 H28-1 H28-2
3
20 20 20 20 20 40 60 60 20 20
Test specimen: typical STSP.
80 80 40 20 20 20 20 20 80 80
Steel
B H
n
0.25 0.25 0.50 1.00 1.00 2.00 3.00 3.00 0.25 0.25
5 5 5 5 5 5 5 5 5 5
Type SM490 SM490 SM490 SM490 SM490 SM490 SM490 SM490 H900 H900
Test type σB εU (Mpa) (Mpa) (%) 349 508 24.1 Static (ϕ=9.5) 349 508 24.1 Static (ϕ=22.9) 349 508 24.1 Static (ϕ=4.1) 349 508 24.1 Static (ϕ=35.4) 349 508 24.1 Static (ϕ=8.9) 349 508 24.1 Static (ϕ=9.4) 349 508 24.1 Static (ϕ=20.3) 349 508 24.1 Static (ϕ=76.3) 745 783 11.5 Static (ϕ=2.2) 745 783 11.5 Static (ϕ=8.9)
σy
Results of the experiments and considerations
3.1 Load-displacement relationships All the specimens showed similar features in the load-displacement (Q-δ) relationships. Figure 4a, for example, shows the curve obtained for Specimen SM62-1. As can be observed in the figure, the load increased steadily in the postyield range until the inception of the rupture of the struts, which triggered the degradation of strength. The yield load, Qy, and yield displacement, δy, obtained from the tests agreed well with the prediction made from the following WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
144 Computational Methods and Experiments in Material Characterisation II equations, which are based on basic considerations from strength of materials theory: σ t B 2 2σ y t B y , n Q y = min n 3 3 2 H '
δy =
(1)
2 1.5Q y H T H ' + 2.6 . n E t B B
(2)
Here E is the Young modulus of the material, t is the thickness of the plate, and HT and H’ are the total height and equivalent height of the strut, respectively, defined in Figures 1b and 1c. The term “min” in eqn (1) indicates that the minimum of the two values in parentheses must be taken. The STSPs whose strength was governed by the first value yielded by flexure, and those whose strength was controlled by the second value yielded by shear. Specimens SM281, SM28-2, SM24-1, H28-1 and H28-2 yielded by flexure, while specimens SM22-1, SM22-2, SM42-1, SM62-1 and SM62-2 yielded by shear.
SERVOPULSER (SHIMADZU- Mod.UH-5000kNA)
H-shape member
LOADING HEAD
C'
4500
825
C
100
40
④
③ ⑤
825
Link element
SLIT PLATE
②
displacement transducer
BOLT
①
⑥
δ/δ yy δ/δ
ϕ=∆δ/δ ϕ=Δδ/δyy
500 FIXED BASE
DETAIL:
Measurement of the shear deformation of the struts
cycle 0
1
2
3
4
Alluminium angle bonded to the slit plate displacement transducer
⑤⑥
Figure 2: Loading set-up (units: mm).
Figure 3: Loading pattern.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
Q
Wu
0 δY
δ
SKELETON PART BAUSCHINGER PART UNLOADING PART
145
QY
Inception of strength degradation (assumed point of failure)
QY
η=W u/(Qyδy) a) Typical Q-δ curve obtained from the tests. Q Q+m2 Q+m1
sδ1
+
sδ2
+
sδ3
+
BWu
Qy 0
sδ3
−
sδ2
−
sδ1
−
δy Sδ Qy − Q m1 sW u Q−m2 sη=sWu/(Qyδy)
b) Skeleton part of the Q-δ curve Figure 4:
Bη=BWu/(Qyδy)
− Βδ 3
Q
Q+m2 Q+m1
− − Βδ 2 Βδ 1
+ Βδ 1
Qy− Q −m1 Q m2
+ Βδ 2
Βδ
c) Bauschinger part of the Q-δ curve
Typical Q-δ curve obtained from the tests and its decomposition.
3.2 Decomposition of the Q-δ curve into the skeleton and Bauschinger parts The Q-δ curves obtained from the tests (Figure 4a) were decomposed into the socalled [4] skeleton and Bauschinger parts, as shown in Figures 4b and 4c respectively. The skeleton part is formed for each direction of loading by connecting sequentially the bold lines of Figure 4a, which indicate the loading path that exceeds the load level attained in the preceding cycle in the same domain of load. The rest of the Q-δ curve is composed of the elastically unloading part and the softened part due to the Bauschinger effect. 3.2.1 Idealization of the skeleton part Figures 5 and 6 show the skeleton curves obtained for the specimens that yielded by flexure and by shear, respectively. The abscissa indicates the displacement corresponding to the skeleton part, Sδ, normalized with respect to δy; the ordinate indicates the applied load normalized with respect to Qy. The skeleton curves can be idealized by the trilinear curve shown by dotted lines in the figures and is defined by the non-dimensional stiffness kp1 and kp2. The ordinate of the point of change from kp1 to kp2 is σB/σy. This skeleton curve coincides with the Q-δ relationship under monotonic loading [4].
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
146 Computational Methods and Experiments in Material Characterisation II 2.5
σB/σy 1
Q/Q y HT28-1 HT28-2 k p1=1/25
20
0
40
|sδ |/ δy
60
Experimental skeleton curves
-1
Trilinear idealization of the skeleton
σB/σy -2
SM28-1 SM28-2 SM24-1
k p2=1/125
SM24-1 HT28-1 HT28-2
Figure 5:
SM28-2
SM28-1
Skeleton parts of the STSP that yielded by flexure.
2.5
Q/Q y σB/σy
SM42-1 SM62-1 SM62-2 SM22-1
SM22-2
0 0
k p2=1/225
k p1=1/75
1
|sδ |/δy 20
40
60
Experimental skeleton curves -1
σB/σy -2
Trilinear idealization of the skeleton SM22-1
SM22-2SM62-2
SM42-1 SM62-1
Figure 6:
Skeleton parts of the STSP that yielded by shear.
3.2.2 Idealization of the Bauschinger part For the Bauschinger part, the total deformation of each segment i, Bδi, (see Figure 4c) was computed for each test specimen and is plotted in Figure 7 against the deformation accumulated in the skeleton part up to the beginning of that segment i, Σsδi. For example, the Σsδi corresponding to Bδ+2 in Figure 4 is |sδ+1|+|sδ−1|+|sδ+2|+|sδ−2|. As can be observed in Figure 7, the relation between Bδi and Σsδi is very stable and can be approximated by:
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II 150
125
100
147
|Bδi| (mm) |Bδi| =0.5Σ|sδi|
75
50
Σ|sδi| (mm)
25
0
Figure 7:
0
50
100
150
200
250
300
Deformation of the Bauschinger part. Bδi
= 0.5∑ s δ i .
(3)
In Figure 8, the bold lines show the typical shape of the obtained from the tests. It can be represented by a bilinear follows. The slope of the first segment is taken equal to stiffness ke computed with eqns (1) and (2), i.e. ke= Qy /δy. second segment, kbi, is: k bi =
0.25 Qmi B δi
+ (0.25 Qmi / k e )
Bauschinger part model defined as the initial elastic The slope of the
,
(4)
where Qmi is the maximum load attained in the skeleton part of the previous cycle of displacement in the same domain of loading (see Figure 4). The ordinate of the point where the slope changes is taken equal to 0.75Qmi. 100
δ
Q (kN)
B i
75
kbi
50
0.75Qmi
25
Qmi
ke
0 -50
-25
-25 -50 -75
0
25
50
75
δ (mm)
B
Test results Proposed model
-100
Figure 8:
Model for representing the Bauschinger part.
3.3 Ultimate energy dissipation capacity and failure of the STSP The total energy dissipated by each specimen up to failure, Wu, was calculated and decomposed into the portion consumed both on the skeleton part, SWu, and on the Bauschinger part, BWu, as illustrated in Figure 4, (i.e. Wu=SWu+BWu). Next,
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
148 Computational Methods and Experiments in Material Characterisation II Wu, SWu and BWu were normalized with respect to Qy and δy by the following ratios:
η=
Wu , Q yδ y
Sη
=
SWu , Q yδ y
Bη
=
BWu . Q yδ y
(5)
It was found [2] that η and Sη can be related by the following equation:
η = b − u sη
(6)
where u=(7.33σy /σB)-1, and b is a coefficient that depends on the geometry and material properties of the STSP. b can be easily obtained by testing one STSP under monotonic loading. For the specimens tested in this research b=1325 and b=250 were obtained for the STST made with SM490 (mild) steel and H900 (high strength) steel respectively.
4
Hysteretic model proposed for characterizing the STSPs
Based on the idealized shapes of the skeleton and Bauschinger parts adopted in Sections 3.2.1 and 3.2.2 and on the condition for failure given by eqn (5), the cyclic behavior of a STSP under arbitrary cyclic loading can be constructed by applying the hysteretic rule shown in Figure 9. The dotted lines in the figure represent the skeleton curve, which coincides with the load deformation relationship under monotonic loading. Under an arbitrary cyclic deformation history, say, the path with a certain amount of inelastic deformation between points O and L, the model behaves as follows. The path OAB follows the skeleton curve. Unloading at point B, the model follows a line whose slope coincides with the initial elastic stiffness ke. The plastic deformation accumulated on the skeleton part up to point C is sδ+1. At point C, the load is removed and reapplied in the opposite direction up to the point G. Since some amount of plastic deformation took place in the skeleton part in the opposite domain of loading, the bilinear curve CDE represents a softened path due to the Bauschinger effect. The first segment CD has the same slope as the initial stiffness ke and ends at point D, whose ordinate is 0.75Q−m. In the first plastic excursion in each domain of loading, Qm is taken equal to the yielding load, i.e. Q+m= Q−m= Qy; in the following cycles, Qmi is the maximum load attained on the skeleton part, in the positive, Q+mi, and negative, Q−mi, domains respectively. Point E is determined by the ordinate Q−m and the Bauschinger deformation Bδ1 calculated with eqn (3) (i.e. Bδ1 =0.5|sδ+1|). From point E to the next unloading at point G, the STSP consumes the skeleton part; that is, the segment EFG is taken parallel to the segment E’F’G’ of the monotonic Q-δ curve. The plastic deformation accumulated on the skeleton part up to the unloading point G is |sδ+1|+|sδ−1|. At point G, the load is removed and re-applied in the opposite direction up to point L. The slope of the segment GH is equal to the initial elastic stiffness ke. The segment HIJ is a softened path due to the Bauschinger effect and is calculated as segment CDE but taking Bδ2=0.5(|sδ+1|+|sδ−1|) and Qm=Q+m1. The segment JKL consumes the skeleton part and is taken parallel to the J’K’L’ in the monotonic
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
149
Q-δ curve. At each increment of displacement j, the total plastic energy dissipated by the STSP, Wj, and the portion consumed on the skeleton part, SWj can be computed and expressed in terms of the non-dimensional ratios η and Sη defined by eqn (5); the STSP is assumed to fail when the condition given by eqn (6) is attained. Q
Monotonic curve
0.5(|sδ+1|+| sδ−1|)
+ sδ 1
K J I
0.75Q+m1
kp1
kp2
C ke
ke
F’
G
E’
F
Q+m1
ke
O
H
G’
A B ,J’ ke
ke
L’
K’
kp1
Qy
L
kp2
D
0.75Q−m=Qy
δ
Q−m=Qy 0.5|sδ+1|
E
Q−m1
− sδ 1
Figure 9:
Hysteretic model proposed.
5 Validation of the proposed model In order to assess the validity of the proposed model, eight STSPs similar to those used in the quasi-static tests were assembled and subjected to real-time dynamic earthquake loading. The tests were performed with the 15×15m shaking table of the Earthquake Engineering Laboratory of the National Research Institute for Earth Science and Disaster Prevention located in Tsukuba (Japan). A detailed description of the tests can be found in [5]. The shaking table simulated the Hyogo-ken Nambu earthquake (Kobe, 1995). During the tests, the specimen experienced several cycles of plastic deformation before failure. The results of the test, together with the prediction obtained through dynamic response analysis with the proposed model are shown in Figure 10 with bold and dotted lines, respectively. Test and prediction are in fairly good agreement; specifically, the model was able to anticipate reasonably well the point of failure of the specimen, and the total amount of energy dissipated by the specimen up to failure (η=640) was very close to the prediction (η=625).
6
Conclusions
An experimental investigation was conducted to characterize the hysteretic behavior and to predict the failure of several slit-type steel plates, under cyclic deformations. Ten specimens of different geometries and types of steel were
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
150 Computational Methods and Experiments in Material Characterisation II subjected to several patterns of forced displacements in the plastic range until they failed. The load-displacement curve obtained in each test was decomposed into the skeleton and the Bauschinger parts, and the energy dissipated in each part was computed. From results of the test, a numerical model is proposed, which can be easily implemented in a computer platform to carry out detailed inelastic dynamic response analyses. The model was validated though dynamic shaking table tests, which proved that it can predict reasonably well the hysteretic behavior, the ultimate energy dissipation capacity and the failure of this type of energy dissipating device. Q (kN) 50
25
0
-10
0
10
20
30
δ (mm)
-
Test (failure: ) Prediction (failure: )
Figure 10:
Validation of the proposed model through dynamic tests.
References [1] [2] [3] [4] [5]
Soong, T.T. & Spencer B.F., Supplemental energy dissipation: state-ofthe-art and state-of-the-practice. Engineering structures, 24, pp. 243-259, 2002. Benavent-Climent A. Seismic design of structures by using brace-type hysteretic dampers, Doctoral Thesis University of Tokyo: Tokyo, 1998. Benavent A. & Akiyama H., Ultimate energy absorption capacity of slittype steel plates subjected to shear deformations. J. Structural and Construction Engineering, Trans. AIJ, 503, pp. 6-11, 1998. Kato B. & Akiyama H., Predictable properties of material under incremental cyclic loading, IABS, Preliminary Publication: Lisbon, pp. 119-124, 1973. Akiyama H., Yamada S., Benavent A., Terada T., Kitamura H. & Ogura K., Full scale shaking table tests of flexible-stiff mixed structure with brace-type hysteretic dampers. Journal of Structural and Construction Engineering Transactions of AIJ, 541, pp. 171-178, 2001.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Section 6 Thermal analysis
This page intentionally left blank
Computational Methods and Experiments in Material Characterisation II
153
A technique for measuring the dynamic behaviour of materials at elevated temperatures with a compressive SHPB B. Davoodi, A. Gavrus & E. Ragneau The Civil and Mechanical Engineering Laboratory (LGCGM), Institut National des Sciences Appliquées (INSA) de Rennes, France
Abstract In order to facilitate the characterization of materials at high strain rate and high temperature, this paper introduces a very simple technique for using the traditional Split Hopkinson Pressure Bar (SHPB) system at elevated temperatures, with a different geometry for the specimen. This particular specimen is used to avoid a complicated SHPB system at an elevated temperature, and to keep things as simple as possible. The limitations of the compression SHPB in use at high temperatures, the need for extra computations and the requirement for additional equipment may be reasons why there is such a scarcity of reliable flow stress data for various materials at high temperatures in the literature. In the layout of the high temperature test set up at our laboratory, in addition to the conventional compression SHPB, an induction coil heater is used as the heating system and a simple holder is used to hold the specimen at the correct position during the test. The thermal behaviour of the new specimen will make it possible to bring the cold bars in contact with the heated specimen manually and without using cumbersome mechanisms, increasing the likelihood that the experiments will be successfully carried out at the desired temperatures. This simple, easy, and practical, system has been used to test metallic materials at high temperature and high strain rates. Keywords: Compression Split Hopkinson Pressure Bar, high strain rate testing, elevated temperature, aluminium 5083, dynamic behaviour.
1
Introduction
The design of many engineering structures or structural elements when subjected to high strain rate dynamic loading is based on material data, usually in the form WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
154 Computational Methods and Experiments in Material Characterisation II of a stress-strain relationship. It is often necessary to predict the response of the structural elements in a wide range of engineering applications including high speed machining, metal forming operation, high velocity impact, explosive welding and crash-worthiness of vehicles. Materials behave differently at high strain rates and temperatures. The consideration of strain-rate and temperature dependence of material behaviour is very critical in the design of structures, because the mechanical behaviours of materials for example yield stress, ductility and strength, change under different strain-rate loadings and temperatures. Temperature has proportionately a much greater effect on material strength than strain rate if the deformation is performed at both high strain rate and high temperature conditions [1, 2]. But though its effects on high strain rate deformation have long been studied, it has not really been given the attention it deserves [1]. The Split Hopkinson Pressure Bar system is an excellent tool for studying the material strain rate sensitivity of various engineering materials that undergoes large strains at high strain rates, generally in the range of 102 to 104 s-1 compared with quasi-static loading rates of 10-3 s-1. Useful information for many materials has been extracted using this technique. In systems of SHPB currently in use, the standard cylindrical specimen is in contact with the pressure bars, and heating it creates temperature changes in the bars, which leads to changes in their mechanical characteristics, creating error in the obtained results. On the other hand, the fact that the bars are very long means that it is not practical to heat the entire system and this makes the use of this system in determination of the dynamic behaviour of materials at elevated temperatures challenging and difficult. Other systems are employed to preheat the specimen, while the incident and transmission bars are not in contact with the specimen. A mechanical or pneumatic device is needed to bring the bars in contact with the heated specimen just before the impact of the striker on the incident bar. The limitations of the SHPB in use at high temperatures, the need for extra computations and the requirement for additional equipment may be one of the reasons why there is such a scarcity of reliable information and flow stress for various materials at high temperatures in the literatures [3].
2
The Split Hopkinson Pressure Bar
The compression Split Hopkinson Pressure Bar, as shown in Fig. 1, is the most effective way to determine the characteristics of dynamic behaviour of materials under dynamic loading. The SHPB technique was initially used for a specimen loaded in compression [4]. As can be seen from the Figure 1, a conventional SHPB consists of a striker bar, an incident bar and a transmitter bar, typically made of high-strength steel. A specimen of suitable dimensions is sandwiched between the two long incident and transmitter bars which remain elastic throughout the impact. The diameter of the specimen is smaller than the bars to allow for radial expansion during plastic deformation. The interface between the specimen and the bars is lubricated in order to minimize frictional boundary restraint. The use of two pressure bars on either side of the specimen allows recording of the displacement, velocity and stress boundary conditions on each WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
155
end of the specimen [5]. A gas gun launches the striker bar at a predetermined velocity at the incident bar that its impact causes an elastic compression wave to travel in the incident bar toward the specimen. The velocity of the striker just prior to impact is measured by means of electronic equipment. The duration of the pulse is equal to the round trip travel time of the longitudinal wave in the striker bar. When the impedance of the specimen is less than that of the bars, an elastic tensile wave is reflected into the incident bar and an elastic compression wave is transmitted into the transmitter bar. Electrical resistance strain gauges are the most direct, reliable method for strain measurement in high-speed testing. Therefore, strain gauges are used to measure the elastic deformations versus time in the half-bars, and these measurements are used to calculate the stress, strain and strain rate of the specimen, using one dimensional elastic wave theory. If the elastic stress pulses in the bars are no dispersive, the elementary theory for wave propagation in bars can be used. The strain gauge output signals are recorded on a PC. The basic formulas that provide the stress, strain, and strain-rate in a material specimen, can be deduced from the physical properties of the tested material. The basic formulas that provide the stress, strain, and strain-rate in a material specimen, can be deduced from the three known elastic strain in the pressure bars if two basic conditions are met. First, the wave propagation within the pressure bars must be one-dimensional and second, the specimen must deform uniformly [6].
Figure 1:
(a) Schematic outline of the compression SHPB experiment, (b) typical strain histories recorded from the strain gauge mounted on the incident and transmitter bars during an experiment, (c) typical final results in the form of true stress-true strain curve.
2.1 Strain-rate, strain and stress computation for small and large deformation (classical analysis) Nominal values of the strain rate, strain and the stress in the specimen up to any time duration are given by (available only for small deformations): WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
156 Computational Methods and Experiments in Material Characterisation II ε�n (t ) =
c (ε i (t ) − ε r (t ) − ε t (t )) l0
(1)
t
ε n (t ) =
c ε i (τ ) − ε r (τ ) − ε t (τ ))dτ l0 0
∫
(2)
EA [(ε i (t ) + ε r (t ) + ε t (t )] (3) 2 A0 where E and A are the Young's modulus and the cross-sectional area of the bar, c is the longitudinal elastic wave speed of the stress wave in the bar. The cylindrical specimen has initial cross-sectional area A0 and initial length l 0 . For an ideal SHPB test, the specimen should be in dynamic stress equilibrium, thus: ε i (t ) + ε r (t ) = ε t (t ) (4) In this case, the strain rate, strain and the stress are given by: c (5) ε�ns (t ) = −2 ε r (t ) l0
σ n (t ) =
t
ε ns (t ) = −2
c ε r (τ )dτ l0 0
∫
(6)
EA ε t (t ) (7) A0 The equations (5), (6) and (7) can be used only for small deformations of the specimen. For large plastic deformations they may provide wrong results for material flow stress. Consequently, for ductile materials we must use the true values defined by [7]: ε� (t ) (8) ε� (t ) = n 1 − ε n (t )
σ ns (t ) =
ε (t ) = − ln[1 − ε n (t )] σ (t ) = σ n (t )[1 − ε n (t )] If the dynamic equilibrium of the specimen is valid we have: ε� s (t ) ε� (t ) = n s 1 − ε n (t )
ε (t ) = − ln[1 − ε ns (t )]
σ (t ) =
3
σ (t ) 1 − ε ns (t ) s n
(9) (10) (11) (12) (13)
High temperature test principle
For high temperature tests in SHPB, a heating system is needed for preheat the specimen at desired temperatures. Several types of heating devices have been developed. There are two general methods for high temperature testing: WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
157
1.
Heating of the specimen and the whole pressure bars, or short portion of them adjacent to the specimen. 2. Heating only the specimen while the pressure bars are not in contact with the specimen and keeping them at room temperature. The very long pressure bars make the heating of the whole system impractical. Heating the specimen while in contact with bars also results in heating the ends of the bars. Thus, a temperature gradient is established in the two bars, which in turn affects the Young’s modulus and the density of the bars and hence variation in the stress wave propagation and potentially introduces further distortions into the measured signals. If the temperature gradient is large enough that it cannot be ignored, in order to obtain accurate stress-strain curves, it becomes necessary to correct the measured signals to compensate for the temperature dependent wave velocity and Young’s modulus by measuring the temperature distribution in the heated bars. In the second method, the cold bars automatically come in contact with the hot specimen just a fraction of a second before the impact of the striker on the incident bar or a few microseconds before the stress pulse reaches the end of the incident bar by mechanical or pneumatic devices. The transfer devices must be very fast and accurate and controlling the time between bringing the bars in contact and the arrival of the pulse is critical.
4
High temperature testing set-up for compression SHPB
4.1 SHPB apparatus A compressive SHPB system was designed and built by the P.S.F. (Procédés et Systèmes de Fabrication) team in the LGCGM. The 16 mm diameter striker, incident and transmitter bars shown in Fig. 1 had lengths of 600 mm, 2000 mm and 1300 mm, respectively. The bars were made from MARVAL 18 and have density ρ = 8000 Kg/m3, Young’s module E =186 GPa, and bar wave velocity c = 4821 m/s. The bars are designed to remain elastic throughout the test, and by virtue of their slenderness, one dimensional stress-wave theory applies to the bars to a good approximation. They were instrumented with strain gauges. The strain gauges are located respectively at 1000 mm from the impact surface on the incident bar and 650 mm from the specimen-bar interface on the transmitter bar. 4.2 Specimen geometry The specimen geometry is very important for obtaining reliable results with the SHPB system. For reducing the friction effects and the elastic punching of the bars in the compression SHPB tests using the standard cylindrical specimen, a new geometry for the specimen has been proposed by Deltort et al. [8] and was modified in the LGCGM, fig. 2. The diameter of the two ends is the same value as the diameter of the bars. The suitability of the thermal behaviour of this specimen between the times that the heat source is cut-off, until the stress pulse reaches the end of the incident bar, has been confirmed by experimental tests and
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
158 Computational Methods and Experiments in Material Characterisation II the finite element method, and the possibility of it replacing the standard cylindrical specimen in the compression SHPB at high temperatures was investigated [9]. Figure 3 shows the drop in temperatures for the two forms of specimen at different temperatures, after contact with the bars. It can be seen from the figure that the cylindrical specimen loses its temperature very rapidly after contact with the bars, while the drop in temperature for the new shape is much less rapid. An original specimen and the deformed specimen after the high temperature compression SHPB tests are shown in Fig. 4.
Figure 2:
Figure 3:
Halter specimen.
Cooling of the specimen in contact with bars.
Figure 4:
Original and deformed specimen.
4.3 Heating system To avoid annealing and micro structural changes in the specimen which can occur at elevated temperatures, the use of the high frequency induction coil is preferable because of its rapidity in heating the specimen. Therefore, a high
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
159
frequency induction coil is used to heat the specimen. This allows higher temperature tests for any material in less time without changing the micro structural. A semi-circular coil, whose diameter is slightly larger than that of the bars and the specimen, is utilized. Only 30 s is required to heat an aluminium specimen in the form of halter, fig. 2, to 500 °C using 50% of the full power of power supply. 4.4 Holder In experiments with compression SHPB at room temperature, a cylindrical specimen is held between two pressure bars, while in experiments at temperatures above room temperature, the specimen is not usually in contact with the bars, and during the heating of the specimen, the bars are kept away from the heat source, and the specimen. In such experiments, a holder to hold the specimen in a suitable place is therefore necessary until contact between the specimen and the bars is effected. Two types of holders may be considered: 1. Mobile Holder: the capability of this holder includes the holding of the specimen at a precise location relative to the bars and the release of the specimen after contact is made with the bars. This type of holder requires a pneumatic system or a mechanical system. 2. Fixed Holder: this type of holder holds the specimen in a precise location in the centreline of the bars throughout the test. The total time it takes to conduct the test is made up of: the heating time of the specimen, the time it takes for the two pressure bars to move towards the specimen, and the launch time of the projectile. Several methods for holding the specimen by means of a fixed holder have been utilized. Jaspers and Dautzenberg. [10] mounted the specimens in a ring discharge machined out of Inconel X750 with three springs holding the specimens at the centreline of the bars. According to Nemat-Nasser and Isaacs [11], the specimen was held between the bars by thermocouple wire and was attached by suitable wires to a sleeve. In the study by Lennon and Ramesh [12] the specimen was held between the pressure bars by means of thermocouple wire. Thermocouple wires would break apart during the experiments. In high temperature high strain-rate experiments with a halter specimen, a fixed holder, simply and precisely designed, has been used. The use of this holder has not been found to have any negative effects on the normal performance of the SHPB, and the heating system, and repeated experiments at various temperatures have demonstrated its precision and usefulness. This holder is adjustable, and does not require any exchanging in a series of experiments where dimensions of the specimen and temperatures are varied systematically. After each experiment, it can be immediately used in the next experiment. The layout of the high temperature test set up at LGCGM is shown in Figure 5. Although SHPB system does have the ability to effect contact between the cold pressure bars and the hot specimen, by means of a fast acting electropneumatic actuation system, controlled by a PC, the thermal behaviour of the halter specimen will make it possible to bring the bars in contact with the
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
160 Computational Methods and Experiments in Material Characterisation II specimen manually. Following the verification of the specimen and SHPB equipment, a number of dynamic uniaxial compression tests were conducted.
Figure 5:
5
The layout of the high temperature tests set up at LGCGM.
Dynamic compression experiments
5.1 Material To investigate the effects of temperature as well as strain rate, the aluminium alloy 5083 was selected as the high temperature SHPB test material. The specimen in the form of halter has density 2660 Kg/m3, Young's modulus 71 GPa, full length of 27 mm and length and diameter of central part are 5 and 9 mm, respectively (fig. 2). 5.2 Experimental procedure A specimen is held by the holder at correct position and quickly is heated up to the desired test temperature (usually 15 to 20°C higher than the test temperature), by using a high frequency induction coil. When a quasi stable temperature distribution in the specimen is achieved and just before the impact bar is projected from gas gun, the bars are brought manually and simultaneously in contact with the hot specimen. The bars were located 80 mm from the specimen during heating the specimen. The specimen temperature is continuously monitored by means of a thermocouple in contact with it. The estimated inaccuracy of the temperature measurements does not exceed ±3 °C. 5.3 Some experimental results By testing a number of specimens at the primary velocity of the striker bar of 10.6, 13.5 and 15.9 m/s at temperatures ranging from room temperature to 400 °C and recording as the incidence, reflected and transmitted strains, the WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
161
following results were achieved. In these experiments the impact velocity of the striker bar were varied so as to obtain different strain rates. A velocity equal to 10.6 m/s gives average true strain rate between 1200 and 1800 s-1, and a velocity equal to 13.5 m/s gives average true strain rate between 1800 and 2400 s-1, whereas a 15.9 m/s velocity results in average true strain rate between 2400 and 3000 s-1. The average strain rate for these tests is only an “estimate” because strain rate is not constant in this type of SHPB test. Selection of these values makes the investigation of the effects of temperature on flow stress at a constant strain-rate possible. Figure 6 shows incident, reflected and transmitted strain-time signals obtained from the dynamic compressive tests for striking velocity of 15.9 m/s at dissimilar temperatures. In Fig. 6, the reflected waves, which are related to the strain rate of the specimen, were increased as the temperature increased, while the incident waves remained at the same magnitude. The transmitted waves can be related to the flow stress of the specimen, changed as the temperature increased. Therefore, the flow stress was reduced as the temperature increased. To obtain the dynamic characterisation inverse analysis must be used; use of classic analysis can cause error. The obtained flow curves and the dynamic characterisation in these experiments will be studied in future articles.
Figure 6:
6
Incident, reflected and transmitted strain profiles obtained from high strain rate compression SHPB experiments at room temperature to 400°C (measured striking velocity is 15.9 m/s).
Conclusions
A simple technique which has been used in experiments of high strain rate at temperatures higher than room temperature was described. Using the halter WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
162 Computational Methods and Experiments in Material Characterisation II specimen makes it possible to place the cold bars next to the hot specimen by hand, and without using cumbersome mechanisms, making it possible to perform the compression SHPB experiments at high temperatures with more confidence. Following the verification of the SHPB equipment, a number of dynamic uniaxial compression SHPB tests are conducted on aluminium 5083 alloys specimens. The influence of temperature and strain rate on the signals recorded by strain gauges in various experiments of Al 5083 has been presented.
References [1] [2] [3] [4]
[5] [6] [7] [8] [9] [10] [11] [12]
Field, J.E., Walley, S.M., Bourne, N.K. & Huntley J.M., Review of experimental techniques for high rate deformation studies. DYMAT 2000 Series-Books. http://www.dymat.org/html/dymat-books.html. Arrieta, H.V. & Espinosa, H.D., The role of thermal activation on dynamic stress-induced inelasticity and damage in Ti-6Al-4V. Mechanics of Materials, 33, pp. 573-591, 2001. Bariani, P., Berti, G. & Corazza, S., Enhancing performances of SHPB for determination of flow curves. Annals of the CIRP, 50/1, pp. 153-156, 2001. Al-Mousawi, M.M., Reid, S.R. & Deans, W.F., The use of the split Hopkinson pressure bar techniques in high strain rate materials testing. Proc. Of the Institution of Mechanical Engineers, 211, Part C, pp. 273292, 1997. Lindholm, U.S. & Yeakley, L.M., High strain-rate testing: tension and compression, Experimental. Mechanics, 8, pp. 1-9, 1968. Kuhn, H. & Medlin, D., mechanical Testing and Evaluation, ASM Handbook, Vol. 8, ASM International: Ohio, pp. 462-468, 2000. David software, User’s manual, version 3052. Deltort, B., Neme, A. & Tanguy, B., A new specimen geometry for compression Hopkinson bars. J. Phys. IV, pp. 265-270, 1997. Davoodi, B., Gavrus, A. & Ragneau, E., An experimental and numerical analysis of heat transfer problem in SHPB at elevated temperatures, Article in press. Jaspers, S.P.F.C. & Dautzenberg, J.H., Material behavior in conditions similar to metal cutting: flow stress in the primary shear zone. Materials processing technology, 122, pp. 322-330, 2002. Nemat-Nasser, S. & Isaacs, J.B., Direct measurement of isothermal flow stress of metals at elevated temperatures and high strain rates with application to Ta and Ta-W alloys. Acta mater. 45(3), pp. 907-919, 1997. Lennon, A.M. & Ramesh, K.T., A technique for measuring the dynamic behavior of materials at high temperatures. Int. J. of Plasticity, 14(12), pp. 1279-1292, 1998.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
163
High temperature properties and the crack susceptibility of new steel grades for automotive purposes G. Gigacher, R. Pierer & C. Bernhard Christian Doppler Laboratory for Metallurgical Fundamentals of Continuous Casting Processes (CDL-MCC), Leoben, Austria
Abstract The use of new high-strength steels with good plasticity in automobiles offers a remarkable potential for improvements in the area of weight reduction with simultaneous improvement in crash-safety. For the steel industry, this trend to highly-alloyed, high-strength steels means a considerable potential for metallurgical research. Continuous casting in particular appears to be a big challenge for such steels. The focus of the investigations documented here are: high temperature properties, crack behavior, non-metallic inclusions and segregation effects in new lightweight steels with induced plasticity (LIP). It is possible to investigate these, especially the high-temperature properties and the crack susceptibility, using the SSCT (submerged split chill tensile) test. Preliminary results for these steels show higher crack sensitivity due to the micro-segregation behavior and non-metallic inclusions, which are crack initiators. In addition, the high-temperature strength of these new steel grades is significantly higher than that of common steel grades. For a better understanding of the experimental results, a numerical model of the SSCT test was used. Due to a lack of documented high-temperature properties of these new steel grades, e.g. elasto-plastic parameters, the comparison of experimental and computational results gives a first approximate indication of these important high-temperature parameters. Knowledge of the high-temperature mechanical properties and crack sensitivity provides an important basis for the development of industrial-scale production processes for these new steel grades using the continuous casting process. Keywords: high-temperature properties, non-metallic inclusions, LIP steels.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
164 Computational Methods and Experiments in Material Characterisation II
1
Introduction
Preventing the formation of defects during continuous casting demands both detailed knowledge of the high-temperature mechanical properties of the cast material and analysis of the strand deformation during the continuous casting process. In continuous casting, the solidifying strand shell experiences mechanical and thermal loads resulting from contraction and phase transformation; temperature gradients along the surface of or across the shell; friction between the strand and mould; bending and straightening, bulging, and soft reduction. The worst possible combination of these loads and the mechanical properties (strength and ductility) leads to fracture of the solidifying shell, for example total fracture which results in breakouts, or partial fractures resulting in surface or internal defects. It is therefore very important to use a laboratory method with test conditions close to those of the actual continuous casting process. The SSCT (submerged split chill tensile) test was developed for that purpose. The major aspects of the method relating to its comparability with the continuous casting process can be summarized as follows: the SSCT test is performed in-situ during solidification, and the main load direction is perpendicular to the main dendrite growth axis – identical to the continuous casting process (see fig. 1). The microstructure of the solidifying shell can be regulated by adjusting the cooling rate used in the test according to continuous casting conditions. Low strain-rate testing can be applied, mimicking the typical strain rate in continuous casting ranges from 10-4 to 10-3 s-1. A deformable mushy zone exists in order to simulate crack formation, in particular hot tearing (see fig. 1). This paper deals with a thermo-mechanical analysis of the SSCT test based on an elasto-plastic approach, and compares the calculated results with results from four SSCT test series. Another goal of the experiments was to compare the high-temperature properties (elasto-plastic parameters, crack susceptibility, stress-strain behavior of the solidifying strand shell, micro-segregation, non-metallic inclusions) of different steels grades. One of the main intentions was to verify the quality of the SSCT test model for new, highly alloyed (manganese, silicon, aluminum) LIP steels. The main challenge was to find proper elasto-plastic parameters for these new steel grades.
2
Experiments
Fig. 1 shows a schematic view of the SSCT test method [1, 2, 3] and the solidification conditions compared to the continuous casting process. A solid steel test body, split in two halves, is submerged into the liquid melt in an induction furnace. The surface of the test body is spray-coated with a thin zirconium oxide layer in order to control the cooling conditions (coating thickness) and to minimize friction. Uncoated test bodies lead to cooling rates similar to those of thin strip, a 0.4 mm coating means solidification conditions similar to slab casting. A steel shell solidifies around the test body with the main crystallographic orientation perpendicular to the interface, similar to the situation WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
165
in a continuous casting mould. The force between the upper and lower parts of the test dummy is measured by a load cell, the position of the lower part by an inductive position sensor. A servo-hydraulic controller controls force and position. This allows a number of different testing procedures, including the hot tensile test in which, after a certain holding time, the lower half of the test body is moved downwards at a controlled velocity at strain rates typically between 10-3 and 10-2 s-1, and the necessary tensile force is recorded. The continuous casting process
Force, kN
The SSCT laboratory test
Mushy zone Elongation, mm
Solidified shell
Upper part
Melt STRESS
Lower part
Figure 1:
The SSCT test, schematic and solidification conditions during the laboratory test and the continuous casting process.
The calculations given in this paper refer to four SSCT test series. The main test conditions such as temperature (holding time), total elongation and strain rate were kept constant (see table 1). The different coating thicknesses led to solidification conditions similar to those found in the production of thin strip, thin slab and slab casting [5]. The four steel grades investigated each have different solidification behavior (see section 3.3) and different high-temperature properties. Table 1: Holding time (temperature)
12 s
Coating thickness (cooling rate) 0.0, 0.2 and 0.4 mm ZrO2
SSCT test conditions. Strain rate
-3 -1
2x10 s
Steel grades (solidification behavior) A (ferritic with gamma transformation) B (ferritic without gamma transformation) C (peritectic solidification) D (austenitic solidification)
Metallography was used to assess the solidified strand shell for: • microstructure • cracks • non-metallic inclusions A new method was used in the assessment of non-metallic inclusions [4, 5].
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
166 Computational Methods and Experiments in Material Characterisation II The detailed test parameters and the results of the four test series are presented and compared to the results of numerical calculations in section 4.
3
Numerical calculations
3.1 Thermal analysis The Simulation of the SSCT test – calculation of the force elongation curve – requires detailed knowledge of the temperature distribution inside the solidifying shell and of the shell growth during solidification. The increase in temperature inside the test body is therefore recorded at defined distances from the chill shell interface using thermocouples. This allows the heat flux density and the heat transfer coefficients at the chill surface to be calculated using an inverse model. The enthalpy distribution between the chill surface and the inner surface of the induction furnace can be determined by solving equation (1) for one-dimensional heat conduction in cylindrical coordinates:
ρ (T )
∂H (T ) 1 ∂ ∂T = ⋅ r ⋅ κ (T ) ∂t r ∂r ∂r
(1)
H(T) is the enthalpy, ρ(T) the density, and κ(T) the thermal conductivity of the steel as a function of temperature T. In eqn (1), r and t denote the radius and the time respectively. The result of the thermal analysis is the temperature distribution in the melt over time for the duration of the test, a parameter which is very important for the following mechanical analysis. 3.2 Mechanical analysis In order to mathematically describe the SSCT test, we applied an elasto-plastic model [6, 7]. The total strain ε tot (t ) is split into the elastic strain ε el (t ) and the inelastic strain
ε pl (t ) , where all variables are time-dependent due to the time
dependence of the shell thickness and temperature distribution in the shell:
ε tot (t ) = ε el (t ) + ε pl (t )
(2)
σ (t ) = E ⋅ ε el (t )
(2.1)
σ (t ) = K p ⋅ ε pl (t ) n
(2.2)
Eqn (2) describes the total deformation of the solidified steel shell under stress. Eqn (2.1) describes Hooke’s well-known law and eqn (2.2) is the Ramberg-Osgood law [8]. E is the Young’s modulus, KP and n are temperature-
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
167
dependent material properties called the plastic resistance and the strainhardening exponent. The Young’s modulus E, the plastic resistance KP and the strain-hardening exponent n must therefore be expressed as functions of temperature. To determine n we followed the procedure outlined by Uehara et al. [9], and the plastic resistance KP was calculated as a function of temperature and carbon content. 3.3 Metallographic methods and thermodynamic considerations The degree of purity is becoming increasingly more significant as a quality criterion in the light of higher product specifications for steels today. The quality properties of a product are considerably determined by the number, distribution, size, shape and composition of non-metallic inclusions. Non-metallic inclusions are substances that have a completely different composition compared to that of the steel matrix and show a sharp contrast at the phase-surface boundary to this matrix. These inclusions represent a non-metallic foreign phase in the metallic matrix. Non-metallic inclusions can be classified according to a number of criteria. The most unambiguous method is by chemical composition. Further criteria involve analysis of origin and size. The evaluation of the degree of purity is the most important objective. There are many methods that make use of different measurement principles, all of which have their advantages and disadvantages. The methods in table 2 are those implemented in the course of the work presented here. Table 2:
Overview of various methods of determining the degree of purity (light optical microscopy – LOM; non-metallic inclusions – NMI; secondary electron microscopy – SEM; energy dispersive X-ray analysis – EDX).
Method
Conclusion
LOM
Number, size, type and distribution of + Image, morphology of the NMIs NMIs - no quantitative indication, subjective Number, size, type and distribution of + automatic analysis NMIs - only oxides and sulphides
LOM with image analysis SEM/EDX automated SEM/EDX
Remark
Number, size, type, composition and + Image resolution distribution - Cost of analysis Number, size, type, composition and + statistically sure analysis of distribution microscopic NMIs - Long duration of analysis, no macro-inclusions
Several metallurgical processes must be considered with respect to the formation of inclusions:
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
168 Computational Methods and Experiments in Material Characterisation II a)
Formation of endogenous inclusions that are based on supersaturation of elements during melting and alloying. b) Formation of inclusions during cooling from process temperature or during phase transformation (e.g. solidification) c) Formation of inclusions based on reactions of the molten metal with a slag. d) Formation of inclusions based on reactions of the molten metal with the refractory lining of the furnace. Cases a and b were investigated in the current project. Special reactions between the slag and the refractory material are expected as a result of the steel composition. These reactions will be the subject of further studies. Initially, endogenous inclusions expected due to the composition of the steel were calculated using the thermodynamic calculation program ThermoCalc (version TCW3, steel database: TCFE3 TCS v.2). In section 4 the results of the simulation and the observed non-metallic inclusion are shown, and the interaction between micro-segregation-non-metallic inclusions and crack susceptibility is discussed. The next goal of the current project is to compare the solidification behavior of the new steel grades with reference steel grades. Figure 2 shows phase diagrams of four steel grades calculated using ThermoCalc (TCW3, steel database: TCFE3 TCS v.2). The steel grades A and B are two reference steels. Both grades show a ferritic solidification behavior, A with and B without the gamma transformation. Steel grade C is a LIP steel with peritectic solidification behavior, steel grade D a LIP steel, which solidifies austenitic. Because of the different phase transformations during the solidification, differences in the hightemperature properties should be observed.
4
Results and discussion
Fig. 3 shows the results of the experiments compared to the calculated forceelongation curves for the four different steel grades. The results refer to tests with a coating thickness of 0.0 mm (= high cooling rate, CR↑) and 0.4 mm (CR↓), resulting in typical surface temperatures of between 1050 and 1150 °C and between 1350 and 1400 °C, respectively. The strain-rate is the same in all cases and it is therefore adequate to use an elasto-plastic model as described in section 3.2. The calculated curves for steel grades A and B are in very good agreement with the experiment at both, high and low cooling rate. Both steels solidify ferritic, and thus, at higher surface temperature (CR↓), the force-elongation curves and the strength are similar. Nearly no hardening can be obtained, and the curves point at a low crack susceptibility of both steels. At lower surface temperature, the shell partly transforms into austenite in the case of steel A (compare fig. 2). This results in a remarkable hardening and a higher strength, according to results from the literature [10, 11].
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
A:
B:
δ-ferritic solidification with δ-γ phase transformation
ferritic solidification
Tliq
L+δ
δ
169
Tsol L+
γ
L+
α
α L+
α+γ
γ γ
α+γ
C:
D:
peritectic solidification with δ-γ phase transformation L+
L+δ
δ
austenitic solidification
δ+γ
L+
γ L
γ
Figure 2:
γ
Solidification behavior of special steel grades (ThermoCalc calculations- TCW3/TCFE3).
25
15
CR experiment, high CR
10
CR
5
15 CR
10
experiment, high CR
5
experiment, low CR
0
experiment, low CR
CR
0 0
0,2
0,4 0,6 0,8 Elongation, m m
1
1,2
0
0,2
0,4 0,6 0,8 Elongation, m m
1
25
25 C
15 CR
10
experiment, high CR
CR
5 0
Figure 3:
0,2
0,4 0,6 0,8 Elongation, m m
1
experiment, high CR
15
experiment, low CR
CR
10 5
experiment, low CR
0
1,2
CR
D
20 Force, kN
20 Force, kN
Experiment Calculated
B
20 Force, kN
Force, kN
25
A
20
+γ
0 1,2
0
0,2
0,4 0,6 0,8 Elongation, m m
1
1,2
Experimentally determined and calculated force-elongation curves of different steel grades.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
170 Computational Methods and Experiments in Material Characterisation II Steel C goes through a peritectic phase transformation. This results in higher shrinkage during and after solidification, uneven shell thickness and a higher crack susceptibility. This tendency is reflected by the force-elongation curve at higher surface temperature (thin shell): the tensile force decreases after reaching a maximum value, which points to a massive nucleation and propagation of cracks. Owing to a higher heat removal, in the case of the uncoated test body, the solidified shell is thicker after the same holding time. Being at a lower temperature, the parts of the shell located nearer to the test body’s surface absorb higher forces. Consequently, the strain distribution is more even, preventing the defect formation in the more crack sensitive regions. Steel D has a very outstanding composition with regard to the high manganese content. The force-elongation curve is very much different from those of the other three steels: the force steadily increases to values of more than 18 kN, indicating a moderate crack susceptibility. This is surprising, as the liquidus-solidus-temperature-range amounts to more than 150 K, which is – for common steels – an indicator for a higher crack susceptibility. The calculated force-elongation curves do not correspond with the experimental results which is partly a consequence of the lack of thermophysical data for these steels, resulting in an inaccurate description of the solidification. Moreover, the available high-temperature mechanical data is also insufficient, and it is the objective of ongoing research work to improve already existing data. 1,2 1
1,00
high cooling rate low cooling rate
crack index
0,8 0,6 0,4 0,17
0,2 0
0,00
0,04
A
Figure 4:
B
0,14 0,05
0,02 0,05
C
D
Crack susceptibility of four steel grades with different solidification behavior.
Fig. 4 summarizes the results of the metallographic examinations: the solidified strand shell of each steel grade was investigated by LOM after etching. The length and area of each crack are measured, but no classification between special kinds of cracks (e.g. hot tearing, subsurface cracks …) is made. From the total number of cracks and their length and width, a crack index is defined. The crack index of the most sensitive steel (steel C, high temperature) is set to 1, and the crack indices for the other steels are related to this value. As can easily be seen, steel grade C shows an enormously high crack index under unfavorable
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
171
conditions, followed by steel D. Steels A and B are uncritical, according to the experience of the casting practice. The crack sensitivity rises at higher surface temperatures for all steels. This is not to be seen as a temperature effect, but as a consequence of thicker shells and a more even strain distribution in the case of the uncoated test bodies. The influence of the higher cooling rate on the microstructure of the steel shell is a further potential parameter, but difficult to quantify because of the extremely different solidification path. In general, a higher cooling rate yields a finer microstructure, and thus reduces the crack susceptibility. All in all, the results confirm the expectations: several concepts of LIP-steels will be difficult to cast in conventional processes. Some of the above-described test results point to the positive influence of higher cooling rates. Nevertheless, further work has to be done in order to allow the conclusion that thin slab casting or strip casting are the favorable processes for the production of these steel grades. With respect to the composition, the results underline the importance of the solidification path and the resulting phases and phase transformation for the crack susceptibility. The development of new concepts for alloys should therefore not only focus on their final properties, but also on their processibility – with solidification being an important factor. Influence of O, N and S on non-metallic inclusions [O]
SSCT-test
200 ppm
Liquid
(MnO).(Al2O3) stable
100 ppm
2(SiO2) 3(Al2O3) stable ALN stable 10 ppm
Liquidus (FCC stable) Liquidus (BCC stable) Solidus
[N]
MnS stable
150 ppm 100 ppm 50 ppm
[S] BCC
BCC + FCC
Figure 5:
FCC
100 ppm 50 ppm 10 ppm
LIP steel ThermoCalc TCW3 databases TCFE3 / SSOL4
measured types Al2O3
.
expected types MnO . Al2O3 AlN MnS
.
MnO with AlN
Al2O3 . MnO with AlN and MnS Al2O3 . MnO with MnS - edge + automated SEM/EDX analysation + LOM + Raman spectroscopy
Al2O3 . MnO MnS AlN AlN an MnS
Calculated and measured non-metallic inclusions of LIP steels [5].
Another important aspect is the steel cleanness, fig. 5. In the case of highly Manganese and Aluminium-alloyed steels (type D), the precipitation sequence is much different from common carbon steels. At higher Mn-contents, MnO.Al2O3 – spinels and Al-Nitrides form in the melt. These primary inclusions act as nuclei for precipitations. During solidification, the enrichment of Mn and S leads to the precipitation of MnS, even at S-contents of 10ppm or less [5]. The metallographic examinations of SSCT-test-specimen confirm the thermodynamic calculations: Firstly, the dominating phases in non-metallic inclusions are MnO, Al2O3, AlN and MnS. Secondly different combinations of these phases in the inclusions, depending on the sequence of their formation, exist. Segregated internal cracks are also a preferable location for the precipitation of sulfides. As this might cause serious problems in further processing, the prevention of crack formation is absolutely necessary.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
172 Computational Methods and Experiments in Material Characterisation II
5
Conclusions
Within the scope of the present work four different steel grades were compared with respect to high temperature mechanical properties, crack susceptibility during casting and steel cleanness. Two of these steels are low carbon steels and two of them are LIP steels, one of them being an Al-alloyed, high-manganese steel. The results confirm the expectations: the primary ferritic solidifying steels show a low tensile strength, slight hardening and are crack-resistant under the testing conditions. In the case of the steel going through the peritectic reaction, an increase in the hardening effect and the tensile strength can be observed. These encouraging factors are compensated by an extremely high crack susceptibility. The high-manganese steel shows a remarkable tensile strength and an astonishingly lower crack susceptibility, although the liquid-solid temperature range amounts to more than 150 K. Generally, a higher cooling rate improve the mechanical properties, indicating the potential of thin slab casting as a possible production route. The thermodynamic modeling of the high-manganese steels points at the existence of nonmetallic inclusions which are very different from those of common steels. The metallographic examinations confirm these results. Finally it can be said that the existing data on high temperature mechanical properties as well as crack susceptibility of LIP-steels are still insufficient for answering the question for a suitable casting process. This is the objective of ongoing research work.
Acknowledgement The authors acknowledge the funding of this project by VOEST-ALPINE Industrieanlagenbau GmbH, voestalpine Stahl GmbH and the Christian Doppler Research Society.
References [1]
[2] [3] [4]
Bernhard, C., Pierer R., Tubikanec A. & Chimani C., Experimental characterization of crack sensitivity under continuous casting conditions, Proceedings of the CCR04 - Continuous Casting and Hot Rolling Conference, June 14-15, Paper No. 6.3, 2004. Hiebler, H. & Bernhard, C., Mechanical Properties and Crack Susceptibility of Steel during Solidification, Steel Research, 69(8+9), pp. 349-355, 1999. Bernhard, C., Hiebler H. & Wolf M., Simulation of Shell Strength Properties by the SSCT Test, Trans. ISIJ, 36, Supplement, pp. 163-166, 1996. Nuspl, M., Wegscheider, W., Angeli, J., Posch, W. & Mayr, M., Qualitative and quantitative determination of micro-inclusions by WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
[5] [6] [7] [8] [9] [10] [11]
173
automated SEM/EDX analysis, Analytical and Bioanalytical Chemistry, 379, pp. 640-645, 2004. Gigacher, G., Metallographic aspects in high-manganese-alloyed steels, Practical Metallography, Special edition 36, pp. 51-57, 2004. Pierer, R., Bernhard, C. & Chimani, C., Evaluation of common constitutive equations for solidifying steel, BHM, 150, No. 5, pp. 163169, 2005. Pierer, R., Bernhard, C. & Chimani, C., Experimental and analytical analysis of the high-temperature mechanical properties of steel under continuous casting conditions, CMEM, 2005. Lemaitre, J. & Chaboche J. L., Mechanics of solid materials, Cambridge University Press, Cambridge, 1994. Uehara, M., Samarasekera I. V. & Brimacombe J. K., Mathematical modeling of unbending of continuously cast steel slabs, Ironmaking and Steelmaking, 3(3), pp. 138-153, 1986. Haste, K., T. Suzuki and K. Schwerdtfeger: Thermomechanical properties of steel: viscoplasticity of austenite iron and austenite Fe - C alloys, Materials Science and Technology, Vol. 8, (1992), No. 1, pp. 23-33. Harste, K. and K. Schwerdtfeger: Thermomechanical properties of iron: viscoplasticity of ferrite and of austenite-ferrite mixtures, Materials Science and Technology, Vol. 12, (1996), No. 5, pp. 378-384.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
This page intentionally left blank
Computational Methods and Experiments in Material Characterisation II
175
Thermogravimetric analysis of novel brake friction materials M. N. Berhan, G. S. Darius, N. V. David, A. A. Shahrul, M. B. Zaki & M. Zulkifli Faculty of Mechanical Engineering, Universiti Teknologi MARA (UiTM), Malaysia
Abstract Thermogravimetry (TG) refers to the measurement of weight changes when a specimen is heated to a scheduled heating program. In general, TG involves the measurement of weight loss as a function of temperature. Derivative Thermogravimetry (DTG) is a method of expressing the results of TG by giving the first derivative curve as a function of temperature. This paper presents the TG and DTG analysis of four novel formulations of brake friction material, namely samples S1, S2, S3, and S4, with reference to the TG/DTG curves obtained for the raw materials (individual ingredients) of the formulations. Due to the inherent variation of constituents, each sample exhibited different TG/DTG curves thus indicating the uniqueness of each formulation. Sample 1 decomposed in three stages. Samples S2, S3 and S4, however, displayed a recognisable TG curve pattern although the rate of decomposition and reaction occurred at different rates and temperatures. Sample S3 registered the lowest total weight loss of 9.28% while the highest total weight loss of 23.8% was observed in sample S4. The TG results revealed notable decomposition between 450oC and 580oC in all samples, corresponding to the degradation of certain ingredients such as barium, Nipol and iron oxide. Coupling TG to other thermal analysis procedures such as the EGA is necessary to detect and ascertain exactly which component is decomposed at each stage and temperature. The selection of suitable friction material depends on the braking conditions and related particular requirements. Keywords: thermogravimetry, derivative thermogravimetry, brake friction material.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
176 Computational Methods and Experiments in Material Characterisation II
1
Introduction
Friction materials consist of a mixture of fibres, abrasives, lubricants, fillers and organics and therefore regarded as a complex composite [1]. The multicomponent nature of any friction materials is not unusual as the brake lining material should be able to withstand very high pressure and thermal stresses besides other considerations such as heat dissipation and noise absorption. The application of friction materials in braking systems may occur at temperature as high as 800oC albeit 500oC is more common [2]. Chemical reactions and molecular disintegration at elevated temperatures cause decomposition of constituent materials. The physical and chemical changes at interfaces of friction components during braking and the cooling characteristics have been studied extensively [3, 4]. The raw materials composition governs the friction performance of friction materials [5]. In any effort to produce novel friction material, therefore, it is necessary to detect and compile the temperature – weight loss profile of the constituent materials and formulations to be able to predict the braking system performance and response over time. The TG method is apt for this purpose as it is a procedure for measuring changes in sample mass (or weight) with temperature. DTG represents weight loss per minute i.e. rate of reaction. The weight loss is primarily caused by decomposition of components as heat is supplied to it although the reverse may also occur due to, for example, oxidation. At many instances, the TG/DTG method should be complemented with other techniques for specific reasons [6, 7]. This paper presents the TG/DTG analysis of several formulations of novel brake friction materials for light rail transit brake system.
2
Experimental
The equipment used for TG is a Perkin-Elmer TGA 7. The temperature range used was 50°C - 1000°C at a scan rate of 10°C/min. Sample in powder form weighing not less than 10mg was used. Liquid nitrogen is used to maintain the cooling rate on the furnace.
3
Results and discussion
3.1 Raw materials Graphite has good resistance to high temperature but begins to oxidise at 500oC [8]. Referring to fig. 1, the tested sample exhibited high resistance to temperature increment up to 785oC, after which the sample begins to loss weight. The rate of weight loss increases constantly and reached 8% per minute at 990oC while the actual weight loss amounted to 34,5%. It has been reported that combustion of graphite leads to the weight loss [9]. The test result shows that the combustion process occurs in a single step between 785oC and 990oC.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
Figure 1:
177
TG/DTG curve of graphite (raw material).
Fig. 2 shows the TG/DTG thermogram of barium. At 180oC, the sample gained weight to a maximum of 100,065% at rate of 0,25%. The weight gain could be a result of reaction with the surrounding atmosphere but lasted up to 380oC. Above this temperature, weight loss was registered in three stages. The first stage persisted till 650oC while producing sharp peaks on the DTG curve at 546,3oC with a maximum loss at a rate of 0,15%.
Figure 2:
TG/DTG curve of barium (raw material).
The TG/DTG curves for rubber (fig. 3) represent single stage decomposition. This sample was observed to be stable under heating but only before 245oC. Above this temperature, the sample decomposes in one-step until the temperature reached 550oC after which no weight loss was registered. The DTG graph also indicates that the sample is capable of decomposing at a maximum of 11% per minute at 426,8oC. The TG/DTG results for Nipol (a proprietary polymer-based material) indicate a 3-stage decomposition as the sample is heated from 49,58oC to 995,8oC as shown in fig. 4. The significant loss of weight is at the second stage for which the temperature bandwidth is between 355oC and 535oC. This sample WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
178 Computational Methods and Experiments in Material Characterisation II can decompose at a rate as high as 32% per minute. The total loss of weight is about 93%. Above 725oC there was no weight loss recorded.
Figure 3:
TG/DTG curve of rubber (raw material).
Figure 4:
TG/DTG curve of Nipol (raw material).
Fig. 5 shows the TG/DTG plot for iron oxide. It is observed that at 49.78oC the sample gains weight up to 0.05%. Possible reason for this addition of mass could be the oxidation process during initial heating. The decomposition process of this sample begins at 221.2oC and can be divided into two stages. The first stage commenced at 221.2oC up to 345,6oC. Above this temperature, the sample underwent gradual increment of weight loss (in %; DTG) up to 0.24% at 996.3oC. Based on the DTG curve, there is no complex decomposition of the sample that occurs in this temperature domain (345.6oC - 996.3oC) although the curve indicates a minute step-wise decomposition slightly above 700oC. Sharp peaks (maximum weight loss) were evident between 500oC and 900oC. 3.2 Formulations Three decomposition stages were detected from the TG/DTG curves as shown in fig. 6 below. This sample decomposed steadily from the onset of heating until WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
179
468,2oC. During this period, the total loss of weight is 11,8%. Decomposition of two possible raw materials i.e. barium or rubber may have caused the increment of rate of weight loss between 200oC and 300oC. These possibilities are based on the results of raw materials. This is not conclusive but subject to verification by other thermal analysis technique(s).
Figure 5:
TG/DTG curve of iron oxide (raw material).
Figure 6:
TG/DTG curve of sample S1.
Rapid rate of weight loss occurred between 468,2oC and 486oC. As indicated in the DTG curve, the peak at 486oC corresponds to the derivative weight of 2,3% per minute, being the highest rate registered for this sample across the temperature domain. The rate of decomposition then improved to -1,25% at 550oC. The final stage of weight reduction commenced at 550oC resulting in 8,5% weight loss compared to the preceding stage. Significant weight loss occurred while heating the sample between 300oC and 700oC, contributing to 18,1% reduction. Decomposition eventually ceased at 750oC. The TG/DTG plot for sample S2 is shown in fig. 7. This sample revealed two stages of decomposition at a rate not more than -0,5% per minute at initial heating. Significant degradation began at 455oC and registered a peak rate of WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
180 Computational Methods and Experiments in Material Characterisation II 0,83% per minute corresponding to 499,6oC. Above this temperature, the decomposition occurred at a slow rate not exceeding -0,5% per minute until the temperature reached 825oC where the rate became -1,05% per minute with continuous lost of weight. The final stage of decomposition climaxed at 900 with a total reduction of 87% weight compared to the original weight of the sample. In general, the sample decomposed steadily over a temperature range between 400oC and 800oC with rate of weight loss less than -1,5% per minute. The TG/DTG results for this sample, as shown in fig. 8, indicate somewhat a similar pattern to that of sample S2 but the temperature range where most of the material decomposed is rather narrower compared to sample S2. The first part of decomposition occurred up to 400oC. This was followed by a sudden rise in the weight loss beginning at 450oC. The weight decrement continued steadily until 500oC where the derivate weight achieved a peak -1,05% per minute and began to decrease (i.e. slowing down of the rate of weight loss) until 580oC. This observation corresponds to a weight loss of 4,31%, being the highest loss in a single stage between 450oC and 580oC.
Figure 7:
TG/DTG curve of sample S2.
Figure 8:
TG/DTG curve of sample S3.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
181
The final segment of disintegration of the material was continuous weight loss but at rates that vary unexpectedly at 600oC and 687,4oC. By 750oC, the sample has lost 9,28% weight from its original value. Above that, the combustion of graphite may have probably contributed to further loss of weight. This sample also performed similarly to samples S2 and S3. It could not be concluded whether the decomposition occurred in one-step based on the TG/DTG curves. But the fact that the rate of weight loss peaked at several temperatures suggest that sample S4 is sensitive to temperature changes especially at lower range (up to 200oC) and around 500oC, the second being very similar to sample S1. Significant increase of derivative weight at 180oC suggests the degradation of the barium content. The second peak at 250oC corresponds to the decomposition of Nipol. A major portion of the sample decomposed between 400oC and 600oC.
Figure 9:
TG/DTG curve of sample S4.
The maximum degradation rate of this sample is 2,5% per minute at 519,6oC, surpassing the rate for all other samples i.e. S1, S2 and S3. With reference to the raw materials’ results (refer figs. 1, 2, 3, 4 and 5 above), this could be due to the decomposition of barium, Nipol and/or iron oxide. Decomposition continued at slower rates up to 900oC signalling the combustion of graphite. Total weight loss amounted to 23,8%, also the highest of all samples mentioned earlier.
4
Summary
Sample S1 decomposed in three stages. Samples S2, S3 and S4, however, displayed recognisable TG curve pattern (two stage decomposition) although the rate of decomposition and reaction occurred at different rates and temperatures. Sample S4 registered the maximum total weight loss of 23,8% at 1000oC while decomposition of sample S2 achieved 13% at the same temperature. S4 is sensitive to temperature changes especially at lower range up to 200oC and around 500oC, the second being very similar to sample S1. Decomposition of samples S1 and S3 attained completion at 900oC with the former registering 11,8% weight loss while the later registered 9,28% loss, both at a rate about – WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
182 Computational Methods and Experiments in Material Characterisation II 2,5% per minute. In spite of this, sample S3 exhibited high decomposition rate within a narrower temperature range. The TG results revealed that all samples inclined to decomposition between 450oC and 580oC, corresponding to the degradation of certain ingredients such as barium, Nipol and iron oxide. Coupling TG to other thermal analysis procedures such as the EGA is necessary to detect and ascertain exactly which component is decomposed at each stage and temperature. Selection of suitable friction material depends on the braking requirement of particular applications. Future work would include a comprehensive analysis involving determination of braking temperature and desired performance besides comparison of current results against those obtained for the commercial brake pads in tandem with techniques such as the EGA.
Acknowledgements This work is supported by MOSTI Malaysia through IRPA Grant 03-02-010055-PR0066/04-03. The authors would like to thank Dr. Mohmad Soib bin Selamat (AMREC, SIRIM), Dr. Talib Ria Jaafar (AMREC, SIRIM) and Dr. Mustafar Sudin (UTP, Tronoh) for their valuable support and discussion pertaining to this work. The administrative support provided by the Faculty of Mechanical Engineering, UiTM and the Institute of Research, Development and Commercialisation, UiTM is appreciated.
References [1] [2] [3] [4] [5] [6] [7] [8] [9]
Watson, C. & Millsap, T., Friction material; From prototype to production. SAE Paper No. 1999-01-3389, pp. 13 – 18, 1999. Cueva, G., Sinatora, A., Guesser, W.L. & Tschiptschin, A.P., Wear resistance of cast irons used in brake disc rotors. Wear, 255, pp. 1256 – 1260, 2003. Holinksi, R. & Hesse, D., Changes at interfaces of friction components during braking. J. Automobile Engineering, 217, pp. 764 – 770, 2003. Voller, G.P., Tivoric, M., Morris, R. & Gibbens, P., Analysis of automotive disc brake cooling characteristics. J. Automobile Engineering, 217, pp. 657 – 666, 2003. Compositions, Functions, and Testing of Friction Brake Materials and Their Additives; US Department of Energy, Office of Transportation Technologies, www.osti.gov/bridge. Ozawa, T., Controlled rate thermogravimetry: New usefulness of controlled rate thermogravimetry revealed by decomposition of polyimide. J. Therm. Anal. Cal., 59, pp. 375 – 384, 2000. Dakka, S.M., TG/DTA/MS of Poly(Methyl Methacrylate): The effect of particle size. J. Therm. Anal. Cal., 74, pp. 729 – 734, 2003. Kalpakjian, S., Manufacturing Engineering & Technology, pp. 236 – 237, 1995. Ramousse, S. et al., Thermal characterization of brake pads. J. Therm. Anal. Cal., 64, pp. 933 – 943, 2001.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Section 7 Image analysis
This page intentionally left blank
Computational Methods and Experiments in Material Characterisation II
185
Using synchrotron computed microtomography to quantify 3D micro geometrical changes in multimaterials D. Bernard Institut de Chimie de la Matière Condensée de Bordeaux, ICMCB-CNRS-Université France
Abstract Synchrotron microtomography is a non-destructive 3D-characterisation technique providing a three-dimensional mapping of the linear X-ray absorption coefficient (µ) of the material under investigation. When the considered sample is composed of different materials having dissimilar µ values, this mapping can be transformed into a 3D image of the different constitutive materials. Furthermore, microtomography being non-destructive, it is easy to follow the evolutions of a unique sample in 3D and with an unrivalled precision. To illustrate those points, the 3D-microstructure evolutions of two samples submitted to two different processes are presented. In the first case a lithium borate powder sample is followed during natural sintering. Morphological changes and a solid-solid phase change are quantified in 3D. In the second case, the modifications induced by reactive percolation of CO2 saturated water within a natural limestone sample are characterized. The process permitting one to proceed from the data acquired on the tomography beam line to a series of 3D images of the same sample at the different stages of its evolution is presented. Keywords: synchrotron, microtomography, 3D image analysis, multi-materials, microstructure evolution, sintering, reactive percolation, dissolution, CO2 geological storage.
1
Introduction
Generally speaking, tomography is an imaging technique that can be used to outline the interior of objects, and to measure their organisation in space and time in a non-destructive way. It is based on the use of penetrating rays like WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
186 Computational Methods and Experiments in Material Characterisation II X-rays, gamma rays or other electromagnetic or acoustic waves. By combining measurements in various directions and performing reconstruction calculations, it provides a map of the parameter characterising the interaction of the used radiation with the materials giving access to the inside of the body. During the 20th century, X-rays tomography became one of the most used techniques for medical purposes (X-ray scanners) or for inspecting parts in industrial sectors like aerospace or automobile. In this paper we want to focus on microtomography, a type of X-ray tomography where the voxel size unit is the micron. Such a resolution is now easily achieved thanks to the use of a synchrotron light source or of a micro focus X-ray source. Comparing two experimental set-ups like a synchrotron and a micro-focus tomograph is not really significant: on one side we have a very large facility (typical diameter of the storage ring = 250 m), and on the other side we have a system requiring a small room or, for very compact apparatus, that can even be simply placed on a table in an office. The choice between those systems cannot be based on absolute and universal technical or scientific arguments, several other aspects like the accessibility, the cost, the number of samples or the complexity of the data treatment must be taken into account for each specific case. Micro-focus apparatus are progressing rapidly and synchrotron facilities are more and more open to industrial applications making the use of those microtomography set-ups complementary rather than contradictory. Nevertheless, it is unquestionable that synchrotron gives 3D images of a better quality (better signal-to-noise ratio) than micro focus apparatus. For instance, Peyrin et al. [1] calculated, for the same bone sample, a ratio of 70.8 on an ESRF image and 5.8 on a laboratory tomograph image. The two main reasons for that are linked to the X-ray beam produced by the synchrotron that is parallel, permitting an exact reconstruction by inversion of Radon’s transform (it is not the case when the beam is conical) and very intense allowing to use only a small monochromatic part of the complete beam spectrum. This minimizes several artefacts [2] and permits precise quantitative measurements of µ. The number of applications of microtomography in geosciences and in material science is growing very rapidly as proved by the number of specialized sessions proposed in international conferences. General introduction and references can be found in recent review papers and books [2, 3, 4]. Several examples of multi-materials or porous materials evolutions have been published like glass sintering [5], pressure solution in rocks [6], dissolution by reactive percolation [7], mortar leaching [8], transport in semi-solid alloys [9] or composites damage evolution [10]. Two examples (one for chemical evolution, one for morphological evolution) are presented in this paper to illustrate the possibilities offered by synchrotron microtomography.
2 Solid-solid phase change during sintering Sintering is a process that leads to consolidation of a powder through particle bonding and porosity elimination at temperatures lower than the material melting point. During this heat treatment various phenomena take place like mass
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
187
transfers, minimising surface energies and inducing large micro structural changes (leading to densification and grain growth), but also phase changes (solid-liquid, solid-gas or solid-solid). In this paragraph we revisit an experiment [5] where such a solid-solid phase change have been put into evidence. 2.1 Experimental procedure In the work presented by Bernard et al. [5], sintering mechanism understanding was the main objective and one of the most important selection criteria was the availability of the materials under the form of regular grains with a size range (between 100 and 300 µm) allowing to image a significant number of grains while a high voxel resolution was kept. Two materials were studied; a commercial soda lime glass powder and a crystallised lithium borate powder. Only the case of lithium borate is considered here. A specific procedure has been necessary to obtain highly crystallised spherical particles fitting the desired diameters distribution. The resulting material has been examined by X-rays diffraction demonstrating its crystallised state and giving a formula corresponding to Li6Gd(BO3)3. From the powder, samples were prepared at ICMCB using a three steps protocol; i) The powder was compacted under uniaxial pressure (1.5 MPa) to form cylinders (3mm in diameter and 5 mm in height). Polyvinylalcool (PVA, 1 wt %) was used as a binder to promote mechanical strength in the green state. ii) A first heat treatment, at 650°C for 1 h, was done to burn out the PVA (2.5°C.min-1 heating rate). iii) A pre-sintering, at 720°C during 10 minutes, was realised to be sure that the samples could be manipulated. This sintering temperature was chosen to allow sintering with a limited evaporation of lithium borate. These samples were very poorly densified and constituted the starting point to study the microstructure evolution. The consecutive isothermal sintering treatments and microtomography measurements were sequentially performed on the pre-sintered samples at ESRF on the ID19 beam line. Sintering steps were done by introducing directly the sample in a furnace hold at 720°C. The X-ray beam energy was set to 17.5 keV and a typical experiment consisted in recording 900 projection images and about 100 reference images for flat field correction using the 2048 x 2048 pixels Frelon CCD camera with a pixel size of 4.91 µm (details on synchrotron microtomography can be found in the paper by E. Boller, et al. in those proceedings). XRD of the powder obtained from the final material (after the maximum sintering time of 190 min.) only revealed Li6Gd(BO3)3 phase. However, the observed weight loss and the modification of the grains surface aspect suggested that the mechanisms involved in this experiment were not as simple as expected. 2.2 Results The first results concern the visualisation of 2D sections through the scanned volume of the sample. Six images of sections chosen at approximately the same height within the sample illustrate the material evolution as a function of the sintering time (figure 1). These images are only 2D views. However, they
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
188 Computational Methods and Experiments in Material Characterisation II concern the same sample and the same area, and as such they provide interesting and original insights on the changes associated to sintering.
T = 5 min, section 301 (φ = 37.5%)
T = 35 min, section 294 (φ = 31.9%)
T = 70 min, section 290 (φ = 31.1%)
T = 100 min, section 290 (φ = 30.1%)
T = 140 min, section 291 (φ = 28.2%)
T = 190 min, section 286 (φ = 28.1%)
Figure 1:
Sections approximately at the same height through the lithium borate sample. A limited densification occurred and an unknown phase (in white) is detectable in the form of platelets or crystallites (arrows).
For short sintering times, ts = 5 min, grain sections appear as very regular. Grain arrangement remains close to the initial configuration that corresponds to a dense random packing of almost spherical particles. The major surprise at this stage was the presence of a small proportion (about 1.5 % of the volume initially) of heterogeneities within the grains. This parasitic phase appeared in white (material more opaque to x-rays) either in the form of crystallites or in the form of platelets (arrows on figure 1). It is very likely that those heterogeneities appeared during the preparation of the lithium borate powder by demixing in the liquid state. Our objective in this paper is not to elucidate the origin and the nature of this unknown phase but only to show that by synchrotron CMT it possible to precisely quantify the evolution of the volume fractions of the different solid phases present in the sample. During sintering, a limited densification occurred and the volume fraction of the unknown phase slightly increased. Necks that appeared at the contacts between grains present specific configuration that is usually associated with the initial stage of a liquid-phase sintering [11]. The presence of a liquid phase
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
189
generally facilitates the densification, but if another mechanism, like evaporation/condensation, is also operative, this can strongly limit the final density. As a matter of fact, the modification of the aspects of the grains surface and the weight loss noticed along the heat treatment (about 7% per hour at 720°C) corresponded likely to an evaporation/condensation mechanism. All these different arguments are in favour of a combination of mechanisms. Very few quantitative and relevant morphological measurements can be obtained from such 2D images. It is not the case in 3D. Three small volumes (1.5 x 1.5 x 1.2 mm3) have been extracted from the complete data sets. After registration they offer 3D images of the surface of the samples and permit precise computation of the evolutions of the local porosity and of the volume fraction occupied by the unknown phase. Volumetric estimates of those volume fractions can be performed with a precision (about 0.5%) much better than the one obtained on 2D sections.
Figure 2:
Superposition of three images of the same platelet of the absorbing solid phase at three different sintering times (5 min, 70 min and 190 min).
Using smaller 3D images (0.5 x 0.5 x 0.5 mm3) the way the absorbing phase is distributed between platelets and crystallites can be estimated within a single grain. Volume fraction increase with time is mainly due to crystallites. The geometrical evolution of a single platelet (figure 2) can also be evaluated: table 1 gives an estimation of the evolutions of the dimensions (a, b = small, large radius, c = thickness), the surface (S) and the volume (V) of the studied platelet. Table 1:
Characterisation of the morphological evolution of a single platelet of the absorbing solid phase (figure 7). a = small radius, b = large radius, c = thickness, S = external surface, and V = volume.
Time (min) 5 70 190
a (µm) 117 132 136
b (µm) 125 144 147
c (µm) 44 45 50
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
S (µm2) 2.97 104 3.69 104 3.98 104
V (µm3) 2.96 105 3.44 105 4.18 105
190 Computational Methods and Experiments in Material Characterisation II Synchrotron microtomography appears as a technique providing quantitative 3D information on the different phases that are present with an unrivalled precision and this, even when the volume fraction of one phase is too small to permit its detection by XRD in the powder obtained from the crystallised material. However, in the present case, synchrotron microtomography would not have been sufficient for a complete understanding of the process, some complementary studies are necessary, for instance to confirm the presence of a liquid phase (direct observation of the sintering of a few grains under a microscope) or to precisely determine the composition of the absorbing phase.
3
Reactive percolation through a natural carbonate sample
In the frame of a national project concerning CO2 sequestration in reservoirs (PICOR), a reactive percolation experiment with carbon dioxide-saturated water was performed on a porous limestone in order to better understand the relationships between fluid chemistry, hydrodynamics and structural properties at the pore and core scales. X-ray microtomography has been used to follow the evolution of the core micro-geometry in details. Preliminary results have been presented elsewhere [7]. 3.1 Experimental procedure A limestone cylindrical core of 9 mm diameter and 21 mm length has been prepared from a rock sample extracted from a quarry (Lérouville, Paris Basin, Meuse). The core is placed into a percolation cell after a coating insuring an efficient sealing of its periphery. The core is then saturated with calciteequilibrated water and CO2-enriched water is injected at constant flow rate. Three different stages of the reactive percolation process have been conducted with water equilibrated with carbon dioxide at the partial pressure of 0.10 MPa. Before and after those percolation stages, the sample is removed from the cell and imaged by X-Ray microtomography. Precise description of the experiment can be found in [7], here we will only consider the treatments necessary to quantitatively characterize the four 3D images obtained from microtomographic acquisitions: initial state, state 1 (after the first percolation stage, 1 h 24 min), state 2 (after the second percolation stage, 12 h 30 min), and state 3 (after the third percolation stage, 8 h 30 min). Microtomographic acquisitions have been performed at the ID19 beam line of the European Synchrotron Radiation Facility (ESRF, Grenoble, France) at energy of 35 keV using the 2048 x 2048 pixels FReLoN camera. For each scan 1200 radiographies were acquired with a pixel size of 4.91 µm. After reconstruction by filtered retro-projection we obtained four images of the µ volumetric distribution in the part of the sample close to the fluid injection side of the core (at about 1 mm from the inlet surface). Those data sets are coded on one byte giving greyscale 3D images (0 to 255). Dark voxels correspond to low X-ray attenuation (voids) and light voxels to high X-ray attenuation (matrix).
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
191
3.2 Results Results presented here correspond to the four volumes V0, V1, V2 and V3 linked to the initial state and states 1 to 3. All sections comprise about 2000 x 2000 pixels and the number of sections varies between 1500 and 1800. 1400 of those sections match a common zone of the sample for the four volumes. 3.2.1 2D results The first results are the 2D sections where the different phases can be visually distinguished (figure 3). In spite of their high quality those images are quite difficult to segment into the different phases listed above. This problem was left behind because the main segmentation we were interested in was between the solid and the pore, and this one is rather simple.
Figure 3:
Four sections approximately at the same height through the limestone core in the initial state and after the three percolation stages.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
192 Computational Methods and Experiments in Material Characterisation II The first percolation stage was done with a fluid only slightly unbalanced relatively to the minerals and the expected modifications of the microstructure were very limited. The precision of the 3D registration was of the order of half a voxel and permitted to put into evidence what was observed during the experiment: in the first percolation stage the modified solid phase was mostly the micritic mould that has been dissolved (very high reactive surface) and mobilized under the form of small particles. Exploring the variation along the core axis, we rapidly discovered that the extreme values were not associated to the largest modifications but to ring artefacts. Because the 3D reconstruction from the projections implies a transformation from a cylindrical system of coordinates to a Cartesian one, the noise affecting the sections of the reconstructed volume generally presents marked circular patterns. Ring artefacts are extreme manifestations of those patterns. Those artefacts are usually attributed to a non-linear behaviour of some pixels of the detector during acquisition. Being linked to the detector and not to the sample, they distinctly alter the difference between the volumes. Ring artefacts are recurrent in high-resolution microtomography but their systematic correction is still a problem. Disregarding the correction directly on the 3D images (always partly manual) we developed a filter to be applied before reconstruction. The origin of the filter is the classical observation that a large ring artefact is always associated to a linear mark in the corresponding sinogram (representation of the microtomographic data in the plane (u, θ) for a given section). Smoothing this linear mark can then eliminate the ring artefact. Ring artefacts correction has been rather effective in our case and we tried to register the corrected volumes in the way we followed for volumes V0 and V1. There we encountered difficulties to find, with the required precision, the necessary landmarks. This simple approach appeared as too sensitive to the quality of the 3D images. New algorithms are under evaluation for the registration of very large volumes. Because smaller volumes can be manipulated interactively with a computer equipped by a good graphic card, four “small” volumes (400 x 400 x 400 voxels corresponding to a large pore) have been registered, partly automatically and partly manually. 3.2.2 3D results The four volumes ω0 to ω3, extracted respectively from V0 to V3 have been registered with a precision high enough to permit the visualisation of the movements of the fluid/solid interface (figure 4): on a grey scale image of a section at the initial state, lines indicating the position of the fluid/solid interface at states 1 to 3 (I1 to I3) are drawn. Particle movements during the first percolation stage are visible (A and B on figure 4). In addition dissolution of the large grains, that were only effective during the second and third stages of percolation, is visualized. To quantitatively characterise the evolution of the sample, a simplified representation has been used that only distinguish between two situations for a voxel; being in the pore (0) or being in the solid (1). Then a bit is sufficient to represent the state of a voxel at a given time. In a grey level 3D image, eight bits
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
193
are available for each voxel authorizing to resume on a single 3D image the complete history of the studied volume. A new volume is then built in the subsequent way: for each voxel; if it was in solid in the initial state, the bit number 5 is set to one. In the contrary, it is set to zero. If it was in solid in the state 1, the bit number 6 is set to one. In the contrary, it is set to zero. The same rule is applied for states 2 and 3 to fix the bits 7 and 8. The four remaining bits are set to zero. Each voxel of the ensuing volume H has a value that is a digest of the evolution of the voxel during the percolation experiment. With this approach we have produced a direct estimate of the evolution in time of what can be depicted as an effective reactive surface at the pore scale [7]. From the 3D images of the micro geometry provided by microtomography it is relatively straightforward to define grids that can be directly used to compute transport properties like permeability [6, 9]. For the complete sample about 1.7 109 voxels are in the pores. Even if only one third of the sample has been scanned, the number of voxels in the pores is too large for a direct computation (there is four unknowns, 3 velocity components and pressure, for each voxel).
I1
A
I2
I3
B
Figure 4:
Two sections through the small volume ω0 (in grey scale) on which are superimposed the locations of the fluid/solid interface after the three percolation stages (marked I1, I2, I3 on the right view). A particle of the micritic mould that disappeared during the first percolation (by dissolution or displacement) is pointed in A and a particle that appeared during the same time is pointed in B.
To reach exploitable grid sizes, the original volumes V0 to V3 have been sub sampled by a factor 4. The resulting volumes, SV0 to SV3, have been segmented and the portion of the pore space connecting the input and the output faces identified. It is through this fraction of the pore space (67.6% in SV0, 88.9% in SV1, 95.3% in SV2, and 97.0% in SV3) that the reactive fluid flows during the
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
194 Computational Methods and Experiments in Material Characterisation II percolation stages. Comparison of the direct computation results with experimental permeabilities can be considered as encouraging.
4
Conclusions
In this paper two examples have been presented to illustrate the possibilities offered by synchrotron microtomography to quantitatively characterise the evolutions of porous materials. In the first one, a minor absorbing phase is considered. Even if its volume fraction is too small to be put into evidence by classical X-ray diffraction methods, it has been precisely quantified. Furthermore the two shapes under which it appears (platelets and crystallites) have been distinguished and the morphological evolution of a single platelet followed. In the second example, a portion of a limestone sample submitted to reactive percolation has been studied. After 3D registration of partial volumes, an original procedure has been applied to estimate the evolutions of the fluid/solid interface and of the effective reactive surface at the pore scale. Precise and large 3D images can now be obtained. Several data treatment methods, image analysis algorithms and numerical codes reach their limit of applicability for those sizes. The classical methods must be adapted, if possible, and new methods have to be developed to fully take advantage of the volume of information now available through X-ray microtomography.
Acknowledgements The author would like to thank Elodie Boller, Xavier Thibault, Peter Cloetens, and José Baruchel (ID 19, ESRF, Grenoble) for the scientific support concerning tomography experiments. Computations and visualisations have been made possible thanks to partial funding of the “Conseil Régional d’Aquitaine”, Bordeaux, France. The French project PICOR is also acknowledged for partial funding of the reactive percolation experiment.
References [1]
[2] [3] [4]
Peyrin, F., Salome, M., Cloetens, P., Laval-Jeanet, A.M., Ritman, E. and Rüegsegger, P. Micro-CT examinations of trabecular bone samples at different resolutions: 14 and 2-micron level. Technology and Health Care, IOS Press, 6, 5-6, 391-401, 1998. Baruchel, J., Buffière, J.Y., Maire, E., Merle, P. and Peix G., X-ray tomography in material science, Hermès Sciences Pub., Paris, 2000. Duliu, O.G. Computer axial tomography in geosciences: an overview. Earth-Science Reviews 48, 265-281, 1999. Mees, F., Swennen, R., Van Geet, M. and Jacobs, P., Applications of Xray computed tomography in the geosciences, Geol. Soc. Special Pub. N°215, Geological Society, London, 2003.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
[5] [6]
[7]
[8] [9]
[10]
[11]
195
Bernard, D., Gendron, D., Heintz, J.M., Bordère, S., Etourneau, J., First direct 3D visualisation of micro structural evolutions during sintering through X-ray computed microtomography. Acta Mat. 53, 121–128, 2005. Renard, F., Bernard, D., Thibault, X. and Boller, E., Synchrotron 3D microtomography of halite aggregates during pressure solution creep and evolution of the permeability. Geophys. Res. Lett., 31, 7, L07607 10.1029/2004GL019605, 03 April 2004. Noiriel, C., Gouze, P. and Bernard, D., Investigation of porosity and permeability in relation with microstructure changes during limestone dissolution. Geophys. Res. Lett., 31, L24603, doi:10.1029/2004GL021572. Burlion, N., Bernard, D. and Chen, D., X-ray microtomography: application to microstructure analysis of a cementitious material during leaching process. Cement and Concrete Composites, in press. Bernard D., Nielsen Ø., Salvo L. and Cloetens P., Permeability assessment by 3D interdendritic flow simulations on microtomography mappings of Al-Cu alloys. Materials Science & Engineering A, 392, 112120, 2005. Babout L., Maire E., Buffière J.Y. and Fougères R., Characterization by X-ray computed tomography of decohesion, porosity growth and coalescence in model metal matrix composites. Acta mat. 49, 2055-2063, 2001. German R.M., Sintering theory and practice. Wiley-Interscience pub., New York, 1996.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
This page intentionally left blank
Computational Methods and Experiments in Material Characterisation II
197
Fast acquisition high-resolution synchrotron radiation X-ray microtomography for academic and industrial purposes E. Boller1, P. Cloetens1, R. Mokso1, P. Tafforeau1, X. Thibault1, F. Peyrin2, A. Marmottant3, P. Pernot1 & J. Baruchel1 1
ESRF, BP220, Grenoble, France CREATIS – UMR CNRS 5515, INSERM U630, Lyon, France 3 GPM2 - ENSPG, BP 46,Saint Martin d'Hères, France 2
Abstract The use of modern synchrotron radiation sources for monochromatic beam microtomography provides several new possibilities. These include, in addition to reduced signal-to-noise ratio, enhanced spatial resolution and phase contrast imaging, the quantitative measurements and the easy set-up of a sample environment for in-situ and/or real time experiments. Selected applications showing the improved capabilities, with special emphasis on industrially relevant topics, are presented. Keywords: microtomography, synchrotron radiation, phase imaging, fast acquisition, in-situ experiments, industrial applications.
1
Introduction
X-ray computed microtomography (µCT), with a spatial resolution in the 20 µm range, has emerged over the recent years. Several laboratory instruments have been developed [1,2] that are now commercially available and produce good results. However, the best quality images, in terms of signal-to-noise ratio and spatial resolution, are obtained on instruments located in synchrotron radiation facilities [3,4], which use a parallel and monochromatic beam, allowing a quantitative use of the data and in-situ and/or real time experiments. This paper reports and illustrates the latest possibilities associated with the availability of third generation sources of synchrotron radiation, such as the European Synchrotron Radiation Facility (ESRF). Section 2 is a brief WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
198 Computational Methods and Experiments in Material Characterisation II presentation of the aspects of synchrotron radiation which are relevant for microtomography. Section 3 describes synchrotron radiation beams coherence, which is one of the main features of modern SR facilities, and the use of this coherence to enhance the sensitivity through phase contrast imaging. Section 4 deals with the sample environment in microtomography: the possibilities include a traction machine, a cryostat and a furnace. Section 5 emphasises the importance of automation, with the example of a sample changer. Section 6 shows examples where the reduction of the acquisition time is crucial for the insitu observations. Finally, section 7 presents the industrial service offered on the experimental station ID19 at ESRF, together with selected applications.
2
Synchrotron radiation-based microtomography
Synchrotron radiation is the electromagnetic radiation produced by ultrarelativistic electrons (energies of several GeV) in a storage ring when they are deviated by a magnetic field. The storage ring consists of a succession of bending magnets and straight sections. The magnetic field is uniform in the bending magnets. It oscillates spatially in the insertion devices (wigglers and undulators) that can be set on the straight sections between two bending magnets. The X-ray beam is emitted in a narrow cone, tangent to the curved trajectory of the electrons in the storage ring: the beamlines are located all around the storage ring. Along with all synchrotron radiation sources, ESRF provides very high intensity of the emitted beam and a continuous spectrum, spanning the whole range from infrared to hard X-rays. One of the relevant parameters is the brilliance, which is the number of photons within a spectral band (0.1% of energy bandwidth) around the wished energy, per second, surface of the source and solid angle of emission. The brilliance of a synchrotron radiation source is several orders of magnitude bigger than the one of a usual X-ray generator (a factor of about 1012 in the case of the ESRF). The modern (“third generation”) synchrotron radiation facilities, and in particular the ESRF, not only display very high intensity X-ray beams, but also availability of photons in the range 1-300 keV, a beamline design optimised for a given set of techniques (X-ray imaging, for instance), and a small size of the electron beam cross-section (<100 µm). This last aspect leads to a very small angular extension α of the source as seen from a point in the specimen, hence to a sizeable lateral coherence (λ/2α, λ being the X-ray wavelength) of the X-ray beam, making it possible to obtain phase images by simply adjusting the sampledetector distance ("propagation" technique). These beam features, as well as the availability of a suitable detector (Fast REadout LOw Noise camera [5]), the improvement of the reconstruction and image-processing procedures, and the availability of the required computing power, lead to higher quality microtomographic images. Figure 1 shows the experimental set-up used at the beamline ID19 of the ESRF, where the results presented in this paper were obtained. The incoming beam can be considered as parallel, the source being situated 150 meters from the sample. This monochromatic parallel beam set-up exhibits
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
199
Highresolution detector system Mirror Scintillator
Figure 1:
Rotation 0-180° Sample
Monochromatic beam 'O/O=10-2 with multilayer 'O/O=10-4 with double Si crystals
FReLoN 14 bits or DALSA 12 bits (for fast acquisition)
White beam from wiggler or undulator
many advantages; for example, the reconstruction algorithms are exact and free from approximations, thus quantitative measurements are possible, avoiding artefacts due to beam hardening. Figure 1 also shows the main drawback of this approach: no X-ray magnification is obtained and the spatial resolution mainly results from the resolution of the detector.
Monochromator Rotation stage Translation stage
Principle of parallel and monochromatic beam microtomography at ID19.
When using the tomographic set-up of the ID19 beamline, typical total acquisition time is of the order of 1 to 30 minutes for recording 900 projection images, and around 100 reference images for flat-field correction. Data acquisition for one sample typically ranges from 2 Gigabytes for 900 projections ((1024)2 pixels) to 13 Gigabytes for 1500 projections ((2048)2) pixels). Due to the parallel geometry, the 3D-reconstruction problem is reduced to a sequence of 2D problems: each slice perpendicular to the rotation axis of the volume is independent of the other slices in the volume. The reconstruction times are kept reasonable (0.5-2 hours) by parallelizing the reconstruction task on a cluster of computers.
3 Phase contrast imaging The X-ray beams produced at third generation synchrotron radiation facilities exhibit a high degree of spatial coherence. In addition to contrast due to sample absorption, this property induces another type of contrast. Phase contrast images can be recorded by simply varying the sample-to-detector distance (“propagation technique” [6]). The advantage of this imaging technique is its increased sensitivity, in particular for light materials such as polymers, or for composites made up of materials with similar attenuation coefficients (for example Al and SiC). It is thus possible to detect small SiC particles inside an Al matrix, thanks to an “edge enhancement” contrast mechanism. Phase imaging based on the visualization of the edges (i.e. phase jumps) is not a quantitative technique and its spatial resolution is limited by the occurrence of the fringes used to visualize the borders. That is why a more quantitative approach of phase imaging and tomography has been developed. It is based on the combination of microtomographic scans, recorded at different distances. An adapted algorithm
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
200 Computational Methods and Experiments in Material Characterisation II allows the holographic reconstruction of the optical phase, well beyond the images of edges. The reconstructed quantity is, in combination with tomography the electron density, hence approximately the mass density, in each point of the sample. The highest accessible spatial frequency is determined by the resolution of the detector. This combined quantitative phase mapping and tomography procedure, called holotomography [7], provides a more sensitive approach to the characterization of materials on the micrometer scale. A recent paleobotanic application using this technique has given successful results. Samples were Tertiary charophyte from Southern France (Chara costulata) still embedded in a mineral matrix. Figure 2 presents a comparison between an “absorption” slice and the result of the holotomographic reconstruction.
Figure 2:
a) Absorption reconstructed slice of a charophyte (linear attenuation coefficient map) b) Same slice in holotomography (density map) (in collaboration with S. Zabler and M. Feist, Institut des Sciences de l’évolution de Montpellier, France).
In the second case, the used technique reveals many features that are invisible or hardly distinguishable on the absorption one. Most of these details can be observed using edge detection mode, but it is impossible to separate (segmentation process) the different parts, according to their grey levels, because only interfaces are enhanced. This can be easily performed using holotomographic reconstruction [8].
4
Sample environment in synchrotron radiation microtomography
Figure 3 corresponds to a common porous medium, snow, which must remain at a low temperature in order to be investigated. The sample was located in a cryostat especially designed for microtomography, featuring X-ray absorption that is weak and independent of the angular position of the sample during its rotation. The snow was maintained at -60°C, in a regulated temperature nitrogen flow. It sat within a cylindrical enclosure with polished double Plexiglas walls, 0.5 mm thick. This device allows a catalogue of snows to be established: Figure 3 shows that tomographic methods provide data on the three-dimensional microstructure of snow that is statistically significant because it represents a large number of grains, and at a
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
201
high resolution compared to the grain’s scale [9]. Indeed, snow is a mixture of ice particles, air, and occasionally liquid water, which can take different aspects. In most cases, recent snow is a very loose powder, which can transform into hard, crusted or pasty material, according to weather conditions and exposure. The growth of ice particles is caused by vapour diffusion in dry snow and meltfreeze exchanges in wet snow. Normally, dry snow covers are warmer at the bottom than at the top. The value of the temperature gradient determines whether rounded (small gradient) or faceted (large gradient) crystals will grow. These transformations have huge consequences: changes over several orders of magnitude in the physical and mechanical properties of the different snow layers. In some cases the snow crystals are able to stick on vertical rocks, whereas under some conditions a single skier can release a slab avalanche. The shape (specific area, local grain curvature), the arrangement (grain connections) of the grains and the quality of the ice bonds will govern the snow properties. These parameters cannot be directly derived from classical two-dimensional observations. 3 cm
a) Figure 3:
b)
c)
Three-dimensional images of snow samples. The samples were maintained at -60ºC in a cryostat during the experiment. The images correspond to volumes of 3003 voxels of 10 µm. (a) sample of wet snow with well-rounded grains. (b) sample with faceted crystals transformed under the action of a large temperature gradient (of the order of 1ºC/cm). (c) melt-freeze crust, partially faceted under a natural temperature gradient. (Courtesy of C. Coléou et Al CEN Météo France.)
Other examples where the sample environment is a crucial part of the scientific case are the investigation of damage failure in silicon carbide particlereinforced aluminium-based composites [10], which employs a traction machine specially designed for microtomographic experiments or the in-situ study of salt sintering inside a furnace at 790°C (figure 4). In this last example, NaCl powders are used for the processing of open cell Aluminium foams. This replication process is performed in three steps: (i) porous salt patterns are prepared from powder by pressing and sintering, subsequently (ii) they are infiltrated with liquid aluminium, and finally (iii) the salt is removed by dissolution to produce a metallic foam. Thanks to ultrafast Xray microtomography, it is possible to perform in-situ sintering of a salt pattern.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
202 Computational Methods and Experiments in Material Characterisation II A small cylinder of compacted NaCl powders is placed in a quartz capillary in a vacuum controlled micro-furnace. The temperature is increased at 7°C/min to about 790°C and subsequently kept constant during 180 minutes. The sample is scanned every 5 minutes the first hour and then every 10 minutes. 500 projections are recorded, in order to reduce the total scan time to 90 seconds. t=0
Figure 4:
t = 30 min
t = 60 min
t = 180 min
Salt sintering - small piece of the same 2D section after 0, 30, 60 and 180 minutes at 790°C.
Figure 4 shows a small piece of the same 2D section after 0, 30, 60 and 180 minutes at 790°C. The formation of necks between the particles is observed, and measurements demonstrate that little densification occurs. This has been already observed in other studies [11] and is typical from an evaporation-condensation mechanism. The next step of the study will be to use the negative of the salt 3D images to perform finite element calculations to get the mechanical properties of the foam in order to link them to their structure.
5
Automation of the experiment
In many cases the scientific data have to be extracted from a statistically relevant number of samples. This is the case, for instance, for the quantification of the action of a drug on osteoporosis, where a series of bones of animals submitted to the drug are imaged to obtain a result going beyond the variability of reaction of the individuals. For this kind of experiments it is important to automate as much as possible the acquisition. An automation device has been developed and was used when analysing paper microstructure [12]. A large number of different samples were investigated without having to re-enter into the hutch and without changing the thermal conditions of the beamline optics. For such high-resolution experiment on samples that are very sensitive to small hygrometry changes, image quality is highly improved by controlling in this way the experimental conditions.
6
Reduction of the acquisition time
In situ experiments require always faster acquisition times. In addition, image quality crucially depends on the fact that the sample does not drift during the 180 degree rotation. Both arguments lead to a constant effort to reduce acquisition times using a 12 bits DALSA CCD camera (frame transfer system), task parallelization for acquisition and dedicated device servers to pilot image acquisition (camera, motors). These different improvements allow reaching total WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
203
acquisition times corresponding to the number of projections multiplied by the sum of the exposure time and the frame transfer time. Exposure times of 10 ms are now common, and the frame transfer time is in the 2 to 5 ms range, depending on the image size (i.e. 5122 or 10242). So, a total scan time of 3 seconds, with 300 projections, can be reached. Figure 5 shows three reconstructed slices obtained using this fast acquisition system, on liquid foams (fig. 5a and 5b) and lava (fig. 5c). A new 14 bits faster FReLoN camera is presently commissioned and should reach similar time scales.
a)
b)
Figure 5:
a) Figure 6:
c)
3 reconstructed slices using the fast acquisition setup. a) Liquid foam Scan time 20s 10242 500 projections 40ms/projection b) Liquid foam Scan time 6s 5122 300 projections 20ms/projection c) Lava Scan time 3s 5122 300 projections 10ms/projection.
b)
c)
Reconstructed slices for 3 different irradiation doses on the same B6 mice a) 2.3 Gy for a signal to noise ratio (SNR) of 8.3 (18.4 dB) b) 7.5 Gy SNR 16.2 (24.2 dB) c) 14.5 Gy SNR 24.8 (27.9 dB).
Biomedical applications also require high quality images recorded with a reduced dose in a short time. A recent, successful, in-vivo study of bone microarchitecture in mice opens the way to the follow up of longitudinal processes in small animals. Microtomographs (20 keV, 500 views, 10µm pixel size) of two groups of live mice (from strains C57BL/6J (B6) and C3H/HeJ (C3H)) were acquired. The total scan time is less than 5 minutes and the corresponding doses in the air measured with an ionization chamber was found between 7 Gy and 13.5 Gy, depending on the wiggler gap opening. Figure 6 illustrates the signal to noise ratio in the reconstructed slice for the same B6 mice using different irradiations (acquisition times). WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
204 Computational Methods and Experiments in Material Characterisation II Quantitative analysis was performed of the data extracted from these 3D images after segmentation of bone from background. As expected, significant differences were found between the two strains. The obtained values did not exhibit significant differences at 7 and 13.5 Gy, these doses being similar to those measured on a commercial in-vivo µCT. The feasibility of such in-vivo experiments at high spatial resolution using synchrotron radiation is demonstrated [13].
7 Industrial microtomography at the ESRF An increasing number of industrial companies needs to use Synchrotron Radiation X-ray computed microtomography (SR µCT) to solve some of the problems they encounter. To achieve this requirement they either buy beam time and expertise, or have access to the beamline through collaboration with universities or research groups and peer-reviewed proposals. The industrial requirements include confidentiality, rapid access and full service. The ESRF proposes this fast and complete service, which includes the preparation of the experiment (discussion with interested customers about the experiment feasibility, mechanical and electronical device preparations when required, …), the experiment itself and the data analysis (volume reconstructions, image processing,…). Most of the industrial results are confidential and cannot be shown as examples. We will thus restrict to a few of them, which are public. - For washing powder tablet production, soap powders are strongly compressed. Microtomography helps understanding this compression step: low resolution images show a large area of the tablet and high-resolution images allow a single grain of soap powder to be investigated. The spatial resolution achievable with synchrotron radiation based tomography is very well adapted to this kind of study.
a) Figure 7:
b) Microtomography of a damaged copper volume (1.4*1.4*0.9mm3). Voxel = (6.6 µm)3 a) 3D visualization b) 2D visualization. (Courtesy of J. Bontaz-Carion CEA-DAM Bruyères le Chatel.)
- Shocks can generate high strain rates (from 104 to 106 s-1) in metals, and can damage the sample up to the point of spallation. In ductile metals, the main damage mechanism is nucleation, growth and coalescence of pores. The spatial distribution of pores within copper has been determined for the CEA [14]. A WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
205
strong impact on a copper target creates porosities within the bulk metal, which can be revealed through the 3D images provided by SR µCT (Figure 7). - In order to reach the future European air-pollution regulations, Corning is continuously developing new extruded porous ceramic materials for diesel particulate filters. SR µCT (pixel size: 0.28µm) has been used to characterize different porous ceramics. Using the real 3D material structure, physical properties like permeability tensor are calculated. The results of the simulations permit a 3D visualization of the gas flow through the cell wall for bare and catalyzed ceramics. (See Dominique Bernard’s contribution during the present Materials Characterisation Conference.)
8
Conclusion
X-ray computed microtomography is an invaluable tool to obtain threedimensional information on a large variety of materials. The use of a third generation synchrotron radiation source, such as the ESRF, opens up new possibilities. The most important features, as far as absorption microtomography is concerned, are the very broad choice available in the photon energy (typically between 7 and 60 keV, but also up to 200 keV on the ID15 high energy beamline), the quantitative evaluation of the experimental data made possible by the beam being monochromatic and parallel, and the improved spatial resolution, now below 1 micron. These techniques are well adapted to in-situ experiments, where the material, in an adequate sample environment, is imaged as a function of an external parameter. The very small angular size of the source provides, in an instrumentally simple way, phase images, which reveal phenomena hardly visible by other means. Other approaches, using focussed beams, for magnified tomography and high resolution fluorescence mapping, are presently also under development [15].
Acknowledgements The authors wish to thank René Chagnon for his effective assistance for the design and the finalization of the sample changer and David Fernandez Carreiras for his invaluable help concerning computing and control aspects.
References [1] [2] [3]
Rügsegger P., Koller B., Müller R. (1996) A microtomographic system for the non destructive evaluation of bone architecture, Calcif. Tiss. Int., vol. 58, pp. 24-29. Sasov A., Van Dyck D. (1998), Desk-top microtomography: gateway to the 3D world, European Microscopy and Analysis, pp. 17-19. Stampanoni M., Abela R., Borchert G., Patterson B. D., New developments in synchrotron-based microtomography, Fourth Generation X-Ray Sources and Optics II, Proceedings of the SPIE, Volume 5535, pp. 169-181, 2004.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
206 Computational Methods and Experiments in Material Characterisation II [4] [5] [6]
[7]
[8]
[9] [10] [11] [12] [13]
[14]
[15]
Schroer C.G., Cloetens P, Rivers M., Snigirev A, Takeuchi A., Yun W.B., High-resolution 3D imaging microscopy using hard x-rays, MRS BULLETIN, 29 (3): 157-165, 2004. Labiche J.C., Segura-Puchades J., Van Brussel D., Moy J.P., FReLoN Camera: Fast REadout LOw Noise, ESRF Newsletter, 25, 41-42, 1996. Cloetens P., Ludwig W., Baruchel J., Guigay J.P., Rejmankova-Pernot P., Salomé-Pateyron M., Schlenker M., Buffière J.Y., Maire E., Peix G., Hard X-ray phase imaging using simple propagation of a coherent synchrotron radiation beam. J. Phys. D: Appl. Phys.32, A145-A151, 1999a. Cloetens P., Ludwig W., Baruchel J., Van Dyck D., Van Landuyt J., Guigay J.P., Schlenker M., Holotomography: quantitative phase tomography with micrometer resolution using hard synchrotron radiation X-rays, Appl. Phys. Lett., 75, 2912-2914, 1999b. Tafforeau P., Boistel R., Boller E., Bravin A. Brunet M., Chaimanee Y., Cloetens P., Feist M., Hoszowska J., Jaeger J.-J., Kay R. F., Lazzari V., Marivaux L., Nel A., Nemoz C., Thibault X., Vignaud P., Zabler S., Applications of X-ray synchrotron microtomography for non-destructive 3D studies of paleontological specimens. Applied Physics A, Materials Science & Processing, in press, 2005. Coléou C., Lesaffre B., Brzoska J.B., Ludwig W. and Boller E. Threedimensional snow images by X-ray microtomography, Ann. Glaciol, vol. 32, pp. 75-81, 2001. Buffière J.Y., Maire E., Cloetens P., Lormand G., Fougères R. Characterization of internal damage in a MMCp using X-ray synchrotron phase contrast microtomography Acta mater. 47, 1613-1625, 1999. Kingery W.D. and Berg M., Study of the Initial Stages of Sintering Solids by Viscous Flow, Evaporation-Condensation, and self diffusion, Journal of Applied Physics, 26, 1205, 1955. Thibault X., Rolland du Roscoat S., Cloetens P., Boller E., Chagnon R., Bloch J.F., Experimental improvements for micro-tomography of paper and board, Materials Characterisation Conference, Portland, 2005. Bayat S., Apostol L., Boller E., Brochard T., Peyrin F., In vivo imaging of bone micro-architecture in mice with 3D synchrotron radiation microtomography, Nuclear Instruments and Methods in Physics Research Section A, in press, 2005. Bontaz-Carion J., Nicollet M., Manczur P., Pellegrini Y.-P., Boller E., Baruchel J. Dynamic damage in metal: porosity as a test for damage models, in A. Chiba, S. Tanimura and K. Okamoto eds, Impact Engineering and Application, Proc. 4th Int. Symp. on Impact Engineering, pp.633-638, Elsevier, Oxford, 2001. Hignette O., Cloetens P., Rostaing G., Bernard P., Morawe C., Efficient sub 100 nm focusing of hard X-rays, Review of Scientific Instruments, 76, 063709, 2005.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
207
Experimental improvements for micro-tomography of paper and board X. Thibault1, S. R. du Roscoat1,2, P. Cloetens1, E. Boller1, R. Chagnon1 & J.-F. Bloch2 1
ID19 European Synchrotron Radiation Facility, Grenoble, France Department of Paper Physics, Papermaking Process Laboratory, Grenoble, France
2
Abstract Since early in this century, micro-tomography using an X-ray synchrotron source has aroused scientific interest to characterize the structure of paper. This paper shows improvements that have been made since the first micro-tomographic experiment. This concerns not only the X-ray beam preparation but also the paper sample preparation. To conclude this paper directions for the new developments are given. Keywords: micro-tomography, fibrous media, synchrotron, in-situ experiment.
1
Introduction
Fibrous media are ubiquitous in our lives and have a tremendous importance. The variety of their applications is tremendous as for example in medicine, in electronic or in automotive. The need for new materials development or improvement of existing ones still grows. When studying fibrous media whatever the purpose is, the fibrous structure has to be described. Microtomography using X-ray synchrotron radiation arouses scientific interest to achieve this goal. To illustrate this point the peculiar case of papermaking may be hold. When characterising paper with classical method [1], the resulting information are often macroscopic ones or 2D microscopic ones. Nevertheless, in the latter case, a 3D analysis may be done using statistical model [2] [3]. A thorough 3D description of paper may help to improve the end-use properties or the papermaking process itself. This paper is devoted to describe recent progresses that have been done in the micro-tomography of paper. Obviously
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
208 Computational Methods and Experiments in Material Characterisation II these improvements may be applied to other fibrous media. In a first time, the characterisation technique is described, in a second part scientific background relevant to paper characterisation using this technique is shown. The third part is dedicated to improvements of the experiment itself. Conclusions and perspective will end this paper.
2
Generalities
2.1 Theory Synchrotron radiation is the electromagnetic radiation produced by ultrarelativistic electrons (energies of several GeV) stored in a ring when they are deviated by a magnetic field. The X-ray beam is emitted in a narrow cone tangent to the particle-curved trajectory in the storage ring. Synchrotron radiation source may provide beams with very high intensity, i.e. high photons flux, and a continuous spectrum, spanning the whole range from infrared to hard X-rays. The outstanding features of third generation synchrotron radiation facilities, and more particularly the ESRF, European Synchrotron Radiation Facility, in connection with µtomography are: • the very high intensity of the X-ray beam, • the availability of photons over a very large energy range (energy E= 1 to 300 keV, wavelength λ=0.004 to 1.2 nm), • the possibility of tailoring the beam to the requirements of a given experiment by choosing the most appropriate insertion device (wiggler or undulator) with a broad range of variations. These features make it possible to perform micro-tomographic experiments that are improved. The broad energy range available allows tuning the photon energy to a given investigation, generally in terms of the deposited dose or the signal to noise ratio. Imaging on both sides of an absorption edge of a chemical element present in the sample makes it possible to map the presence of this element in the volume. The very high beam intensity reaching the sample allows to improve the spatial resolution down to the micron level, and also to perform relatively ‘fast’ tomography on dynamic systems. The coherence properties of the beam make it possible to obtain phase images by simply adjusting the sample-detector distance D (”propagation” technique). Two other aspects are not directly related to the source, but are nevertheless crucial for this type of experiment: • The availability of a suitable high-resolution CCD-based detector. It consists [4] of a scintillator screen converting the X-rays into visible light, magnifying optics and a Peltier cooled CCD. The latter needs to have, simultaneously, a large dynamic range (13 bits in our case), low noise and a short read-out time. We use the Fast Readout Low Noise (FReLoN) camera, developed at the ESRF [5]. The best spatial resolution achieved being 0.5 µm. • Appropriate image processing software and computing power are required to complete the analysis; they often remain a bottleneck. All the presented results in this paper were performed with absorption contrast technique. This method relies on the Lambert-Beer law (Eq. 1). WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
∫
path
µ(x, y, z)dz = −ln(
I(x, y) ) I o (x, y)
209 (1)
The provided beam is supposed to be monochromatic (fig. 1) and parallel, the relationship between the intensity I(x,y) transmitted after a path along z in the sample, the incident intensity Io(x,y) and the projection of the linear attenuation coefficient µ, is straightforward and one-to-one. Assuming that this projection is known for a large number of angular orientations of the sample, tomographic reconstruction makes it possible to quantitatively map the distribution of µ(x,y,z). The linear attenuation coefficient µ depends, for given X-ray energy, only on the composition and the density of the material. When the beam is polychromatic the linear relationship between attenuation and materiel thickness is no longer hold. Lower energies are more absorbed than higher ones. The energy distribution is thus unevenly modified when passing through the sample and will contain a higher proportion of high energies leading to a hardening of the beam. The use of a monochromatic beam allows avoiding beam-hardening artefact.
Figure 1:
Principle of parallel and monochromatic beam Micro-tomography at beamline ID19 of the ESRF. The synchrotron beam is monochromatised either by a double silicon crystal monochromator or by an Al2O3/Ru multilayer. Radiographs for a large number of ° angular settings θ over a 180 range are recorded with a CCD based high-resolution detector system. The sample detector distance D can be varied from ≈ 0 to 1 m.
2.2 ID19 presentation: The ID19 beamline main features derive from the requirements of having a spectrally and spatially homogeneous, highly coherent, beam at the sample position, with beam maximum dimensions of 45 x 15 mm2, a high photon flux and tuneable photon energy in the range of 6 to 60 keV. These requirements lead to the choices of a long beamline (145m). Three different high magnetic field devices may be used as source: a wiggler and two undulators. The long source-
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
210 Computational Methods and Experiments in Material Characterisation II to-sample distance, added to the small dimensions of the source (≈ 0.1 mm) is a necessary condition to obtain a highly coherent beam (fig. 2). The monochromatic beam is delivered, as a function of the required experimental conditions (depending essentially on the wished ∆E/E or the flux that required the experiment), by one among two possible monochromators both located close to the beginning of the experimental hutch: • a ‘single’ crystal or multilayer (∆E/E= 10-2), • a double crystal, fixed exit, monochromator diffracting in the vertical plane is located in the monochromator hutch. The crystals are 30 cm long (111) Si, in symmetrical Bragg position; the first crystal is water cooled (∆E/E= 10-4). In many cases however, conventional absorption imaging fails. The spatial coherence of modern synchrotron beams makes possible a trivial form of phase imaging based on propagation [6]. L
D
s source
object
D | 0.2 Prad
Figure 2:
ESRF, ID19 Beamline: L = 145 m s | 25 Pm detector
The small size of the electron beam cross section, the small horizontal and vertical (the green zone) divergency of the source (< 100 µrad) and large distance between the source and the sample (L). This leads to a very small angular extension (α) of the source as see.
2.3 Scientific background First experiment on paper using Micro-tomography took place at the ESRF in 2000 on the ID22 beamline. This was collaboration with the Norwegian University of Science and technology (NTU), the Norwegian pulp and paper institute of Trondheim (PFT) to demonstrate the feasibility of the imaging paper sample. Experimental details may be found in the PhD thesis of Weitkamp T. [7]. The preliminary results [8] show the feasibility of imaging but raise the issue of the data post processing due to the amount of artefacts (artificial features added to the real structure). Later experiments on paper were all carried out on ID19 by the paper process-engineering laboratory of Grenoble. Simultaneously to these, experiments were carried out in the synchrotron by the department of Wood & Paper science part of the University of the Minnesota and presented in [9]. Recently a long-term project was accepted on ID19 dedicated to paper fundamental research. This one year long term project gathers NTU, PFI, LGP2, Finish team (University of Jyvaskyla) and the University of Minnesota (Department of Wood and Paper Science). The early experimental setup on ID22 was using a horizontal rotation axis. The X-ray beam energy was 20 keV. The pixel size was about 0.34 µm. When
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
211
using paper strip of about 1 mm large mounted horizontally, the strain due to the earth gravity could not be avoided. So most of the samples were strained during their rotation leading to unusable results. The ID19 beamline has already been presented. On this beamline the rotation axis is vertical. The paper sample is placed orthogonally to the rotation axis. This can help the paper sample to move due to the gravity. Furthermore the section that the X-ray beam crosses shows slightly the same attenuation in all the direction leading to fewer artefacts.
3 Improving micro-tomography The end-use of the reconstructed volumes motivates directly and strongly the points to improve. In all studies using 3D geometrical description of paper structure, the data has to be segmented. The segmentation step is the pass way of attenuation map to object map. In order to improve this step, the approach consists in sorting out the factors that are adventitious in the segmentation step. Then knowing these factors, solutions to decrease them are found. Obviously, the segmentation step is very sensitive to contrast. The further the attenuation values of the different phases are, the easier the segmentation step is. The noise (the fast variation of the value attenuation in respect of the space) is another adventitious factor that brings issues when segmenting. When segmenting, the presence of artefacts raises up complex problems. Artefacts are features that appear in the reconstructed volumes that are not present in the real structure. This may be lines, segment, circles or features with much more complicated shapes. Our approach is to experimentally sort out these issues by modifying the experimental condition of the micro-tomography. Only few parameters can be tuned: beam energy, beam flux, beam size, exposure time, number of projection and sample preparation. 3.1 Contrast Contrast may be defined as the relative difference of attenuation values between neighbour phases. The relation between the energy and the chemical nature of the component drives the attenuation coefficient value. When energy is outside the absorption edges of chemical components of studied matter, the linear absorption coefficient may be expressed as follow:
µ=C
Z4 where C is a fixed coefficient, Z is the atomic mass and E is the E3
beam energy. Hence the only way to improve contrast is to change the chemical nature of components (with isotope, doping agent). In this work this solution was too complicated. Notwithstanding another way to improve artificially the contrast is to use the edge enhancement technique. Edge enhancement consists in using the sample to detector distance to outline the contours of the sample structure. Increasing this distance, all interfaces are enhanced by black-white contrast of increasing amplitude [10].
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
212 Computational Methods and Experiments in Material Characterisation II
Ring artefacts
Figure 3:
Reconstructed slice of paper. Fibres and fillers (white stains) are designable. In the details, the edge enhancement is shown (dark zone around the fibre).
3.2 Noise There are different sources of noise: experimental ones and numerical ones. The experimental noise obviously comes from the detector itself but also from the beamline features. The numerical noise is due to the back-projection algorithm used for the reconstruction. Thus both origins of noise may be studied separately. In this paragraph only the experimental part is sorted out. The level of noise (standard deviation of the attenuation coefficient of the fibres) in the reconstructed volume is measured in respect of energy, exposure time and number of projection. Other experimental and numerical parameters remain constant. Nevertheless the samples of paper change for each test because this study was done on users allocated beam time. The comparison of the results with three different energies (table hereafter) tends to show that the standard deviation of the attenuation value in the fibres dramatically decreases when increasing energy of the X-ray beam. Increasing number of projection decreases noise level. Increasing exposure time leads to a better use of the dynamic range of the camera and consequently leads to less noise. But increasing exposure time has limit: the saturation of the ccd. Generally exposure time is set in the way that all pixels in the radiograph are just under the saturation level. Both latter solutions may provide collection of data that are too long in respect either of the allocated time for the users or that are not compatible with the media itself (see Open interface paragraph). Another way to increase the signal to noise ratio when using energy lower than 25 keV is to decrease the path of beam in the air. Hence fewer photons are absorbed by the air. Consequently more are available for the tomographic experiment. An easy way to decrease this path is to put as close as possible the micro-tomograph to the exit pipe bringing the X-ray beam. A more complicated way is to use pipe filled with gaseous helium to carry the beam to the micro-tomograph. Another source of noise is raised up when doing local tomography. This means that the object is not always in the field of view of the camera during the whole collection of radiographs.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
Table 1:
213
Parameters for the micro-tomographic experiments. The distance to sample and paper size are similar for each experiments. Pixel size
Number of projection
Energy
Exposure time (s)
Ref Max (adu)
µ
σ
0.7
1200
12
0.8
13375
7.68
6.27
0.7
1200
18
1
8913
3.50
2.00
0.7
1500
18
1.2
11147
2.93
1.44
0.7
1500
20.5
0.6
11277
2.01
1.68
Fibre
3.3 Artefacts Only ring artefacts are detailed in this paper. Ring artefacts are circular shaped artefacts that appear after reconstruction in cross section perpendicular to the tomographic rotation axis. They may be thick or thin, complete or partial (arc). Their origin is various. Some thin ones may be explain by abnormal pixels in the ccd camera system. These abnormal pixels have a nonlinear response instead of a linear one. Nevertheless the transmitted information is correlated with their neighbourhood. These abnormal pixels are always the same. A map of their places is update using the feedback of users. The resulting value of the incriminated pixel in each radiograph is replaced by the median value of its close neighbourhood. The majority of thick ring artefacts are correlated with the presence of defects in the homogeneity of the beam that go through the sample. The origin of these inhomogeneities is multiple. This may be some dusts settled either on windows (beryllium, carbon), on the monochromator or this may be material defect due to making. When the X-ray beam meets a dust, coherence is locally lost. This incoherent zone is propagating downstream the beam and growing. And then locally in the radiograph the assumption of linearity between the transmission and the attenuation coefficient value is no more verified. Another origin of ring artefact is that the beam is moving vertically in respect of the sample. Generally this is due to drifts of the monochromator due to thermal strains created by the white X-ray beam itself. When matter absorbs energy most part of it is dissipated by heat. Heat may be so important that it induces strains in the crossed structure. The multilayer used in all presented experiments is positioned in a helium atmosphere and is placed on a mixed of gallium and indium cooled by chilled water. Slits that tailored the beam play an important role. Shaping the beam at the exact size of the sample allow to maintain the coherence of the beam and to decrease the number of ring artefacts after the reconstruction. When an object such as a slit cuts the X-ray beam, some photons are diffused i.e. a small area after the slit the beam is no longer spatially coherent. Therefore three sets of slits are used. One close to the X-ray source, the second one before the monochromators, the third one close to the sample. 3.4 Open interface, superposed features After reconstruction, a first glance at few reconstructed cross-sections could show open interface or superposed features. This happens generally when the WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
214 Computational Methods and Experiments in Material Characterisation II sample moves. Papers and boards are very sensitive to air moisture. A small variation in air humidity may induce modifications in the fibrous structure. These modifications must not happen during the experiment. Hence the more stable the air environment of the studied sample is and the better the microtomography quality is. The key to achieve this is in experiment preparation and in sample preparation. Increasing the energy of the beam will decrease beam interaction (less absorption) with the fibre leading to less heat dissipation, and therefore less local humidity variation. Furthermore sometimes fillers added to paper are highly absorbent in particular in the case of TiO2. The aggregates of such chemical adjuvant may be so absorbent for low energy that they introduce line artefacts (dark zone) between aggregates in the same reconstructed slices. When using a higher energy the aggregates are less absorbent and artefacts decrease or even may disappear.
Figure 4:
Image of the X-ray beam. The fringes are created by the defects on the windows crossed by the beam and on the monochromator. An example of abnormal pixel is shown in the detail.
3.4.1 Sample preparation Basic and classical cautions are taken when preparing the samples. For example, plastic gloves are worn in order to prevent the sample from being soiled. The first step in preparation is to cut the sample in the way that its shape fits the camera field of view and is as close as possible as a cylinder. Notwithstanding, meeting these both conditions was not possible in our case. Two methods to cut the sample were tested, one using punches and the other using scissors. The main asset of punches is that all samples are cylinders with identical diameter and fit perfectly the field of view of the camera. Nevertheless this method has a tremendous drawback. The paper structure is deeply damaged when cutting the paper either by punching or using a press drill. This happens especially with light sorts (e.g. bible paper). The other technique consists in cutting samples manually with scissors. This presents the major asset to prevent the paper structure from major deformation, notwithstanding the sample shape is no more cylindrical but more or less parallelepipedical. The drawback of using parallelepiped shape is that the studied volume is not optimum and specific artefact may appear at the corner of the reconstructed paper volume. The second step in paper sample preparation is to fix the sample on the top of a capillary. The issue that arises in this step is to find a fixing agent that maintains on the top of the capillary the
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
215
sample all the experiment long, that not penetrates paper structure and finally that will not carry out difficulties for structural analysis. Different methods to fix the sample are tested using glue for paper, specific polymer for X-ray imaging, double-sided adhesive, polymer plus post-it. In all cases, in the work of the structural analysis, the automatic separation of fibre from the fixing agent is an issue. Paper sample are prepared at least 24 hours before the experiment. The prepared samples are placed in the experimental hutch where the Microtomography experiments are carried out. By doing this, a stable moisture content of paper is expected to be reached. A sample changer is used to load and unload paper sample from the microtomograph. Sample alignment is not automated yet and remains done by the users. The automate use allows to reduce the number of experimental hutch openings. Hence sample environment is more stable. Less hygrometry and temperature fluctuations are hoped. Classically temperature in the experimental hutch is about 23 degrees Celsius and 60% of relative humidity. Room temperature is controlled by air cooling system humidity is not. Notwithstanding investigations of technological solution for this issue are going to be found. When the X-ray beam is monochromatised, a part of the energy is dissipated by heat. Nevertheless after 5 to 10 minutes, mechanical and thermal stabilities of monochromator are expected. One of the automate assets is that there is no need to stop the beam during the sample changing. Hence the monochromator is always lighted by X-rays. Finally, incident monochromatic beam on the sample is less subject to variation. Therefore tomographic experiment is performed in better conditions.
4
Conclusion and perspectives
Micro-tomography is a powerful tool to investigate the structure of material. Nevertheless, sorting out results from micro-tomographic experiments may be dramatically difficult because of the low quality of data. Some advice has been given to help users to improve quality of such experiments. These recommendations may be applied not only for fibrous media but also for a broad range of micro-tomographic experiments. Concerning the specific study of paper, the next step is to control more accurately the humidity and the strain of the tested sample. Compression cell is presently being designed in this way. Another effort is done on the beamline automation itself in order to reduce as much as possible dead time for beamline users. Alignment and tuning of the Xray beam are main goal of this project that is a global to the whole ESRF
References [1] [2] [3]
Coles, M.E., X-ray imaging. 1998. 77(6). Underwood, E.E., Quantitative stereology. Addison Wesley publishing company ed. Metallurgy and materials. 1970. Parfitt, A., et al., Relationships between surface, volume and thickness of iliac trabecular bone in aging and in osteoporosis, implications for the
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
216 Computational Methods and Experiments in Material Characterisation II
[4]
[5] [6] [7] [8]
[9] [10]
microanatomic and cellular mechanisms of bone loss. Journal of Clinical Investigation, 1983. 72: p. 1396–1409. Koch, A., et al. X-ray camera for computed microtomography of biological samples with micrometer resolution using Lu3Al5O12 and Y3Al5O12 scintillators. in SPIE Int. Symp. on Medical Imaging. 1999. San Diego. Labiche, J.-C., et al., FReLoN camera : Fast Readout Low Noise. ESRF Newsletter, 1996(25): p. 41-43. Cloetens, P., et al., Holotomography: Quantitative phase tomography with micrometer resolution using hard synchrotron radiation x rays. APPLIED PHYSICS LETTERS, 1999. 75(19): p. 2912-2914. Weitkamp, T., Imaging and tomography with high resolution using coherent hard synchrotron radiation, in Fachbereiches Physik. 2002, Hamburg: Grenoble. p. 154. Antoine, C., et al., 3D images of paper obtained by phase-contrast X-ray micro tomography: image quality and binarisation. NUCLEAR INSTRUMENTS & METHODS IN PHYSICS RESEARCH SECTION A-ACCELERATORS SPECTROMETERS DETECTORS AND ASSOCIATED EQUIPMENT, 2002. 490(1-2): p. 392-402. Goel, A., et al., Characterization of the three-dimensional structure of paper using X-ray microtomography. Tappi journal Peer reviewed paper, 2001. 84(5). Vignoles, G.L., Image segmentation for phase-contrast hard X-ray CMT of C/C composites. Carbon, 2001. 39: p. 167-173.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
217
Polymeric foam behaviour under impact tests: deformation study by micro tomography P. Viot1 & D. Bernard2 1 2
LAMEFIP, ENSAM de Bordeaux, Talence, France ICMCB, CNRS, Université PESSAC, France
Abstract The mechanical behaviour of polymeric foams depends on several parameters such as temperature, material density and strain rate. This last point implies that compression tests on conventional testing machines are not sufficient. The behaviour characterisation requires special apparatus such as the fly wheel, drop tower or Hopkinson bar, allowing high speeds of compression. The studied polypropylene foams are multi-scale materials; agglomerated grains (diameter from 2–3 mm) are visible to the naked eye and, at the microscopic scale, each grain is composed of smallest closed cells (diameter of a few tens of microns). The response of a sample to a shock presents three regimes; an elastic phase followed by a plastic phase and finally the densification. The plastic phase is of prime interest since a great part of the shock energy is dissipated there. Micro tomography was used in order to better understand the damage mechanisms during the plastic plateau. The final objective of this work is to determine the 3D-strain field of porous materials at several levels of shock. As tomography is not fast enough to directly follow the impact deformation, interrupted impact tests were carried out by controlling the levels of the sample deformation. Between each impact step, a micro tomographic analysis will enable the analysing of the progressive deformation of the sample. The results of these impact tests completed by the micro tomographic visualisation are presented and commented in this paper. Keywords: foam, cellular material, dynamic loading, impact, micro tomography.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
218 Computational Methods and Experiments in Material Characterisation II
1
Introduction
Polypropylene foam is largely studied for a few years [1]. This multi-scale cellular material is composed of agglomerated polygonal grains (diameter of 2 millimetres) having a wall thickness about ten micrometers. Each grain is composed of small closed cells which are random distributed (figure 1). Cell diameters are variable, from 10 micrometers for the smaller ones up to 60 micrometers for the larger ones. The cell wall thickness seems constant and smaller than 1 micrometer. If a large number of works currently concerns the identification of the material elastic response in relation to the microstructure, the impact engineering objective is more particularly focused in the plastic behaviour characterisation since, during this phase, the material is able to dissipate a significant part of the shock energy with a constant stress (figure 2). The densification final stage of the material behaviour is less interesting because the stress increases exponentially. Previous works on this material have shown that the plastic plateau corresponds to the cell wall buckling and also to those much thicker (and rigid) of the cellular grains [2]. To complete these studies, it is necessary to show the influence of grain buckling on the material global response; the grain wall thicknesses are significant and, consequently, their deformations dissipate an important energy. The main objective of this work is thus the identification of the expanded grain deformation during an impact. Then, this first step will allow the porous material structure modelling – at the grain scale - in order to reproduce its real behaviour by the use of a new phenomenological law taking into account the structure dynamic buckling.
Figure 1:
SEM picture of the foam mesostructure.
Until now, it was impossible to measure, in the heart of the sample, the buckling phenomena of foam structure without a preliminary cutting, often cause of damage as significant as those to be estimated. Some new non-destructive measurement methods permitting the 3D reconstruction of inhomogeneous material structure are now available. Micro tomography is one of them. This technique proved to be well adapted to multi-materials and porous materials that evolve according to external conditions; examples are glass sintering [3], pressure solution in rocks [4], dissolution by reactive percolation [5], etc. However, this technique imposes that the sample structure is not perceptibly varying during the acquisition. Real time characterization during dynamic WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
219
Stress (Mpa)
compression is then impossible. The project of characterizing in 3D the foam deformation and its damage propagation by buckling was sufficiently interesting and original to develop a specific dynamic test methodology compatible with micro tomography requirements. This article presents this procedure and some preliminary results.
F B
A
D
C
E
Elasticity Plastic plateau
Densification
Strain
Figure 2:
2
Typical evolution of the stress – strain response of a polymeric foam under compression.
Experimental method
The adopted experimental method consists in carrying out interrupted impact tests followed by micro tomography measurements. First, a micro tomographic record of the intact foam structure (not impacted) is done (point A, figure 2). This sample is then impacted using a drop tower. During this loading, the deformation amplitude is limited to a determined value (2 mm for a sample height of 10 mm). The sample is kept in compression and placed once again on the micro tomography set-up to carry out a second record (point B, figure 2). These operations (impacts and X rays scans) are repeated until the complete densification of the foam (points C, D, E and F). The cellular material deformation can then be evaluated from the 3D reconstructions at the different steps of the dynamic test. 2.1 Micro tomography principle Consider a homogeneous material characterized by µ, its linear attenuation coefficient, and illuminated by a monochromatic beam of energy E, the ratio between N0, the number of incident photons, and N, the number of photons transmitted through the material thickness L is given by Beer-Lambert’s law [6]. N = N 0 .e[-µ .L ] (1)
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
220 Computational Methods and Experiments in Material Characterisation II For a heterogeneous material, µL must be replaced by the integral of µ along the photons path. The number of transmitted photon N’ is then:
N ' = N 0e
− µ (l ).dl ∫ path L
(2)
By measuring N0 and N’ the above integral of µ can be calculated:
ln
N0 = N'
∫ µ (l ).dl
(3)
path L
Let us now consider an object characterized by its 3D mapping µ(x,y,z). We place it (Figure 3) on a rotation table (z is the rotation axis) in the X-ray beam (direction v) and before the 2D detector (plane (u,z), with u perpendicular to v).
Sample
G Z
Optics Scintillator
X ray beam From synchrotron
G Z
G V Rotation stage
Figure 3:
θ
G U
Visible Light
Micro tomography apparatus scheme.
Each section perpendicular to z can be considered individually because the synchrotron beam is parallel. For an angular position θ of the object, N’ can be measured at each point u on the detector and relation (4) can be used to calculate the projection P: N (u ) P (θ ) = { P (u ,θ ); u = ± r} = ln 0 = µ v dv u = ± r ( ) ; (4) ∫ N u '( ) Ray u where (–r) and (+r) represent the limits of u on the detector, and Ray u the line parallel to v hitting the detector at u. The set of projections P(θ) for θ varying between 0° and 180° is Radon’s transform of µ(x,y). In 1917, Radon proved mathematically that it is possible to invert this transform and thus it is possible to reconstruct the 3D-map of µ from a set of projections ([7], [8]). From the calculated 3D-map of the linear attenuation coefficient µ [cm-1] it is possible to obtain a 3D image of the material thanks to the fact that, for a pure material, the mass attenuation coefficient µ/ρ is correlated to the photon energy E and to the atomic number Z. For energies lower than 200 keV, the following relation can be used:
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
221
4
Z µ =K 3 ρ E
with K constant
(5)
where ρ is the material volumic mass [g/cm3] and K a constant. Equation (5) implies that at a given energy E (an adjustable parameter in synchrotron tomography), the linear attenuation coefficient µ is proportional to ρ and Z4. The mass attenuation coefficient µ/ρ of an heterogeneous material containing i elements (mass concentration wi with specific mass attenuation coefficient (µ/ρ)i) is obtained with the following relation:
µ µ = ∑ wi ρ ρ i
(6)
X-ray computed micro tomography consists then in detecting the residual energy of a beam that crosses through a sample (this is a radiography giving N’) for a large number of different angles (between 900 and 1500 on 180°). Some reference images are added to control the noise and the homogeneity of the incident beam (this gives N0). The 3D representation of the X-ray absorption by the sample is then numerically reconstructed from all these 2D images. The most commonly used algorithm for reconstruction is the filtered back-projection method [6]. At a given energy, absorption of X-rays is function of several physical parameters, mainly the local density and the atomic number of the crossed material. In a porous material, if all the components of the solid phase have about the same X-ray absorption, the 3D-image of the absorption can be transformed into a 3D-image of the porosity. The use of micro tomography in material science thus requires that the studied material present differences of internal absorption, which can be measured within the studied volume elements (voxel).
(a) Figure 4:
(b)
(c)
Sample sizes vs. precision of the 3D images. (a) The two samples: for images b (centre) and c (top). (b) Tomographic result for a pixel size of 0.3 µm. (c) Tomographic result for a pixel size of 4.9 µm.
The data presented in this paper have been obtained on the BM05 beam line at the European Synchrotron Radiation Facility (ESRF) in Grenoble (France). WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
222 Computational Methods and Experiments in Material Characterisation II The tomographic apparatus available on BM05 allow the acquisition of 1024 x 1024 or 2028 x 2048 pixels radiographs with pixel sizes ranging from 40 µm to 2 µm. The selected optical set-up placed after the scintillator that converts, as efficiently as possible, X-rays to visible light fixes this pixel size. Those parameters also determine the size of the sample. Indeed, in classical tomography, samples must have a maximal lateral dimension such as the entire projections match the field of view of the digital camera. The maximal dimension is then equal to the pixel size multiplied by the number of pixels comprised on a row of the detector. For small foam samples which diameter is less than 0,8 mm, the tomographic device authorizes to visualize in 3D the cell morphology of the polypropylene foam (figure 4b). For our study, because impacts have to be done on samples representative of the foam structure, the selected sample diameter was 10 mm. With this size it is not possible to visualize the cells with a good accuracy but it is sufficient to measure the location and the dimensions of larger grain walls (figure 4c). 2.2 Impact apparatus The foam microstructure characterization between each dynamic compression requires impact tests carried out near the micro tomography set-up. It was then necessary to develop a portative drop tower able to carry out interrupted impacts. This drop tower was specifically designed for this study. It includes two subsets: a loading module and a measurement set (figure 5). The loading module consists of a cylindrical projectile (mass 0.37 kg) guided in a rectified metallic tube of height H = 1.6 m. This set is placed above the measurement module constituted of an aluminium base, a die and a punch. The sample is closed inside the die.
Impactor Tube Punch Die Sample
Force sensor Base Laser beam Displacement sensor
Figure 5:
Drop tower scheme.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
223
During the test, the projectile is drop at the top of the tube with a null initial speed and freely accelerates. The projectile comes stricken the punch which plunges into the die and compresses the sample. At the beginning of the impact, the measured speed of the punch is 5 m/s. The punch speed is constant during the compression since the projectile energy is clearly higher than the energy spent in the foam deformation. The successive compressions are carried out by using several punches of different lengths (l = 16, 18, 20, 22 and 24 mm); a maximum deformation of 2 mm is imposed at each impact. This die – punches set was designed in order to apply a uniaxial compression on the foam sample and also in order to be removed of the drop tower and placed on the micro tomographic table. After an impact, the punch shoulder stays against the die, the sample is kept compressed during the tomographic measurement. This compression device is instrumented to measure compression force and sample deformation during the test. The punch displacement is obtained from a laser sensor. The sample strain and strain rate can be deduced from this the laser sensor measurement in considering the hypothesis of infinitely rigid device. To complete (and verify) this measurement, impacts are filmed with a high-speed camera Phantom V4, at the frequency of 5000 frames per second and with a resolution of 128 * 256 pixels2. One can obtain also the punch rate in analyzing point displacement on each image. A sensor (placed below the die) measures the impact force; it was made from an aluminium tube instrumented by 4 gages connected in Wheastone Bridge.
3
Results
First results were carried out on polypropylene foam of several densities. Results presented in this paper concern a foam volumic mass of ρ=80 kg/m3. 3.1 Impact results Figure 6 shows the first tests obtained with the impact apparatus. These first results have to be confirmed by complementary experiments but they allow already to show the cellular material behaviour under impact. Two test results are plotted. The black line concerns a first test that was not interrupted in order to show the three stages of the material behaviour. One finds firstly the foam elastic behaviour followed by a plastic plateau (characterized by the plateau stress σ pl ). Compression ends with the rise in stress during the foam densification. The second test (large line) has been only done in two impacts in order to show the behaviour of the foam successively impacted. The first impact (curve AB, fine line) presents an elastic stage and the beginning of the plastic plateau. The loading was interrupted in point B. After this first impact the sample deformation (distance AC) was limited to 2.9 mm. The second impact began in point C. The elastic behaviour (zone CD) seems to be less rigid. After this stage,
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
224 Computational Methods and Experiments in Material Characterisation II the foam plastic response is similar to the one of the first sample (continuous test). The two curves are very close. Hence, curves obtained from this drop tower display strong oscillations attenuating during impact. This phenomenon is due to the impact wave propagation through the sample and the compression device. 300 Continuous test First impact test (punch lenght = 20 mm) Second impact test (punch lenght = 24 mm)
250
Force (N)
200
150
D
B
100
50
0
A 0
C 1
2
3
4
5
6
7
8
9
10
Displacement (mm)
Figure 6:
Evolution of the force as a function of displacement for a PPE foam dynamic compression.
3.2 Microstructure deformation analysis Micro tomography measurements were carried out on a sample before the first test and after each impact. The complete modelling of sample structure requires a large computing time. The reconstruction optimization had to be done on a small cubic zone of the sample in order to obtain quickly the calculation parameters. A small cube of 2 mm side was then extracted in order to visualize, for the first time, the deformation mechanisms at the expanded grain scale. Its location was defined in the lower zone of the sample to follow after each impact the evolution of the foam structure deformation embedded in the cube. The first 3D modelling (fig. 7a) shows clearly the foam structure –before impact- in different vertical plans. Darker lines correspond to the grain walls; one finds the same thickness of these walls measured by other optical techniques (SEM, optical microscopy). Inside the grains, it is harder to distinguish the material cellular structure; some macro defaults of significant sizes can be correctly observed but foam cells (which sizes are closed to 60 mm) cannot be visualized with accuracy.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
225
(a)
(b)
(c)
(d) Figure 7:
Evolution of the structure deformation. (a) Before impact. (b) After dynamic compression of 1 mm. (c) After dynamic compression of 3 mm. (d) After dynamic compression of 5 mm.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
226 Computational Methods and Experiments in Material Characterisation II Figures 7b, c and d present the 3D reconstruction results carried out after the first three impacts. The grain wall buckling is not apparent on figure 7b where the structure displacement can only be observed (in comparison with the figure 7a). In figure 7c, the buckling of grain walls appears clearly in some plans in the loading direction (vertical axis). This deformation mode is not obviously observed on the walls along another direction. The last reconstruction (fig. 7d), obtained after the third impact, confirms these observations; strong localizations of buckling are highlighted on the grain walls. The inhomogeneous deformation evolution of the cellular mesostructure is shown. Some grains seem to be completely densified (in the lower part of the cube).
4
Conclusion
Compression dynamic tests were carried out on polypropylene foam. The global behaviour of the cellular material has been identified. Micro tomography measurements (done after each impact) allowed the visualization of the grain walls buckling phenomena. 3D reconstruction of a Representative Elementary Volume (REV) of cellular material structure showed the buckling of grain walls and the non-homogeneity of the deformation. Moreover, the macro default deformations can be observed at a finer scale. This 3D reconstruction work must be continued in order to extract from these data the grain shapes before and after impacts, and more precisely, the wall geometries and their thickness. These final results could be exploited to better understand the correlation between the structure deformation and the material response.
Acknowledgements We acknowledge the European Synchrotron Radiation Facility for provision of synchrotron radiation facilities. Computations and 3D visualisations have been made possible thanks to the computing equipment partly funded by the Conseil Régional d'Aquitaine.
References [1] [2] [3]
Gibson L. and Ashby F.: « Cellular solids. Structures and properties », Edition: Cambridge Solid State Science Series. Viot P., Beani F., “Polypropylene Foam behaviour under compressive loading at high strain rate” 8e international conference on structures under shock and impact, Crete, Greece, 2004. Bernard, D., Gendron, D., Heintz, J.M., Bordère, S. and Etourneau, J. (2005) First direct 3D visualisation of micro structural evolutions during sintering through X-ray computed microtomography. Acta Materialia 53, 121–128.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
[4]
[5]
[6] [7] [8] [9]
227
Renard, F., Bernard, D., Thibault, X. and Boller, E. (2004) Synchrotron 3D microtomography of halite aggregates during pressure solution creep and evolution of the permeability. Geophys. Res. Lett., 31, 7, L07607 10.1029/2004GL019605, 03 April 2004. Noiriel, C., Gouze, P., Bernard, D., Thibault, X. (2005) Hydraulic properties and micro-geometry evolution accompanying limestone dissolution by acidic water, Oil & Gas Science and Technology – Rev IFP, 60 (1), 177-192. Baruchel, J., Buffière, J.Y., Maire, E., Merle, P. and Peix G. (2000) X-ray tomography in material science, Hermes Sciences Pub., Paris. Herman, G.T. (1980) Image reconstruction from projections: the fundamentals of computerized tomography. Academic Press, New York. Natterer, F. (1999) Numerical methods in tomography. Acta. Num. 8, 107-141. Viot P., Beani F., « Comportement de mousses polymères en compression dynamique », RCMA, vol. 13, n°3/2003 pp 283-292. ISBN 2-7462-11173.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
This page intentionally left blank
Computational Methods and Experiments in Material Characterisation II
229
Optical measurement of a 3D displacement field using one camera D. Vavrik1,2, J. Bryscejn1, J. Jakubek2 & J. Valach1 1 2
Institute of Theoretical and Applied Mechanics, Prague, Czech Republic Institute of Experimental and Applied Physics, Prague, Czech Republic
Abstract The optical measurement of flat specimen deformation is a frequent task. In some applications it is necessary to measure both the in-plane and out-of-plane displacement or strain fields respectively. To achieve this goal a variety of methods have been developed in the past. This paper describes a novel technique based on the use of only one camera which employs a combination of two different optical methods to achieve 3D displacement measurements. The optical grid method for the measurement of the in-plane strain field and the proposed Coded Photometric Stereo method for the measurement of the out-of-plane displacement can be applied simultaneously. This approach reduces hardware part costs. The combined method is full field (all data acquired at once), non-contact and non-destructive. Keywords: full field strain measurement, optical method.
1
Introduction
The finite element method is widely used for numerical simulations of solid object behaviour in many applications questioning in some cases the necessity of physical experiments. Available databases of material behaviour are quite sufficient for simulations of linear systems. However for the simulations of nonlinear systems, it is still necessary to have experimental information. Unfortunately, the feedback based on strain measurements in several points only can lead to accurate but an imaginary numerical solution. Full field strain measurement is routinely performed today. Let’s reduce the class of the analyzed object onto flat specimens only. Dependency on loading type and studied feature, either the in-plane or out-of-plane experimental method is usually chosen. One
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
230 Computational Methods and Experiments in Material Characterisation II of the highly non-linear problems is the failure of the ductile specimen with stress concentrator especially when failure is accompanied by the development of a damage zone in the vicinity of the stress concentrator. Corresponding damage models have a number of parameters which it is necessary to determine. The feedback based on in-plane strain measurement only can lead to a nonunique solution as well as without prior knowledge of material damage type. For this reason both in-plane and out-of-plane displacement measurement is required. On the other hand monitoring the out-of-plane displacement can detect the onset of intensive damage zone development [1]. It is possible to employ the combination of two different optical methods using only one camera to achieve 3D displacement measurement. The proposed Coded Photometric Stereo method for the measurement of the out-of-plane displacement and the optical grid method for the measurement of the in-plane strain field can be applied simultaneously. The shape from shading (SFS) method [2, 3] originally developed for astronomy (moon crater relief reconstruction for instance) allows topographic reconstruction of the object surface using its optical image. The successive Photometric stereo (PS) method [4, 5] based on similar principles overcomes some restrictions of the SFS method. Both methods utilize the close relation between the relative lightness of a uniformly illuminated surface and the angle to the direction of light. It means that knowing the illumination geometry we can determine the slope (normal) of the surface at every point. Surface topography is obtained as an integration of this normal field. This fact can be used for the purpose of out-of-plane measurements of loaded object deformations. SFS and PS differ in the number of images used for topography reconstruction. Only one image of the studied surface is necessary for SFS. The ambiguity of the SFS method is avoided by using rather strong assumptions that the whole surface is of the same colour and that the surface has to be cylindrical. Three images required by PS using three lights illuminating surface from different directions are sufficient for determination of both x and y slopes at any studied point of the surface regardless of its colour variations. Knowledge of both slopes is advantageous for the reconstruction integration especially in the case of locally irregular surfaces. For this reason three lights have been used in our experiment. Coded Photometric Stereo (CPS) is the enhanced PS method utilizing RedGreen-Blue (RGB) lights coding. Monochromatic RGB lights positioned around the observed area produce directional illumination. Three different scenes coded in one composed image can be separated using standard RGB colour channels of the digital camera we use. Out-of-plane displacement is measured by CPS using these scenes. The composed image serves for the measurement of the in-plane displacement field by the grid method. The grid method analyzes the deformation of the surface measuring grid. The method of Interpolated Ellipses (MIE) has been selected for this purpose [6]. The MIE is a technique based on the optical monitoring of deformations during loading processes of hexagonal grids of dots deposited on the surface of the monitored specimen. Loading the
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
231
specimen deforms a circle on the surface into an ellipse. Each ellipse is interpolated by six neighbouring dots of the hexagonal grid. Knowledge of the ellipse parameters directly yields the magnitude and the direction of principal strains on the specimen surface. The out-of-plane displacement is measured by CPS using three scenes coded in one RGB image. The composed RGB image serves for the measurement of the in-plane displacement field by the MIE. As the two displacement fields can be determined from one image the method is also suitable for dynamical experiments.
2 Coded Photometric Stereo method The following set of steps describes the method of tested specimen topography with the information extraction procedure. The intensity variations on a homogeneously illuminated surface by collimated light encode the waviness and texture of the surface. This procedure is well known and is central to the shape-from-shading (SFS) method [4, 5] for surface topography reconstruction based on the known distribution of shadows – intensity changes caused by the variation of surface normals direction (also known as ‘needle map’). The assumption of the known relation between illumination, surface normal and viewing directions and the measured light intensity allows deducing field of surface normals or surface gradients defining local surface orientation. The relation between surface normal and observed reflected light intensity is predominantly described in the literature by ‘reflectance maps’ supposed to comply with a Lambertian model of surface. The Lambertian model yields to the image irradiance equation: I(x,y)=R(p(x,y), q(x,y)). It follows that brightness I at pixel (x,y) depends on surface gradients (p,q) at the studied point (x,y) via a so called reflectance map in the following way: R ( p, q ) = ρ ⋅
cos γ − p cosτ sin γ − q sin τ sin γ 1 + p2 + q2
,
(1)
where ρ is an albedo (the ratio of reflected to incident light) and τ, γ are azimuth angle (in the surface plane) and elevation angle (in the plane perpendicular to the surface plane) defining the direction of illumination [4]. The drawback of the SFS method is that it represents a mathematically illpossessed problem which can be solved applying some constraints on the surface properties – it can only cope with cylindrical surfaces of the uniform albedo. In order to deal with a significantly wider class of shapes of varying surface properties, a modification of the SFS method has to be adopted, which is called photometry stereo method [5]. This method uses several images of the investigated surface, each illuminated by a different light source of known direction and position. The set of at least three images acquired under different illumination directions yields enough data to calculate the two perpendicular surface tangents and albedo at every image pixel.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
232 Computational Methods and Experiments in Material Characterisation II The natural limits of the method are the cases where reflections, selfshadows, translucency of the studied body and secondary reflections occur. Results can be non-unique in these cases. However, as a local problem it may be possible to solve on the other hand. Crack will produce a self-shadow effect for instance: we will not be able to measure the dimension perpendicular to the surface. However the crack length and shape of the surrounding surface will be reconstructed correctly. Reconstructed topography is dimensionless, so dimension calibration must be done. It can be done by one point mechanical measurement of the elevation differences between two points of the studied surface or it is necessary to have some calibration object of known height/depth connected with the surface. As stated above, at least three images are necessary to get sufficient information for surface reconstruction. Switching between the light sources and taking shots by camera would render such a method virtually useless for dynamical testing unless some modification is carried out. The modification allows acquisition of the three images at the same time. Acquiring and storing three independent images in one is made possible by taking advantage of the wavelength selectivity of a red-green-blue (RGB) Bayer filter in front of the camera chip. The idea is that by using three different colours of illumination light sources corresponding to the filter colours, three independent images are coded in one (Coded Photometrical Stereo). The spectra of the illumination light sources do not correspond exactly to the RGB decomposition of the camera Bayer filter in the current experimental setup (e.g. the illumination blue light is partially detected by green filter etc. – this effect is known as ‘colour channel cross-talk’). That is why in order to correctly apply the method without errors, a light separation step has to be performed with the help of calibration images. The light separation relies on a priori knowledge of light source – camera RGB colour components sensitivity values known from a set of calibration images of flat, homogenously white surface properties best suited for the SFS method acquired for each light source separately. The steps involving simultaneous acquisition of the three images and their separation represent an improved technological implementation of the photometrical stereo method in dynamical optical surface topography reconstruction described in the second step. Once the field of normals is known, it is straightforward to reconstruct the surface. The method [7] utilizing wavelet transformation was used, because of its simplicity and availability of source code on the Internet. The reconstruction gives results up to multiplicative constant adjusting heights in the surface topography, which has to be deduced from the known image feature or experimental setting.
3
Method of Interpolated Ellipses
The MIE is a technique based on the optical monitoring of deformations during the loading processes of hexagonal grids of dots deposited on the surface of the monitored specimen. We assume that the surface deformation of a continuous
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
233
material is approximately homogeneous inside a circle with initial radius r. Loading the specimen will deform a circle on the surface into an ellipse. Each ellipse is interpolated by six neighbouring dots of a hexagonal grid as shown in Fig. 1. Knowledge of the ellipse parameters yields the magnitude and direction of the principal in-plane strains ε 1 , ε 2 on the specimen surface as:
ε1 =
a−r r
,
ε2 =
b−r r
(2)
The angle ϕ in Fig. 1 represents the angular rotation of the local coordinate system of the principal strains in the examined element (cell) relative to the global coordinate system XY. The Y axis is oriented in the direction of the loading force. The local coordinate system xy is defined so that the y axis is oriented in the direction of the principal strain ε 1 while the x axis follows the
direction of the principal strain ε 2 .
Figure 1:
Illustration of an ellipse interpolated by a hexagonal grid.
Principal strains are evaluated independently from the orientation of the global coordinate system without having to determine the shear strain. This is the main advantage of this approach which becomes important especially in the situation when non-uniform strain fields surround the crack tip. The fundamental benefits of the hexagonal grid manifest themselves wherever we are working in the limiting resolution regime of the recording equipment.
4
Experimental
A specimen for experiment was prepared from high-ductile aluminium alloy. This material is well known from other experiments performed in the past, see e.g. [6]. Its elastic modulus E is 70 GPa, Yield stress σys is 296 MPa and Poisson’s ratio µ is 0.315. The experiment was carried out in flat specimens with a pre-machined central “crack" (by spark-out technology. “Crack” width is 0.3 mm.) labelled “CC”; see Fig. 2. The photoresist etching technique was used to apply a hexagonal grid of dots with 0.2 mm pitch and 0.1 mm diameter symmetrically to the crack plane on the
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
234 Computational Methods and Experiments in Material Characterisation II ligament surface (between the crack tip and the specimen edge). The surface of the specimen was illuminated by the three Red, Green and Blue lights. All of them had an elevation angle γ = 45˚ and azimuth angle τ = 0˚ (blue light), 120˚ (green) and 240˚ (red). See Fig. 3 for the composed RGB image of the deformed specimen.
21 95˚
central crack
50
Figure 2:
Figure 3:
250
169
10
5
Geometry of the specimens.
Image of the deformed specimen surface.
The specimen was loaded in uni-axial tension by grips displacement until the first short new 200 µm long crack appeared on the specimen surface. Then the 3D strain field was analyzed. The experimental setup for the testing of the proposed combined method is shown in Fig. 4. The composed image was separated into three R, G, B channels and colour channel cross-talk was corrected. Consequentially three independent scenes were obtained. These scenes served for topographic reconstruction; See Fig. 5 for contour imaging of the out-of-plane displacement uz field of the top specimen face. See Fig. 6 for 3D surface representing the out-of-plane strain field ε3. Note that the extreme value is approximately 0.5 mm away from the crack tip. It
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
235
indicates the existence of the intensive damage zone as was confirmed by the X-ray transmission radiography [1]. The half specimen thickness tz = 2.5 mm served as a measuring distance for the principal strain ε3 calculating e.g. ε3 = (uztz)/tz. It is necessary to say that for numerical simulation it would be more appropriate to use displacement field uz because real strain value is actually higher because a 5 mm thick specimen does not exhibit pure plane stress behaviour especially in the vicinity of the crack tip.
1
0. 03
2
-0.03
-0 .04
-0 .03
-0.03
-0.06 -0.06 -0 .04-0 .0 5
-0.05
-0.06
y [mm]
-0 .0 8
-0 .09 -0 .07 -0 .0 8
-0 .03
-0 .0 -0 .0 1 2
-0 .1 0 x [mm]
4 .0 -0
-0.03 -0 .03
-1
-0-0 .04 .0 4
5 .0 -0
-4
-0 .04 -0 0 .03 .0 -0 01 2 -3 -2
1 -0 . .09.08 -0-0 7 -0 .06 .0 -0
0
-0.09
-0 .05
1
.07 8 -0 .0 -0
2
-0 .07
-0 .04
-0 .02
-0.03
5 -0 .0 -0.06 -0.07
2 -0 .0
4 3
-0.04
.03 -0 4 -0 .0
5 .0 -0
5 -0 .02
Experimental setup for a testing of proposed combined method.
3
-0 .0 -0 .04 -0.06 5
Figure 4:
4
Figure 5: Out-of-plane displacement uz.
Figure 6:
3D surface, representing principal strain ε3 field.
The composed RGB image served for the calculation of the in-plane principal strains ε1, ε2 fields by the MIE; see Fig. 7.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
236 Computational Methods and Experiments in Material Characterisation II
5
Conclusions
The combined method of the coded photometric stereo and the method of interpolated ellipses was successfully implemented. It was confirmed that it is possible to measure 3D displacement/strain field using one camera only and a set of three R, G, B lights. All necessary information are coded in one image. -0.5 -8 -43-6 --1 1 20
-1
-2 -8-7 -4 -3 -12 -10 -6 2
-0 .5
-15 3
-1-620 -5 -8-1
-2
1
-3
-2
-5
-6
-1
-2-43 -1 -0.5
-0 . -1 5
-0.5
-2
y [mm]
--437-2 -5 - -1 1 -10-8 2
3
10.5
-0-1 -1 .502
4
10.5
2
2 1
4 3 4
(a)
-2 -4 -8 -12 -10 -5 -3 -7 -1 0 x [mm]
-43
-7-2
12
1 0.5 3
2 2 2
-1 -7 -3 -4
-0 .5
-6 -1 -2 -3 -2
-7
-0 .5
-1
2 -6 -5 -1 -8 -10
y [mm]
-7
-1 5 -
-6--8 34-2
1 0.5
-1
-1
-1
-10 -5 -3 -7 -8 -1-12 0 -4 -4
-3
-4
12
-10 -6 -12 -4 -3 -7-8-2
-0 .5
-1-102-2
-1
-1
-1
2
4
-0 .5
-2 -1
-1
4
2
-0 .5
6
3
-1
2
1
-5
-2
5
-1
2
3 5 5 10 87 6 1 0.5 5 7 8 42 3 10 5 -1 0 1 2 x [mm] 6
05
-2
3
2
6
2
0.5 1 -4 -3
2
4
4
3 7
-4 -5 -2-8-3 -76
3
-1 -10 -12 -4 -3 -7-8-2 -6
-1
-8 -620 -1 -1
1
2
2
3
5
1 0.5
3 3
3
2
2
2
-5
-1
34 -5 -2--6
3
2
0.5 1
2
3
1.5
2
-8-1 -620
3
-437 4 -1
2
10.5
3
2 3
2.5
2 3
2
3.5 2
-10 -6 -12 -4 -3 -7-8-2
0.5 21
2
4
0.51
3
2 10.5
0.51 2
2
4.5
4
(b)
Figure 7: (a) Principal strain ε1 field. (b) Principal strain ε2 field. The proposed combined method will be used for an inspection of the 3D strain field developing on the surface of the continuously loaded specimen until failure will occur.
Acknowledgements This work has been supported in part by Grant Nos. 106/04/0567 and 101/03/0731 of the Grant Agency of the Czech Republic and by the Ministry of Education, Youth and Sports of the Czech Republic under the research project AV0Z20710524. This work has also been supported in part by EU project Histoclean EVK4-CT-2002-30011.
References [1]
[2] [3] [4]
Vavrik, D.; Jakubek, J.; Pospisil, S.; Visschers, J.: “Non-destructive Observation of Damage Processes by X-Ray Dynamic Defectoscopy”, Proceedings of the 9th International Conference on the Mechanical Behaviour of Materials, Switzerland, Geneva, May 25-29, 2003. Horn, B. K. P.: Obtaining shape from shading information, in: The Psychology of Computer Vision (P. H. Winston – Ed.), McGraw Hill, NY, 115-155, (1975). Horn, B. K. P.; Brooks, M. J.: The variational approach to shape from shading, Computer Vision Graphics Image Processing, 33, 174-208, (1986). Kim, B.-H.; Park, R.-H.: Multi-image photometric stereo using surface approximation by Legendre polynomials, Patter Recognition, 31, 10331047, (1998).
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
[5] [6] [7]
237
Woodham, R. J.: Photometric method for determining surface orientation from multiple images, Optical Engineering, 19, 139-144, (1980). Vavrik, D.; Zemankova, J.: “Crack Instability in Ductile Materials Analyzed by the Method of Interpolated Ellipses.” Experimental Mechanics, Vol. 44, August 2004, pp. 327-335, ISSN: 0014-4851. Kovesi, P. D.: MATLAB functions for computer vision and image analysis, 1996-2003. http://www.csse.uwa.edu.au/~pk/Research /MatlabFns/.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
This page intentionally left blank
Computational Methods and Experiments in Material Characterisation II
239
Similitude law evaluation for composite structures using optical techniques L. Ball`ere, P. Viot, L. Guillaumat & J.-L. Lataillade Laboratoire M´ecanique Endommagement Fiabilit´e et Ing´enierie des Proc´ed´es, ENSAM Bordeaux, France
Abstract The aim of this paper is to contribute to similitude law development applied to composite structures. These laws permit one to extrapolate the small-scale model behavior to the real scale one. Existing approaches have been established following two different methods. They are summarized in this paper and applied to impact loadings on two laminated plate scales. In order to complete data collected by “conventional” instrumentation (force transducer, displacement sensor, accelerometer...), an optical device such as a high-speed CCD camera, associated with optical techniques for the monitoring of markers, was used. These techniques make it possible to compare displacement lines corresponding to each scale. It is shown that existing similitude laws, used for elastic materials, do not allow one to simulate the behavior of the real scale when this one is damaged. Keywords: optical measurement, similitude laws, impact, composite materials.
1 Introduction For several years, composite materials have played a significant part in the realization of structures used for transportation (aeronautical, nautical, automotive...). During manufacturing or storing of such structures, they can be damaged locally by tool drops without there being any visible deterioration. That is why designers have to appreciate the criticality of such damages to check that this kind of accident is not harmful for the structure during its life. Nevertheless, tests are often very expensive and difficult to set up, especially when the structures’ dimensions are large (fuselages of aircraft, ship hulls, etc.). An alternative way then is to employ small-scale models. The use of these reduced scale structures calls for the identification of similitude techniques allowing the behavior extrapolation from the model to the real scale. WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
240 Computational Methods and Experiments in Material Characterisation II Firstly, this paper presents two existing approaches used to develop similitude laws applied to composite structures. In a second part, an experimental study achieved on two laminated plate scales subjected to impact is presented. Finally, existing similitude laws are compared to experimental results and discussed.
2 Similitude laws applied to composites structures Two basic approaches are used to develop scaling rules (see Abrate [1]). The first one is based on a dimensional analysis using Buckingham’s Pi theorem [2]. The second one starts with the dynamic equations of the system ([3, 4]). Morton [5] studied scale effects, using a dimensional analysis, in the case of beams subjected to impact loading. For homogeneous isotropic beams, considering a non damaged behavior, it is possible to identify thirteen influential parameters in order to completely model the test : the beam geometrical parameters (length l, thickness h and width b), the beam specific properties (Young’s modulus E and Poisson’s ratio ν), the impactor features (Poisson’s ratio νi , Young modulus Ei , volumic mass ρi , the radius Ri and the impact velocity Vi ), the central deflection of the sample w and time t. Using Buckingham’s Pi theorem [2], ten nondimensional parameters can be formed (table 1).
Table 1: Nondimensional parameters.
Geometrical parameters
Π1 =
w h
Π2 =
Materials parameters
Π5 =
Ei E
Π6 = ν
Tests conditions
Π9 =
ρi Vi2 E
Π10 =
l h
tVi h
b h
Π4 =
Ri h
Π7 = ν i
Π8 =
ρi ρ
Π3 =
−
−
If the prototype is a true replica of the model and if the same materials are used, then all the geometrical terms are equal between the prototype and the model. Equalizing all these terms, the impactor velocity has to remain the same. The Π10 term implies that the time have to be scaled. Finally, considering the scale factor between the model and the real structure λ, impact energy is scaled by λ3 and the impact force by λ2 . Nettles et al. [6] used this approach to study quasi-static indentation and impact of unidirectional reinforced laminated plates. Experimental results were compared to parameters obtained by similitude laws (contact force, displacement, damage area and indentation). Differences are significant. WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
241
Dormegnie et al. [7] observe the same conclusions in the case of laminated omega-shaped structures subjected to crash. The second approach we can find in the literature is based on the dynamic theorem and was particularly developed by Qian and Swanson [3, 4] for plates. Experiments were realized on composite plates considering scale factors λ of 1, 3 and 5. Deflection and contact force results exhibit good accuracy of these laws. Nevertheless, it’s more difficult to predict damage size. Many authors have established similitude laws applied to composite structures based on this approach. For instance, Ungbhakorn and Singhatanadgid or Razaeepazhand and Simitses have used it to study cylindrical shells buckling under axial loading [8, 9]. A similar investigation was presented by Chouchaoui et al. for various loadings [10]. Simitses and Rezaeepazhand adopted a similar approach to develop laws for laminated plates subjected to quasi-static bending [11] and for vibration response of cylindrical shells [12]. It is interesting to note that, contrary to Qian and Swanson’s first study, these authors assign a scale factor to the structure materials properties. To conclude, described methods allow us to establish relationships between two scales. Therefore, in the case of laminate plates subjected to impact, all plate dimensions as well as the impactor radius and the deflection are scaled by λ. Concerning materials specific characteristics and impact velocity, they remain the same between the model and the prototype. Time is scaled by λ. λ3 assigned to impact mass implies that energy is scaled too by λ3 . Finally, contact forces are scaled by λ2 .
3 Experimental study In order to experimentally appreciate these laws, impact tests on two laminated plate scales were achieved using optical devices for displacement field measurement. 3.1 Specimens Two different scales of plane plates were manufactured. Specimens were made using unidirectional carbon/epoxy pre-preg 914C-TS(6K)-5-34% and the ply thickness is about 125 µm. First samples (samples A) characteristics were arbitrarily chosen. Therefore, the stacking sequence for samples A is : (0)2 (90)3 (0)2 (90)3 (0)2 After the first stage of plies stacking, samples have been cured one hour at 175C and 7 bar pressure, plus 4 hours postcure at 190C. Approximately twelve hours later, they were cut out with the following dimensions : length = 100 mm, width = 50 mm. The second scale characteristics were determined using similitude laws previously described with a scale factor λ = 2. Specimen thickness, controlled by the WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
242 Computational Methods and Experiments in Material Characterisation II stacking sequence, was obtained by scaling each ply thickness (“Sub-Ply Level Scaling” method proposed by Jackson [13]). 3.2 Experimental devices 3.2.1 Apparatus A drop tower was used for these experiments (figure 1). The dropping weight is raised by a winch and located to the wanted height thanks to optical cells. It is then conducted during its fall and stopped after the first impact by an anti-bouncing system in order to avoid a second nondesired impact. The drop height can vary between 20 cm and 3 m making it possible to reach speeds up to 7,5 m.s−1 . The dropping weight can reach 30 kg corresponding to a 900 J impact energy. Tests carried out with this drop tower can be instrumented thanks to different types of sensors. Therefore, a first laser sensor (50 mm displacement range) is used to measure the impactor displacement in order to evaluate the impact velocity. A second one with a lower range, allows to measure the displacement of one structure’s point.
Figure 1: Drop tower.
To measure contact force between the dropping weight and the structure, a piezoelectric force transducer is set between the dropping weight and the impactor. It is also possible to set up an accelerometer to measure the dropping weight acceleration during impact. WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
243
3.2.2 Optical measurement of displacement field In order to complete data collected by the “conventional” instrumentation previously described, video acquisitions were realized with an high-speed CCD camera used with 512 x 256 pixels resolution and 2500 frames/s frequency. Markers were glued on the section and the lower face of the specimens (figure 2).
Figure 2: Markers set-up. Video obtained is split up into a sequence of frames and these ones are then transformed into grayscale in order to obtain a better contrast between the markers and the specimen. Initial and final marker positions are located thanks to a specific software (figure 3). Then, it calculates each marker center and follow it during all the test. Therefore, it become possible to obtain point displacement on two specimen lines. For this paper, only displacements of markers 2 will be presented.
Figure 3: Markers monitoring (sample A). 3.3 Test conditions On the one hand, since similitude laws previously described are restricted to an elastic behavior of structures (section 2), test conditions for samples A were chosen WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
244 Computational Methods and Experiments in Material Characterisation II to avoid significant damage (m = 1 kg and Vi < 2 m.s−1 ). To avoid a too important stiffness of the specimens, simply supported conditions were chosen. The distance between supports was chosen depending on the samples dimensions. The impactor diameter was arbitrarily chosen. Tests conditions for samples B were determined following similitude laws as shown in Table 2. On the other hand, in order to point out that these laws cannot predict the behavior of a damaged structure, an higher velocity was chosen (V = 2.3 m.s−1 ).
Table 2: Test conditions.
Dropping weight mass (kg) −1
Impact velocities (m.s
)
samples A
samples B
1.075
8.6
1.75, 1.85 and 2.3 1.75, 1.85 and 2.3
Impactor diameter (mm)
10
20
Boundary conditions
simple supports
simple supports
Distance between supports (mm)
100
200
3.4 Results 3.4.1 Validation of the optical technique In order to validate the optical method, a marker has been glued on the impactor to compare usual measurements obtained by laser sensor and optical measurements. As shown figure 4, this method allows us to measure with good accuracy the system displacement. Indeed, the maximum variation observed on displacement for the same time t is 0.8 mm. Considering 15 mm maximum displacement, we can reach an accuracy of about 5%. Therefore, this preliminary measurement shows that the technique of marker monitoring gives good results and can be used to determine specific points displacements of the sample.
3.4.2 Analytical/experimental confrontation Similitude laws, described in section 2, indicate that the deflection and the time are scaled by λ = 2. Then, it’s seems natural to compare these parameters to those experimentally obtained. For each velocity level, the scale factor λ was assigned to deflection and time of samples A. Results obtained by this scaling, called “samples λA”, have been compared to experimental results of samples B. WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
245
Figure 4: Methods comparison.
Figure 5: Analytical/experimental confrontation (V = 1.85 m.s−1 ). Figure 5 shows the impactor displacement according to the time measured from optical method. It is possible to determine the impact velocity calculating the segment MI slope. From this measurement, we can check the necessary condition for the velocity previously described in the similitude laws (Vi = constant). Point I represent the impact point and the contact duration is determined by the segment IJ (∆t = 0.025 s). This contact duration remains the same between samples B and samples λA. Thus, the similitude laws seem to predict with good accuracy this parameter. The maximum impactor displacement (point N) is obtained at t = 0.012 s and the same value is found for samples λA and samples B. Therefore, these impactor displacement measurements also allow us to validate similitude laws in this test configuration. WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
246 Computational Methods and Experiments in Material Characterisation II Figure 6 shows the markers 2 displacement for samples λA and B at the maximum deflection (t = 0.012 s). Support points are not represented in this figure (at z=0).
Figure 6: Markers 2 displacement (t = 0.012 s).
It is shown that the medium line positions of the two samples are very close. We only note a slight asymmetry between the two results, maybe due to an impact location shift. For these same conditions (non damaged plate), the medium line shapes are respected in accordance with the similitude laws.
Figure 7: Analytical/experimental confrontation (V = 2.3 m.s−1 ). WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
247
Figure 8: Markers 2 displacement (t1 = 0.01 s).
Figure 9: Markers 2 displacement (t2 = 0.02 s). Results obtained for 1.75 m.s−1 impact velocity are not presented in this paper because they are very close of those obtained for 1.85 m.s−1 velocity. In the case of an impact velocity of 2.3 m.s−1 , results are quite different. For this velocity level, the structure behavior is not elastic, a significant damage on samples B can be observed. Figure 7 shows the impactor displacement according to time. For time lower than t1 = 0.01 s, the structure behavior being elastic, we can observe similar results with previous tests. The similitude law is validated. However, for a larger time, both impactor displacement curves diverge. Indeed, whereas contact duration is about 0.038 s for samples B, it remains lower than 0.025 s for sample λA. In the same way, for a given time, displacements are definitely different. Until t1 , both structures exhibit an elastic behavior but, as soon as this duration is over, samples B are damaged to a significant degree by delamination. At this point, the curves shape become very different. These results are exhibited by the representation of medium lines evolution for several different times. WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
248 Computational Methods and Experiments in Material Characterisation II For a time lower than t1 , again we find curves very close between samples λA and B (figure 8). Indeed, displacement variation remains in the measurement scatter. Nevertheless, after damage (figure 9), curves become really distinct with a displacement variation equal to 6.5 mm. To conclude, tests presented in this paper exhibit the limitations of these similitude laws. Although very useful to predict with good accuracy an elastic behavior, these laws do not allow to describe the scaling of damaged structures.
4 Conclusions In order to validate similitude laws applied to composite structures, impact tests were achieved on two laminated plate scales. Several impact velocities have been chosen to evaluate structure behavior according to impact conditions (mass and velocity). Optical methods, used for the markers following, allowed to determine structures medium line deformation. These tests exhibit that usual similitude laws can be used to predict the behavior of a scaled structure providing that the material behavior is elastic. It has be shown, thanks to these tests, that these laws, initially established to describe an elastic behavior, cannot take into account the structure damage. The applicability of these laws, initially developed in order to model the elastic behavior of material for different scales, can not be enlarged to composite structure damage. It is thus necessary to define new similitude laws to take into account the damage phenomenon.
References [1] Abrate, S., Impact on composite structures. Cambridge University Press, 1998. [2] Buckingham, E., On physically similar systems; illustration of the use of dimensional equations. Phys Review, vol4, 1914. [3] Qian, Y. & Swanson, S., An experimental study of scaling rules for impact damage in fiber composites. J of Composite Materials, 24, pp. 559–570, 1990. [4] Qian, Y. & Swanson, S., Experimental measurement of impact response in carbon/epoxy plates. AIAA Journal, 28(6), pp. 1069–1074, 1990. [5] Morton, J., Scaling of impact-loaded carbon-fiber composites. AIAA J, 26(8), pp. 989–994, 1988. [6] Nettles, A., Douglas, M. & Estes, E., Scaling effects in carbon/epoxy laminates under transverse quasi-static loading. Technical Report 209103, NASA, 1999. [7] Dormegnie, D., Coutellier, D., Delsart, D., Deletombe, E. & Ravalard, Y., Analyse des effets d’´echelles sur le comportement de structures composites. M´ecanique et Industries, 4, pp. 7–15, 2003. [8] Ungbhakorn, V. & Singhatanadgid, P., Scaling law and physical similitude for buckling and vibration of antisymmetric angle-ply laminated cylindriWIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
[9]
[10]
[11] [12] [13]
249
cal shells. International Journal of Structural Stability and Dynamics, 3(4), pp. 567–583, 2003. Rezaeepazhand, J. & Simitses, G., Scale models for laminated cylindrical shells subjected to axial compression. Composite Structures, 34, pp. 371– 379, 1996. Chouchaoui, C., Parks, P. & Ochoa, O., Similitude study for a laminated cylindrical tube under tensile, torsion, bending, internal and external pressure. part 2: scale models. Composite Structures, 44, pp. 231–236, 1999. Simitses, G., Structural similitude for flat laminated surfaces. Composite Structures, 51, pp. 191–194, 2001. Rezaeepazhand, J. & Simitses, G., Design of scaled down models for predicting shell vibration response. J of Sound and Vibration, 1996. Jackson, K., Workshop and scaling effects on composite materials and structures. Rapport NASA, Langley Research Center Hampton Virginia, NASA Conference Publication 3271, 1994.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
This page intentionally left blank
Computational Methods and Experiments in Material Characterisation II
251
Three-dimensional digital microstructure C. F. Cornwell1 & R. W. Noack2 1 Computational
Chemistry and Materials, High Performance Technologies, Inc., U.S. Army Research Laboratory, Department of the Army, Aberdeen Proving Ground, U.S.A. 2 Mechanical Engineering, University of Alabama at Birmingham, U.S. Army Research Laboratory, Department of the Army, Aberdeen Proving Ground, U.S.A.
Abstract We report on a systematic means of generating a finite element (FE) mesh for realistic three-dimensional (3D) microstructure systems that are suitable for FE analysis. The relationship between a materials microstructure and its properties are well documented and drive efforts to model the substructure evolution of textured materials. An accurate 3D computer representation of the microstructure arrangement of a material is essential to modeling the behavior and performance of materials at the microstructure level. We describe a method that uses a combination of experimental and computational techniques to produce an accurate statistical representation of its microstructure arrangement. The experimental results are used to guide the construction of the abstract 3D digital model and to provide a quantitative measure for gauging the accuracy and quality of the model upon completion. Information about the size, shape, and orientation of the grains as well as the crystallographic orientation and miss-orientation between adjacent grains can be reproduced. A 3D advancing front grid-generating technique then uses this information to produce a tetrahedral volume mesh for the material that is suitable for FE analysis.
1 Introduction The goal of the current work is to provide polycrystalline material modelers access to accurate three-dimensional (3D) digital microstructure models that are validated by direct comparison to experimental recrystallization data and an autoWIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
252 Computational Methods and Experiments in Material Characterisation II mated microstructure and grid-generation process to produce the finite element (FE) mesh for the complex microstructure systems. To accomplish this task, the results of two different efforts were modified and combined. One effort dealt with producing accurate 3D digital microstructure models and the other with generating the associated FE mesh for the microstructure system. The results of both of these efforts can be found elsewhere in the literature [1, 2, 3]. This paper will focus on issues dealing with combinin these two technologies and on the system to which they are applied. A brief overview of the two techniques will be provided to put this work into context with the overall objective.
2 Technical approach In recent years, significant progress has been made in modeling microstructure evolution during materials processing. These advances have been primarily in the area of application of continuum methods where empirical constitutive relations are used to describe the behavior of materials. These methods can be used to predict the final shape of a specimen following deformation processing and the temperature history of the material. However, these models have had little impact on the optimization of material properties because they cannot quantitatively determine, predict, or manipulate the internal structure of the material. Novel materials are often manufactured via advanced processing techniques that greatly influence the microstructure arrangement of the material and thus its properties. Manipulating the microstructure arrangement of materials is the primary mechanism that materials scientists and engineers have to optimize material properties. Material optimization through modeling and simulation will require researchers to develop new material models that link theories for the properties and performance of materials at the microstructure level with the thermo-mechanical processing steps required to produce them. The process of taking materials from discovery to application can span years, even decades. Modeling and simulation is seen as a tool that can accelerate the process and minimize the cost of discovery, optimization, and insertion of these materials into new systems. Including microstructure description for materials at various levels is essential for developing realistic material models that have the predictive capability necessary for optimizing the performance and behavior of materials through modeling and simulation. The three critical elements of this technology are 1) an efficient process for generating the microstructure arrangement of a material that makes a quantitative connection between the experimental materials under study and the abstract 3D digital representation used in the simulations, 2) an efficient method for generating the FE mesh for the complex microstructure of the material at the grain level, and 3) physics-based material models that are accurate enough to predict the properties and performance of materials through modeling and simulations. Thus, the complex nature of modeling microstructure materials requires an automated microstructure model-building and discretization process of the grain structure prior to computational analyses. This paper will address the requirements needed for this type of material modeling technology. WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
253
Figure 1: Three-dimensional Voronoi tessellation representation of a single-phase microstructure.
3 Three-dimensional microstructure geometry In order to depict realistic processes giving rise to 3D microstructures, researchers at Carnegie Mellon University (CMU) developed a microstructure building process that employs a combination of experimental and computational techniques to capture the complex microstructure arrangement of materials. This process is capable of producing accurate 3D digital microstructure model that is validated by direct comparison to experimental recrystallization data. In the initial step, a scanning electron microscope is used to examine the material under study and collect the data needed to characterize the microstructure arrangement of the material. Currently, data collected during the experimental stage is used to construct distribution functions for the size, shape, and orientation of the microstructure grains as well as the crystallographic orientation and miss-orientation between grains. The computational techniques of the Microstructure Builder (MB) then use the experimental distribution functions to guide the construction of the abstract 3D digital models. In the end, the characterization criterion provides a quantitative measure for gauging the accuracy and quality of the abstract model. This quantitative measure is used as the acceptance criteria in a Monte Carlo algorithm. The algorithm is capable of sorting through tens of thousands of possible microstructure configurations to gradually refine the model until the distribution functions converge. At this point, the two systems are considered statistically equivalent to the extent that the errors in the distribution functions are minimized. The results of the MB are then fed into the grid-generating algorithm to produce the FE mesh. The MB generates three files. The first file contains the coordinates for a set of WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
254 Computational Methods and Experiments in Material Characterisation II points that are used to generate the Voronoi cells (Fig. 1). The second file contains information on how the Voronoi cells are combined to form the grains. Finally, the third file contains information on the crystallographic orientation of the grains.
Figure 2: Typical mesh generated by the two-dimensional advancing front gridgenerating algorithm.
4 Grid generation The process of meshing the microstructure system begins by decomposing the system into its various components (nodes, edges, faces, Voronoi cells [cells], and grains). Several preprocessing steps are needed to get the data in a form that can be used by the advancing front grid-generating algorithms, and several are steps needed to reassemble the results back into the original microstructure configuration. Below is a list of steps required to generate the FE mesh and to put the output into a format suitable for FE analysis for the digital microstructure generated by the MB. 1. 2. 3. 4. 5. 6. 7. 8. 9.
The individual Voronoi cells are combined into grains. Any faces connecting Voronoi cells of the same grain are removed. Small edges are collapsed. The edges are discretized. The edges are recombined to the perimeter of the faces and used as input to the two-dimensional (2D) advancing front grid-generating algorithm. The 2D advancing front grid-generating algorithm generates the surface mesh for the faces. The faces are reassembled to form the surface of the grains and used as input to the 3D advancing front grid generating algorithm. The 3D advancing front grid-generating algorithm generates the volume mesh for the grains. The grains are reassembled and the connectivity is reestablished across the grain boundary. WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
255
10. The crystallographic orientation information is assigned to the elements of the FE mesh. 11. The results are output in a format that is suitable for FE analysis. In the MB, grains are generated by combining one or more cells. In step one of the process, the cells used to construct each grain are identified and combined to produce the grains. Combining the cells to produce the grains has the undesirable effect of producing facets in the interior of the grains during the meshgenerating process. These facets are an artifact of the model-building process and could adversely affect the results of the simulations. In step two, we remove any interior faces of the grains.
Figure 3: The surface mesh for the grains is used as the starting point for the 3D advancing front grid-generating algorithm.
Voronoi cells are perhaps not the best starting point for generating models for use in FE simulations. The process of generating Voronoi cells produces a large number of very small edges (compared to the desired element size). These small edges determine the size of the elements that will be produced during the meshing process. Elements that are too small will increase the computation time required for the simulation and can adversely affect the time step used in the FE simulation. In step three, edges that are below a certain threshold (input parameter) are collapsed to points. If the small edge belongs to a triangular face, the face is collapsed to an edge. This introduces some distortion into the model. Therefore, there is a limit to the size of the edges that can be collapsed. In the next step, the remaining edges are discretized. This is an iterative process that starts by assigning a value for the maximum edge length to each node (node value). The node value is an input parameter that represents the desired element size. The length of all edges emanating from the nodes is then checked and if the current node value is larger than the smallest edge length, the node value is reset to the smallest edge length. The program then iterates over all of the edges and discretizes them, starting from the smaller of the two node values and proceeding WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
256 Computational Methods and Experiments in Material Characterisation II to the larger. The calculations are made but the data is not stored during these iterations. The length of the segments grows geometrically until the larger node value is reached or the process terminates at the adjacent node. If the larger node value is reached, the remaining edge segments are equally spaced. If the larger node value is not reached before reaching the adjacent node, the node value of the adjacent node is reset to the value of the last edge segment length and a flag is set indicating that one of the node values was changed. The discretization continues until all of the edges have been split into segments. The code then checks the flag to see if any node values changed. The code continues the iterations until the process completes with out setting the node value flag. It then makes one last pass over the edges, performing the calculations and storing the discretization data.
Figure 4: Three-dimensional mesh for a sample of aluminum consisting of 134 grains. The edges are then reassembled to form the perimeters of the faces, and the edge segments are used as input to a 2D advancing front grid-generating algorithm to generate the FE mesh for the faces (Fig. 2). After all of the faces have been meshed, the faces are reassembled to form the surface of the grains (Fig. 3). This surface mesh is then used as input to a 3D advancing front grid-generating algorithm to mesh the grain volume. After all of the grains have been meshed, the grains are reassembled to form the original system with the FE mesh (Fig. 4). During this process, all duplicate information is removed and the connectivity is established across the grain boundaries. The crystallographic orientation is assigned to the elements of the grains. Initially, all of the elements of an individual grain have the same orientation. In this way, grain boundaries arise naturally at the interface between adjacent grains due to the lattice mismatch between the grains and hence the differences in material properties. The spatial arrangement of the grains with WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
257
different crystallographic orientation (texture) plays a key role in determining the properties of materials, and this simulation technique provides a tool for studying their relationship.
5 Conclusion To take full advantage of the models, new material models need to be developed that take advantage of crystallographic orientation information to model the graingrain interactions. This is the first iteration of this software, and there are a number of improvements that can be made. Several steps in the mesh-generation process currently require input from the user that can be automated. In fact, once the data is collected from the electron microscope, the remaining process can be automated. Additional functionality that will be added is the option of replacing common nodes along adjacent grain boundary faces with duplicate nodes (cohesive zones) to facilitate the simulation of sliding grain boundaries. Automating this process will significantly reduce the time required to set up simulations and give researchers access to realistic 3D digital microstructure models. It is our hope that the availability of these models will help stimulate research into the modeling and simulation of materials at the grain level.
References [1] Saylor, D.M., Friday, J., El-Dasher, B.S., Jung, K.Y. & Rollett, A.D., Statistically representative three-dimensional microstructures based on orthogonal observation sections. Metallurgical and Materials Transactions A, 35A(2), p. 1969, 2004. [2] Rollett, A.D., Saylor, D., Fridaya, J., El-Dasher, B.S., Brahme, A., Lee, S., Cornwell, C. & Noack, R., Modeling polycrystalline microstructures in three dimensions. Materials Processing and Design: Modeling, Simulation and Design, Nuiform, eds. S. Ghosh, J.C. Castro & J.K. Lee, pp. 71–77, 2004. [3] Noack, R.W. & Steinbrenner, J.P., A three-dimensional hybrid grid generation technique. 12th AIAA Computational Fluid Dynamics Conference, Part 1, AIAA: American Institute of Aeronautics and Astronautics, The Aerospace Center, 370 L’Enfant Promenade, SW, Washington, DC 20024-2518, pp. 413– 423, 1995.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
This page intentionally left blank
Computational Methods and Experiments in Material Characterisation II
259
Accurate sintering morphologies from Monte Carlo modelling S. Bordère1, D. Gendron2, J.-M. Heintz1 & D. Bernard1 1 2
Institut de chimie de la Matière Condensée de Bordeaux, CNRS, France CERMEP, France
Abstract Through the two-dimensional problems of the sintering of an infinite row and an infinite square arrangement of mono-sized particles, the relevance of the Monte Carlo methodology based on the non-discrete energetical model is pointed out to calculate equilibrium morphologies. In the absence of coarsening, and for the two cases of free and constrained sintering, the calculated stable morphologies are shown to precisely superimpose that obtained from analytical resolution. Therefore, an accurate drawing of surface curvatures and dihedral angles results from that methodology which is one of the required conditions to deal with more complex microstructures and to be able to compare the calculated microstructures with experiments. Keywords: sintering, Monte Carlo simulation, interfaces, microstructure.
1
Introduction
Grain scale modelling of sintering processes is still the object of many numerical developments in order to deal with complex microstructures close to real systems. Two main numerical approaches are distinguishable depending on the stochastic or deterministic way to solve the problem. In the field of deterministic methods, the last developments based on the variational principle and the finite element formulation are demonstrated to be efficient to simulate microstructural evolution in polycrystalline materials involving surface and grain boundary diffusion [1]. The phase field modelling is also a very powerful approach to deal with grain growth and non-densifying sintering processes, producing simulated microstructure images indistinguishable from real micrographs [2]. In contrast to the deterministic approach, stochastic modelling minimises an energetical
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
260 Computational Methods and Experiments in Material Characterisation II potential using Metropolis Monte Carlo algorithm. Recent papers have shown the interest of that approach to deal with complex microstructures [3], even in 3D [4]. In these publications irregular interface morphologies and inaccurate contact angle are observed. This is mainly due to the combined action of the dicretisation method and the Potts energetical model, which do take into account unphysical fluctuations of the system. In response to these limitations, a different Monte Carlo methodology has been developed [5]. In this paper, we aim to demonstrate that this methodology accurately simulates sintering microstructures for a better analysis of experimental microstructures.
2
Simulation method
2.1 Energetics and discretisation The energetics of the non–discrete Monte Carlo methodology is defined in the isothermal isobaric system by the potential φ,
φ = γsAs + γgbAgb + Ecoh + PV
(1)
Here, γs and γgb are the surface and grain boundary energies respectively, As and Agb their respective surface areas, Ecoh is the cohesive energy of the material, P the external pressure and V the total volume of the system. In the present calculations P is considered equal to zero. To model the sintering of different cylinder arrangements, the 2D version of the code was used in which only the section of the cylinders is discretised. In fig. 1a an example of triangular mesh used for calculation is presented. The mesh is automatically readapted during calculation to suppress element degeneracy induced by morphological changes. To model the sintering of an infinite row of particles only two particles were considered assuming periodic boundary conditions at the border (fig. 1a). The distance L between the boundaries is a characteristic length of the system, which was fixed for constrained sintering and was a variable for free sintering. For the case of an infinite square arrangement of particles, the calculation unit has been reduced to one particle assuming periodic boundary conditions in the two directions (Fig. 1b). Only constrained sintering was studied for the twodimensional arrangement so that the length L between the boundaries in the X,Y-directions was fixed for equilibrium morphology calculation. 2.2 Monte Carlo minimisation The φ-potential is minimised using the Metropolis algorithm, which consists in random changes of the particle configuration in order to induce potential variations ∆φ of the system. The configuration changes are accepted with the probability P(∆φ)=min(1,exp(∆φ/kBT), where kB is the Boltzmann constant and T the sintering temperature. The physical constants considered for the calculation and the minimisation of the φ-potential are presented in table 1.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
261
Visualisation unit for pore morphology
Periodic boundary conditions
L=4a L=4a L=4a
Y
Calculation unit X
Calculation unit with periodic boundary conditions
b
a
Figure 1:
Initial configuration unit for the calculation of the sintering equilibrium morphology of a) an infinite row of cylinders and b) an infinite squared arrangement of cylinders. Visualisation within the cylinder section of the triangular mesh considered for calculation.
Table 1:
Physical constants considered for the calculation and the Monte Carlo minimisation of the φ-potential, eqn. (1).
Physical constants Young’s Modulus, EY (GPa) Poisson’s coefficient, ν Cylinder radius, a (µm) Surface tension, γsv (J/m2) Grain boundary tension, γgb=Rγ.γs (J/m2) External pressure, P (Pa) Temperature, T (K)
value 4 0.26 0.5 1.2 Rγ =1.73, 1.00, 0.52, 0.00 0 1500
Two types of random changes are considered which are repeated numerous times for complete minimisation: - the first one concerns the configuration changes by random displacements of the mesh nodes within the section plane. In the peculiar case of constrained sintering, the nodes located on the periodic boundary are constrained to move on it. The ∆φ-variation induced by the node displacements includes the cohesive energy variation, the surface energy variation when the selected node is located on the surface and the grain boundary energy variation when the selected node is located on the grain boundary. The cohesive energy variation of the mesh triangles is calculated in the framework of elastic strain energy variation depending on the Young’s modulus EY and Poisson’s coefficient ν. The node displacement route enables the shape change of the system and the calculation of the hydrostatic and shear stress gradients, which are the elastic material response to that shape change. WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
262 Computational Methods and Experiments in Material Characterisation II - the second one concerns the configuration changes by mass transports from a triangle to one of its neighbours. The induced ∆φ-variation only includes the cohesive energy variation. As in the previous route the cohesive energy variation is converted into elastic strain energy variation. This second route enables the statistical calculation of the mass transport in relation to the stress gradient. That methodology for potential minimisation has been completely described in [5]. The periodic boundary conditions imply that the dimension of the system has to be defined by a characteristic length L. In the peculiar case treated here of free sintering of an infinite row of particles, this length needs to vary in order to model particle shrinkage. So, in that case a third type of random changes is considered. It concerns the random change of the system length L. Here a random variation DX of the system length in the X-direction is chosen. The new system length is L’=L+DX which implies that the new X-co-ordinates of the entire mesh nodes are x’=x+x(L’-L)/L. That system deformation is quantified through the variation of the elastic strain tensor ∆ε of all the mesh triangles (ε11=(L’-L)/L), ε12=ε21=ε22=0) allowing the calculation of the ∆φ-variation.
3
Calculation of equilibrium sintering morphologies for different particles systems
The minimisation of the φ-potential eqn. (1) leads to a morphological evolution of the particles system until the stable end-state. This evolution of the system can be followed through that of the surface and grain boundary energies (fig. 2). 1
Energy / [γ sv (4π)a ]
E
0.5
E gb
0 0
100000
200000
300000
Monte Carlo Step
Figure 2:
Evolution for the infinite row of particle system of the normalised surface energy Es and grain boundary energy Egb assuming a grain boundary to surface energy ratio Rγ =0.
The large plateau obtained for both curves with a converging value lower than 10-5 ensures that the system is in its equilibrium state. The Monte Carlo equilibrium sintering morphologies presented in fig. 3 and fig. 4 respectively for
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
263
the infinite row of particles and the infinite square arrangement of particles have been obtained from that criterion.
1
2
3
L=4a
L=4a
L=4a
ψe=62°
ψe=120.5°
L=3.6a
L=2.5a
a ψe=150° L=1.8a
b ψe=60.5
Figure 3:
ψe=120°
ψe=149°
Visualisation of the end-state morphologies calculated from Monte Carlo minimisation of an infinite row of cylindrical particles for constrained sintering (line a) and for free sintering (line b). Different grain boundary to surface energy ratio has been considered: 1) Rγ =1.73, 2) Rγ =1.00, 3) Rγ =0.52. The value of the contact angle ψe is indicated on each figure.
ψe=60.5°
ψe=120°
ψe=150°
ψe=180°
a
b
c
d
Figure 4:
Visualisation for constrained sintering of the pore morphology calculated for different grain boundary to surface energy ratio: a) Rγ =1.73, b) Rγ =1.00, c) Rγ =0.52, d) Rγ =0. The values of the calculated equilibrium contact angles ψe are indicated on each configuration.
Our aim now is to demonstrate how these calculated morphologies accurately fit the exact sintering morphologies. First, we have compared the values of
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
264 Computational Methods and Experiments in Material Characterisation II dihedral angles ψe at each three-interface junction with the exact ones, which can be determined from the thermodynamic relation eqn. 2,
Rγ =
γ gb ψ = 2 cos( e ) 2 γs
(2)
The result is that the mean values measured from the Monte Carlo morphologies (fig. 3 and fig. 4) are very close to the exact equilibrium contact angles: ψe=60° for Rγ=1.73, ψe=120° for Rγ =1.00, ψe=150° for Rγ=0.52 and ψe=180° for Rγ=0.00. The small discrepancy obtained (less that 3%) is mainly due to the segment discretisation of the surface.
4
Comparison of the numerical sintering morphologies with analytical morphologies
First of all, we have to point out that the minimisation is achieved at constant pressure and temperature values, which implies that the volume of the system can fluctuate. These volume fluctuations are consistent with physics since real physical constants are introduced to characterise the potential (table 1). They are not visible at the scale of the surface energies plotted in fig. 2, and consequently cannot be discernible for particle morphologies, as it can be seen from fig. 3 and fig. 4. A fine drawing of the particle contour is then obtained mainly due to the triangle mesh discretisation. Moreover, since the elasticity of the particles are quantified through the cohesive energy eqn. (1), the volume of the particle slightly increases (less that 0.05%) during the stabilisation of the system in response to the elastic strain-energy relaxation induced by the modification of the surface curvature. Physical constants different from those of table 1 would lead to different volume increases. Nevertheless, for physical constants representative of real materials systems, this volume is always negligible, so that the equilibrium morphologies obtained can be considered to be only dependant of the surface to grain boundary ration Rγ. For that reason, the Monte Carlo morphology can be compared to the exact morphology, which can be obtained analytically, assuming a constant volume for the system. The solution obtained within this hypothesis from the minimisation of the total surface and grain boundary energy will be detailed in a next paper. The resolution procedure is the same than that developed by Cannon and Carter for the 3D system constituted of an infinite row of spherical particles [6]. The exact morphologies obtained for different Rγ ratio are drawn in fig. 5 in full line for constrained sintering and in dashed line for free sintering. Only the quarter of a particle is represented since a perfect symmetry is obtained for the entire calculation unit. The Monte Carlo morphologies are also drawn in fig. 5. The full and open circles are relative to constrained and free sintering respectively. These circles correspond to the nodes of the discretised particle surface. The clear superimposition of the numerical particle drawing with the analytical one demonstrates how accurate is the present Monte Carlo methodology in obtaining equilibrium sintering morphology. That WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
265
result allows us to consider that the pore morphologies calculated for the square arrangement of particles (fig. 4) are certainly very close to exactness.
y/2a
y/2a
0.5
0
1
y/2a
1
1
0.5
0 0
0.25
0.5
0 0
0.25
x/2a
a Figure 5:
5
0.5
0.5
0
0.25
x/2a
b
0.5 x/2a
c
Comparison of the Monte Carlo stable morphologies of an infinite row of cylinders with exact morphologies, for different grain boundary to surface energy ratio: a) Rγ =1.73, b) Rγ =1.00, c) Rγ =0.52. Analytical solution for constrained sintering ( ), free ), Monte Carlo solution for constrained sintering ( ), sintering ( and free sintering ( ).
Comparison of calculated sintering morphologies with experiments
The interest of that methodology is to deal with more complex microstructures close to real systems without any additional numerical difficulties. To illustrate that point, we have modelled the free sintering of an hexagonal arrangement of cylinders with a large pore inside (fig. 6a) and the sintering of a finite square arrangement of particles deposited on an identical material substrate (fig. 7a). The value Rγ=0 considered for surface to grain boundary ratio leads for constrained sintering to a circular pore at the equilibrium state fig. 4d. For free sintering, the equilibrium corresponds to the disappearance of the pore leading to full densification. So the configurations presented in fig. 6 and fig. 7 correspond to intermediate stages of the sintering process. We can nevertheless notice from fig. 7a that some pores are circular, showing a local quasi-equilibrium state. The simulated microstructures are compared to experimental ones obtained from the sintering of glass materials for which Rγ is close to zero. First, for the hexagonal arrangement system, sintering experiment has been performed at 950°C on Pyrex glass cylinders (fig. 6b). Thus, a strict comparison can be done between numerical and experimental microstructures, which reveals a great similarity for the pore and interface morphologies. Then, for the other system (fig. 7b), experiment has been performed on soda-lime glass particles (Sovitec) of spherical shape and a glass substrate. Even if a strict comparison
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
266 Computational Methods and Experiments in Material Characterisation II cannot be done between the 2D simulation of sintering and the 2D characterisation of 3D sintering, we can nevertheless conclude that the curvature of the particle/substrate interface has been well simulated as well as the shape of the pore near the substrate.
b
a Figure 6:
Comparison for an hexagonal cylinders arrangements with a large pore of a) the Monte Carlo intermediate stage microstructure showing hydrostatic stress (σh) gradient from tensile value σ h .a / γ s = 1 (light grey) to compressive value σ h .a / γ s = −1 (dark grey) and b) the experimental microstructure of an equivalent glass cylinder system sintered à 950°C.
60 µm
a Figure 7:
b
Free sintering of a many particle system deposited on a substrate. a) Monte Carlo intermediate stage morphology exhibiting mass transport fluxes; b) Experimental image obtained from scanning electron microscopy (back-scattered electrons). The morphologies of the pore and the particle/substrate interface are very close from one figure to the other.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
6
267
Conclusion
Through the modelling of different 2D microstructures, the effectiveness of the here described Monte Carlo methodology has been demonstrated in obtaining accurate sintering morphologies. Actually, the simulated equilibrium morphologies strictly superimpose to the exact ones obtained from analytical resolution. A regular drawing of the interfaces, accurate contact angles and pore shape are then simulated. This is an improvement compared to the Potts model modelling. It is mainly due to the non-rigid discretisation and to the physical description of the interface energy allowing a good quantification of the fluctuations. The comparison of simulated microstructures with real microstructures has also shown how realistic that simulated results are.
Acknowledgment We gratefully acknowledge computational facilities provided by the intensive calculation pole “M3PEC-MESOCENTRE” of the University of Bordeaux IDRIMM, partly financed by the regional Council of Aquitaine.
References [1] [2]
[3] [4] [5] [6]
Ch’ng, H.N. &Pan, J., Modelling Microstructural evolution of Porous Polycrystalline Materials and a Numerical Study of Anisotropic Sintering. Journal of Computational Physics, 204(2), pp. 430-461, 2005. Wang, Y., Liu, Y., Ciobanu, C. & Patton, B.R., Simulating Microstructural Evolution and Electrical Transport in Ceramic Gas Sensors. Journal of American Ceramic Society, 83(9), pp. 2219-2226, 2000. Braginsky, M., Tikare, V. & Olevsky, E., Numerical simulation of solid state sintering. International Journal of Solid state sintering, 42, pp. 621636, 2005. Matsubara, H., Computer Simulation on Sintering Grain Growth. Journal of the Ceramic Society of Japan, 113(4), pp. 263-268, 2005. Bordère, S., Original Monte Carlo Methodology devoted to the study of sintering processes. . Journal of American Ceramic Society, 85(7), pp. 1845-1852, 2002. Cannon, R.M. & Carter, W.C., Interplay of sintering microstructures, driving forces, and mass transport mechanism. . Journal of American Ceramic Society, 72(8), pp. 1550-1555, 1989.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
This page intentionally left blank
Computational Methods and Experiments in Material Characterisation II
269
Organic coatings on metal surfaces for corrosion protection V. Branzoi1, L. Pilan1 & F. Branzoi2 1
Department of Physical Chemistry and Electrochemistry, University Politehnica of Bucharest, Romania 2 Institute of Physical Chemistry I.G. Murgulescu, Bucharest, Romania
Abstract Polyaniline–polypyrrole composite coatings were formed on platinum and titanium substrates by galvanostatic electrochemical polymerisation. Electropolymerisation was done by varying the applied current and molar feed ratio of monomers. It was shown that the structure, yield and the morphology of the coatings were dependent on the feed ratio of monomers (aniline and pyrrole) and the applied current or potential. As the oxidation potential of aniline and pyrrole are very similar, we believe that simultaneous oxidation and codeposition of polyaniline and polypyrrole is possible by changing the applied potential. Cyclic voltammetry (CV) and electrochemical impedance spectroscopy (EIS) were used to investigate the electrochemical properties of the resulting composites.
1
Introduction
Electrochemical synthesis of conductive polymers allows preparation of layers of polymers of desired thickness and shapes and dimensions generally not possible by chemical methods [1]. Thus far most promising conductive polymers have been those made from monomers of pyrrole, thiophene, aniline and benzene. These polymers can be easily prepared electrolytically in organic or aqueous solutions. Conductivities are usually in the semiconductor range [10-9 to 10-2 Scm-1]. In general, the method of electrolysis affects to a great degree the electrical and physical properties of the polymer [2-7]. Polypyrrole does not require added dopants to be conductive [3]. This polymer switches between a black conductive form and a
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
270 Computational Methods and Experiments in Material Characterisation II yellow nonconductive form by changing the applied potential on the underlying electrode so as to reduce or oxidize π-electron network of the polymer. Polymers as pyrrole, aniline, phenols, thiophen, furan and selenophene have been studied and continue to be studied very actively, especially sine these polymers can be very conveniently prepared by simple electrochemical method. Because the oxidation potential of aniline (0.8V vs. SCE) and pyrrole (1.2V vs. SCE) are very near, we believe that simultaneous oxidation and codeposition of polyaniline and polypyrrole is possible by changing the applied potential. In this paper, we have studied the formation of polyaniline – polypyrrole composite coatings on platinum substrates using galvanostatic and potentiodynamic methods. The electrochemical properties of these composite coatings were studied by cyclic voltammetry.
2
Experimental
A model 173 EG&G Princeton Applied Research Potentiostat/Galvanostat was used for the electrochemical polymerization. As the counter electrode was used a platinum wire. A saturated calomel electrode was used as the reference electrode. Polyaniline (PANI), polypyrrole and poly(aniline-co-polypyrrole) film were electropolymerized onto a platinum wire substrate by applying galvanostatic impulses. The polymerization was carried out in a 0.05M monomer + 0.5M H2SO4 electrolytic solution. In the case of the synthesis of copolymers, the concentration of monomer was maintained constant at 0.05M and the proportion in moles of pyrrole was varied from 0.05M to 0.01M. It can say that, the initial concentration of the comonomers (aniline and pyrrole) was varied from 1:1 to 5:1. The electrochemical characteristics of the coatings were studied by cyclic voltammetry. The cycling solution was 0.25M NaCl aqueous solutions. The working electrode potential was cycled on the potential range of -1200mV up to +1200mV, with a scan rate of 20mV/s. Further, polypyrrole films were electrodeposited at pure titanium from aqueous solutions containing 0.1M pyrrole and 0.1M KCl or from an aqueous solution containing 0.1M pyrrole and 0.1M sodium dodecylsulphate. The electropolymerization process was carried out by galvanostatic method. Cyclic voltammetry and electrochemical impedance spectroscopy were used to investigate the electrochemical properties of modified electrodes PPY/Cl-/Ti and PPY/SDS/Ti. The impedance diagrams were interpreted on the basis of equivalent circuits using the ZView software.
3
Results and discussion
Electrochemical synthesis of poly(aniline-co-pyrrole) from different precursor solutions produces homogeneous and adherent black films. They show great electroactivity in the cycling solutions and the voltammetric profiles are very similar to the potential values of the current peaks being located at intermediate values of the typical electrochemical responses of the homopolymers. Figure 1
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
271
shows the cyclic voltammograms of PANI/Pt modified electrode in 0.25M NaCl at the different cycles and a scan rate of 20mVs-1. From figure 1, we can see that at the increasing anodic potential sweep, on the anodic branch appear two anodic oxidation peaks while, at the reverse potential sweep on the cathodic branch appears only one reduction peak. It is well known that polyaniline can exist in three different oxidation states such as leucoemeraldine (fully reduced form), emeraldine form (partially oxidized form) and pernigraniline (fully oxidized form). A very important characteristic of polyaniline consists in the fact that its structural units contain two different entities with different ponderables. Taking into account this property we can write thus:
when y = 1, we have leucoemeraldine base, when y = 0 we obtained pernigraniline base and when y = 0.5 an intermediate state between leucoemeraldine and pernigraniline is obtained which is called emeraldine base. 400 300 200
i(µA)
100 0 -100 -200 -300 -400
-1000
-500
0
500
1000
E(mV)
Figure 1:
The cyclic voltammograms of PANI/Pt modified electrode in 0.25M NaCl at different cycles and a scan rate of 20mVs-1.
These forms of polyaniline are dependent on the applied potential. At the increasing anodic potential sweep the oxidation forms of polyaniline are obtained and on the anodic branch of the cyclovoltammogram appear the oxidation peaks (a, b) and at the reverse potential sweep the reduction processes take place, on the cathodic branch of the cyclovoltammogram appear the reduction peaks. Once with the increase of the number of cycles the shape of the cyclovoltammograms changes (see figure 1). The oxidation peaks from the anodic branch of cyclovoltamogram represent the anodic oxidation of the reduced forms of polyaniline and the reduction peak
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
272 Computational Methods and Experiments in Material Characterisation II which appears on the cathodic branch represents the reduction of the oxidised forms of PANI to the reduced forms (leucoemeraldine base). Figure 2 shows the cyclovoltammogram of PPY/Pt modified electrode in 0.25M NaCl supporting electrolyte. As we can see from figure 2, at the cyclic potential sweep on the range 1200mV up to +1200mV, with a sweep rate of 20mVs-1 appear broad peaks on the cyclic voltammogram. These peaks suggest complicated redox processes for PPY/Pt modified electrode.
Figure 2:
The cyclic voltammogram of PPY/Pt modified electrode obtained at the cycle number 3 in 0.25M NaCl at a scan rate of 20mVs-1.
A counter – ion insertion could explain these peak systems. The Cl- anion inserted in the polymer matrix would interact with the oxidized sites of the polymer chain. This would change the redox potential of the polymer by the formation of a mixed chain, part of it interacting with Cl- anions that neutralize the positive charges of polypyrrole backbone and another one which remains positive charged. The oxidation and the reduction peaks correspond to the following equations:
PPY+/A-
+e- (reduction) -e- (oxidation)
PPY/A-
where A- is an anion, in this case Cl-. This equation explains the first couple redox, the following equation is related to the second couple redox thus: in this reduced state PPY/A- takes place insertion of the cation M+ from the electrolyte forming the following adduct: PPY/A-/M+ and then it follows the oxidation and reduction in the second step (see figure 2):
PPY/A- /M+
-e- (oxidation) +e- (reduction)
PPY+/A- /M+
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
273
The anodic and cathodic peak currents change linearly with the potential scan rate, which indicates that the redox centers are surface-confined. PPY films demonstrate a good stability on electrochemical cyclability. Further, we have studied the formation of polyaniline – polypyrrole composite coatings on platinum substrate using constant current electrolysis (galvanostatic method) under aqueous media (see experimental section). It was shown that the structure, yield and the morphology of the coatings were dependent on the feed ratio of monomers (aniline and pyrrole) and the applied potential. The resulting composites also showed significant changes in electrochemical behaviour when compared with the homopolymers. As the oxidation potential of aniline (0.8V vs. SCE) and pyrrole (1.2V vs. SCE) are very near, we believe that simultaneously oxidation and codeposition of polyaniline and polypyrrole is possible by changing the applied potential. Figure 3 illustrates the cyclic voltammetric behaviour of the PANI/PPY composite film that was prepared on platinum substrate in manner described in experimental section. Analyzing this figure, one can see that the behaviour of the current – potential curves is a function of the molar feed ratio of monomers. The cyclic voltammograms from figure 3 show a great electroactivity in 0.25M NaCl as supporting electrolyte and voltammetric profiles are very similar to the potential values of the current peaks being located at intermediate values of the typical electrochemical responses of the homopolymers. PPY/PANI composite (0.05M aniline + xM pyrrole) 0.04 0.03 0.02 1000 0
2000
1500
1500 1000
500
500 0
i(µA)
i(µA)
0 -500
-500 -1000
-1000
-1500
-1500 -2000
PPY/PANI composite (0.05M Pyrole + xM aniline) 0.04 0.03 0.02 0.01 0
-2000 -2500 -1000
-500
0
500
1000
-1000
E(mV)
Figure 3:
-500
0
500
1000
E(mV)
The cyclic voltammograms of the PANI/PPY composite film obtained at the cycle number 3 in 0.25M NaCl at a scan rate of 20mVs-1.
For comparison, we analyzed the figures 1 – 3 and we have been concluded that the electrochemical response of the copolymers is not the simple addition of those related to PANI and PPY. This fact would be an indication of the formation of a new material with differentiated properties. In general, it can be shown that the behaviour of the current – potential curves is very much influenced by the molar feed ratio of monomers – see figure 3. Polyaniline and polypyrrole have very distinct and different behaviours of I – E curves and when WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
274 Computational Methods and Experiments in Material Characterisation II we change the concentration of the monomers in the solution, we can see the behaviour of I – E curves also shows distinct changes. Further, we prepared by direct electrochemical polymerization the modified electrodes of type PPY/Cl-/Ti and PPY/DS/Ti. In figure 4 are shown the cyclic voltammograms of these modified electrodes in aqueous solution of 0.1M KCl at a room temperature and a potential scan rate of 10mVs-1. 2
-2
i(mAcm )
1
0
-1
-2
-1200 -1000
-800
-600
-400
-200
0
200
400
600
800
E(mV)
Figure 4:
The cyclic voltammograms of PPY(Cl-)/Ti and PPY(DS)/Ti modified electrode in aqueous solution of 0.1M KCl at 25˚C and a potential scan rate of 10 mVs-1.
The comparison between the behaviour of the two types of electrodes shows some major differences. The PPY(DS)/Ti modified electrode shows much sharper peaks and lower peak separation than PPY(Cl-)/Ti modified electrode, this indicates that the first type of the electrode is characterized by faster and more reversible electrochemical redox processes. The higher electroactivity of the PPY(DS)/Ti modified electrode, as expected on the basis of the fact that the large amphiphilic DS (dodecylsulphate anion) surfactant anion is not easily released after its incorporation into the polymer film. This fact is partially assigned to its size and partially to the compatibility of the polar end with the charged matrix and of the unpolar end with the neutral (reduced) matrix. The same behaviour we observed also, in the case of the following modified electrodes: PPY(Cl-)/Pt and PPY(DS)/Pt in the same conditions. The comparison of the behaviour of these modified electrodes led to the conclusion that in the case of platinum substrate in the case of platinum substrate the redox processes which take place during of the potential scan are much more active than those which take place on the modified electrodes with titanium substrate. This fact we can explain thus: titanium is a valve metal and its corrosion resistance is due to the formation of a TiO2 passive film. The oxide is a n type semiconductor, with a band gap of 3.1 eV. When the working electrode of titanium is anodic polarized, it is easily oxidized giving a non-conducting dielectric film (TiO2) on the electrode surface. The TiO2 film acts as an excellent barrier, inhibiting an electron transfer and thus inhibiting the redox processes which take place on it. Our experimental results are in concordance with these characteristics of TiO2 passive film.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
275
Because the PPY polymeric film was galvanostaticaly electrodeposited on titanium substrate results that the PPY doped film forms simultaneously with TiO2 passive film. This fact explains why the PPY(Cl-)/Ti and PPY(DS)/Ti modified electrodes have an electroactivity much more lower than the PPY(Cl-)/Pt and PPY(DS)/Pt modified electrodes. The electrochemical impedance spectroscopy (EIS) was used to investigate the behaviour of the PPY(Cl-)/Ti and PPY(DS)/Ti modified electrodes. One of the most important applications of EIS is the evaluation of corrosion by polymer coatings. Figure 5 gives the impedance spectra in Bode coordinates for PPY(Cl-)/Ti modified electrode after obtainment at a potential of 0 V in an aqueous 0.1M KCl solution and the range frequencies of 10-2 – 105 Hz. In figure 6 is presented Nyquist diagram for the same modified electrode and in the same conditions. Here a single semicircle for charge transfer process and a diffusion tail at low frequency region are present. The semicircle of charge transfer process is severely depressed and the slope of diffusion tail is less than 45˚. 1000
-35 -30
Zm od, ohm
phase ang le
-25 -20
100
-15 -10 -5 0 0.01
1
100
10 0.01
10000
1
frequency, Hz
Figure 5:
100 frequency, Hz
10000
The impedance spectra in Bode coordinates for PPY/Cl-/Ti modified electrode after obtainment at a potential of 0 V in an aqueous 0.1M KCl solution. 300 250 Z im , o h m
200 150 100 50 0 0
100
200
300
400
500
Zr, ohm
Figure 6:
The impedance spectra in Nyquist coordinates for PPY/Cl-/Ti modified electrode after obtainment at a potential of 0 V in an aqueous 0.1M KCl solution.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
276 Computational Methods and Experiments in Material Characterisation II These could result from the porous polymer film formed on the metal surface. The diffusion impedance element suggests that the electrochemical processes might be controlled by active species diffusing to the metal surface or corrosion products diffusing away from the metal surface through the polymer film. The equivalent circuit used for the interpretation of the data is shown in figure 7.
Figure 7:
The equivalent circuit used for the interpretation of the data.
Diffusion is represented by a Warburg element and the non-homogenous nature of the electrode material were represented by a CPE with impedance given by: ZCPE = (1/σ)(jω)-α, where σ and α are positive constants. A CPE describes a capacitor when α = 1, in which case σ = C and tends to a resistor as α→0. A similar behaviour we obtained for modified electrodes PPY(DS)/Ti at different potentials, after 10 cycles and in 0.1M KCl aqueous solution.
4
Conclusions
The cyclic voltammograms of the polypyrrole films and polyaniline films usually display clearly discernible oxidation and reduction peaks. In many cases two successive oxidation/reduction processes giving rise to two pairs of peaks are observed. The results indicate that the mechanism of the redox process is complex and may be governed by the diffusion of the anions and cations of the electrolyte. The anodic and cathodic peak currents change linearly with the potential scan rate, which illustrates that the redox centers are surface – confined. The electrochemical response of the copolymers is not the simple addition of those related to PANI and PPY; this fact represents an indication of the formation of a new material with differentiated properties. The PPY(DS)/Ti modified electrodes show sharper peaks and lower peak separation than the PPY(Cl-)/Ti modified electrodes. In the case of platinum substrate the redox processes which take place during of the potential scan are much more active than those which take place on the modified electrodes with titanium substrate. Comparative analysis of the impedance data have been shown that, the modified PPY(DS)/Ti electrode has a lower charge transfer resistance than PPY(Cl-)/Ti modified electrode at the same potential because the polymer films doped with large anions (amphiphilic anions) have a higher electroactivity and the redox processes are more reversible and take place with higher rate.
References [1]
J.P. Ferraris, G.D. Skiles, Polymer 28, 582, 1987.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
[2] [3] [4] [5] [6] [7]
M.L. Marcos et al., Electrochim. Acta 32, 1453, 1987. C.P. Andrieux et al., J.Am.Chem.Soc. 112, 2439, 1990. E.M. Genies, C. Tsintaris, J. Electroanal. Chem. 200, 127, 1988. L. Makaruk, A. Pron, Intern. Polym, Sci. Techn. 17, 181, 1990. R. Rajagopalan, J.O. Iroh, Electrochimica Acta 47, 1847, 2002. P.J. Kulesza et al., Electrochimica Acta 46, 4371, 2001.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
277
This page intentionally left blank
Computational Methods and Experiments in Material Characterisation II
279
Combined use of Mössbauer spectroscopy and X-ray diffraction for the study of order-disorder in tin(II)-containing fluoride ion conductors G. Dénès, M. C. Madamba, A. Muntasar & Z. Zhu Laboratory of Solid State Chemistry and Mössbauer Spectroscopy, Department of Chemistry and Biochemistry, Concordia University, Montréal, Canada
Abstract In some materials, cationic or anionic disorder can take place, and the knowledge of the extent of this disorder and how it varies with preparation conditions and temperature can be essential, since key properties of the materials can vary drastically with the presence of disorder. In addition, we have discovered a method for disordering, by ball-milling, fluoride-ion conductors, the structure of which is derived from the fluorite-type. The presence of the disorder raises critical questions about the electronic structure of tin(II) and the possibility of mixed conduction due to the unhybridized tin(II) non-bonded pair having the option to add electron motion to the fluoride-ion conductivity. The study of disordered materials by X-ray diffraction does not reveal a full understanding of the tin situation, particularly its electronic structure. In addition, in many of the ordered tin(II) containing phases, very highly enhanced preferred orientation put some limits on the usefulness of X-ray diffraction, while, however, generating new knowledge. A unique method has been designed in our laboratory to determine unambiguously the lone pair stereoactivity in disordered systems, and to use it in highly oriented systems, by use of 119Sn Mössbauer spectroscopy. Examples taken from our work on high fluoride ion conductors in the SnF2/MF2 system (M = Ca, Sr, Ba and Pb) have been studied. Keywords: fluoride ion conductors, fluorite-type structure, order-disorder, Mössbauer spectroscopy, X-ray diffraction.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
280 Computational Methods and Experiments in Material Characterisation II
1
Introduction
Tin (II) fluoride SnF2 is a fluoride ion conductor with a conductivity similar to that of β-PbF2, which is the best fluoride conductor among the fluorite-type MF2 fluorides [1]. Combinations of SnF2 with fluorite-type MF2 (M= Ca, Ba & Pb) have been carried out in our laboratory and have generated new materials, some of which are among the highest performance fluoride ion conductors, in some cases up to three orders of magnitude superior to that of the corresponding MF2 [2]. The understanding of the electrical properties of these new materials requires acquiring appropriate knowledge about their structures. More particularly, a detailed crystal structure is required in order to fathom the pathways the fluoride ion may use for long distance motion. In addition, one must have information on the presence or absence of possible mechanism that electrons could use in order to estimate whether a significant participation of electrons in the total conductivity is feasible. Tin belongs to group 14 and period 5 of the periodic table of the elements, and therefore it has 4 valence electrons. It results that it forms two stable oxidation states, +2 and +4, both of which are diamagnetic. In the full oxidation state, +4, all valence electrons are used to form covalent bonds, since the charge density on the Sn4+ ion makes it highly polarizing, and it would be too high to make ionic bonding possible, except perhaps in SnO2. In the suboxidation state, +2 tin has a non-bonded electron pair (lone pair), two types of bonding can be found in halides: ionic bonding (most iodides and some bromides) or covalent bonding (all fluorides and chlorides, and most bromides). Many of the new materials prepared by combination of SnF2 and fluorite type MF2 have structures derived from the fluorite structure, either with a distorted supercell (M/Sn order) or with a cubic fluorite type unit-cell (M/Sn disorder). In both cases, diffraction alone is not sufficient to provide a full characterization of the tin site(s). The reasons are the following. Most ordered phases crystallize in the form of very thin and highly fragile sheets and are poorly crystalline, that result in no suitable single crystal being obtained, and in extreme cases, of preferred orientation that cannot be reduced by milling since an order/disorder phase transition was found to take place in call cases after a short time ball-milling (a few minutes) [3]. For disordered phases, only average M/Sn values can be obtained by diffraction alone. The 119 isotope of tin is the second best Mössbauer nuclide. Its relatively low γ-ray energy makes it possible to have reasonably strong spectra for most compounds at ambient temperature. Since Mössbauer spectroscopy probes only tin sites, it provides information about the tin situation in the material, regardless of crystallinity or disorder. Used in conjunction with X-ray powder diffraction, it has made possible the characterization of tin in the SnF2/MF2 materials.
2
Experimental
Synthesis was carried out either in aqueous medium or at high temperature in dry conditions. Tetragonal α-PbSnF4 was obtained by precipitation, on addition of an aqueous solution of lead(II) nitrate to a solution of SnF2. Orthorhombic WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
281
o−PbSnF4 was prepared by the same method, using a SnF2 solution slightly acidified with HF. Ca1-xSnxF2 precipitated when a solution of calcium nitrate was added to a solution of SnF2 at high Ca/Sn ratio, or was formed by leaching, on stirring CaSn2F6 in a large amount of water. Dry synthesis was carried out under nitrogen, in sealed copper tubes, heated at 300 oC (PbSn4F10) or at 500 oC (β−PbSnF4 and BaSnF4) and quenched. The nanocrystalline µγ-MSnF4 phases were obtained by a short time ball-milling (1-30 min.) of the crystalline phases. X-ray powder diffraction was carried out on a PW-1050/25 Philips diffractometer automated with the SIE RAY 122® system from Diffraction Technology, using the Kα radiation of copper (λKα1 = 1.54051 Å) and a monochromator. Mössbauer spectra were recorded in a TN7200® multichannel analyzer from Tracor Northern, using an Elscint driving system, a Harshaw (Tl)NaI detector and a 10 mCi CaSnO3 γ-ray source. All chemical isomer shifts were referenced relative to a CaSnO3 absorber. The spectra were fitted using the GMFP software [4].
3
Results and discussion
3.1 Ordered phases The diffraction pattern of BaSnF4 (fig. 1a) is related to that of cubic fluorite type BaF2 (fig. 1c). In additional to the peak splitting, e.g. (200)BaF2 → [(110) and (004)]BaSnF4 indicative of a tetragonal distortion with a 45o rotation of the a and b axes within the (a,b) plane, the (001) and (003) low angle Bragg peaks (superstructure reflections) show that the c axis is doubled (1x1x2 superstructure). The superstructure parallel to the c axis suggests that Sn and Ba are ordered in that direction. The new (002) peak is not a superstructure reflection. Indexed (100) in BaF2, it was forbidden by the absence conditions of the F Bravais lattice. The powder diffraction pattern of precipitated α-PbSnF4 (fig. 2) has the same set of peaks as BaSnF4 (fig. 1a) and has therefore a similar tetragonal cell with the same superstructure. The (00l) peaks of α-PbSnF4 are much stronger due to extremely high preferred orientation. In addition, (110) is much broadened by internal strain. These features make it difficult to get accurate atomic positions from diffraction, let alone finding a possible solution. The 119Sn isotope has spins 1/2 and 3/2 in the nuclear ground state and first excited state, respectively. This gives a single line in the case when no efg (electric field gradient) is present on tin, and a doublet when efg ≠ 0 (fig. 3). A sextuplet would be obtained if a magnetic field were present at tin, however, there is no paramagnetic ion in the samples studied, and no external magnetic field was applied. The efg acting at tin is mainly due to the non-spherical valence electron distribution, the largest contribution of which originates from the stereoactive lone pair located on a hybrid orbital when tin forms covalent bonds (Fig. 3b). In a single crystal, the doublet is asymmetric, and the relative intensity of the two lines is a function of the angle θ between the directions of the γ-ray beam and of Vzz, the main axis of the electric field gradient [5]. For θ = 0, the theoretical line intensity ratio I1/2→3/2/ I1/2→1/2 = 3, and for 45o, it is equal to 1.3. Samples of precipitated α-PbSnF4 obtained with extremely high preferred WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
282 Computational Methods and Experiments in Material Characterisation II
204
212
201 & 114
200
104 & 114
003
Intensity
001
002
110
004
102
orientation were pressed between two thin aluminum plates to enhance further the preferred orientation, and the Mössbauer spectrum was recorded at different orientations in the γ-ray beam. Figure 4 shows that the spectrum asymmetry is close to the expected values for a single crystal with Vzz perpendicular to the flat sample. It also showed that the alignment of the sheet-like crystallites parallel to one another obtained by pressing the sample was close to perfection. The next step consisted in relating the Mössbauer results to a possible structural solution. The enhancement of the intensity of the (00l) peaks of α-PbSnF4 with increasing preferred orientation (fig. 2) shows that the c axis of the unit-cell is normal to the sheet-like crystallites (fig. 5a). The 3/1 ratio of the Mössbauer peaks for θ = 0 (fig. 4a) proves that Vzz is normal to the flat sample, and since the sheet-like crystallites are parallel to the flat sample, it is concluded that Vzz is normal to the sheets, and therefore parallel to the c axis of the tetragonal unit-cell (fig. 5c).
(a )
Intensity
(b)
(c) 5
10
15
20
25
30
35
40
45
50
55
60
De g . 2 th e ta
Figure 1:
X-ray diffraction pattern of: (a) BaSnF4 prepared at 500 oC, (b) ball-milled BaSnF4, (c) BaF2.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
283
Intensity
Computational Methods and Experiments in Material Characterisation II
0
10
20
30
40
50
60
De g. 2 the ta
Figure 2:
X-ray powder diffraction pattern of precipitated α-PbSnF4.
δ
-2
0
2
4
6
δ
-2
0
2
4
6
∆
Figure 3:
Electrical monopolar and electrical quadrupolar interactions generated versus the bonding type of divalent tin, and their effect on the Mössbauer spectrum. (a) ionic bonding: unhybridized lone pair and undistorted site (e.g. CsSnBr3), (b) covalent bonding: hybridized lone pair (e.g. BaSnF4).
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
284 Computational Methods and Experiments in Material Characterisation II 1
Transmission
0.99 0.98 0.97 0.96
(a)
0.95
1
Transmission
0.995
0.99
0.985
(b) 0.98 -8
-6
-4
-2
0
2
4
6
8
Ve l oci ty (m m /s )
Figure 4:
Tin-119 Mössbauer spectrum of α-PbSnF4 versus the angle θ between Vzz and the γ-ray beam: (a) θ = 00, (b) θ = 45o.
Since the main contributor, from far, to Vzz is the tin lone pair when it is stereoactive, and since the quadruple splitting ∆ is large, the lone pair is stereoactive, i.e. Sn-F bonding is covalent, and the lone pair axis is parallel to c (fig. 5b). This is consistent with the tetragonal symmetry of the unit-cell. Taking into account the above conclusions, a model of the structure could be built. Using the superstructure (c doubled) and the same general metal distribution as in the fluorite structure, … Ba Ba Sn Sn… order parallel to c accounts for both the superstructure and the extremely high preferred orientation, since two adjacent tin sheets, with their lone pairs parallel to c must point their lone pairs in the space between the tin layers, thereby creating sheets of lone pairs that are perfect cleavage planes, resulting in a highly layered structure and therefore a huge preferred orientation and extremely thin flat crystallites (fig. 6). Then, using this model, the structure was completed and refined from powder diffraction. It must be noted that the layer of fluoride ions that would be located between the tin sheets like in BaF2 if the lone pairs were not there, has moved to adjacent F8 cubes that were previously empty, and form a short apical Sn-F bond (2.029 Å), much shorter than the sum of the ionic radii of Sn2+ and F- (2.28 Å),
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
285
thereby confirming the covalency of the bonds and the hybridization of the tin orbitals, that make the lone pair strongly stereoactive. It should be noted that in BaSnF4, there is no empty [] F8 cubes ([]: metal ion vacancy) like in BaF2, that can be used as instertitial sites for long-range fluoride ion motion. However, the fluoride ion conductivity of BaSnF4 is three orders of magnitude higher than that of BaF2, therefore another easy pathway for their motion must exist. Subsequent neutron diffraction has shown that F in FSn2Ba2 coordination is preferentially partially depopulated, and secondarily the F in FBa4 site, and that the fluoride ions missing from these sites go on loose sites within the sheets of lone pair, where they can easily wiggle their way between the lone pairs to give superionic conductivity. (a) (b) (c)
K c
(VZZ)av,
K c av
γ
θ = (VZZ, γ) = 0
Figure 5:
Mössbauer spectroscopy of highly oriented α-PbSnF4: (a) c axis is normal to sheet-like crystallites, (b) c axis is parallel to lone pair axis and to Vzz, (c) θ = 0 in highly oriented α-PbSnF4 when the γray beam is normal to sheets.
3.2 Disordered phases In contrast with the above ordered phases, the diffraction pattern of some other materials made by combining MF2 and SnF2, where MF2 has also the fluorite type structure, is undistorted (cubic), i.e. there is no peak splitting that would show a lattice distortion, and in addition, there is no superstructure reflection (figs. 1b & 7Ab). In some cases, no line broadening is observed (Pb1-xSnxF2, ball-milled phases) therefore the crystallite diameter is well above 1000 Å.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
286 Computational Methods and Experiments in Material Characterisation II
Figure 6:
(A)
Figure 7:
Projection of the structures of BaSnF4 and BaF2.
(B)
(C)
(A) X-ray powder diffraction pattern of CaF2 and Ca1-xSnxF2 (x = 0.27), (B) X-ray powder diffraction pattern of BaClF and Ba1−xSnxCl1+yF1-y (x = 0.15, y = 0.094), (C) 119Sn ambient temperature Mössbauer spectrum of Ca1-xSnxF2 (x = 0.27) and Ba1xSnxCl1+yF1-y (x = 0.15, y = 0.094).
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
Figure 8:
287
Model of a disordered fluorite type M1-xSnxF2 structure.
However, in other cases, such as in all ball-milled phases (fig. 1b) and in precipitated Ca1−xSnxF2 (fig. 7Ab), the lines are clearly broadened, and the average crystallite diameter was calculated from the line broadening, by use of the Scherrer method, after applying Warren correction to account for instrumental broadening, to be in most cases within the 100-130 Å range. The absence of lattice distortion or superstructure makes it that the unit-cell and space group are the same as that of the MF2 fluorite, with however, a small difference of the numerical value of the unit-cell parameter. It results from their cubic unitcell and absence of superstructure that the metal ion M2+ and Sn are disordered on the same site, since there is only one metal site in the fluorite structure. Accepted rules for partial ion substitutions state that the two types of ions must have similar sizes and the same type of bonding, particularly accept the same coordination, otherwise substitution would not be possible. Accordingly, the presence of M/Sn disorder implies that Sn-F bonding is ionic like for M-F despite the large size difference and the well known habit of tin to bind covalently to fluorine, and indeed, no example of Sn-F ionic bonding to tin(II) is known. The size difference would also tend to make the ionic substitution unlikely. Mössbauer spectroscopy can easily and quickly provide the answer. In the case of ionic bonding, tin(II) would be present in the form of the Sn2+ stannous ion, with no orbital hybridization, and the lone pair being located on the 5s native orbital. Since s orbitals are spherical, it would generate no efg and a Mössbauer single line would be obtained (fig. 3a). However, all disordered MF2/SnF2 materials give a large quadruple doublet (fig. 7C down), showing the
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
288 Computational Methods and Experiments in Material Characterisation II presence of a large efg at tin. Only a stereochemically active lone pair can generate such a large quadruple splitting, therefore Sn-F bonding is covalent in the disordered fluoride. Polarization could distort the lone pair, and a mildly distorted environment could generate a small efg, giving only a line broadening. Recently, a Ba1-xSnxCl1+yF1-y solid solution, a disordered BaClF type structure, was prepared in our laboratory, and there too, Mössbauer spectroscopy was essential in establishing tin bonding, that was found to be ionic, since the spectrum is a single line (fig. 7B and 7C up). In the disordered fluorides, Sn and its lone pair are located inside F8 cubes, with tin being shifted quite substantially towards one of the faces of the cube, to which it binds (coordination 4 like in SnO) and the lone pair points towards the opposite face (fig. 8). The lone pair is locked on a hybrid orbital and is not a charge carrier in agreement with transport number measurements. A non-stereoactive lone pair could be a charge carrier.
Acknowledgements This work was made possible by the support of Concordia University and the Natural Science and Engineering Research Council of Canada. Grateful thanks are also due to the Procter and Gamble Co. (Mason, Ohio) for supporting our Mössbauer laboratory.
References [1]
[2]
[3] [4] [5]
Ansel, D, Debuigne, J., & Dénès, G., Pannetier, J. & Lucas, J., About SnF2 stannous fluoride. V: Conductions characteristics. Ber. Bunsenges. Phys. Chem., 82, pp. 376-380, 1978. Dénès, G., Birchall, T., Sayer, M. & Bell, M.F., BaSnF4 – A new fluoride ionic conductor with the α-PbSnF4 structure. Solid State Ionics, 13, pp. 213-219, 1984. Dénès, G., Madamba, M.C., X-ray diffraction study of phase transformations in superionic PbSnF4 upon ball-milling and subsequent annealing. Materials Structures, 3(3), pp. 227-245, 1996. Ruebenbauer, K. & Birchall, T., A computer program for the evaluation of Mössbauer data. Hyperf. Interact., 7, pp. 125-133, 1979. Greenwood, N.N., Gibbs, T.C., Mössbauer Spectroscopy, Chapman and Hall: London, pp. 1-79, 1971.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Section 8 Continuum methods
This page intentionally left blank
Computational Methods and Experiments in Material Characterisation II
291
Finite element based modelling of micro-mechanical response of computer simulated ‘realistic’ microstructures with spatial heterogeneity at different length scales A. Sreeranganathan, H. Singh & A. M. Gokhale School of Materials Science and Engineering, Georgia Institute of Technology, Atlanta, USA
Abstract Finite element based simulations of micro-mechanical response are performed on computer simulated microstructures of discontinuously reinforced aluminium matrix composites that incorporate realistic complex particle morphologies/shapes, spatially non-uniform distribution of particles and anisotropic particle orientations. The simulated microstructure encompasses an area of 1.44mm2 and contains over ten thousand particles. The results are compared with those for real microstructures to validate the simulation model. Large-area high-resolution montage digital images are used for finite element analysis of real microstructures. The simulated microstructure is shown to be statistically similar to the corresponding real microstructure, and has global as well as local constitutive properties comparable to that of real microstructure. Keywords: composites, optical imaging, continuum methods.
1
Introduction
Correlation of material microstructures with their macroscopic properties is of fundamental importance to materials scientists for understanding the vast spectrum of existing materials as well as for developing new materials. Material microstructures, often a complex ensemble of defects and multiple phases resulting from the processing of the material, directly affect the properties and thereby, the usability of the material. Accordingly, quantitative characterization and modelling of microstructures are becoming increasingly important due to the
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
292 Computational Methods and Experiments in Material Characterisation II thrust towards accurate prediction of materials behaviour under external stimuli and the design of new materials with desired properties. In this aspect, computational micromechanics, which deals with computer based numerical modelling of the mechanical behaviour of structural materials based on their microstructures, has garnered significant interest among researchers. A variety of computational approaches are used to model the microstructures at different length scales. Finite element method (FEM) is the most common approach in the modelling of material behaviour at length scales where continuum models of deformation are deemed applicable to individual phases in the microstructure. The success of such modelling efforts depends to a large extent on the right choice of relevant features from the microstructure under consideration as well as realistic representation of such microstructures in the models. Early numerical analyses of multiphase materials have followed a unit cell approach Adams [1] Bao et al. [2], which assumes the microstructure to be periodic with repeating unit cells containing simple idealized particle/feature shapes such as circles and ellipses in two-dimensions and spheres and ellipsoids in three-dimensions. While such studies are useful for semi-quantitative parametric studies on the effect of first order properties of microstructure (volume fraction, average size, etc.) on the material properties, they are not likely to be useful for quantitative prediction of the mechanical and physical properties of complex real material microstructures. An alternate approach involves implementing real 2D/3D material microstructures in FE simulations Poech et al. [3] Gokhale et al. [4]. Though a direct interpretation of the geometry of different features in microstructures is possible by incorporating metallographic images in simulation studies, this approach suffers from the inability to provide any information on how to improve the properties of a given material. In other words, such simulations based on real microstructural cutouts are useful only for mimicking the mechanical response of a material that already exists. Parametric studies using realistic phase geometries are necessary for real structure simulations to be of use in material development studies. Also most of the reported studies utilize small microstructural segments (a single microstructural field of view or so) as representative volume element (RVE) of microstructure. The assumption that a single microstructural field of view serves as the RVE clearly breaks down for microstructures containing clustering over length scales much larger than a single microstructural field. Technologically important materials such as discontinuously reinforced Al- and Ti-alloy composites fall in this category. Therefore, it is of interest to quantify the spatial distribution and clustering of the reinforcement phase in a microstructure in terms of a few mathematical parameters. This information can be used to simulate ‘realistic’ microstructures that are statistically similar to the real microstructures. A systematic methodology for incorporation of realistic complex particle/feature shapes and morphologies in a computer simulated microstructure that can serve as an RVE in the computational models and simulations of mechanical properties of materials has been recently developed at the authors’ group in Georgia Tech Singh et al. [5]. In this contribution, FE based simulations of the mechanical response of both real and simulated microstructures are studied and compared to
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
293
validate the simulation model using discontinuously reinforced Al-alloy (DRA) matrix composites containing SiC particles of complex shapes as an example.
2
Experimental
The material investigated in this study is extruded powder metallurgy DRA composite containing 28 volume % of SiC particles. The SiC particles were of F600 grade having a median diameter of 13.4 µm. Al-6061 alloy powder with a median particle size of 108.6 µm were used for the matrix material. The particle size ratio (PSR) of the matrix material and the reinforcement phase, 8.1 in this case, is known to affect the spatial heterogeneity and, thereby, the mechanical properties of the DRA composites Slipenyuk et al. [6]. Extrusion was carried out at 450°C, with an extrusion ratio of 25:1 (round: round), followed by air-cooling. The composite was tempered to T6 condition to increase the strength. The important process parameters for these extruded DRA composites that affect the microstructural geometry as well as the mechanical properties are (1) volume fraction of SiC particles, (2) average size of SiC particles, (3) size and shape distribution of SiC particles, (4) particle size ratio (PSR), (5) extrusion ratio and extrusion temperature, (6) heat treatment conditions for precipitation hardening of the Al-alloy matrix. The metallographic samples were prepared by sectioning the longitudinal cross-section containing the extrusion axis (which is chosen as the vertical axis) and mounting them in cold mounting compound. The grinding and polishing steps involved polishing on polishing-papers (320 to 600) followed by diamond polishing (15µm to 0.25µm). The microstructure was observed in an un-etched condition. The microstructure has both short-range and long-range spatial heterogeneity and a high magnification single field of view (FOV) micrograph fails to capture the long-range spatial information. Low magnification images lack the resolution required It is necessary to obtain large areas of microstructural images at sufficiently high resolution, capturing the heterogeneity at all relevant length scales, in order to perform any meaningful simulation of such material microstructures. A montage imaging technique, where a large number of contiguous microstructural FOVs captured at high resolution are digitally stitched together, was used in this study for this purpose. Fig. 1 shows such a large-area high-resolution montage encompassing an area of 1.44 mm2, with each FOV captured at a resolution of 0.2µm. The clustering of SiC particles aligned along the extrusion axis, as can be observed in the montage image, is clearly not captured in a single FOV.
3 Computer simulations of realistic microstructures A new methodology has been used for computer simulations of realistic microstructures of discontinuously reinforced metal matrix composites that incorporate realistic complex particle morphologies/shapes and realistic spatially non-uniform (clustered) distributions of particles. The methodology permits simulations of sufficiently large microstructural windows that incorporate shortrange (on the order of particle/feature size) as well as long-range (hundred times
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
294 Computational Methods and Experiments in Material Characterisation II the particle/feature size) microstructural heterogeneities and spatial patterns at high resolution (~ 0.2µm pixel size). The procedure is briefly explained in this section. Detailed description of the procedure can be found elsewhere Singh et al. [5].
1.2mm
Figure 1:
Large-area high-resolution montage of real microstructure of DRA composite with 8.1 PSR and a single field of view showing the resolution of the montage image.
A combination of digital image processing, Random Sequential Adsorption (RSA), Boolean Schemes (Gibbs Process), and Monte Carlo type simulation algorithms is used for the simulations of realistic microstructures. In the present composites, the spatial clustering of SiC particles is primarily due to large values of the particle size ratio (PSR), whereas the directionality observed in the majority of the SiC particle clusters is primarily due to the extrusion process. Due to the extrusion process, majority of the particle clusters are elongated to a large extent (i.e. high aspect ratio). Nonetheless, as the deformation due to the extrusion process is not necessarily uniform at all locations, some SiC particle clusters have low aspect ratio and they are relatively less elongated. Therefore, two types of cluster regions (representing SiC particle rich regions) are first simulated, namely, the high aspect ratio and low aspect ratio regions. The number densities of the two types of regions, their size, and aspect ratios are important simulation parameters. These regions are simulated using the wellknown RSA algorithm. The clusters are not permitted to overlap and their centres are at uniform random locations in the simulation space. Once the cluster regions are simulated the next step is to place particles in and around them. Conceptually, the simulation procedure is as follows. Consider the high magnification high-resolution microstructural images such as the one in fig. 1. Such microstructural images obviously contain real particle morphologies. Now, consider a thought experiment, where large number (~ thousand, or more, if needed) of SiC particles are simply “plucked” out from microstructural images WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
295
and stored in a box, such that the set is representative of the size, shape, and morphology distribution of the entire SiC particle population in the microstructure. Next, consider simulation of SiC particle centroids (as per some specified spatial arrangement and number density) in a digitized simulation space where the pixel size is the same as that in the microstructural images from which the SiC particles are plucked out. Finally, thoroughly “shake” the box containing the plucked out SiC particle images, take out one SiC particle image at random, and place it at one simulated centroid. Specify all pixels in the particle as binary dark pixels. Repeat the process till there is one SiC particle image centred on each simulated centroid. The result is a simulated microstructure containing the same SiC particle morphologies as those in a real microstructural images but a different spatial arrangement of the particles, and (depending on the simulation specifications) different particle volume fraction, number density, anisotropy, etc. Two-point correlation functions are used to ensure that the geometry of the simulated microstructure is representative of the corresponding real microstructure. For a two-phase microstructure, a two-point correlation function Pij(r, θ, φ) is the probability that a straight line of length r and angular orientation (θ, φ) randomly placed in a three-dimensional microstructure is such that its first end is in the phase i (where, i = 1 or 2) and the second end is contained in the phase j (where, j = 1 or 2). The two-point correlation functions are computed along different directions in the simulated microstructure and compared with the corresponding two-point functions obtained using real microstructure. The simulated microstructure is varied (via changes in the simulation parameters) till a satisfactory match is achieved between the two-point correlation functions of real and simulated microstructures is achieved, which then yields a simulated microstructure that is statistically similar to the corresponding real microstructure. Fig. 2 shows a simulated microstructure that is statistically similar to the microstructure shown in fig. 1. The comparison of two-point correlation functions along the extrusion direction for real and simulated microstructures is given in fig. 3. The methodology was applied to microstructures of DRA composites processed with varying PSR values though only the composite with a PSR value of 8.1 is analysed in this contribution. The reader is referred to Singh et al. [5] for a detailed description of the simulation procedures for DRA composites with varying PSR values.
4
Finite element analyses of micro-mechanical response of computer simulated microstructures
A computer simulated microstructural window covering an area of 1.44 mm2 and containing over ten thousand particles was embedded in a homogenized composite medium and was meshed with linear triangular elements using OOF, the public-domain software developed at NIST specifically to mesh and analyse real microstructures [7]. The homogeneous composite medium minimizes the effect of finite boundaries of the model and also makes it easier to apply the
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
296 Computational Methods and Experiments in Material Characterisation II boundary conditions. The model was analyzed in ABAQUS for elastic-plastic mechanical response under uniaxial loading. The SiC particles were assumed to be perfectly elastic with Young’s modulus E = 450 GPa and Poisson’s ratio ν = 0.17. Elastic-plastic stress/strain behaviour of Al-6061 alloy (with E = 69GPa and ν = 0.33) obtained from the tensile test data was assigned for matrix. The interface between the matrix and the reinforcement particles was assumed to be perfect. Periodic boundary conditions, where the deformation at each boundary is constrained to be equal to that at the opposite boundary, were applied van der Sluis et al. [8]. Uniaxial loading was performed by applying a strain of 1% along the extrusion direction. Fig. 4 shows the FE mesh for a much smaller microstructural window (0.04mm2) which clearly shows the well-refined mesh at the interfaces. The periodic boundary constraints and the mesh on the SiC particles are not shown for clarity. The same mesh density was used for the analyses of large microstructural windows (1.44 mm2) in this study. The mesh contained 553426 plane stress triangular (CPS3) elements. A stress-strain curve was initially assumed for the embedding homogenized medium and was iteratively modified until the calculated stress-strain curve from the embedded cell was identical to that of the embedding medium. The overall mechanical behaviour of the embedded composite was determined by area averaging the stress/strain values at the integration point of each element in the finite element mesh. Similar analysis was carried out on the corresponding real microstructure. Good match was observed for the stress-strain curves of the simulated and the corresponding real microstructures, as shown in fig. 5.
1.2mm
Figure 2:
Simulated microstructure for DRA composite with PSR=8.1.
The damage growth in the composite is mainly controlled by the distribution of local maximum principal stress (σ1) in the matrix. Therefore, it is of interest to study the distribution of local maximum principal stresses for the matrix in the FE model. Fig. 6a compares the distribution of maximum principal stresses in
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
297
the matrix in the simulated and real microstructures, where Y-axis is the area fraction of the matrix with maximum principal stress higher than a given value. The tail end of this distribution showing the fraction of the matrix with maximum principal stresses higher than 360 MPa, the experimentally determined fracture stress of this composite, is a critical attribute of significant interest for analyzing the damage growth in the composite and is given in fig. 6b. Excellent agreement is observed between the stress distribution in the matrix for real and simulated microstructures. Damage initiation in these composites, on the other hand, is sometimes attributed to the stress concentration in the SiC particles. But the matching of stress concentration in the particles for real and simulated microstructures is more complex as we need to consider other factors such as the overlap of the particles, and the effect of porosity. Research is under way to incorporate these factors in the model. 4 Real Simulation
3.5 3
P11[0]/f2
2.5 2 1.5 1 0.5 0 0
100
200
300
400
500
r ( µm)
Figure 3:
Comparison of two-point functions in extrusion direction for real and simulated images with PSR=8.1.
5 Summary and conclusions A methodology has been developed for computer simulations of realistic microstructures of discontinuously reinforced metal matrix composites that incorporate realistic complex particle morphologies/shapes and realistic spatially non-uniform (clustered) distributions of particles. The spatial distribution and clustering of the reinforcement phase in a microstructure are quantified in terms of a few mathematical parameters. The simulated microstructure is shown to
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
298 Computational Methods and Experiments in Material Characterisation II have a micro-mechanical response similar to that of the corresponding real microstructure using finite element analyses.
Finite element mesh for a microstructure window of size 0.04 mm2.
Figure 4: 400
Real 350
Simulated
Stress (MPa)
300 250 200 150 100 50 0 0
0.002
0.004
0.006
0.008
0.01
0.012
Strain
Figure 5:
Computed stress-strain microstructures.
curves
for
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
real
and
simulated
Computational Methods and Experiments in Material Characterisation II
100
299
Real Simulated
90 80
f (σ >= σ1) %
70 60 50 40 30 20 10 0 0
100
200 σ1 (MPa)
300
12
400
Real Simulated
10
f (σ >= σ1) %
8
6
4
2
0 360
Figure 6:
375
390
405 σ1 (MPa)
420
435
450
(a): Comparison of the distribution of local maximum principal stresses in the matrix for real and simulated microstructures. (b): Tail end of the distribution shown in (a).
Acknowledgements This research is supported through research grants from Air Force Office of Scientific Research (AFOSR grant numbers FA95550-05-1-0062 and F49620-
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
300 Computational Methods and Experiments in Material Characterisation II 01-1-0045), and Division of Materials Research, U.S. National Science Foundation (DMR-0404668). The financial support is gratefully acknowledged.
References [1] [2] [3] [4]
[5] [6]
[7] [8]
Adams, D.F., Inelastic analysis of a unidirectional composite subjected to transverse normal loading. Journal of Composite Materials, 4, pp. 310328, 1970. Bao, G., Hutchinson, J.W., & McMeeking, R.M., Particle reinforcement of ductile matrices against plastic flow and creep. Acta Metallurgica et Materialia, 39(8), pp. 1871-1882, 1991. Poech, M.H., Fischmeister, H.F., Kaute, D., & Spiegler, R., FE-modelling of the deformation behaviour of WC-Co alloys. Computational Materials Science, 1(3), pp. 213-224, 1993. Gokhale, A.M. & Yang, S., Application of image processing for simulation of mechanical response of multi-length scale microstructures of engineering alloys. Metallurgical and Materials Transactions A: Physical Metallurgy and Materials Science, 1999. 30(9), pp. 2369-2381, 1999. Singh, H., Gokhale, A.M., Mao, Y., & Spowart, J.E., Computer simulations of realistic microstructures of discontinuously reinforced aluminium alloy matrix composites. Acta Materialia, submitted, 2005. Slipenyuk, A., Kuprin, V., Milman, Yu, Spowart, J.E., & Miracle, D.B., The effect of matrix to reinforcement particle size ratio (PSR) on the microstructure and mechanical properties of a P/M processed AlCuMn/SiCp MMC. Materials Science and Engineering A, 381, pp. 165170, 2004. OOF: Analysis of real material microstructures, www.ctcms.nist.gov/oof. van der Sluis, O., Schreurs, P.J.G., Brekelmans, W.A.M., & Meijer, H.E.H., Overall behaviour of heterogeneous elastoviscoplastic materials: Effect of microstructural modelling. Mechanics of Materials, 32(8), pp. 449-462, 2000.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
301
A comparison between static and dynamic inverse modelling for the identification of orthotropic elastic material parameters D. Lecompte1, T. Lauwagie2, H. Sol3, W. Heylen2 & J. Vantomme1 1
Department of Materials and Construction, Royal Military Academy, Belgium 2 Department of Mechanical Engineering, Katholieke Universiteit Leuven, Belgium 3 Mechanics of Materials and Constructions, Vrije Universiteit Brussel, Belgium
Abstract This paper compares two different Mixed Numerical-Experimental Techniques (MNET) to determine the in-plane elastic properties of sheet materials. The first technique (the static method) is based on the inverse analysis of statically loaded perforated specimens. The applied load is measured with a load cell, while Electronic Speckle pattern interferometry is used for the measurement of the entire displacement field. Strains are calculated based on the gradient of the measured displacement field. The second technique (the dynamic method) is a vibration-based MNET. This technique requires the fundamental flexural and torsional frequencies of a set of rectangular beam-shaped specimens as experimental data. The resonant frequencies are obtained by exciting the test samples acoustically and capturing the vibration response with a laser Doppler vibrometer. In the numerical phase of both techniques, the orthotropic material parameters are identified by simultaneously updating the elastic properties of the finite element models of the test specimens. The updating process is driven by the least-squares minimisation of the differences between the measured and the calculated strains for the first technique and resonant frequencies for the second technique. Keywords: inverse modelling, parameter identification, elastic behaviour, sheet materials.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
302 Computational Methods and Experiments in Material Characterisation II
1
Introduction
The elastic material parameters corresponding to an orthotropic material can be identified from laboratory tests by classical and well-known experiments [1]. Material parameter identification methods, which integrate optimisation techniques and numerical analysis tools such as the finite element method (FEM), offer an alternative that has numerous advantages, e.g. any type of specimen geometry, material behaviour model or boundary condition can be used for the identification of a particular material parameter. The most common approach is to determine the optimal estimates of the material parameters by minimising a selected measure-of-fit between the responses of an experiment and a simulation. In the present study, two Mixed Numerical-Experimental Techniques (MNET) for material characterisation are compared. Both methods enable the user to identify the in-plane elastic material parameters (E1, E2, G12 and ν12) of an orthotropic sheet material.
2
Identification routine
Direct problems are classical problems where a given experiment is simulated in order to obtain the final geometry of the specimen, the stress or strain field, mode shapes, resonant frequencies, etc. Inverse problems on the other hand deal with the determination of the unknown state of a mechanical system considered as a black box, using information gathered from the response to stimuli on the system [2]. In inverse problems certain input parameters of the direct problem are deduced from the comparison between the experimental results and a numerical FE-simulation. The experimental data should not be restricted to boundary information, any relevant information coming from local or full-field surface measurements can be integrated to evaluate the behaviour of a given material. The inverse methods described here can actually be narrowed to parameter identification, as the only item of interest in this study is the determination of the elastic constitutive parameters. The identification problems are formulated as optimisation problems where the difference between numerical simulation results and experimental data is minimised in a least squares sense. In the present case strains and resonant frequencies are used as input data for the static method and the dynamic method, respectively. Figure 1 represents the flow chart of the considered identification routines, in which the dotted line represents an iteration loop.
3
Experimental procedures
3.1 The static method Figure 2 shows the set-up for the tensile test on a perforated rectangular specimen monitored by the Electronic Speckle Pattern Interferometer (ESPI).
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
Figure 1:
303
Flow-chart of the identification process for both the static and dynamic MNET.
Figure 2:
Set-up for tensile test with ESPI.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
304 Computational Methods and Experiments in Material Characterisation II The test apparatus is a load controlled Instron 4505 tensile bench. The length of the specimen is such that the heterogeneous force distribution at the clamps has no influence on the strain distribution around the hole. The purpose of the hole is to initiate shear strains which contain information with respect to the shear modulus. The ESPI technique enables the user to measure entire displacement fields at the surface of a loaded specimen in both horizontal and vertical direction [3,4]. For each direction, two symmetrically incident laser beams are used to generate a speckle pattern on the surface of the specimen before and during deformation. The specimen surface is treated with a removable white chalk-spray in order to avoid abundant light reflection. Interference fringes are obtained by subtracting the image of the reference speckle pattern from the speckle image obtained after deformation of the object. This fringe pattern contains the information with regard to the displacement components in the corresponding direction. The strain field is then calculated by numerical differentiation of the smoothened displacement field. 3.2 The dynamic method Figure 3 presents the test set-up of the vibration-based technique. The beamshaped test specimens are supported by two thin wires to simulate the free-free boundary conditions of the FE-models as good as possible. The samples are excited with a computer controlled loud speaker using a white noise signal in the selected frequency range. The vibration response of the sample is measured with a laser Doppler vibrometer. The captured signal is digitised and stored into a computer. The resonant frequencies of the test beams are extracted from the digitised time signals using an experimental modal analysis software. For every test specimen, the resonant frequency of the fundamental flexural and torsional vibration mode is determined in this way. Note that the vibration measurements are performed in a contactless way, providing a very accurate estimation of the resonant frequencies.
Figure 3:
The test set-up for the vibration measurements.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
4
305
Parameter identification
The material parameters are identified by minimising the differences between the experimental and numerical responses in a least-squares sense. If this optimisation problem is solved with the Gauss-Newton method, it can be expressed as follows:
( ) S (r t
∆p = S S
−1
t
exp
−r
num
k
(p )
)
(1)
in which column vector of the parameter updates of E1, E2, G12 and ν12
∆p : r
exp
r
num k
:
column vector of the experimental responses k
(p ) : column vector of the FE-responses as a function of the parameters
p :
the four elastic material parameters at iteration step k
S:
sensitivity matrix
The sensitivity matrix groups the sensitivity coefficients. These sensitivity coefficients are the partial derivatives of the responses with respect to the elastic material parameters. Each sensitivity coefficients represents the linearised rate of change of the considered response due to a change of a particular material parameter. Consequently, expression (1) does not provide the correct material parameters, it only provides parameter corrections. The improved material parameters have to be inserted into the finite element model(s) and a new iteration cycle has to be started. Once the parameter corrections are lower than a predefined threshold, the material parameters are identified and the iterative procedure can be aborted. 4.1 The static method In the case of the static method, the values of the strain field are used as responses. The sensitivity matrix groups the sensitivity coefficients of the strain components in every element of the FE mesh with respect to the elastic material parameters. The index n in equation (2) stands for the total number of elements. The components of this sensitivity matrix can be derived analytically from the constitutive relation between stress and strain. The stresses that are used in the calculation of the derivatives are taken from the previously converged simulation. Note that the selection of the strain field as the experimental input of the inverse method, allows for the material identification problem to be solved without having to access into the source code that is used for the finite element simulation.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
306 Computational Methods and Experiments in Material Characterisation II
∂ε1x ∂E 11 ∂ε y ∂E 11 ∂γ xy ∂E 1 S= # n ∂ε x ∂E1 ∂ε n y ∂E1 ∂γ n xy ∂E1
∂ε1x ∂E 2 ∂ε1y
∂ε1x ∂G 12 ∂ε1y
∂E 2 ∂γ 1xy
∂G 12 ∂γ 1xy
∂E 2 # ∂ε nx ∂E 2 ∂ε ny
∂G 12 # ∂ε nx ∂G 12 ∂ε ny
∂E 2 ∂γ nxy
∂G 12 ∂γ nxy
∂E 2
∂G 12
∂ε1x ∂ν12 ∂ε1y ∂ν12 ∂γ 1xy ∂ν12 # n ∂ε x ∂ν12 ∂ε ny ∂ν12 ∂γ nxy ∂ν12
(2)
More detailed information can be found in references [5,6]. 4.2 The dynamic method The dynamic method uses the resonant frequencies of the test specimens as responses. Here, the sensitivity matrix groups the sensitivity coefficients of the resonant frequencies with respect to the elastic material parameters. 1 ∂f flex ∂E 11 ∂f tors ∂E 1 S= # n ∂f flex ∂E1 ∂f n tors ∂E1
1 ∂f flex ∂E 2 1 ∂f tors ∂E 2 # n ∂f flex ∂E 2 n ∂f tors ∂E2
1 ∂f flex ∂G12 1 ∂f tors ∂G12 # n ∂f flex ∂G12 n ∂f tors ∂G12
1 ∂f flex ∂ν12 1 ∂f tors ∂ν12 # n ∂f flex ∂ν12 n ∂f tors ∂ν12
(3)
The superscript n in expression (3) indicates the sample number. The components of this sensitivity matrix are obtained in a semi-analytical way using expression (4).
∂f i 1 t ∂ K = 2 ψi ψ ∂p j 8π f i ∂p j i
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
(4)
Computational Methods and Experiments in Material Characterisation II
307
ψ i is the mode shape vector of the ith vibration mode and K is the stiffness matrix of the finite element model. In case of orthotropic materials, the partial derivative of the stiffness matrix cannot be found analytically, the partial derivative thus has to be approximated numerically.
∂K ∂p
≈
∆K ∆p
=
K( p + ∆p) − K( p)
(5)
∆p
Note that the evaluation of expression (5) requires a limited access to the finite element code. References [7,8] provide a more detailed description of the vibration-based MNET.
5
Results and discussion
The two MNET procedures are compared using a Ti6Al4V alloy. The material is provided in the form of a hot rolled plate with a nominal thickness of 1 mm. The required test specimens are cut out of this plate using a computer controlled high pressure water cutting device. 5.1 Results of the static method The static method requires two perforated beam-shaped specimens, one in the rolling direction (0°) and one in the orthogonal direction (90°). The dimensions of the specimen are the following: 180mm × 25mm × 1mm, with a hole in the centre of 10mm diameter. In the current set-up a CCD camera with 752 x 582 pixels is used and the wave length of the laser diodes is 780nm. Three different load steps in both principal material axes are used for the identification of the four independent orthotropic material parameters. Every load step yielded a deformation below the elastic limit. The mean value and the standard deviation for E1, E2, G12 and ν12 are calculated based on the corresponding measured strain fields. The results are summarised in table 1. Table 1:
Results obtained based on five different load steps for the Ti6Al4V specimens.
Starting values Results by identification
E1 (GPa)
E2 (GPa)
G12 (GPa)
ν12 (–)
140
120
50
0.25
110.2 ± 3.5
111.6 ± 3.8
41.6 ± 2.7
0.36 ± 0.02
5.2 Results of the dynamic method Using the dynamic method, the elastic material parameters were identified using three sample sets that group three beam-shaped specimens with the following nominal dimensions: 100mm × 20mm × 1mm. Every sample set comprises one
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
308 Computational Methods and Experiments in Material Characterisation II specimen cut in the rolling direction (0°), one specimen cut in the 45° direction, and one specimen cut in the 90° direction. The resonant frequency of the fundamental flexural and torsional vibration modes were measured as described in section 3.2. The material properties were identified by simultaneously updating the finite element models of the three test beams of one sample set. Table 2 presents the mean value and standard deviation of the identified parameters. Table 2:
Results obtained using the resonant frequencies of sample sets comprising three beam-shaped specimens.
Starting values Results by identification
E1 (GPa)
E2 (GPa)
G12 (GPa)
ν12 (–)
140
120
50
0.25
108.6 ± 0.3
111.0 ± 0.6
39.6 ± 0.1
0.37 ± 0.01
5.3 Discussion Both identification routines use the same approach to extract the material parameters from the experimental data. However, the two data pools themselves are fundamentally different. The strain field measurements provide a huge amount of data point with a medium accuracy while the vibration measurements provide a limited number of resonant frequencies with a high accuracy. The precision of the static routine thus results from averaging a large number of values, while the precision of the dynamic method is directly related to the accuracy of the resonant frequencies. The results of the static method show that the technique is able to identify all four parameters simultaneously. However, its precision does not allow the detection of the orthotropic nature of the Ti6Al4V alloy, due to the fact that the anisotropic nature has about the same order of magnitude as the accuracy of the static technique. The results of the dynamic method on the other hand are more accurate, as the standard deviation is considerably smaller. This method for its part is able to discern a small variation in stiffness between the principal material axes and consequently reveals the slight orthotropic character of the Ti6Al4V alloy. Note that, in comparison to the static method, the dynamic method requires a larger test sample set as it needs a sample in the off-axis direction, i.e. the sample in the 45° direction.
6
Conclusion
Two identification methods to determine the in-plane elastic parameters of an orthotropic material have been compared. Both methods are based on the minimisation of a least squares functional representing the difference between experimental and numerical responses. The considered response for the static
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
309
method is the entire strain field at the surface of a loaded specimen. For the second, i.e. dynamic, method the resonant frequencies of the fundamental flexural and torsional vibration mode are used. Both methods are able to identify the unknown elastic parameters within their corresponding uncertainty intervals. It is clear that the results from the dynamic method are more accurate than those obtained with the static method. The reason for that is a smaller signal to noise ratio for the ESPI displacement measurements than for the resonant frequencies.
Acknowledgements The authors would like to acknowledge the support of the Belgian Science Policy through the IAP P05/08 project and the support of the Flemish Institute for the Promotion of Scientific and Technological Research in Industry (IWT).
References [1] [2] [3] [4] [5]
[6] [7]
[8]
ASTM, section 3 Metals Test Methods and Analytical Procedures, Volume 03.01, 1997. Bui, H.D., Inverse Problems in the Mechanics of Materials: An Introduction, CRC Press, Inc., Florida, 1994. Gasvik, K.J., Optical metrology, John Wiley & Sons Ltd., New York, 1995. Moore, A.J., Lucas, M. and Tyrer J.R., An electronic speckle pattern interferometer for two-dimensional strain measurement, Measurement Science and Technology, pp.1740-1747, 1996. D. Lecompte, H. Sol, J. Vantomme, A.M. Habraken. Identification of Elastic Orthotropic Material Parameters Based on ESPI Measurements, Proceedings of the 2005 SEM Annual Conference on Experimental and Applied Mechanics, Portland, p. 119 s. 45, 2005. Meuwissen, M., An Inverse Method for the Mechanical Characterization of Metals, Ph.D. thesis, Eindhoven University of Technology, 1998. T. Lauwagie, H. Sol, G. Roebben, W. Heylen, Y. Shi, O. Van Der Biest. Mixed numerical-experimental identification of elastic properties of orthotropic metal plates, NDT & E International, Volume 36, Issue 7, pp. 487-495, 2003. T. Lauwagie, W. Heylen, H. Sol, O. Van der Biest. Validation of a vibration-based identification procedure for layered materials, Proceedings of ISMA 2004, International conference on Noise and Vibration Engineering, Leuven, pp. 1325-1336, 2004.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
This page intentionally left blank
Computational Methods and Experiments in Material Characterisation II
311
Characterizing the frictional interface between PCBN and 1018 steel for friction stir welding numerical models D. Stratton & C. Sorensen Department of Mechanical Engineering, Brigham Young University, USA
Abstract Quantitative understanding of frictional phenomena between the tool and the workpiece is essential for accurate modeling of the Friction Stir Welding (FSW) process. A method of measuring the tool-workpiece interface is proposed that allows frictional measurements to be made in a non-oxidizing environment under extreme conditions. The ranges of temperature, velocity and normal force are 100–600 ◦C, 75–400 surface feet per minute, and 100–600 lbf, respectively. Data is gathered at different parameter level combinations to provide enough data to create an empirical model representing the data. Two different friction modes are observed which have distinct characteristics. One mode, Coulomb friction, has frictional force proportional to normal force while the other, plastic shear deformation friction, has frictional force independent of normal force. A linear statistical model has been developed to characterize each of the frictional modes for the Polycrystalline Cubic Boron Nitride (PCBN) tool and 1018 steel work piece interface as functions of temperature, velocity, and normal force. Keywords: sliding friction, model, steel, Polycrystalline Cubic Boron Nitride (PCBN), large normal forces, temperature, velocity, measurement, friction stir welding (FSW), finite element.
1 Introduction Friction Stir Welding (FSW) is a solid-state joining process where a non-consumable tool deforms two workpieces along the interface to form a union between the two workpieces. This welding process gained popularity over the past decade. However, this process is relatively young and our understanding of it is insufficient. WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
312 Computational Methods and Experiments in Material Characterisation II
Friction Stress Wt
Wt
k
P
Wt Vt
I II
0 0
III
Normal Stress Vt
Figure 1: Schematic of the three friction regimes. Analytical models of complex processes provide greater understanding than experimental measurement alone. If an accurate FSW model could be developed, it could be used to improve process understanding and further process development. One important physical phenomenon, the frictional interface between the tool and the workpiece during FSW, has not been adequately characterized for implementation in a FSW model. Current FSW models have either made simple assumptions about the frictional interface or neglected the interface all together. There is some work that has been done to explore the frictional interface over high normal loads. According to Shaw [1], at the sliding frictional interface, plastic regions form at asperity junctions. For Amonton’s laws to apply, only the asperities are plastically deformed. As loads increase the plastic region also increases. When loads are high enough plastic deformation of the bulk material occurs. As the loads continue to increase, eventually, the frictional force is defined completely by material properties. Depending on the plasticity state three different friction regions are formed. The two extreme regions are characterized by either Amonton’s laws or bulk material characteristics. The other friction region is a transition between these two opposing frictional characteristics. Figure 1 is a schematic representation of these three friction regimes. Maekawa et al. [2] developed a frictional model for free-machining steels. This model preserved the characteristics of Amonton’s laws and the plateau defined by material characteristics. This model is shown in eqn. (1). A proportional constant that relates the material to the reference material, the coefficient of CoulombAmonton’s friction, and the shear flow stress of the material are represented as R, µ, and k respectively. The normal stress and friction shear stress are represented in eqn. (1) as σt and τt respectively. n� is a constant. τt = R · k · [1 − e{−(
µσt n� } n1� k )
] .
(1)
However, this friction model is not sufficient for FSW modelling because it does not include dependence on temperature or surface velocity which may be significant factors determining frictional force. The present paper describes the experimental investigation of the PCBN-1018 steel frictional interface for a range of temperatures, velocities and normal forces. WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
313
0#".
�����3TEEL
Figure 2: The type of frictional measurement for this experiment is a rotating cylinder on a stationary flat plate.
Figure 3: Friction mechanism.
The experimental setup and procedure will be described. In addition, significant variables and observations along with a statistical friction model are presented.
2 Experimental procedure The goal of the experiments is to measure frictional force data at a variety of temperatures, velocities, and normal forces. This is done by rotating a cylindrical steel tool such that the curved surface rubs against a flat PCBN surface. Figure 2 shows the type of frictional measurement performed in this study. While the cylindrical 1018 steel surface is rotating against the flat PCBN surface, the temperature of the interface, the frictional force, and the normal force are measured. The experimental equipment used to measure the data consisted of a three axis mill, friction measuring mechanism, force transducer, thermocouples, A/D equipment, and a lab view program. A 1018 steel cylindrical tool, shown in Figure 4, was mounted in the spindle of the mill. The tool has a length of about four and a half inches. The portion of the toop contacts the PCBN is one inch in diameter by one half inch in length. The PCBN MN100 grade blank is one inch in diameter. The PCBN holder, Figure 5, is a stainless steel rectangular fixture where the PCBN is mounted flush to the PCBN holders’s surface. Thermocouples are located at the interface between the PCBN and the surface of the holder. These thermocouples are mounted in a way such that there is good thermal contact with the PCBN. Figure 3 shows the mechanism used to measure friction. WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
314 Computational Methods and Experiments in Material Characterisation II
Figure 4: Drawing of the friction tool, made of 1018 steel.
Figure 5: The PCBN holder.
This mechanism allows a PCBN holder to move in the direction of the spring that is placed behind the PCBN holder in the friction mechanism. The friction mechanism is attached rigidly to a force transducer. This force transducer is capable of measuring forces in each of the Cartesian directions as well as moments about each of these axes. This force transducer is mounted rigidly to the mill table. A plastic oven bag filled with argon surrounds the friction mechanism and PCBN holder such that the tool and the mechanism are enclosed. This equipment allows temperature, surface velocity, and normal force effects on friction to be studied. A typical run is conducted by setting the RPM of the machine and adjusting the normal force by displacing the PCBN blank against the rotating steel tool. Temperature, frictional force, and normal force are measured twice per second throughout an experimental run. For example, a run where a high temperature, low velocity, and low normal force conditions are desired begins by setting the RPM on the machine to low. Initially, the tool is not in contact with the PCBN. Then, the mill table position is adjusted so that the tool exerts a force onto the PCBN. The spring behind the PCBN deflects producing a normal force. As the tool rotates in contact with the PCBN surface frictional heating occurs. To raise the temperature, the normal force is increased beyond the desired normal WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
700
Computational Methods and Experiments in Material Characterisation II
315
0
100
200
300
400
500
600
Normal Force (lbf) Frictional Force (lbf) Temperature (C)
50
100
150
200
time (s)
Figure 6: Time series data from a typical high temperature run.
Table 1: Experimental variable levels. Low Velocity 78 SFM Temperature 150 ◦C Normal Force 150 lbf
High 380 SFM 550 ◦ C 500 lbf
force, which increases the heat generation rate and achieves a higher temperature. Once the temperature is achieved the position of the table is backed off to reduce the normal force to the desired value. An example of the data gathered during a run is shown in Figure 6. A full factorial experimental plan was made with two measurement levels for each of the three experimental variables. These variables and the associated levels are shown in Table 1. The standard order of the experimental runs is shown in Table 2. Each of these runs was performed twice, along with two center points, in random order, for a total of 18 initial runs. After analyzing data from these 18 initial runs, an additional 10 runs were conducted to gather more information for model development and repeat unexpected observations. There is some difficulty in achieving each of these measurement levels, because experimental variables are measured and not controlled. The position of the table and the spindle RPM are the only parameters that can be controlled. These variables are not the variables of choice in modeling the frictional interface. WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
316 Computational Methods and Experiments in Material Characterisation II Table 2: Coefficients of friction at experimental variable level combinations. Fn
T
V
µ
σµ
H H
H H
H L
0.219 0.005 0.482 0.026
H H
L L
H L
0.476 0.005 0.336 0.012
L L
H H
H L
0.411 0.047 0.649 0.138
L
L
H
0.323 0.054
L
L
L
0.382 0.023
In addition to the difficulty in achieving variable levels, there was some imprecision in measuring the values of velocity and temperature. Spindle speed was the only variable that could be directly set. However, during the course of a run the diameter of the tool decreased due to material deformation. In the extreme case the diameter changed from 1 inch to .75 inches. This corresponds to a change of 20 surface feet per minute (SFM) and 100 SFM at the low and high velocity levels, respectively. In order to account for this decreasing velocity, tool diameter was measured before and after the run. The diameter of each data point is estimated by a linear interpolation of the diameter based on the progress of the run. The interface temperature was measured by thermocouples attached to the side of the PCBN blank near the front surface. The thermal conductivity of PCBN is W relatively high, 2·103 m·K . Because the thermal conductivity is high it is reasonable to assume the temperature measured on the side of the PCBN is close to the interface temperature. However, There is some error associated with the temperature measurement because of this approximation.
3 Results and discussion of results 3.1 Significant factors of modeling friction The first phase of this experiment was to determine significant factors influencing the coefficient of friction. The second phase was to develop a model to describe observations. It was necessary to determine the significant factors that influence frictional force to further develop a valid model of the phenomenon. The coefficient of friction results for the factorial experiment design are shown in Table 2. An ANOVA analysis showed that normal force, velocity, and temperature all have significant effects on the coefficient of friction, µ. For this initial analysis, µ is defined as frictional force divided by normal force. WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
317
350
Frictional Force (lb)
300 250 200 150 100 50 0 0
100
200
300
400
500
600
Normal Force (lb)
Figure 7: Frictional force vs. normal force at temperatures between 500 and 600 ◦ C and velocities of 78 SFM.
Another important observation about this data is that there is a portion of the data that has decreasing slope. This decreasing slope can be seen in Figure 7. This data shows similar trends to that found by Shaw [1] and Maekawa and Childs [2]. 3.2 Statistical model The authors initially believed that each of the coefficients of the Maekawa and Childs [2] model could be made a function of temperature and velocity to produce a more valid model. This model is shown in eqn. (2) through eqn. (5). We were unable to obtain convergence of this model. This form of the model was dropped in favor of simpler models that converged. τt = k(T, V ) · [1 − e{−(
µ(T ,V )σt n� (T ,V ) ) } n� (T1,V ) k(T ,V )
]
.
(2)
µ(T, V ) = β11 + β12 T + β13 V + β14 T V.
(3)
k(T, V ) = β21 + β22 T + β23 V + β24 T V.
(4)
�
n (T, V ) = β31 + β32 T + β33 V + β34 T V.
(5)
A simpler model that approximates the two types of friction would consist of one linear statistical model for each of the two types of friction modes. One model represents the coulomb friction while the other model represents plastic shear deformation friction. Coulomb-Amonton’s friction, Fc and plastic shear deformation friction, Fp , are shown here as eqns. (6) and (7), respectively. The frictional force is the minimum of Fc and Fp . This is shown in eqn. (8). Fc = (βc1 + βc2 T + βc3 V + βc4 T V )Fn . WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
(6)
318 Computational Methods and Experiments in Material Characterisation II Table 3: Betas for each statistical model.
βc1 [1] .2561
βp1 [lbf] 18.93
Coulomb Friction βc3 [ sec ] ft
βc2 [ ◦1C ]
1.266e − 03
1.617e − 04
βc4 [ ft·s◦ C ]
−3.981e − 06
Plastic Shear Deformation Friction lbf·s βp2 [ lbf βp3 [ lbf·s ] βp4 [ ft· ◦C ] ◦C ] ft
4.476e − 01
1.207e − 01
−1.201e − 03
Fp = βp1 + βp2 T + βp3 V + βp4 T V.
(7)
Ff = min(Fc , Fp ).
(8)
In these equations the β’s are the respective coefficients of each variable or comft ], normal bination of variables. T , V , and Fn are temperature [ ◦ C], velocity [ min force [lbf], respectively. Table 3 shows the magnitudes of each of the β for the two models. Figure 8 plots predicted frictional force for the model vs. actual measured force for 33,487 data points obtained experimentally. The linear model that best fits the data is Predicted Force = 1.02 (Measured Force) with an R2 value of 0.92. Figure 9 shows the Coulomb-Amonton’s friction and plastic shear deformation model values at each of the experimental condition. After creating the model there were some trends that did not seem intuitive. For example, according to the model, plastic shear deformation friction increases with temperature at low velocities. One would expect that with this temperature increase, the material would soften reducing the friction force. Figure 10 shows the increase of frictional force with temperature for low velocities.
4 Suggestions for future work Future work needs to be normalized by apparent contact area. These experiments were not able to be normalized because the apparent contact area was unmeasurable. Coulomb-Amonton’s friction is independent of apparent area. However, plastic shear deformation friction is dependent on apparent area. The main improvement to this work would be to have a measurable contact area during frictional measurement. This will allow stresses to be defined, rather than forces, which will be more useful in modelling the FSW process. Also, these experiments have quite a bit of noise. Future work should attempt to decrease noise. One method of reducing noise is to only include steady state frictional measurements. However, this is not possible when a range of values is needed for each experimental variable. Achieving steady state temperatures should WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
319
450 400
y = 1.0234x R2 = 0.9207
Predicted Frictional Force (lb)
350 300 250 200 150 100 50 0 0
50
100
150
200
250
300
350
400
450
Actual Frictional Force (lb)
Figure 8: Model correlation and goodness of fit. be a goal. Some transient data will be needed to get data over the entire experimental range. In addition, future work should gather more data at low temperatures where the data shows a plastic shear deformation friction characteristic. At low temperatures the coefficient of friction is predominantly coulomb friction for the entire normal force range studied in this experiment. This produced a model that is not accurate for plastic shear deformation friction at low temperatures.
5 Conclusion A friction measuring mechanism is used to measure the frictional force at a variety of temperatures, velocities, and normal forces. Significant factors influencing the frictional force are identified. Temperature, velocity, and normal force are all significant factors. A statistical model describing the frictional behavior of the PCBN1018 steel interface is developed that has a good correlation with measured data. The coefficient of friction between these materials is about 0.35 at temperatures less than 200 ◦ C. While around 550 ◦ C and 380 surface feet per minute (SFM) the coefficient of friction decreases to about 0.2. The coefficient of friction around 550 ◦ C and 78 SFM is about 0.8. The plastic shear deformation plateau is about 220 lbf at 550 ◦C and 78 SFM, while it is 50 lbf at 550 ◦C and 380 SFM. Improvements are needed to produce a model suitable for a numerical model of the FSW process. WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
320 Computational Methods and Experiments in Material Characterisation II
200 150 100 50
Frictional Force (lbf)
250
300
Figure 9: Coulomb and plastic shear statistical model results at the experimental variable level combinations.
0
100
200
300
400
500
600
700
Temperature (C)
Figure 10: The plastic shear deformation frictional force increases with temperature at low velocities.
References [1] Shaw, M.C., The role of friction in the deformation processing. Wear, 6, pp. 140–158, 1963. [2] K. Maekawa, A.K. & Childs, T., A friction model for free-machining steels and its applicability to machinability analysis. Key Engineering Materials, 196, pp. 79–90, 2001.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
321
Optimal topology of eigenstrains in the assessment of tunnel structures P. Procházka1, V. Doležel2 & S. Pešková1 1 2
CTU Prague TU Pardubice, Czech Republic
Abstract Eigenstresses and eigenstrains act out a very important role in many branches of applied mechanics. The eigenparameters may represent plastic strains, or relaxation stresses (or also prestresses, changes of temperature, etc.), and may also serve as free parameters for improving numerical models to get the computed quantities that should be as close as possible to the real state. A special variational formulation can be formulated, dealing with the minimum variance of differences between measured and computed values. When using a very useful treatment, the generalized transformation field analysis (GTFA), having recently been proposed by Dvorak and Procházka, and the Disturbed State Concept proposed by Desai, the primary problem leads to a linear system of algebraic equations. First, we briefly introduce an estimation of physically nonlinear behavior of the body by Desai. The eigenparameters will then be introduced in such a manner that the optimal variance of errors from measurement and numerical results are sought. It appears that the number of components of eigenparameters should not exceed the number of data points from measurements either on site or on a scale model, and hence, the number of free eigenparameters is restricted. The main problem remains: how to select the zones with, say, uniformly distributed eigenparameters in order to achieve the minimum deviation of computed and measured results in dependence of the minimum variation of errors from computation and of the topology of the eigenparameters zone. They basically influence the final results from the procedure to be described. The main goal of this paper consists in finding out both the phenomena. While the minimum of the error functional leads to linear algebraic equations, searching for optimal topology of eigenparameters zones brings about a nonlinear problem, which should be solved in some reasonable way. We first concentrate on the optimization of the error functional under the condition that the zones are known and then the zones will be sought. WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
322 Computational Methods and Experiments in Material Characterisation II
1
Introduction
Numerical methods are burdened by an error, which is an aftermath of unsure determined input data, mainly of improper constitutive law. This is why the results of on site measurements have to be involved in the computation. From the measurement, the constitutive law is sought. In the first stage of realization of tunnels, insecure material behavior is known that is also estimated from a couple of test shafts or existing geological or geotechnical maps. The trouble is that in the stage of design of construction the on site measurement should be conducted, which is very expensive. The main improvement of information on material behavior of the rock is gained during the construction of tunnels. The starting data are mostly only a brief description of the real situation on site; the data obtained during the construction are much reliable. For example, during the concrete construction of road tunnel Mrazovka in Prague, capital of the Czech Republic, we get very precise data form measurements along the lining, where accurate gauges were positioned, which improved the information about the material properties and may prepare background for very precise prediction of the system tunnel – rock in numerical models. The numerical model is be based on Generalized Transformation Field Analysis (GTFA), [1-2], linked with Desai´s Distinct State Concept (DSC), [3-4], which provides description of material properties of rock, such as plasticity, creep, and damage. The numerical model used here is the finite element method (FEM), which also involves the influence of either eigenstrains or eigenstresses. The eigenparameters stand for plastic strains or relaxation stresses, and they describe the constitutive law needed for the numerical analysis. Their distribution is determined from comparison with the experiments and a mathematical formulation and treatment how to state these parameters will be presented in this paper. The eigenparameters may not only be dependent on the position but they also may be time-dependent. All these requirements and processes are involved in accordance with the experiments and measurements in the proper time. The coupled modeling (experimental and numerical) enables researchers and designers to predict the behavior of underground structures more accurately. The numerical models following the experimental results may show that something is out of validity of a law being generally accepted. Then the experiment has to be repeated with improved material. This is why a mutual influence mathematical-experimental model is expected and we call this procedure coupled modeling. The above-mentioned procedure will be described in this paper. It leads to a system of algebraic linear equations for proper eigenparameters. The main problem remains and will be the main goal of this paper: How to select the zones with eigenparameters to get the best results being as close to the real situation as possible. This problem is not linear and requires deeper analysis. A couple of examples will be presented from real construction of the tunnel Mrazovka, where on site measurement was carried our and the results can be compared with reality.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
2
323
Formulation of the GTFA
Our objective in this section will be to describe briefly the general ideas of the TFA. Let us consider first that the body (part of a structure, an element, system of more elements, composite material) behaves linearly. This means that the linear Hooke’s law is fulfilled all over the body (this assumption enables numerical mathematicians to use the BEM, which will not be our case). Under these circumstances we assume that it is possible to determine the vector of displacements, tensors of strains and stresses. In the second step consider points in the body under consideration (structure), the measurement of certain quantities in which is enabled. The quantities like displacements, strains, or forces (approximations of stresses), either on site or in laboratory can be considered as given at some time step. We also define points, or subdomains in the trial body, and introduce there successively unit impulses of selected eigenparameters. In such a way an influence matrix (tensor) will be created. More precisely, denote Ai, i = 1,…,n, either points, or subdomains, where the eigenparameters are introduced. The set of points, where the measurements are carried out denote by Bj, j = 1,…,m. Then, say, the real stresses at Bj are linear hull of stresses σext at Bj, which are induced by external loading and either by eigenstrains µ and εpl, or eigenstresses λ and relaxation stresses σrel at Ai: σ = σext + P µ + Q εpl,
or
σ = σext + R λ + T σrel,
(1)
or in incremental (differential) form: dσ = dσext + P dµ + Q dεpl,
(2)
dσ = dσext + R dλ + T dσrel,
(3)
or
where the influence matrices P, Q, R and T are constant, and some of them may even be identical, since the eigenstrains can express plastic strains, and eigenstresses may express relaxation stresses. Transformation of tensors in vectors in the standard way, the dimensions of σ, σext , µ , εpl, λ and σrel will be 6m, and dimensions of P, Q, R and T will be 6m * n. In the classical TFA the values of eigenparameters are computed from minimum of variance of calculated (providing linear behavior of the material) and measured values, cf. Fig. 1, where λ is a typical characteristic for nonlinear material behavior. It is worth noting that eigenstresses and eigenstrains are no independent quantities, as it holds λ = -L ε , where L is the stiffness matrix of elastic constants. Note that the first equation (1) and the equation (2) describe the method of initial deformation while the second equation (1) and the equation (3) describe the method of initial stresses.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
324 Computational Methods and Experiments in Material Characterisation II
3
Distinct State Concept (DSC)
This theory was established by Desai, [3], for over-consolidated clays. Since this time the theory was extended to other materials. Basically, DSC models two distinguished states in material: in the first state, the particles of mass are in a full contact, and the non-linear changes are attained by the non-linear mechanical behavior, but no cracking is reached. The second state prevailingly observes cracking in the structure. The first state, which occurs under small enough loading, is called Relative Intact State (RI). In this state one can apply linear, or non-linear elasticity, elastoplastic states, viscoplasticity, etc., but no disturbances occur concerning geometric discontinuities, no jumps in displacements can be expected. After high enough loading, the RI turns to Fully Adjusted State (FA), this means that the softening occurs and it is necessary to use the means of damage theory. This state is considered as asymptotic, and in extreme cases the material is not able to bear the external loading. Desai uses also scalar disturbance function D, which has a different course according to the character of the material. Its values are dependent on stress, or strain under some particular external loading. The equation of equilibrium can be recorded as: Du Sij = (Du – D)σRIij + D σFAij ,
(4)
where Sij is the average (observed) response of external loading on the stress, Du is max D, which in major cases is equal to one. Using the incremental method the latter equation becomes: Du dSij = (Du – D) dσRIij + D dσFAij + dD (σFAij – σRIij ) ,
(5)
The first term of the last equation expresses the influence of constitutive equations for geometrically continuous continuum, the second one expresses the influence of the damage (mostly considered theory by Kačanov, [5]), and the third term indicates different effects of both basic states. The incremental equations for both RI and FA states can be written DσRIij = LRIijklεRIkl,
(6)
DσFAij = LFAijklεFAkl,
(7)
where LRIijkl are the components of constitutive tensor for the RI part, and LFAijkl is the same quantity for the FA part. More details on the DSC are available, e.g., in [3]. In order to realize the TFA concept and the improved concept involving the model DSC separately, in Fig. 1 the physical law and the influence of eigenstress for TFA is drawn, and in Fig. 2 the same for the TFA linked with DSC is shown, both shown for the 1D case. The TFA obviously starts with a linear behavior of
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
325
the material, which is in some cases not advantageous. If damage mechanics has to be involved in the computation, the latter model is no longer usable, and some improved ‘starting’ assumption has to be employed. In this paper and in applications in which we used the procedure for seeking eigenparameters indicating error of computation or of the physical model used, we start with the DSC instead of the linear initial state. In this way, the cracking and similar phenomena may be involved in the computation.
Figure 1:
4
Physical law for the TFA. Figure 2: Physical law for the TFA and DSC.
Unified function concept
Now we put forward the model discussed in the previous sections, and consider it precisely. A similar procedure was suggested in [6], where simplified requirements were applied. First, the stress tensor σ at an arbitrary point ξ of the domain will be expressed using superposition of stresses σext(ξ) from external loading and linear hull of, say, eigenstresses λ and relaxation stresses σrel at different, or same points x. Since we assume that at each point of the domain six values of the stress, relaxation stress, and eigenstress are defined (because of symmetry), the relation stress σk at points Bk, k = 1,...,m, and eigenstress λl, l = 1,...,s, and (σrel)l, l = 1,...,n at Al reads: (σ i ) k = (σ iext ) k +
6
s
j =1
l =1
∑ ∑
(R ij ) kl ( λ j ) l +
6
s
j =1
l =1
∑ ∑
i = 1,...,6, k = 1,...,m.
(Tij ) kl (σ irel ) l ,
(8)
The first and the third terms of the right hand side in (8) can substitute Sij in (4), i.e. it can be current stress. Using the standard notation (transforming tensor to vector) (Si)k instead of (Sij)k, the relation (8) can be rewritten as:
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
326 Computational Methods and Experiments in Material Characterisation II s
6
∑ ∑
(σi)k = (Si)k +
(Rij)kl(λj)l , i = 1,...,6, k = 1,...,m.
(9)
l =1
j =1
Differentiating the current stresses yields: s
6
d(σi)k = d(Si)k +
∑ ∑ j =1
(Rij)kld(λj)l , i = 1,...,6, k = 1,...,m.
(10)
l =1
where d(Si)k is controlled by equation (5). A natural requirement is the following: the difference between measured stresses (σmeasi)k and computed stresses should be as small as possible. This requirement can be formulated in terms of optimization of an appropriate functional. Denote this functional as I, and the functional will express the variance of deviations of measured and computed values of stress components: 6
m
∑ ∑
I[(λj)l] =
i =1
→
[(σi)k - (σimeas)k]2
minimum
(11)
k =1
Variation of I with respect to (λα)β leads us to a system of linear algebraic equations for unknown (λj)l: 6
n
j =1
l =1
∑ ∑
(Aαj)βl (λj)l = Yαβ, α = 1,...,6, β = 1,...,m,
(12)
where βl
(Aαj) =
6
∑ ∑ i =1
Yαβ = -
6
k =1
(Rij)kl (Riα)kβ
k =1
m
∑ ∑ i =1
m
6
|(Si)k - (σmeasi)k | +
m
∑ ∑ j =1
(Rij)kl(λj)l (Riα)kβ
l =1
In order to get d(σi)k in (10), we need to calculate d(λj)l. This is obviously the difference of (λj)l form (12) and of the same quantity from the previous step of incremental method. The described procedure requires closer explanation. In the first step the influence matrices are created, as described in the second section. The course of function D is, as said above, given either from experience of the user, or from experiments, or from measurement in situ. Then the incremental method can be applied, as describe in the previous text. Its course depends on the value of external loading in the following manner: Let us start with small enough loading, which causes the structure to be in the RI state. In this state the constitutive law for soil is considered according to the law of von Mises-Huber-Hencky. Increasing the loading, the FA state can partly WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
327
be attained; the course of the function D indicates it. Consequently, it is necessary to take into consideration constitutive laws for both RI, and also for FA states. The stresses are divided into both RI and FA parts. The increments are given from DSC and the total stress is determined from the current increment and the value in the previous state. Since the relation (12) is linear, we can substitute in it quantities (Si)k and (λi)k. Then from the condition of minimum of the variance of measured and computed values we get optimal eigenparameters, which improve the constitutive laws, or get the error of the DSC used.
5
Moving zones of eigenparameters
Previously we have said that if we decide where the position of zones with eigenparameters is situated, the simple system of linear algebraic equations (12) provides us with improvement of material characteristics of rock surrounding tunnel lining. Our aim in this section is to find such zones, which together with the values of eigenparameters approximate with the best variance the measured quantities. Note that the number of measured quantities is strictly restricted to a very small number and the number of components of the eigenparameter tensor must be less then the number of measured values. Hence, our problem can be formulated as: Find the zones, their number is given according to the measured values, and zones-wise uniform eigenparameters in such a way that the condition (11) is fulfilled also with respect to the shape of the zones. The solution can be described in the following steps: 1. Solve the problem using unified process GTFA & DSC. 2. The zones are selected in areas or volumes where maximum gradients of stresses are attained in the neighbourhood of the tunnel lining or the purchase. 3. The problem is solved using unified process, but also eigenparameters in selected zones are taken into account. 4. The items 2 and 3 are iterated until a stable state is reached.
6
Example
A simple example is solved starting with real measured values of displacements on lining. The values are taken in the final stage of movement of the measurement points, i.e. it is enough to solve the two-dimensional problem. The displacements are depicted in Fig. 3. The distributions of components of stresses in the first stage and in the final stage of iteration of zones are illustrated in Figs. 4-6. The appropriate zones for particular components of eigenparameters in the final stage of iteration are drawn in Fig. 7. Because the structure of rock surrounding the Mrazovka tunnel is very varied, the concrete material properties are not introduced because of the limited extent of the paper. The final material properties are then used to improve the calculation of the second tunnel serving for the opposite direction of traffic in this road tunnel. The values of displacements in Fig. 3 and of stresses in Figs. 4-6 are introduced only for information about the situation in the massif. WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
328 Computational Methods and Experiments in Material Characterisation II
Figure 3:
Vectors of displacements on the lining of Mrazovka tunnel.
Figure 4:
Starting and final distribution of σ x .
Figure 5:
Starting and final distribution of σ y .
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
7
Figure 6:
Starting and final distribution of τ xy .
Figure 7:
Optimal distribution of eigenstrains.
329
Conclusions
In this paper a basic extension of previous results of the authors is presented. In some publications the GTFA has been used for convergence analysis of computed and measured quantities. Here a very important item is added: the shape of zones, the eigenparameters in which are introduced. They are constructed under the assumption that the number of zones cannot exceed the number of measured values (in our case two zones are selected for eigenstrains in x and two in y directions and three for shear eigenstrains). Moreover, the variance between measured and computed quantities should be minimum. Because of symmetry, only one half of the tunnel with the surrounding rock is considered for calculation and the measured values are averaged. The results were used for improvement of information about the massif when designing the tunnel for opposite traffic in the road tunnel Mrazovka in Prague, capital of the Czech Republic.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
330 Computational Methods and Experiments in Material Characterisation II
Acknowledgement This paper has been prepared under financial support of GAČR, project No. 103/03/0483.
References [1] [2] [3] [4] [5] [6]
Dvorak, G. J., Procházka, P.: Thick-walled Composite Cylinders with Optimal Fiber Prestress, Composites, Part B, 27B, 1996, 643-649. Dvorak, G. J., Procházka, P., Srinivas, S.: Design and Fabrication of Submerged Cylindrical Laminates, Part I and Part II, Int. J. Solids 7 Structures, 1999, 1248-1295. Desai, C. S.: A Consistent Finite Element Technique for Work-Softening Behavior, J. T. Oden et al. (eds.), Int. Conf. On Comp. Meth. in Nonlinear Mechanics, Univ. of Arizona, 1974, 45-54. Desai, C. S.: Constitutive Modeling Using the Disturbed State Concept, Chapter 8, Continuum Models for Materials with Microstructure, ed. H. Mulhaus, John Wiley & Sons, UK, 1994. Kachanov, L. M.: Introduction to Continuum Damage Mechanics, Martinus Nijhoff Publishers, Dordrecht, Netherlands. Procházka, P., Trčková, J.: Coupled modeling of Concrete Tunnel Lining, Our World in Concrete and Structures, Singapore, 2000, 125-132.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Section 9 Particle models
This page intentionally left blank
Computational Methods and Experiments in Material Characterisation II
333
Characterization of dislocation in underground mass using coupled modeling V. Doležel1 & P. Procházka2 1 2
University of Pardubice, Czech Republic Association of Czech Concrete Engineers, Prague, Czech Republic
Abstract This paper deals with an application of coupled modeling in the identification of dislocation occurring in coal mines, threatening workers in the underground structures. The bumps can be induced by different circumstances. One of them is an accumulation of energy in unpredictable dislocations. The measurement on site for learning the position of bumps is very expensive and unreliable. One of the most reliable approaches is physical modeling, which enables one to carry out parametric studies and after certain results from these models one can assess the most probable concentration of stresses. On the other hand, the stresses are measured in a very difficult way, so that numerical analysis should be prepared. In numerical analysis the contact problem in limit state estimation is based on the data from physical modeling. Physical modeling seems to be the best for linear analysis. This is not the case in our study and great efforts are needed to estimate the real behavior of the material. The support of physical modeling mathematical formulation and numerical treatment can lead us to the location of bumps. In general, a large iteration should be used to solve the strongly nonlinear problem in all subdomains ranged in boundaries given by possible dislocations, and on the interfacial boundaries (dislocations). In order to eliminate some principal directions of iteration the physical modeling is used and the numerical processes become bearable. On the other hand, more dislocations can be sought by this modeling and the only restriction needed is to know that no internal dislocations are probable. It means that every discontinuity induces a statically determined or undetermined problem. A typical example from practice verifies the theory based on the back of the analysis.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
334 Computational Methods and Experiments in Material Characterisation II
1
Introduction
In this paper we discuss a possible solution of the stability of a dislocation in the rock continuum under the assumption that the behavior of the continuum is approximately known from the physical model and the stability is studied by means of the BEM as a contact problem. In virtue of this technology the limit state analysis can be carried out. The interfacial conditions are partly derived from the physical model and partly show the critical material characteristics, which can lead to the bumps. The mathematical model originates from the Uzawa's algorithm solving the classical problem of the generalized Coulomb's friction with exclusion of tensile strength along the interfaces. The distribution of material properties is simulated according to parametrical study in the mathematical model at the face of stope. This procedure was successfully applied to the estimation of the behavior of an opening in the vicinity of town of Ostrava, Czech Republic. Some results from this region are described using the study proposed in this paper.
2
Physical modeling
Principles of a new projecting method of underground construction in soft rocks can be formulated on the basis of results from extensive tests on physical models which were carried out in experimental department of Pardubice University. Properties of these rocks differ from site to site. Rocks are frequently separated by discontinuity surfaces. These surfaces and the weakening zones cause disintegration or susceptibility to disintegration of the rock mass into structural units of various forms, size and properties. Their properties change also with the stress mode and depend on the stressing force, to which the rock was exposed in the past. It results from the above-mentioned facts that the properties of the rock environment cannot be measured either on small rock samples or by isolated sporadic tests in situ. In the first case, we cannot evaluate the effect of weakening planes, and in the other one an unpleasant dispersion variance of material properties is caused by inhomogeneities of the rock mass. In both cases, the necessary conditions of the physical similitude are usually not observed. These conditions would require measuring the rock properties under stress conditions equal to stressing force, to which they are exposed during construction and after completion of construction works. These requirements can very easily be observed on physical models from equivalent materials. Results from laboratory tests can be used directly as impute data for mathematical solution provided the constitutional relation between the stress tensor and strain (deformation) tensor is linear and provided the relative homogeneity and isotropy (e.g. of solid rocks) are supposed. This is not our case and large simulations in laboratory have to be carried out. On the other hand the stresses are difficult to obtain from the physical modeling. This is the moment when the mathematical model can help and
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
335
coupling of both models can approximate the real state of the rock continuum and the structure. A very important conclusion results from some selected rock mechanics problems using the method of physical and mathematical modeling, and from their mutual comparison. It is possible, by means of a test on a physical model, to establish conditions, which are of primary interest to us (e.g. when the resistance of internal forces against failure is optimal). For conditions thus established, the deformation and stress of the rock environment in the neighborhood of the underground opening are determined by the finite element method, boundary element method, or with the aid of the combination of both. A part of problem can therefore be resolved by tests on a physical model and the results obtained can be used as input values for final solution by some numerical methods. In this way, both procedures can be adequately combined and completed, advantages and drawbacks of both of them acting complementarily. With respect to the extension of the modeling equipment, material properties of physical material, measurement tools, and time factor it has been selected geometric ratio 1:200 and time scale 1:120. The mutual relation between real parameters and model properties of the material is given by adequate rules of similarity. The modeling stand (basin with glassed front side reinforced by steel frame was 6 m high, 2 m long and 1 m wide). The rear side has been constructed from plastic plates with longitudinal openings in the shape of distinguished seams. Modeling equipment enables researchers to load the terrain by pneumatic pillows. Front view of the model in depicted in Fig. 1.
Figure 1:
Front view of the experimental stands with the physical model.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
336 Computational Methods and Experiments in Material Characterisation II The results of movements of the equivalent material in the front plane of the stand are determined for vertical and horizontal displacements and have been measured by photogrammetric method. This method enables one to get stereo couples of photographic pictures; one of them is in the starting (virgin) position. From the stereo couples of the model states the movement vectors at selected points for given stages of physical model are derived.
3
Solution of underground continuum by the BEM
In this part we briefly describe an implementation of boundary element method to the solution of specific problems of underground continuum, for which the numerical method appears to be extraordinary advantageous. The method, among others, reduces the problem by one. Further good application of the boundary element method is the optimization and/or contact problems which concern the boundary only. Then, in spite of the finite element method it suffices to study a change of location of boundary elements only. The problem is solved as two-dimensional, i.e. a possible dislocation is long enough, and narrow seam is considered. Moreover, the nonlinear behavior is considered in the region, which is sufficiently close to the dislocation, according to Mises theory. Suspicious dislocation is given from the experimental model from physically equivalent materials. In our following consideration we will concentrate to the physically nonlinear problems (nonlinear evolution is also included in boundary conditions). Let us solve the problem on domain Ω. We originate from the Cauchy equations:
(α + µ )
∂ div u + µ ∆ u i + X i + ∂x i
∑ j
∂σ ij0 ∂x j
= 0, i = 1,...,3
(1)
where div u =
∂u1 ∂u 2 + , ∂x1 ∂u 2
∆=
∂ ∂ + ∂x1 ∂x 2
and u = (u1, u2) is the displacement field, (X1, X2) are components of the volume weight and σij0 are components of the tensor of initial stress. These equations will be solved in coordinate system 0x1 x2. In the sense of BEM, (1) may be reformulated in an equivalent form:
(
)
[
] (
* c k1 (ξ )u1 (ξ ) = ε ijk ,σ ij + [ pik ,u i ] − u*ik , pi − u*ik , xi
)
(2)
where [.] are boundary integrals, (.) are plane integrals, ck1 is the matrix of coefficients depending on a position of ξ, p is the vector of external forces, ε is
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
337
the tensor of deformations and quantities with asterisk denote the relevant quantities of fundamental solution. Such the function was derived by Melan and can be found in publication [1], for instance. Now the trick starting with the polarization tensor used in [2] is applied for describing the nonlinear behavior of the whole massif. In the polarization tensor also initial stress can be involved. From the Cauchy equations (respecting shearing stresses to be zero) we have well known relations for virgin state to get initial stresses:
u1o = −
1 − 2ν X 1 x12 + const ., 4 µ (1 − ν )
σ 1o,1 = − X 1 x1,σ 1o,2 = 0, σ 2o,2 = −
4
u 2o = 0
ν 1 −ν
X 1 x1
(3)
Contact problem
Before we start the analysis preliminary considerations will be introduce. In order to explain the process of computation two-dimensional problem will be treated. The three-dimensional problems are solved similarly. Let the problem be described from experimental study. The field of horizontal displacements is depicted in Fig. 2. In numerical version the problem is illustrated in Fig. 3 by domain Ω, Γc is a part of boundary splitting the plane into left Ωl and right half plane Ωr, along Γp the distribution of given surface forces is done and Γc is fictitious slip surface (dislocation) either prescribed (this is our case, the location is estimated from the physical model), or the location is to be searched by an enlarged numerical process. Ωseam is the domain of the seam, for which the dislocation and the bearing capacity is to be assessed. After discretization of (2) in the sense of boundary element method the problem leads to the system of algebraic equations: H 11 H 21 H 31
H 12 H 22 H 32
H 13 u G 11 A 23 u -c − G 21 A 33 u c+ G 31
G 12 G 22 G 32
g F G 13 g - - G 23 + G 11 g c = Fc g + F + G 33 c c
(4)
where the upper index - denotes "from the left" and + denotes "from the right“, g is the vector of prescribed surface forces along the boundaries Г and Гp, pc is the vector of surface forces on fictitious contact Гc and F includes the effect of volume weight. As the vector g contains known quantities we can rearrange the previous equations to obtain:
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
338 Computational Methods and Experiments in Material Characterisation II
Figure 2:
H 11 H 21 H 31
Cross-section of the massif with horizontal displacements and seams. H 12 H 22 H 32
g H 13 u G 12 p -c + G 13 p c+ F + G 11 A 23 u -c − G 21 p -c + G 23 p c+ = Fc- + G g21 g A 33 u c+ G 31 p -c + G 33 p c+ Fc+ + G 31
(5)
Suppose now that for example u c− and u c+ is known. Then the problem is uniquely solvable, so that the matrix H11 is regular. For the similar reason the WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
339
matrices Hkk are regular, too. Also, the same assertion holds for the matrices G11,, i = 1,2. This is the general result of solvability of linear problems of elasticity by boundary element method. We can conclude that the matrix H is singular, but the last submatrices are regular matrices. This is why it is possible to rearrange the system in the sense of matrix canonical transformations (in algorithm we use Gaussian elimination) to obtain: H 11 0 0
H 12 A 22 A 32
H 13 u B11 C11 - A 23 u c − B 21 {Pc } = C 21 C A 33 u c+ B 31 31
(6)
where the balance condition p c = p c− = − p c+
(7)
was employ. The matrices are known while the vectors u and p remain unknown. From the last form the reducibility follows and we can employ the following system of equations: A 32 u -c + A 33 u c+ − B 31p c = c 21 A 22 u -c + A 23 u c+ − B 21 p c = c 22
Figure 3:
(8)
Domain and denotation of the example under study.
Generally, along the contact line only balance condition holds and the compatibility is prescribed with the aid of more complicated relations. For example, suppose that at each nodal point along the contact line holds:
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
340 Computational Methods and Experiments in Material Characterisation II
[u ]n = u 1n − u n2 ≥ 0 p t ≤ Tp n + c
p t ≤ Tp n + c ⇒ Ελ > 0 , [u ]n = −λp t
(9)
where T and c are prescribed coefficients (they may very along the contact), pn and pt are projections of tractions to the normal and tangential direction with respect to the contact line, respectively. Then Uzawa´s algorithm can be applied – see, e.g., [3].
5
Example
In praxis we are interested in a measure of stability of the massif connected by the fictitious contact line of the dislocation. After iteration process we can get a length of a part of the contact on which the tangential bond [u]t is different from zero. Hence, we can talk about percentual exhausting of bearing capacity (e.g. on 50 percent of the length of the contact the conditions (9) are violated, so that the bearing capacity is also 50 percent). This is the way on how to introduce coefficient s, which gives the measure of stability: s=
length of the part where [u ]t ≠ 0 100 percent total length of contact
(10)
The study on stability concerning the influence of backfill of the underground opening in Fig. 3 has been carried out. Along the boundaries Гpu and Гpd surface forces were implied to simulate admissible relative displacements between top and bottom openings. These forces are expressed by virtue of spring coefficient kt [MPa/m]. Material coefficients of the massif Ω have the following values: E = 52 500 MPa, ν = 0.29, the peak values Ep = 38 000 MPa, and νp = 0.38, the residual values Er = 5 000 MPa, the angle of internal friction is 42 degree, its residual value is 32 degrees, the shear strength c = 0.9 MPa and its residual value is considered as 0.4 MPa. The capacity of the fictitious contact line is expressed by the relation (10) and given in Fig. 4.
6
Conclusions
In this paper a complex study based on coupled numerical end experimental studies has been proposed and applied to a real structure of underground work, in particular mines. It is aimed to assess the bearing capacity of dislocation, its position has been detected by experimental studies on scale models, and the results involving positioning of the dislocation have then been taken as input data of a great importance to observing stability (particularly to bumps) in the coal seams. Many others studies have been carried out and in the future we intend to test with the aid of this procedure another approaches to improve the information WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
341
about the three-dimensional behavior of the system of dislocations in the rock mass. This will lead to much more realistic information and helps to designers of underground works to prepare better plans. The approach is very close to back analysis, which is widely used in other parts of civil and underground structures.
Figure 4:
Values of tangential spring stiffnesses vs. safety margin.
Acknowledgements The first author has been financially supported by GACR, project No. 103/05/0679; the second author has been supported by GACR, project No. 103/05/0334.
References [1] [2] [3]
Brebbia, C.A., Teles, J.C.F. and Wrobel, L.C. Boundary element techniques. Springer Verlag, Berlin, Heidelberg, NYC, 1984. Procházka, P. and Šejnoha, J. Behavior of composites on bounded domain. BE Communications, Vol. 7, No. 1, 1996, 6-8. Procházka, P. and Šejnoha, M. Development of debond region of lag model. Computers and Structures, Vol. 55, No. 2, 1995, 249-260.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
This page intentionally left blank
Computational Methods and Experiments in Material Characterisation II
343
Bumps in deep mines using free hexagons P. Procházka & M. Kugblenu CTU Prague, Civil Engineering, Prague, Czech Republic
Abstract The occurrence of rock bumps during mining or tunneling is studied in this paper. The bumps appear to be a very essential threat for human lives, particularly if the bumps affect the stability of a tunnel face or long walls during mining. The rock bumps are explained as a sudden release of accumulated energy in either brittle, or almost brittle rocks. The material behavior of such rocks is elastic until a certain limit is attained. Then an abrupt extrusion of the rock particles occurs. This is one of the most important reasons for using grainlike elastic, or elastic-plastic elements in numerical simulation of this problem. The conditions for damage behavior, i.e. nucleation of cracks being an indication of starting bumps are concentrated to the boundary of the elements. The BEM describes the material behavior inside the elements. Some examples are presented at the end of this paper to show the ability of the static version of the free hexagon method.
1
Introduction
Particularly in geotechnical and mining engineering one meets the problem of stability of tunnel face, or stability of walls during longwall mining. The classical numerical methods (BEM, FEM) mostly fail because of the "too stiff" behavior of the approximations, and consequently, a very fine meshing in the neighborhood of the touched zones is required. Moreover, the damaged material can be described in a very complicated way and there are a few methods starting with continuous medium and considering nucleation of crack (this is our case). This assertion is valid also for the observation and study of rock bumps. In the latter case the material cannot be even described as a continuum, but the nucleation of micro- and macro-cracking is expected; a movement of free particles of the rock should be described after the bumps occurrence. Note that in our case only starting stages of bumps are observed, i.e., no large displacements,
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
344 Computational Methods and Experiments in Material Characterisation II or large deformation theory is involved here. It also leads to a special formulation of the problem. The adjacent sides of particles remain in mutual relations, e.g., stresses can be calculated from the model suggested. We focus on decision whether or not the face or wall is stable. Consequently, only impenetrability of adjacent elements in deformed stages is monitored together with fulfillment of generalized Mohr-Coulomb law. This is one of the reasons for substituting the classical methods starting with continuum by discrete element methods that describe more realistic the situation in the mines, where enormous stresses are developed. Large scale of numerical methods starting with engineering views has been put forward considering the continuum to be cut in advance in non-overlapping elements, which are not firmly stuck together. So far this is the case of the FEM, or the BEM in their classical formulation. The difference consists in possibility to split the elements without renumbering them. Among such methods called discrete element methods (DEM) the free hexagon method belongs. In early 1970's Cundall, (Cundall [1]) introduced discrete elements, which started with dynamic equilibrium. First, brick-like elements were used (professional programs UDEC), and later circular in 2D and spherical 3D elements (PFC – particle flow code – both computer systems issued by ITASCA) simulated the discontinuum behavior of structures. The application of such methods found their place mainly in geomechanics, where soil is a typical grain material with the above-mentioned shape (Moreau [9]), and the target applications can be found in earthquake engineering. Also application of such elements to frames, trusses, foundations, etc., has been noted and the results are very reasonable in those cases. If the material parameters are well chosen, the behavior of distinct elements is very close to the reality even in some cases of static problems, as the approach originates from engineers experience. The big problem mostly consists in finding such material parameters. There exist plenty of attempts on how to find out these parameters, but this is out of scope of this paper. Still, there is no satisfactory output from those studies. The most promising seems to cover the domain, defining the physical body, by hexagonal elements, which are very close to a circle, and can cover the domain with a very small error even in a very advantageous case assuming a constant shape of the elements. Substituting the distinct elements by elastic or elastic-plastic hexagons with the full contact of adjacent elements along their common boundaries yields honeycomb-like structure (Silva and Gibson 1997) of the continuous medium. It is necessary to say that honeycomb boundaries are created by beams and there is no material inside the elements; while in our case a material fills the interior of elements. In this paper, a special form of the boundary element method will solve the relations inside the particles. The idea of hexagonal elements probably arose from honeycomb elements. The free hexagons are used by (Onck and van der Giessen [10]), for example, where large scale of references on this topic can be found. In the latter publication the finite element method was used to create the stiffness matrices of the elements, namely six finite elements are substructured to the hexagon. From the mathematical point of view the use of finite elements appears to be suspicious, as the connection between adjacent
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
345
elements is described by the Winkler-like law, i.e. tractions and surface displacements should be of the same degree of polynomials. This is obviously not true when applying the FEM, where the displacements are described by higher polynomials by one then the tractions. The BEM, on the other hand, obeys the required condition virtually in any case of approximation. In the free hexagon method the BEM is also used as a basic tool for creation principal relations. In applications to the geotechnical problems the disturbed state concept (DSC) issued by Desai (Desai [2,3]) can describe the material behavior inside the elements (Duvant and Lions [4]), and even damaged states (Kachanov [8]) can be considered. Using eigenparameters for plastic strain, or relaxation stress (Dvorak and Prochazka [5], Dvorak et al. [6]), complete description of nonlinear constitutive law, which can be “tuned” from “in situ” measurements, or from results of scale modeling (Prochazka and Trckova 2000). In order to complete the references, the gas extrusion in the overburden of a coal seam, or in a coal seam can be modeled by Eshelby forces (Eshelby [7]), to simplify the computation of singular integrals in the BEM. The Eshelby forces may also be used for expressing the eigenparameter influence. The latter use enables programmer to prepare very easy algorithms. The great disadvantage of the DEM in general is to feed it by material properties provided from laboratory tests. This is why we utilize the principal idea of the DEM, but fill in the continuum by hexagonal elastic, or other type of elements: elastic-plastic, visco-elastic-plastic, etc. This step avoids necessity to estimate the material properties of springs, which are essential for the DEM. The free hexagon element method follows a natural process when particular properties are assigned to the particles and other geotechnical material parameters on the contacts of elements.
2
Computational model - interfaces
In this paper free hexagon element (particle) method is used to compute the brittle or almost brittle behavior of the coal seam during an excavation of coal. A cut from arrangement of hexagonal elements that are in mutual contacts is seen from Fig. 1.
Figure 1:
Sample decomposition - three adjacent particles in mutual contact.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
346 Computational Methods and Experiments in Material Characterisation II Sudden loss of face stability and accompanying release of accumulated energy is known as rock bumps. During the rock bumps occurrence a cracking of the surrounding rock mass and extrusion of rock particles are observed. When dealing with cracks in continuous media, two principal methods are used. First, the means of fracture mechanics are applied, or contact problem can be formulated. The latter case is generally not suitable, because the direction, or way of propagation of the cracks should be known in advance. In this paper the contact problem is used for a priori not bonded particles and the obstacle of unknown propagation of the cracks is avoided by creating free hexagonal particles, which are in mutual contact in undeformed state, but can be disconnected because of violating prescribed contact conditions. Considering the most of particles are of the same, or of a similar shape, very powerful iterative procedure can be applied, and the stiffness matrix (following from boundary integral formulation on the hexagonal particles) can be stored in the internal memory of computers. If linear distribution of displacements and tractions is considered along the hexagons of 1 m long abscissas, the stiffness matrix K obtained from the BEM seems to be very stable during the computation. The matrix K can be calculated from unit impulses of displacement in principal directions (in direction of successively x-axis and y-axis), while the other vertices and the resting direction at the point where the unit impulse has been introduced are fixed, i.e. no movement is allowed. From this tractions are obtained and relation traction – displacements at nodes can be created, i.e. the matrix K being similar (but with completely different coefficients in comparison with the FEM) to that obtained by the finite elements. If linear distribution of both displacements and tractions along the boundary of one hexagon is considered, the degrees of freedom are concentrated at the vertices. Note that many tests have been carried out in the past concerning the stability of the model. In the case of relatively large elements, instable behavior and very cumbersome computation can be expected. Also different shapes of hexagons can lead to instable system. In the case of fine mesh of hexagons with the same shape brings about very stable system with fast computation of target stage. This is why we applied for practical assessment hexagons with the same shape, and very fast computation enabled us to create and use relatively very fine mesh of elements. The hexagonal particles are studied under various contact (interfacial) conditions of the grain particles (elements). In out paper basically two contact conditions will be involved: - generalized Mohr-Coulomb hypothesis with exclusion of non-admissible tensile stresses along the contacts, - limit state of shear stresses along the contacts. The first case is connected with applications in geotechnics, composite materials, shotcrete, etc., and the second case is more appropriate for applications to brittle or almost brittle structures. In the case of deep mines, especially when solving underground bumps, or rock bursts, the overburden rock is described by the generalized Mohr-Coulomb hypotheses along the boundaries of hexagons and the coal in seams is rather brittle, so that the limit state is
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
347
introduced there. Two-dimensional formulation and solution is prepared and is studied in this paper together with suggested procedure leading to improvement of non-linear behavior of material inside the hexagons.
3 Computational model inside the hexagons The problem formulated in terms of hexagonal elements enables one to simulate the way of propagation of cracks and the extrusion of rock elements. The cracking of the medium can be described in such a way that the local damage may be derived. Also local deterioration of the material can be seen from such pictures, drawn for particular examples. Such a movement of displacements and flow of stresses cannot be probably obtained from continuous numerical methods. On the other hand, the behavior inside the hexagons has to be formulated. The law used inside the elements can start with unknown values of material parameters, which can be “tuned” from results from laboratory. Moreover, constant distribution of such parameters is assumed in the hexagons and the Eshelby forces, (Eshelby [7]), can then substitute a complicated evaluation of area integrals in integral formulation. Since we do not know a priori the distribution of material parameters in the hexagons, the following Hooke´s law is considered in pre-burst stage: σ = D (ε - µ) = D ε + λ
(1)
where σ is stress tensor, ε is strain tensor, D is material stiffness matrix, µ is eigenstrain and λ is eigenstress. Both eigenstrain and eigenstress are obviously tensors with similar nature as stress or strain tensor. Let the domain Ω be defined by the brick sample rectangular wall, and be decomposed from finite elements Ωi , i = 1,...,n, of triangular shape, n is the number of elements. So far independent of boundary conditions (which will be prescribed later) the optimization problem may be stated. The natural condition requires that the cost functional Π be of the form: Π(λ) = (σ - σexp,σ - σexp)Ω
(2)
where (.,.)Ω is the variance measure over the domain of one hexagon Ω and σexp is experimentally measured stress at some point of measurement. The cost functional may be rewritten in the sense of the discrete element method as (Ai is a subdomain of the domain of entire structure): Π(λ) = ∑ (σ - σexp,σ - σexp)Ai
(3)
and the summation is taken over all n subdomains, i.e., i = 1,...,n. Note that the number of subdomains, i.e. of eigentress components, must be equal to number of measured valued minus one, (Dvorak and Prochazka [5]). Now we can express the stresses due to external loading and stresses due to eigenparameters (in our case we consider eigenstresses): WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
348 Computational Methods and Experiments in Material Characterisation II σi = σ0i + ∑ Fik(λj )
(4)
where σi is the stress tensor on i-th element, written in vector form, σ0i is the stress tensor on i-th element due to external load for linear material stage and bonded boundaries of the adjacent elements, λj is the eigenstress on j-th element, written in vector form and Fik is a matrix-function (or more precise tensor of the fourth order). The summation in (4) runs over k = 1,...,n. The matrix F is nonlinear and depends on the state of damage in the subdomains. Substituting (4) to (3) and taking into consideration that σexp is known from experiments, the variance (3) should be as small as possible. In another words, the minimum with respect to components of eigenstresses should be sought and the system of equations can be written as: Aαk λk = bα , Aαk = ∑ Fik Fiα , bα = ∑ {[(σ0i – (σi)exp] + Fiα} for each α = 1,…,n (5) It remains to answer the question, how to determine the tensors F. From the definition (4) when removing the influence of external loading, the first term of the right hand side disappears and we get conclusion that the slopes in the tensor are stress responses on unit components of the eigenstress tensor. Obviously, the tensor F is a non-linear response, as inside the subdomains the admissible conditions along the interfacial boundaries of adjacent elements can be violated. Next, after determining the eigenstress field from (5), improvement of “influence tensors” F follows. To be more precise, if during the iteration process at a current iteration one component of eigenstress is λ0, this value is considered as new unit impulse, and in the next iteration step the solved value of the previous eigentress component is simply multiplied by λ0. Numerical procedure for solving the problem of algebraic equations (5) is the Jacobi iteration solution with improvement of unknowns in the sense of contact conditions according to above notes. It has to be mention that Gauss-Seidel type iterations are not admissible, as the matrix of the system appears to be nonlinear globally, i.e. one term depends on another in the matrix. First, fixed contacts are considered, i.e. linear medium is assumed. After some iteration steps the contact conditions are taken into account and “influence tensors” are created at each stage. The procedure terminates, if the movements of particles are greater then some selected value.
4
Examples
An example is discussed to show the possibilities of the method put forward in this text. Both examples are focused on the problem of extrusion of rock (or coal) mass from the rock body. The geometry of 1532 hexagonal elements is seen in Fig. 2, where also boundary conditions are depicted. Since the load on the upper part is induced by overburden, and is relatively very high (8 MPa), the volume weight may be neglected and only one half (the upper one) of the rock may be considered. WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
Figure 2:
349
Setting of the hexagonal elements and boundary conditions.
Material coefficients are: E = 10 GPa, G = 1 GPa, shear strength c = 1 MPa +
and tensile strength pn = 100 kPa. These values are valid for the rock. The lower part with the free face describes the coal; its material properties E and G are ten times lower, for simplicity, but the shear strength and the tensile strength change. The load is given by the overburden. In Fig. 3 the movements for material properties being relatively safe for the stability of the rock system are shown. Some particles at the face of seam are disconnected, but the direction of vectors shows the still stabilized influence of the overburden. The nucleation of a slip zone is seen in the middle upper part of the rock.
Figure 3:
+
Movement of the particles for c = 100 kPa and pn = 80 kPa.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
350 Computational Methods and Experiments in Material Characterisation II Fig. 4 shows the movements for c = 100 kPa and the tensile strength has the value of 10 kPa. As seen in the next text, this case is very close to bumps. Obviously the slip zone is created approximately in the middle of mass and strong extrusion of grain particles streams around the vertical axis of seem. On the upper right hand side local damage zones are also created.
+
Figure 4:
Movement of the particles for c = 100 kPa and pn = 10 kPa.
Figure 5:
Movement of the particles for c = 300 kPa and pn = 10 kPa.
+
+
Wide scale of computations has been carried out to get the relation c - pn at bumps occurrence, which is determined as singular solution of the problem. The relation is shown in Fig. 6. The numerical results involve the experiments that have been carried out in Klokner’s Institute of CTU Prague, (Vacek and Prochazka [12]). In that publication the testing devices are also described. If we
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
351
should very briefly describe the testing device, a scale models are prepared from physically equivalent materials. The overburden is simulated also by additional loading and the coal seam by material its behavior is very close to brittle behavior. The stress needed for coupled modeling (at same time experimental and numerical simulations) is obtained from force meters positioned along the base of the pattern. The vertical stress is then derived from these forces.
Figure 6:
5
+
Relation pn - c for bumps occurrence for fixed E and G.
Conclusions
The paper is devoted to the behavior of rock that occurs during longwall mining in coalmines, or during tunneling at the tunnel face, for example. The main problem is longwall or tunnel face instability and extruding the rock mass into an open space. This effect is mostly referred to as bumps, or rock bursts. In order for bumps to occur, the rock has to posses certain particular properties. In this study we consider brittle coal seam, which is treated theoretically, and experiments that have been carried out in the past are taken into consideration. The results from both models seem to be very reasonable. Combination of experimental and mathematical models appears to be very promising for a study of similar problems. Both methods allow study them as a time dependent problem and make it possible to develop cracks during bump initiation, and therefore describe the problem very closely to the reality. Numerical tool serves the free hexagonal element method. Each element is considered to behave elastic-plastic with possibility to improve the parameters according to experimental studies (using eigenparameter technique) and contact conditions are fed by fixed values received from standard laboratory tests. Using iteration procedure of the Jacobi kind, very fast solution is obtained. Process of deterioration of the coal seam and the rock mass can be observed and evaluated. If the damage is large enough, the situation in the mass is considered as a bump. Moreover, the shape of firm part of the coal seam can be distinguished and the extrusion of particles can be observed.
Acknowledgement This research was supported by Grant Agency of the Czech Republic - grant number 103/05/0334. WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
352 Computational Methods and Experiments in Material Characterisation II
References [1] [2] [3] [4] [5] [6] [7] [8] [9] [10] [11] [12]
Cundall, P.A. A computer model for simulation progressive large scale movements of blocky rock systems. Symposium of the international Society of Rock Mechanics, 1971, 132-150. Desai, C. S. A Consistent Finite Element Technique for WorkSoftening Behavior. In: J. T. Oden et al (eds.), Int. Conf. on Comp. Meth. in Nonlinear Mech. Univ. of Texas at Austin, 1974, 175-184. Desai, C.S. Constitutive Modeling Using the Disturbed State Concept, Chapter 8, Continuum Models for Materials with Microstructure, ed. H. Mulhaus, John Wiley & Sons, UK, 1994. Duvant, G. & Lions, J.-L. Les inéquations en mécanique et en physique. Dunod, Paris, 1972. Dvorak, G.J. & Procházka, P. Thick-walled Composite Cylinders with Optimal Fiber Prestress, Composites, Part B, 27B, 1996, 643-649. Dvorak, G.J., Procházka, P. & Srinivas, S. Design and Fabrication of Submerged Cylindrical Laminates, Part I and Part II, Int. J. Solids & Structures, 1999, 1248-1295. Eshelby, J.D. The determination of the elastic field of an ellipsoidal inclusion, and related problems. Jour. of the Mechanics and Physics of Solids, 11, 1963, 376-396. Kachanov, L.M. Introduction to Continuum Damage Mechanics. Martinus Nijhoff Publishers, Dordrecht, Netherlands, 1986. Moreau, J.J. Some numerical methods in multibody dynamics: Application to granular materials. Eur. J. Mech. Solids, 13, 4, 1994, 93114. Onck, P. & van der Giessen, E. Growth of an initially sharp crack by grain boundary cavitation, 47, 1999, 99-139. Procházka, P. & Trčková, J. Coupled modeling of concrete tunnel lining, Our World in Concrete and Structures, Singapore, 2004, 215-224. Vacek, J. & Prochazka, P. Rock bumps occurrence during mining. CMEM, Brebbia, C.A. ed., Alicante, Spain, 2001, 125-134.
WIT Transactions on Engineering Sciences, Vol 51, © 2005 WIT Press www.witpress.com, ISSN 1743-3533 (on-line)
Computational Methods and Experiments in Material Characterisation II
353
Author Index Amari Allahyari A. .................... 63 Ballère L. ................................. 239 Baruchel J. ............................... 197 Benavent-Climent A. ............... 141 Benedikt B. ................................ 13 Berhan M. N. ..................... 43, 175 Bernard D. ............... 185, 217, 259 Bernhard C............................... 163 Bloch J.-F................................. 207 Boller E............................ 197, 207 Bordère S. ................................ 259 Branzoi F. ................................ 269 Branzoi V................................. 269 Bryscejn J. ............................... 229 Bush M. B................................ 111 Chagnon R. .............................. 207 Chen S. H................................... 73 Chen Z. ...................................... 53 Cloetens P. ....................... 197, 207 Cornwell C. F. ......................... 251 Darius G. S. ....................... 43, 175 David N. V......................... 43, 175 Davoodi B................................ 153 Dénès G. .................................. 279 Doležel V......................... 321, 333 du Roscoat S. R........................ 207 Farhangi H. ................................ 63 Gavrus A.................................. 153 Gendron D. .............................. 259 Gerberich W. W......................... 73 Gigacher G............................... 163 Godfrey T. A.............................. 33 Gokhale A. M. ......................... 291 Guillaumat L............................ 239 Hadavi S. M. M. ........................ 63 Harrison S. M. ......................... 111 Heck J. V. ................................ 133
Heintz J.-M. ............................. 259 Hernández S............................... 85 Heylen W................................. 301 Hooman K. ................................ 23 Jakubek J. ................................ 229 Katz Y........................................ 73 Kugblenu M............................. 343 Lataillade J.-L.......................... 239 Lauwagie T.............................. 301 Lecompte D. ............................ 301 Leggoe J. W................................. 3 Lewis M..................................... 13 Madamba M. C. ....................... 279 Malekzadeh P. ........................... 23 Marmottant A. ......................... 197 Mohebpour S. R......................... 23 Mokso R. ................................. 197 Mosquera A. .............................. 85 Muntasar A. ............................. 279 Noack R. W. ............................ 251 Pernot P. .................................. 197 Pešková S................................. 321 Petros P.................................... 111 Peyrin F. .................................. 197 Pierer R.................................... 163 Pilan L. .................................... 269 Procházka P. ............ 321, 333, 343 Ragneau E................................ 153 Rangaswamy P. ......................... 13 Romera L. A. ............................. 85 Rossettos J. N. ........................... 33 Sakji S...................................... 133 Shahrul A. A...................... 43, 175 Singh H.................................... 291 Soize C..................................... 133
354 Computational Methods and Experiments in Material Characterisation II Sol H. ....................................... 301 Song Y.-P................................... 99 Sorensen C............................... 311 Sreeranganathan A................... 291 Stanzl-Tschegg S. .................... 121 Stratton D................................. 311 Tafforeau P. ............................. 197 Thibault X........................ 197, 207
Valach J. .................................. 229 Vantomme J............................. 301 Vasic S..................................... 121 Vavrik D. ................................. 229 Viot P............................... 217, 239 Wang B.-T. ................................ 99 Wang H.-L................................. 99 Zaki M. B........................... 43, 175 Zhu Z. ...................................... 279 Zulkifli M. ............................... 175
Computer Aided Optimum Design in Engineering IX Editors: S. HERNÁNDEZ, Universidad de La Coruña, Spain and C.A. BREBBIA, Wessex Institute of Technology, UK Communicating recent advances in optimisation and demonstrating how these can be applied, this volume features contributions from the Ninth International Conference on Computer Aided Optimum Design in Engineering. The problems highlighted consist of case studies in engineering, considering issues such as static, dynamic analysis and damage tolerance. Manufacturing and structural protection issues are also presented, as are new applications, numerical methods and different optimisation techniques and problems. Series: Structures and Materials, Vol 16 ISBN: 1-84564-016-0 2005 480pp £168.00/US$269.00/€252.00
Large Deformation Processes of Solids From Fundamentals to Numerical Simulation and Engineering Applications I. DOLTSINIS, University of Stuttgart, Germany Reflecting two decades of research and development by the author and his group at the Institute of Computer Applications (ICA), Stuttgart University, this volume explores the
computer simulation of large deformation processes. A CD-ROM listing applications of process simulation and containing colour illustrations is included. Designed as an accompanying text for advanced courses on computational solid mechanics, this book will also be invaluable to professional engineers who require further grounding in this area. Series: High Performance Structures and Materials, Vol 5 ISBN: 1-85312-955-0 2004 496pp+CD-ROM £156.00/US$249.00/€234.00
Structures Under Shock and Impact VIII Editors: N. JONES, University of Liverpool, UK and C.A. BREBBIA, Wessex Institute of Technology, UK Reflecting the broad range of research work currently being carried out, this book contains papers from the Eighth International Conference on Structures Under Shock and impact. Of interest to engineers from military, nuclear, aeronautical, transportation and other backgrounds, the contributors cover topics such as: Impact and Blast Loads; Protection of Structures from Blast Loads; Missile Penetration and Explosion; Seismic Engineering Applications; Crashworthiness and Impact Biomechanics; Behaviour of Structural Concrete; and Behaviour of Composites. Series: Structures and Materials, Vol 15 ISBN: 1-85312-706-X 2004 536pp £186.00/US$298.00/€279.00
High Performance Structures and Materials II Editors: C.A. BREBBIA, Wessex Institute of Technology, UK and W.P. de WILDE, Vrije Universiteit Brussels, Belgium “This is a useful collection of papers covering a wide range of topics that provides a current overview of the subject area and the quality of the individual entries is generally very good throughout…. It would be a useful addition to any technical library shelf.” JOURNAL OF MATERIALS TECHNOLOGY This book features papers presented at the Second International Conference on High Performance Structures and Materials. Detailing the latest progress in design, optimisation, manufacturing and experimentation, these also demonstrate that the use of novel materials is no longer restricted to highly technical areas such as aeronautical or automotive applications, but now also affects fields such as civil engineering and architecture. Series: High Performance Structures and Materials, Vol 7 ISBN: 1-85312-717-5 2004 728pp £249.00/US$398.00/€373.50
WITPress Ashurst Lodge, Ashurst, Southampton, SO40 7AA, UK. Tel: 44 (0) 238 029 3223 Fax: 44 (0) 238 029 2853 E-Mail: [email protected]
Computational Mechanics for Heritage Structures B. LEFTHERIS and M.E. STAVROULAKI, Technical University of Crete, Greece, A.C. SAPOUNAKI, Prefecture of Chania, Greece and G.E. STAVROULAKIS, University of Ioannina, Greece and Carolo Wilhelmina Technical University, Germany Reflecting the authors’ extensive experience, and describing the results of projects they have worked on, this book deals with applications of advanced computational mechanics techniques in structural analysis, strength rehabilitation and aseismic design of monuments, historical buildings and related structures. The results are given with clear explanations so that civil and structural engineers, architects and archaeologists, and students of these disciplines can understand how to evaluate the structural worthiness of heritage buildings without the use of difficult mathematics. Series: High Performance Structures and Materials, Vol 9 ISBN: 1-84564-034-9 2005 apx 320pp apx £99.00/US$158.00/€148.50
We are now able to supply you with details of new WIT Press titles via E-Mail. To subscribe to this free service, or for information on any of our titles, please contact the Marketing Department, WIT Press, Ashurst Lodge, Ashurst, Southampton, SO40 7AA, UK Tel: +44 (0) 238 029 3223 Fax: +44 (0) 238 029 2853 E-mail: [email protected]